Спосіб зварювання в твердій фазі в електростатичному полі з’єднань кремній-скло-кремній
Формула / Реферат
Спосіб зварювання в твердій фазі в електростатичному полі з'єднань кремній-скло-кремній зі зміною полярності в процесі зварювання, який відрізняється тим, що процес здійснюється за один цикл із забезпеченням рівноміцності обох зварних з'єднань кремній-скло за рахунок підведення до кремнієвих мембран електродів для прикладення позитивного потенціалу, а до бокової поверхні скляної деталі - хомутового електрода для прикладення негативного потенціалу, нагрівання багатошарового з'єднання до температури зварювання, ізотермічної витримки, почергової подачі електричної зварювальної напруги на кожну із границь кремній-скло шляхом перемикання позитивного потенціалу з однієї кремнієвої мембрани на другу.
Текст
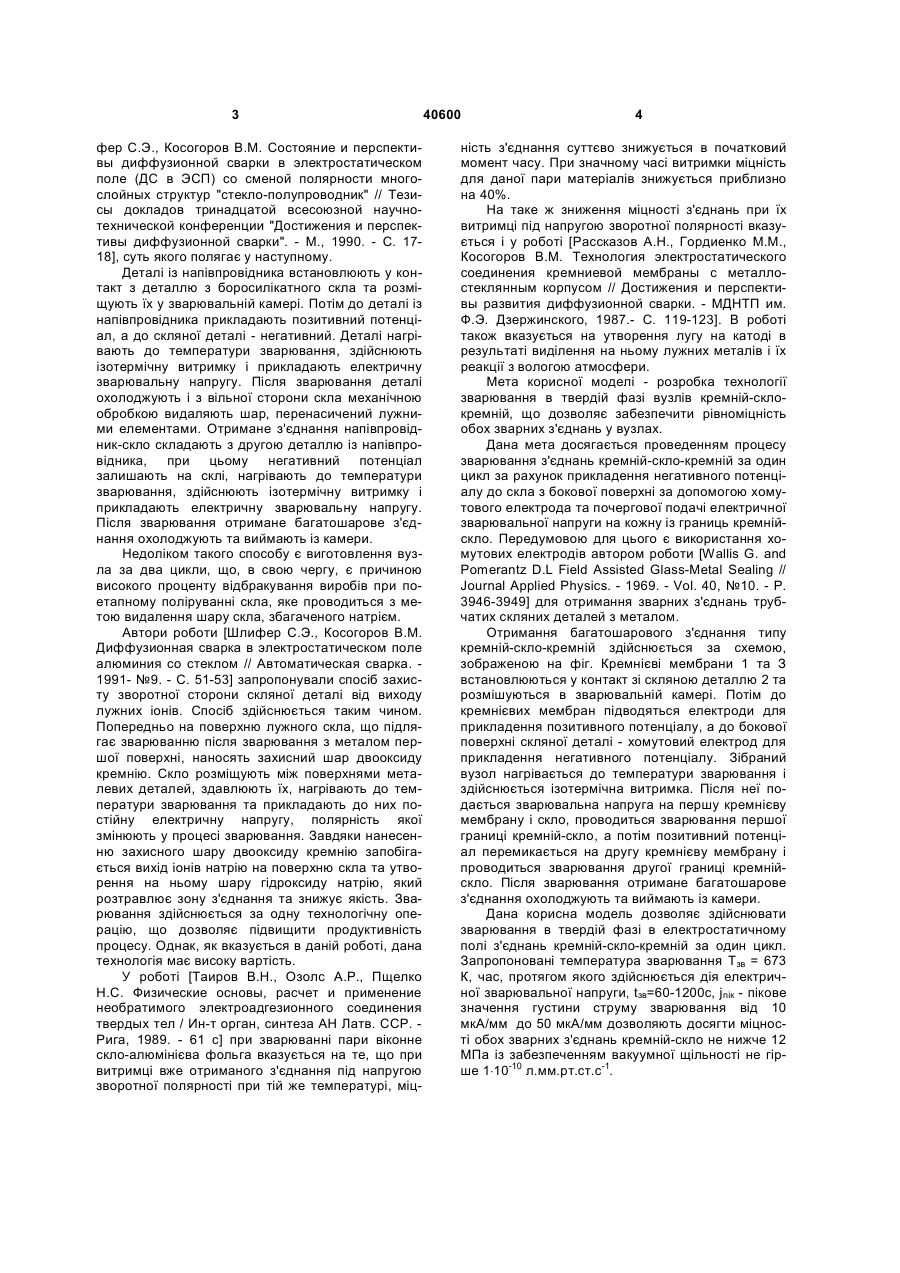
Спосіб зварювання в твердій фазі в електростатичному полі з'єднань кремній-скло-кремній зі зміною полярності в процесі зварювання, який відрізняється тим, що процес здійснюється за один цикл із забезпеченням рівноміцності обох 3 фер С.Э., Косогоров В.М. Состояние и перспективы диффузионной сварки в электростатическом поле (ДС в ЭСП) со сменой полярности многослойных структур "стекло-полупроводник" // Тезисы докладов тринадцатой всесоюзной научнотехнической конференции "Достижения и перспективы диффузионной сварки". - М., 1990. - С. 1718], суть якого полягає у наступному. Деталі із напівпровідника встановлюють у контакт з деталлю з боросилікатного скла та розміщують їх у зварювальній камері. Потім до деталі із напівпровідника прикладають позитивний потенціал, а до скляної деталі - негативний. Деталі нагрівають до температури зварювання, здійснюють ізотермічну витримку і прикладають електричну зварювальну напругу. Після зварювання деталі охолоджують і з вільної сторони скла механічною обробкою видаляють шар, перенасичений лужними елементами. Отримане з'єднання напівпровідник-скло складають з другою деталлю із напівпровідника, при цьому негативний потенціал залишають на склі, нагрівають до температури зварювання, здійснюють ізотермічну витримку і прикладають електричну зварювальну напругу. Після зварювання отримане багатошарове з'єднання охолоджують та виймають із камери. Недоліком такого способу є виготовлення вузла за два цикли, що, в свою чергу, є причиною високого проценту відбракування виробів при поетапному поліруванні скла, яке проводиться з метою видалення шару скла, збагаченого натрієм. Автори роботи [Шлифер С.Э., Косогоров В.М. Диффузионная сварка в электростатическом поле алюминия со стеклом // Автоматическая сварка. 