Спосіб обробки різанням нежорстких деталей
Номер патенту: 93641
Опубліковано: 25.02.2011
Автори: Мельничук Петро Петрович, Кравчук Олена Михайлівна, Лоєв Володимир Юхимович
Формула / Реферат
Спосіб обробки різанням нежорстких деталей, за яким видалення припуску на обробку здійснюють при одночасній роботі головної та допоміжної різальних кромок інструмента, який відрізняється тим, що обробку виконують інструментом з головним кутом ![]() , в плані більшим 90°, величину якого визначають в залежності від заданих режимів різання та геометричних параметрів інструмента за умови, що різниця значень головного кута
, в плані більшим 90°, величину якого визначають в залежності від заданих режимів різання та геометричних параметрів інструмента за умови, що різниця значень головного кута ![]() в плані та кута
в плані та кута ![]() сходу стружки складає 90°.
сходу стружки складає 90°.
Текст
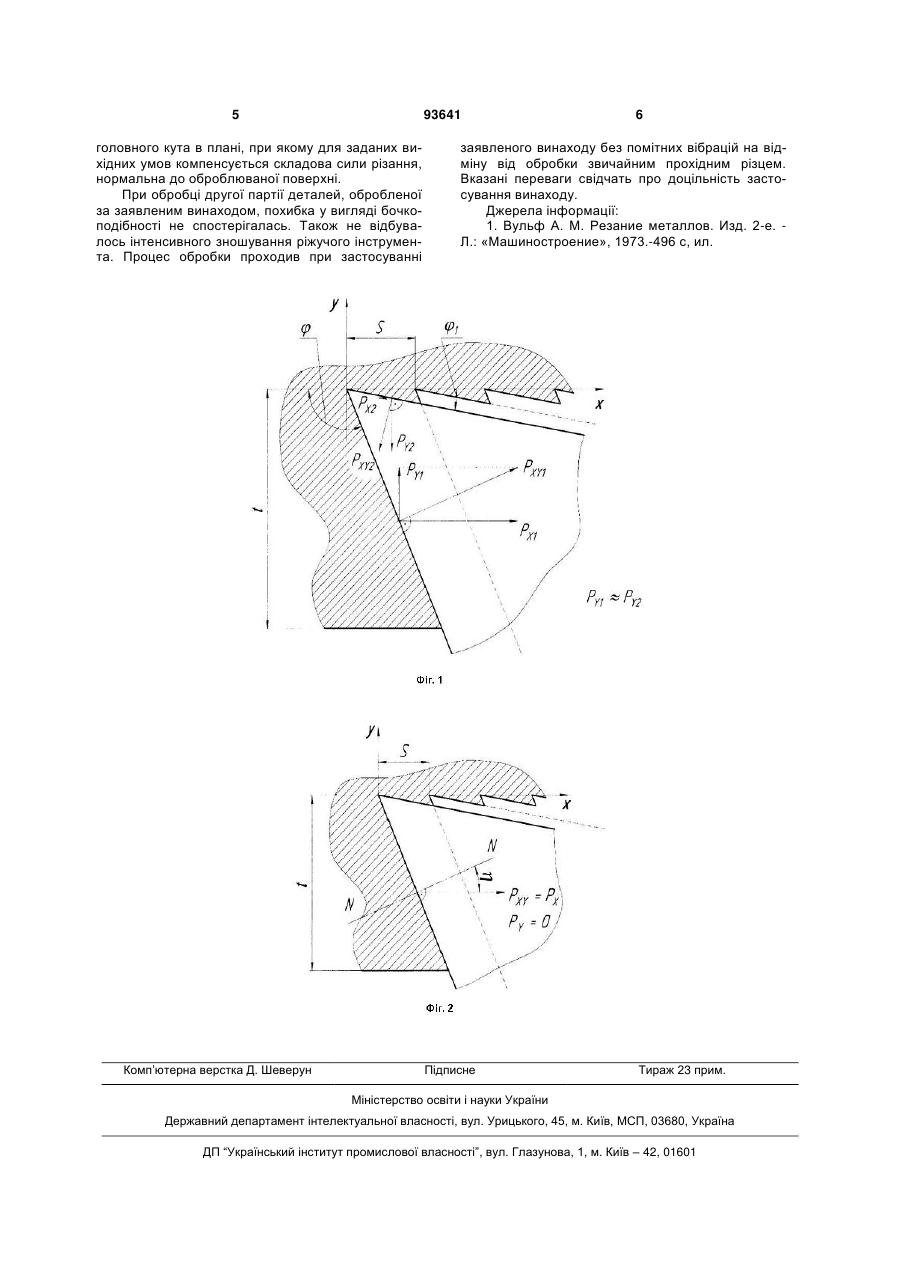
Спосіб обробки різанням нежорстких деталей, за яким видалення припуску на обробку здійснюють при одночасній роботі головної та допоміжної різальних кромок інструмента, який відрізняється тим, що обробку виконують інструментом з головним кутом , в плані більшим 90°, величину якого визначають в залежності від заданих режимів різання та геометричних параметрів інструмента за умови, що різниця значень головного кута в плані та кута сходу стружки складає 90°. (19) (21) a201006195 (22) 21.05.2010 (24) 25.02.2011 (46) 25.02.2011, Бюл.№ 4, 2011 р. (72) МЕЛЬНИЧУК ПЕТРО ПЕТРОВИЧ, ЛОЄВ ВОЛОДИМИР ЮХИМОВИЧ, КРАВЧУК ОЛЕНА МИХАЙЛІВНА (73) ЖИТОМИРСЬКИЙ ДЕРЖАВНИЙ ТЕХНОЛОГІЧНИЙ УНІВЕРСИТЕТ (56) БЕРГЕР И. И. Токарное дело / Учебник для подготовки рабочих на производстве. 3-е изд., перераб. и.доп. Минск.: Выш. школа, 1980. http://stankomach.com/content/view/468/201/ UA 41922 C2, 15.10. 2001 BY 8943 C1, 28.02.2007 3 рівнює нулю (PY = 0), а при відсутності складової сили різання, нормальної до оброблюваної поверхні, відсутнє віджимання інструмента від оброблюваної деталі, а, отже, і прогин нежорсткої деталі. Це сприяє мінімізації похибки оброблюваної деталі в напрямку, перпендикулярному до оброблюваної поверхні, зменшенню вібрацій, зниженню шорсткості і, як наслідок, підвищенню якості оброблюваної деталі. Суть винаходу пояснюється кресленнями. Перелік креслень: - на фіг. 1 - схема діючих на інструмент сил різання і їх складових з боку головної та допоміжної різальних кромок при обробці гостровершинним інструментом за запропонованим способом. - на фіг. 2 - рівнодіюча сил різання, що діють на інструмент в основній площині при обробці гостровершинним інструментом за запропонованим способом, та кут сходу стружки. На фіг. 1 зображено схему діючих на інструмент сил різання і їх складових