Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Пашков Євген Валентинович, Бохонський Олександр Іванович, Шмидт Людміла Анатоліївна

Формула / Реферат
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності від положення точки прикладання радіальної складової сили різання уздовж oсі оброблюваної деталі, причому частоту прямування імпульсів приймають відмінною від частот власних коливань деталі.
Текст
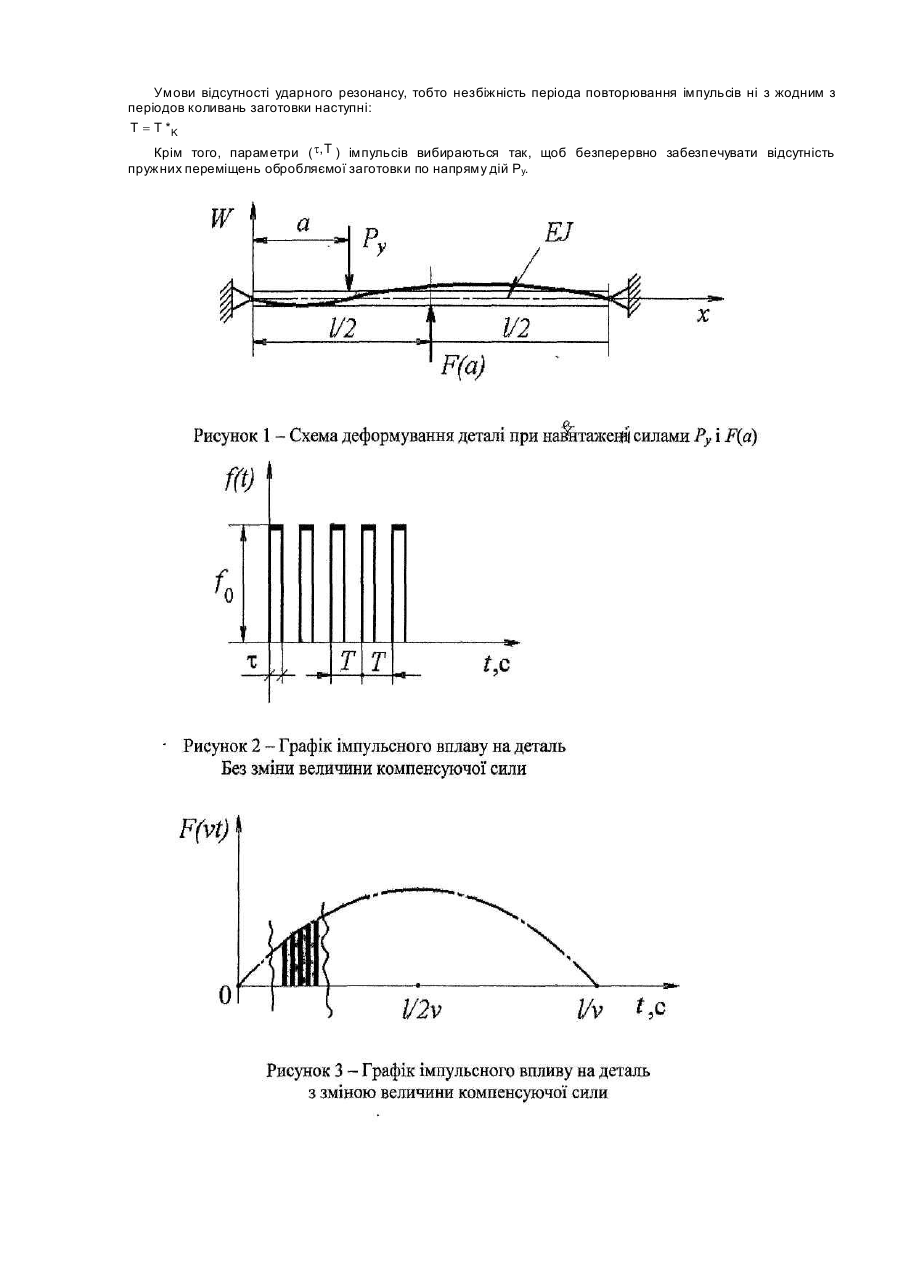
Винахід відноситься до машинобудування і призначений для обробки точінням нежорстких легкодеформуємих деталей типу валів, які широко застосовуються в машино-приладобуауванні, авіабудуванні, суднобудуванні та інших галузях промисловості. Виробництву відомі способи обробки точінням довгомірних нежорстких деталей з імпульсною компенсацією їх пружистих переміщень від дії радіальної складової сили різання, що дозволяє підвищити точність обробки. Описаний в ас. № 1443289 СРСР, МКІ В23В1/00, 1988 рік, "Способ обработки тонкостенных цилиндров точением с вибрациями», дозволяє підвищити точність обробки за рахунок надання інструменту, який ріже, коливального руху навкруги осі циліндричної поверхні стружкозавиваючої канавки на передній поверхні, що дає змогу компенсувати прогинання стінок деталі, яка знаходиться під дією радіальної складової сили різання Ру. Недоліком даного способу є надто обмежена галузь застосування, що пояснюється надзвичайною складністю створення необхідної сили, яка забезпечує рух де талі на різець (натягування, тобто подачі деталі на різець) за сходячу стр ужку, компенсуючу прогинання стінки порожньої деталі чи суцільного валу від дії Р у. Так як дана сила залежить, в основному, від сили тертя, то компенсація прогинань деталі від дії Ру можлива лише в відношенні деталей з надто малою товщиною стінки чи достатньо малого діаметра, тобто в відношенні деталей, які мають надто малу жорсткість (з відношенням r/h³100, де r -радіус, a h - товщина стінки деталі, чи з 1/d³10, де 1-довжина, a d - діаметр валу). Крім того, даний спосіб обробки не враховує умов виникнення резонансів, тобто зростання амплітуди коливань деталі, що посилює величину радіальної деформації, при збігу власник частот коливання деталі на всіх гармоніках з частотами коливання інструменту, якій ріже, що досить негативно позначається на точності і якості обробки. Спосіб токарної обробки нежорстких деталей з вібраціями, описаний в а.с. № 1280772 СРСР, МКІ В23В 1/00, 1986p., забезпечує підвищення точності і продуктивності за рахунок зміни в межах одного періода коливання часу врізання і відведення ріжучого інструмента, що дозволяє створити за рахунок сил тертя протидіючу силу, компенсуючу дію радіальної складової сили різання Ру. Даному способу притаманні ті ж недоліки, які мають місце у вищезазначеному способі. Як прототип взято спосіб обробки тонкостінних циліндричних деталей за