1991- №9. - С. 51-53] запропонували спосіб захисту зворотної сторони скляної деталі від виходу лужних іонів. Спосіб здійснюється таким чином. Попередньо на поверхню лужного скла, що підлягає зварюванню після зварювання з металом першої поверхні, наносять захисний шар двооксиду кремнію. Скло розміщують між поверхнями металевих деталей, здавлюють їх, нагрівають до температури зварювання та прикладають до них постійну електричну напругу, полярність якої змінюють у процесі зварювання. Завдяки нанесенню захисного шару двооксиду кремнію запобігається вихід іонів натрію на поверхню скла та утворення на ньому шару гідроксиду натрію, який розтравлює зону з'єднання та знижує якість. Зварювання здійснюється за одну технологічну операцію, що дозволяє підвищити продуктивність процесу. Однак, як вказується в даній роботі, дана технологія має високу вартість. У роботі [Таиров В.Н., Озолс А.Р., Пщелко Н.С. Физические основы, расчет и применение необратимого электроадгезионного соединения твердых тел / Ин-т орган, синтеза АН Латв. ССР. Рига, 1989. - 61 с] при зварюванні пари віконне скло-алюмінієва фольга вказується на те, що при витримці вже отриманого з'єднання під напругою зворотної полярності при тій же температурі, міц 40600 4 ність з'єднання суттєво знижується в початковий момент часу. При значному часі витримки міцність для даної пари матеріалів знижується приблизно на 40%. На таке ж зниження міцності з'єднань при їх витримці під напругою зворотної полярності вказується і у роботі [Рассказов А.Н., Гордиенко М.М., Косогоров В.М. Технология электростатического соединения кремниевой мембраны с металлостеклянным корпусом // Достижения и перспективы развития диффузионной сварки. - МДНТП им. Ф.Э. Дзержинского, 1987.- С. 119-123]. В роботі також вказується на утворення лугу на катоді в результаті виділення на ньому лужних металів і їх реакції з вологою атмосфери. Мета корисної моделі - розробка технології зварювання в твердій фазі вузлів кремній-склокремній, що дозволяє забезпечити рівноміцність обох зварних з'єднань у вузлах. Дана мета досягається проведенням процесу зварювання з'єднань кремній-скло-кремній за один цикл за рахунок прикладення негативного потенціалу до скла з бокової поверхні за допомогою хомутового електрода та почергової подачі електричної зварювальної напруги на кожну із границь кремнійскло. Передумовою для цього є використання хомутових електродів автором роботи [Wallis G. and Pomerantz D.L Field Assisted Glass-Metal Sealing // Journal Applied Physics. - 1969. - Vol. 40, №10. - P. 3946-3949] для отримання зварних з'єднань трубчатих скляних деталей з металом. Отримання багатошарового з'єднання типу кремній-скло-кремній здійснюється за схемою, зображеною на фіг. Кремнієві мембрани 1 та З встановлюються у контакт зі скляною деталлю 2 та