з боку головної та допоміжної різальних кромок при обробці гостровершинним інструментом за запропонованим способом: поточне положення інструмента показано суцільною лінією, а попереднє положення - пунктиром. Як видно, головна різальна кромка бере участь в процесі різання в більшій чи меншій мірі в залежності від глибини t різання та головного кута в плані, а допоміжна різальна кромка - в залежності від подачі S та допоміжного кута 1 в плані. На фіг. 1 з індексом «1» позначені сили, що діють на інструмент з боку головної різальної кромки, з індексом «2» - сили, що діють на інструмент з боку допоміжної різальної кромки. Загальні сили, що діють на інструмент, дорівнюють: - в напряму осі у: P P 1 P 2 ; (1) Y Y Y - в напряму осі х: PX PX1 PX2 , (2) - рівнодіюча: PXY PXY1 PXY2 ;(3) Співвідношення вказаних сил залежить від геометричних параметрів інструмента (головного кута в плані, допоміжного кута 1 в плані, радіусу r при вершині інструмента) та режимів обробки (глибини t різання та подачі S). Очевидно, що існує таке значення головного кута в плані (при інших заданих параметрах), при якому складові сил різання в напряму осі у (перпендикулярному до оброблюваної поверхні) є рівними за величиною та протилежними за напрямом, а, отже, їх рівнодіюча PY = 0, тобто PY1 – РY2. При відсутності складової Ру сили різання, нормальної до оброблюваної поверхні, відсутнє віджимання інструмента від оброблюваної деталі, а глибина різання залишається незмінною. Це сприяє мінімізації похибки оброблюваної деталі в напряму, перпендикулярному до оброблюваної поверхні, зменшенню вібрацій, зниженню шорсткості і, як наслідок, підвищенню якості оброблюваної деталі. 93641 4 На фіг. 2 зображено рівнодіючу РХY сил різання, що діють на інструмент в основній площині, яка у випадку обробки за запропонованим способом паралельна осі х та утворює з нормаллю N-N кут (кут сходу стружки). Напрям сходу стружки на початковому етапі її утворення збігається з напрямом рівнодіючої РХY сил різання в основній площині. Отже, кут визначає співвідношення між радіальною PY та осьовою Рх складовими сили різання: PY = PXY • cos( - ); (4) РX = PXY • sin( - ). Виходячи із залежностей (4), для мінімізації складової сили різання, нормальної до обробленої поверхні (PY = 0), слід підібрати такий головний кут ер в плані, при якому кут ( - ) 90°, оскільки cos 90° = 0. Заявлений спосіб обробки різанням нежорстких деталей виконують в такій послідовності: 1. Задають вихідні режими обробки (глибину різання t, подачу S, швидкість різання ) та вихідні геометричні параметри інструмента (допоміжний кут ері в плані, кут нахилу головної різальної кромки, головний передній кут , головний задній кут , допоміжний передній кут 1 , допоміжний задній кут 1, радіус r при вершині інструмента). 