ас. № 1247167 СРСР, МКІ В23В 1/00, 1986 рік, в якому, з метою підвищення точності і продуктивності, використовують кулястий деформатор, траєкторія обертання якого зміщена в бік дії радіальної складової сили різання Ру, чим забезпечується його періодичний контакт з деталлю в зоні різання, тобто створює протидіюче зусилля, величину якого змінюють по мірі переміщення інструмента уздовж деталі, а напрям дії цього зусилля змінюють шляхом повороту центру обертання деформатора відносно осі деталі. Одним з недоліків даного способу є, по-перше, те, що здійснення зміщення центру обертання потребує достатньо складного передавального механізму і системи керування їм, що негативно позначається на точності відтворення керуючих сигналів, а як слідство, і на точності обробки. По-друге, можливі відскоки кулястої маси від стінок деталі, які призводять до самочинного змінення величини і періода руху протидіючого зусилля, що також знижує точність обробки. І, по-третє, не виключена можливість появлення ударного резонансу, призводячого до росту амплітуди коливання деталі, при збіжанні її власних часто т коливань з частотами протидіючого зусилля, що також знижує точність обробки. В основу запропонованого винаходжу покладено задачу поширення і стабілізації керованого діапазону величин, що створюють протидіюче зусилля, же компенсує дію радіальної складової сили, а також усунення явища ударного резонансу, яке виникає при збіжанні періодов власних коливань, деталі з періодами дії протидіючого імпульсного зусилля, з метою підвищення точності обробки. Сутність винаходу міститься в тому, що при обробці нежорстких деталей типу валів, яка передбачає їх закріплення з кінців, обертання, створення зусилля протидіючого радіальній складовій сили різання, а також переміщення: уздовж обробляємої поверхні ріжучого інструменту, протидіюче зусилля реалізують у вигляді серії імпульсів одного знаку, які докладають в перетені деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності від положення точки докладання радіальної складової сили різання уздовж осі обробляємої деталі, до того ж частоту проходження імпульсів приймають відмінною від частот власних коливань деталі. При порівнянні аналогів і прототипу з запропонованим технічним рішенням видно, що воно виявляє нові технічні властивості, які містяться в наступному. По-перше, виключення можливості збігу власних частот коливання деталі на всіх гармошках з частотами зміни протидіючого зусилля усуває виникнення ударного резонансу, який призводить до різкого зростання амплітуда коливання деталі в зоні різання і збільшенню тим величини її деформації в напрямку до ріжучого інструменту. По-друге, виключається необхідність переміщення (зміни) точки докладання протидіючого зусилля в залежності від положення точки докладання радіальної складової сили різання Ру уздовж обробляємої поверхні, що спрощує