розмішуються в зварювальній камері. Потім до кремнієвих мембран підводяться електроди для прикладення позитивного потенціалу, а до бокової поверхні скляної деталі - хомутовий електрод для прикладення негативного потенціалу. Зібраний вузол нагрівається до температури зварювання і здійснюється ізотермічна витримка. Після неї подається зварювальна напруга на першу кремнієву мембрану і скло, проводиться зварювання першої границі кремній-скло, а потім позитивний потенціал перемикається на другу кремнієву мембрану і проводиться зварювання другої границі кремнійскло. Після зварювання отримане багатошарове з'єднання охолоджують та виймають із камери. Дана корисна модель дозволяє здійснювати зварювання в твердій фазі в електростатичному полі з'єднань кремній-скло-кремній за один цикл. Запропоновані температура зварювання Тзв = 673 К, час, протягом якого здійснюється дія електричної зварювальної напруги, tзв=60-1200с, jniк - пікове значення густини струму зварювання від 10 мкА/мм до 50 мкА/мм дозволяють досягти міцності обох зварних з'єднань кремній-скло не нижче 12 МПа із забезпеченням вакуумної щільності не гірше 1×10-10 л.мм.рт.ст.с-1. 5 Комп’ютерна верстка Д. Шеверун 40600 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of solid phase welding in electrostatic field of silicon-glass-silicon connections
Автори англійськоюOleksiienko Serhii Vladyslavovych
Назва патенту російськоюСпособ сварки в твердой фазе в электростатическом поле соединений кремний-стекло-кремний
Автори російськоюАлексеенко Сергей Владиславович
МПК / Мітки
МПК: B23K 28/00
Мітки: електростатичному, полі, фазі, з'єднань, твердий, спосіб, кремній-скло-кремній, зварювання
Код посилання
<a href="https://ua.patents.su/3-40600-sposib-zvaryuvannya-v-tverdijj-fazi-v-elektrostatichnomu-poli-zehdnan-kremnijj-sklo-kremnijj.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання в твердій фазі в електростатичному полі з’єднань кремній-скло-кремній</a>
Спосіб зварення у твердій фазі металевих пластин
Номер патенту: 80204
Опубліковано: 27.08.2007
Автори: Борц Борис Вікторович, Лопата Олександр Трохимович, Васеха Ігор Едуардович, Неклюдов Іван Матвійович
МПК: B23K 20/00, B21B 9/00, B32B 37/00
Мітки: зварення, спосіб, фазі, пластин, металевих, твердий
Формула / Реферат:
1. Спосіб зварення у твердій фазі металевих пластин, який включає складання в пакет пластин, що з'єднуються, нагрівання пакета, розміщення пакета між валками з різним діаметром, деформування пакета, який відрізняється тим, що між пластинами розміщують демпфірувальний прошарок, пакет розміщають між валками так, що пластина з матеріалу з меншою границею текучості при температурі зварення обернена у бік валка з меншим діаметром, нагрівання...