2. Виходячи з вихідних даних, визначають значення головного кута в плані, при якому компенсується складова сили різання, нормальна до оброблюваної поверхні, за умови, що різниця значень головного кута в плані та кута ц сходу стружки складає 90° ( - = 90°). 3. Виконують обробку заданої деталі інструментом з визначеним головним кутом в плані (пункт 2), мінімізуючи складову сили різання, нормальну до оброблюваної поверхні. Решта геометричних параметрів інструмента та режими обробки відповідають вихідним даним (пункт 1). З метою перевірки запропонованого способу обробки різанням нежорстких деталей в лабораторії Житомирського державного технологічного університету були проведені експериментальні дослідження на токарно-гвинторізному верстаті мод. 16К20. Були оброблені дві партії заготовок: d = 20 мм, L = 250 мм, матеріал - сталь 45 при такому режимі різання: n = 630 об/хв, t = 2 мм, S = 0,05 мм/об. В обох випадках люнет не застосовувався. Обробка першої партії проводилась за традиційним способом прохідним різцем Т15К6 з такими геометричними параметрами: = 45°, 1 = 10°, = 0°, = 8°, = 0°, радіус при вершині r = 0,2 мм. При обробці першої партії деталей, обробленої за відомим способом, спостерігалась похибка у вигляді бочкоподібності, середнє значення якої складало б 0,21 . мм Обробка другої партії проводилась за заявленим винаходом різцем Т15К6 з геометричними параметрами: = 98°, 1 = 10°, = 0°, = 8°, = 0°, = 0,2 мм. Тут = 98° - визначене значення 5 93641 головного кута в плані, при якому для заданих вихідних умов компенсується складова сили різання, нормальна до оброблюваної поверхні. При обробці другої партії деталей, обробленої за заявленим винаходом, похибка у вигляді бочкоподібності не спостерігалась. Також не відбувалось інтенсивного зношування ріжучого інструмента. Процес обробки проходив при застосуванні Комп’ютерна верстка Д. Шеверун 6 заявленого винаходу без помітних вібрацій на відміну від обробки звичайним прохідним різцем. Вказані переваги свідчать про доцільність застосування винаходу. Джерела інформації: 1. Вульф А. М. Резание металлов. Изд. 2-е. Л.: «Машиностроение», 1973.-496 с, ил. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of machining non-rigid parts
Автори англійськоюMelnychuk Petro Petrovych, Loiev Volodymyr Yukhymovych, Kravchuk Olena Mykhailivna
Назва патенту російськоюСпособ обработки резанием нежестких деталей
Автори російськоюМельничук Петр Петрович, Лоев Владимир Ефимович, Кравчук Елена Михайловна
МПК / Мітки
МПК: B23P 13/00
Мітки: деталей, обробки, різанням, спосіб, нежорстких
Код посилання
<a href="https://ua.patents.su/3-93641-sposib-obrobki-rizannyam-nezhorstkikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки різанням нежорстких деталей</a>