кінематику пристрою для реалізації способу і системи керування. В запропонованому способі положення точки докладання протидіючого зусилля в відношенні до кінців деталі не змінюється, а змінюється лише його величина і частота і проходження, що досягається відомими простими і надійними апаратними засобами. По-третє, суттєво поширюються технологічні можливості способу в відношенні збільшення вагогабаритних параметрів об'єктів обробки, тобто збільшення протидіючого зусилля не залежить від сил тертя, діючих в зоні контакта різця з збігаючою стружкою. Таким чином забезпечується зріст продуктивності точіння, тобто можуть бути збільшені подавання і глибина різання. На рис.1 надана схема деформування деталі при навантаженні силами Ру і F(a); на рис.2 - графік імпульсного впливу на деталь без зміни величини компенсуючої сили; на рис.3 - гра фик імпульсного впливу на деталь з зміною величини компенсуючої сили. Алгоритм пошук у, керуючого (компенсуючого) впливу F, який докладено по середині довжини заготовки і забезпечує ліквідацію пружного переміщення перелину заготовки з координатою а докладення сили Ру при її повільному руху зі швидкістю V уздовж заготовки, засновано на використанні відомих методів механіки деформуємого твердого тіла (зокрема - метода початкових параметрів). (Див. Писаренко Г.С., В.А. Агаров і др. "Сопротивление материалов". - К: Ви ща школа, 1986. - 775с., стор. 300-311). Пружне переміщення, у перетені заготовки з координатою а від компенсуючої сили F, докладеної по середині довжини заготовки, дорівнюється (рис. 1)(Див. “Сопротивления материалов”,: К, -1986) F × a(3 l 2 - 4 a a ) (1) 48EJ Пружне переміщення перегину з координатою а від сили Ру в напрямку дії цієї сили дорівнюється: d F (a ) = Py(l - a )2 × a 2 ( 2) 3EJ × l З алгебраїчної суми (1) і (2) визначається значення F, при якому переміщення перетину а відсутнє (рис.1): d (a ) + dPy (a ) = 0 при: F dРу (а ) = F(a ) = 16(l - a )2 × a × Py ( 3) l(3l 2 - 4a 2 ) Аналогічні міркування приводять до отримання виразу для F(a), коли сила Ру знаходиться на ділянці l ³ a ³ l /2 : 16(l - a)2 × a × Py F(a) = (4) é a a3 (a - l / 2)3 2 ù l ê3 - 4 2 + 8 a ú l l3 ê l ú ë û При Ру = 1 з (3) і (4) проходять функції впливу (функції Гріна), (див. Бохонекий А.И., Вохмянин А.Н. Управление деформированием нежестких деталей при токарной обработке. Монография. - Севастополь, Издво СевГТУ, 1999. - 240с.), та показують яке необхідно докласти діяння по середені довжини заготовки, щоб усун ути переміщення від сили Ру=1 при довільному ( l ³ a ³ 0 ). Оскільки з (3) і (4) при a = l / 2 виходить, що 4 F(l / 2 ) = 1 , то при a = 0 з (3) виходить F(o ) = 0 ; так як a = l з (4) виходить F(l) = 0 , функції (3) і (4) можна (для Ру=1) без збитку для точності розрахунків замінити одною: F * ( a) = sin p× a l (5 ) 3 a = l/ 4 i a = l 4 з (5) виходить F * (1 / 4 l ) = 