Спосіб зварювання дугою у високочастотному магнітному полі
Номер патенту: 86140
Опубліковано: 25.03.2009
Автори: Мурга Валерій Володимирович, Антропов Іван Іванович, Кобін Сергій Костянтинович, Замогільний Сергій Вікторович
МПК: B23K 9/08
Мітки: дугою, зварювання, полі, магнітному, високочастотному, спосіб
Формула / Реферат:
Спосіб зварювання дугою у високочастотному магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле, частота якого визначається виразом,де - частота магнітного поля, - розрахована частота...
Спосіб фотохімічного структурування колагенових композицій у твердій фазі
Номер патенту: 28647
Опубліковано: 25.12.2007
Автор: Верещака Володимир Валентинович
МПК: A61P 17/00
Мітки: колагенових, фотохімічного, твердий, спосіб, композицій, фазі, структурування
Формула / Реферат:
1. Спосіб фотохімічного структурування колагенових композицій у твердій фазі шляхом проведення фотополімеризації у твердій фазі, який відрізняється тим, що проведення фотополімеризації здійснюють монохроматичним світлом.2. Спосіб за п. 1, який відрізняється тим, що опромінення проходить через інтерференційний світлофільтр.3. Спосіб за п. 1, який відрізняється тим, що монохроматичне опромінення направляють через мікрооб'єктив,...
Спосіб визначення вмісту в твердій фазі пульпи мінеральних домішок
Номер патенту: 37454
Опубліковано: 25.11.2008
Автори: Панін Анатолій Володимирович, Панін Олег Анатолійович, Кіріченко Олег Федорович, Довженко Володимир Профирович
МПК: G01N 21/47
Мітки: пульпи, спосіб, фазі, визначення, домішок, вмісту, мінеральних, твердий
Формула / Реферат:
Спосіб визначення в твердій фазі пульпи мінеральних домішок Аν, який полягає в тому, що освітлюють поверхню пульпи випромінюванням оптичного діапазону, виміряють інтенсивність початкового випромінювання, а також інтенсивності двох дифузно відбитих від пульпи світлових потоків, і розраховують об'ємний вміст Аν в твердій фазі мінеральних домішок, який відрізняється тим, що інтенсивності початкового випромінювання і відбитих світлових...
Спосіб кількісної оцінки реакції в твердій фазі та фторовмісний компонент реакції
Номер патенту: 70937
Опубліковано: 15.11.2004
Автори: Нагулапаллі Васант К., Ері Джон Е., Ортон Едвард, Кроліковскі Пол Г.
МПК: G01N 24/00, G01N 33/543
Мітки: компонент, фторовмісний, реакції, спосіб, оцінки, твердий, кількісної, фазі
Формула / Реферат:
1. Спосіб кількісної оцінки твердофазної реакції, який включає:(a) взаємодію компонента твердофазної реакції або фторовмісного компонента твердофазної реакції з реагентом або фторовмісним реагентом для одержання фторовмісного продукту твердофазної реакції;(b) одержання 19F ЯМР спектра фторовмісного продукту твердофазної реакції; і(c) порівняння інтеграла, відповідного 19F резонансу фторовмісного продукту твердофазної...
Попередній патент: Металевий профіль з листового матеріалу
Наступний патент: Електрофоретична зубна щітка
Випадковий патент: Похідні 4-меркаптобензоїлгуанідину, спосіб їх отримання, фармацевтична композиція та спосіб її отримання