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Бохонський Олександр Іванович, Пашков Євген Валентинович, Шмидт Людміла Анатоліївна
МПК: B23B 1/00
Мітки: валів, точінням, типу, обробки, спосіб, нежорстких, деталей
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Спосіб обробки матеріалів різанням
Номер патенту: 19905
Опубліковано: 15.01.2007
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00
Мітки: матеріалів, спосіб, різанням, обробки
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал впливають двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна оброблюваній поверхні, а інша - перпендикулярна до неї, який відрізняється тим, що кут між головною різальною крайкою і напрямком швидкості головного руху різання ножа для різання в площині, рівнобіжній оброблюваній поверхні, вибирають у межах 1-20°, а кут між головною різальною крайкою і...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Зарубицький Євген Улянович, Кривобоков Владислав Анатолійович
МПК: B23D 23/00
Мітки: різанням, поверхонь, деталей, обробки, спосіб, плоских
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Спосіб обробки різанням
Номер патенту: 49315
Опубліковано: 26.04.2010
Автори: Пестунов Володимир Михайлович, Ковришкін Микола Олександрович
МПК: B23B 1/00
Мітки: спосіб, різанням, обробки
Формула / Реферат:
Спосіб обробки різанням, при якому процес різання здійснюють за загальною керуючою програмою, а у відносне положення заготовки та інструмента вносять корекцію, який відрізняється тим, що коректувальний сигнал генерують на основі попереднього розрахунку пружної деформації та величини зношення технологічної системи верстата та змінюють в функції складової сили різання та часу у напрямку розміру обробки, причому величину корекції визначають із...
Спосіб обробки матеріалів різанням
Номер патенту: 88094
Опубліковано: 10.09.2009
Автор: Марунич В'ячеслав Олексійович
МПК: B29C 37/00, B23B 27/00, B23B 1/00, B23B 35/00
Мітки: спосіб, матеріалів, обробки, різанням
Формула / Реферат:
Спосіб обробки матеріалів різанням, при якому на матеріал діють двома інструментами в двох взаємно перпендикулярних площинах, одна з яких рівнобіжна поверхні, яку оброблюють, а інша - перпендикулярна до неї, який відрізняється тим, що спочатку обробку матеріалу в площині, яка перпендикулярна поверхні, що обробляють, виконують зубом вільним або невільним різанням, а далі в площині обробленої поверхні виконують обробку ножем тільки вільним...
Попередній патент: Підстилка
Наступний патент: Регульована завантажувально-розвантажувальна горловина
Випадковий патент: Триазинові похідні, що мають гербіцидну активність, спосіб їх одержання та гербіцидна композиція на їх основі