0,707; відповідно з (3) і (4) для F * (l / 4 ) і Характерно, що при F * (3 l / 4 ) виходить F*=0,82, тобто доста тня точність забезпечується. Якби сила Ру була нерухома і докладена по середині довжини заготовки ( a = l / 2 ) то компенсуючий періодичний і імпульсний вплив при його розкладанні в ряд Фурьє мали би вигляд (рис.2): ¥ np t n pt ö + bn sin ÷, T T ø è n =1 t f np t де : ao = fo ; an = o (- 1)n + 1 sin ; T np T f (t ) = ao + æ å ç an cos [ [ ] (6) ] fo (- 1)n + 1 × æ1 - cos n p t ö; ç ÷ np T ø è t - тривалість прямокутного імпульсу; T - період дії імпульсів. Тоді при зміні положення Ру уздовж заготовки імпульсний компенсуючий вплив розраховується ж добуток двох функцій за формулою (рис.3): pV t F(Vt ) = sin × f ( t ), (7) l де: Vt=a Для нежорсткої заготовки, яка закріплена в центрах, часто ти і періоди власних коливань визначаються згідно формулі (див. Пановко Я.Г. Основы прикладной теории колебаний и удара. -М: «Ма шиностроение», 1976. –320с. (див. cтop. 123). bn = VK = k 2 p 2 EJ 2p , TK * = , VK m o × l4 (8 ) k = 12,3... , де EJ - злинка жорсткість заготовки; pd2 ×g 4 - маса одиниці довжини заготовки g - питома вага матеріалу заготовки. mo = Умови відсутності ударного резонансу, тобто незбіжність періода повторювання імпульсів ні з жодним з періодов коливань заготовки наступні: T = T *K Крім того, параметри ( t, T ) імпульсів вибираються так, щоб безперервно забезпечувати відсутність пружних переміщень обробляємої заготовки по напряму дій Ру.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of treatment by turning of flex parts like shafts
Автори англійськоюPashkov Yevhen Valentynovych, Bokhonskyi Oleksandr Ivanovych
Назва патенту російськоюСпособ обработки точением нежестких деталей типа валов
Автори російськоюПашков Евгений Валентинович, Бохонский Александр Иванович
МПК / Мітки
МПК: B23B 1/00
Мітки: обробки, типу, нежорстких, валів, спосіб, деталей, точінням
Код посилання
<a href="https://ua.patents.su/3-69491-sposib-obrobki-tochinnyam-nezhorstkikh-detalejj-tipu-valiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки точінням нежорстких деталей типу валів</a>
Спосіб обробки циліндричних оболонок точінням
Номер патенту: 46094
Опубліковано: 15.05.2002
Автори: Пашков Євген Валентинович, Голубев Олексій Вячеславович, Вожжов Андрій Анатолійович
МПК: B23B 1/00, B23B 35/00
Мітки: спосіб, точінням, циліндричних, обробки, оболонок
Формула / Реферат:
Спосіб обробки циліндричних оболонок точінням, який включає базування оболонки за допомогою аеростатичної циліндричної опори, обертання і підтиск у осьовому напрямку до упору шляхом дії на неї біжучими магнітними полями, а також переміщення оболонки уздовж оброблюваної поверхні різального інструменту, який відрізняється тим, що оболонку піддають дії двох синфазних, але різних за величиною і рознесених у осьовому напрямку магнітних полів, які...
Спосіб електрогідравлічної очістки нежорстких пластинчатих деталей та пристрій для його здійснення
Номер патенту: 30508
Опубліковано: 15.11.2000
Автори: Власов Павло Євгенович, Бутаков Борис Іванович, Великоречанин Олександр Васильович, Велигин Валерій Олександрович, Коваленко Євген Петрович, Олександров Віктор Михайлович, Мешин Віталій Веніамінович, Довганюк Сергій Іванович, Козин Костянтин Васильович, Ващиленко Василь Іванович, Онопченко Олександр Сергійович, Мальцев Анатолій Саватійович
МПК: B22D 29/00
Мітки: спосіб, деталей, пристрій, нежорстких, здійснення, очистки, пластинчатих, електрогідравлічної
Формула / Реферат:
1. Спосіб електрогідравлічної очистки нежорстких пластинчатих деталей, який включає укладання деталі в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурювання контейнера в робочу рідину і очищення дією високовольтних електричних розрядів в рідині з одночасним переміщенням позитивного електрода відносно поверхні деталі, який відрізняється тим, що в якості негативного електрода використовують металічну сітку...
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
Номер патенту: 49988
Опубліковано: 15.10.2002
Автори: Мешин Віталій Веніамінович, Власов Павло Євгенович, Онопченко Олександр Сергійович, Коваленко Євген Петрович, Горбіков Юрій Мойсейович, Ващиленко Василь Іванович, Пітінов Микола Григорович, Мальцев Анатолій Саватеєвич, Столяр Михайло Борисович, Великоречанин Олександр Васильович, Велигин Валерій Олександрович, Козин Костянтин Васильович, Бутаков Борис Іванович, Бутакова Галина Сергіївна, Александров Віктор Михайлович, Рура Анатолій Володимирович, Довганюк Сергій Іванович
МПК: B22D 29/00
Мітки: деталей, спосіб, пластинчатих, очищення, установка, електрогідравлічного, нежорстких, здійснення
Формула / Реферат:
1. Спосіб електрогідравлічного очищення нежорстких пластинчастих деталей, що включає укладення деталей в контейнер, розміщення позитивного і негативного електродів біля поверхні деталі, занурення контейнера в робочу рідину та очищення дією високовольтними електричними розрядами в рідині з одночасним переміщенням, позитивного електрода відносно поверхні деталі, який відрізняється тим, що дію високовольтними електричними розрядами здійснюють з...
Спосіб електрогідравлічного очищення нежорстких пластинчатих деталей та установка для його здійснення
Номер патенту: 34020
Опубліковано: 15.02.2001
Автори: Бутаков Борис Іванович, Александров Віктор Михайлович, Великоречанин Олександр Васильович, Мешин Віталій Веніамінович, Власов Павло Євгенович, Коваленко Євген Петрович, Довганюк Сергій Іванович, Рура Анатолій Володимирович, Столяр Михайло Борисович, Козин Костянтин Васильович, Горбіков Юрій Моісеевич, Бутакова Галина Сергіївна
МПК: B22D 29/00, B22D 33/00
Мітки: спосіб, деталей, здійснення, електрогідравлічного, пластинчатих, нежорстких, установка, очищення
Текст:
...води, що проникає між деталями, не відбиває хвилю стиску, що надходить із технологічної пластини в деталі,що оброблюються, і не може суттєво вплинути на їхню власну частоту та амплітуду коливань, що вигинаються. Тим часом найтонші струми води, які виникають між пластинами при їхній вібрації, ефективно виносять з зазорів між ними від'ємні від деталей технологічні відкладення. При цьому на деталях, що очищуються, відсутні припіки від...
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням
Номер патенту: 43135
Опубліковано: 15.11.2001
Автори: Перезва Сергій Миколайович, Маковецький Олександр Вікторович
МПК: B21D 21/00
Мітки: виготовлення, верстат, типу, валів, заготовок, ступінчастих, обкочуванням
Формула / Реферат:
Верстат для виготовлення заготовок типу ступінчастих валів обкочуванням, який містить фундамент, два інструментальних вузли, а також пристрій локального нагріву, який відрізняється тим, що розширює технологічні можливості механообробного обладнання з одночасною обробкою двох поверхонь за рахунок оснащення верстата механізмом переміщення заготовок, механізмами затиску заготовки, розміщеними між інструментальними вузлами, які мають можливість...
Попередній патент: Спосіб швидкого двовимірного перетворення хаара
Наступний патент: Пристрій для оцінки стійкості і опороздатності людини
Випадковий патент: Спосіб комплексної оцінки токсичності лікарських препаратів