Спосіб відновлення опорної поверхні підшипникового вузла
Номер патенту: 93822
Опубліковано: 10.03.2011
Автори: Голінка Сергій Миколайович, Іщенко Анатолій Олексійович
Формула / Реферат
Спосіб відновлення опорної поверхні підшипникового вузла, що включає підготовку поверхні, наплавлення опорних зон висотою, рівною величині глибини зношеної опорної поверхні, механічну обробку з виведенням опорних зон у проектне положення, нанесення композитного ремонтного матеріалу, установку формуючого шаблона, який відрізняється тим, що механічною обробкою надають наплавленим опорним зонам форми, в поперечному перерізі близької до трикутної з гострим кутом, а на незношеній опорній поверхні виконують канавки, паралельні до осі обертання підшипника, глибиною, рівною величині глибини зношеної опорної поверхні.
Текст
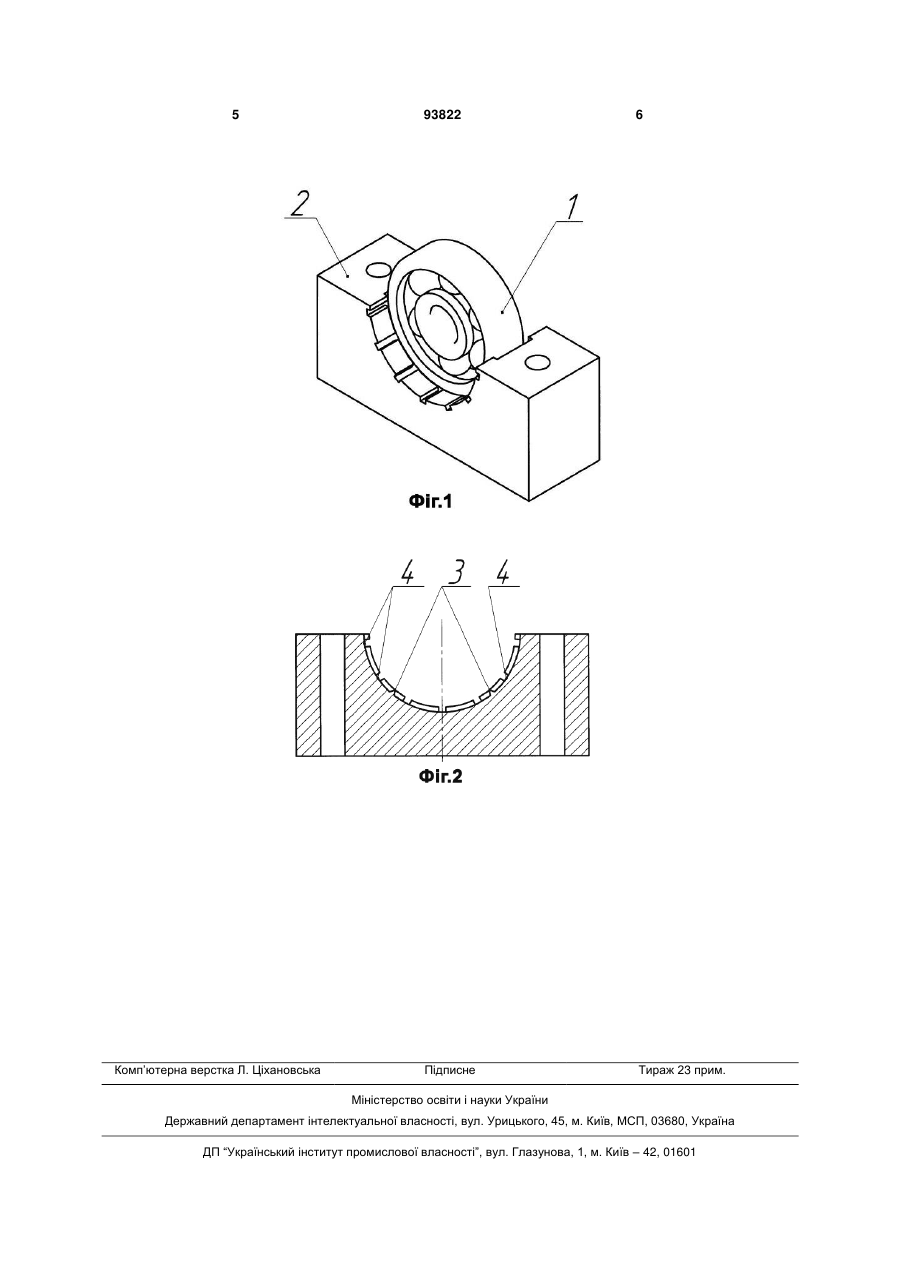
Спосіб відновлення опорної поверхні підшипникового вузла, що включає підготовку поверхні, наплавлення опорних зон висотою, рівною величині глибини зношеної опорної поверхні, механічну обробку з виведенням опорних зон у проектне положення, нанесення композитного ремонтного матеріалу, установку формуючого шаблона, який відрізняється тим, що механічною обробкою надають наплавленим опорним зонам форми, в поперечному перерізі близької до трикутної з гострим кутом, а на незношеній опорній поверхні виконують канавки, паралельні до осі обертання підшипника, глибиною, рівною величині глибини зношеної опорної поверхні. (19) (21) a201004069 (22) 07.04.2010 (24) 10.03.2011 (46) 10.03.2011, Бюл.№ 5, 2011 р. (72) ІЩЕНКО АНАТОЛІЙ ОЛЕКСІЙОВИЧ, ГОЛІНКА СЕРГІЙ МИКОЛАЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ (56) UA 8160, 15.07.2005 CN 101543945, 30.09.2009 JP 60073120, 25.04.1985 RU, 2100159 C1, 27.12.1997 Ищенко А.А. Технологии восстановления изношенных и дефектных деталей с помощью металлополимерных материалов. // Сварщик. 2004. №4. Сайт ДИАМАНТиК. Режим доступу: 3 лон видаляють й очищають поверхню від надлишків ремонтного матеріалу. Відомий спосіб у порівнянні з раніше розглянутими, дозволяє відновлювати опорні поверхні під підшипниками без демонтажу опорного вузла в короткі ремонтні строки, але має недоліки. Так наприклад, після установки шаблона на оброблену матеріалом поверхню, композитний ремонтний матеріал перебуває в замкнутому об'ємі, що приводить до значних залишків надлишків матеріалу на опорних поверхнях, які після зняття шаблона необхідно видаляти, для забезпечення установки підшипника в проектне положення. Таким чином, відомий спосіб не забезпечує якісного відновлення опорної поверхні під підшипником у можливих варіантах його відновлення. В основу винаходу поставлено завдання, удосконалити спосіб відновлення опорної поверхні під підшипником, у якому за рахунок додаткових дій досягається необхідна точність установки підшипника в проектне положення й виключається необхідність наступної операції по видаленню надлишків матеріалу. Для вирішення поставленого завдання в способі відновлення опорної поверхні підшипникового вузла, що включає підготовку поверхні, наплавлення опорних зон висотою рівній величині глибини зношеної опорної поверхні, механічну обробку з виведенням опорних зон у проектне положення, нанесення композитного ремонтного матеріалу, установку формуючого шаблона, відповідно до винаходу, механічною обробкою надають наплавленим опорним зонам форму в поперечному перерізі близьку до трикутної з гострим кутом, а на незношеній опорній поверхні виконують канавки паралельні до осі обертання підшипника глибиною рівній величині глибини зношеної опорної поверхні. Трикутна форма опорних зон дозволить установити шаблон у проектне положення з більш високою точністю, за рахунок того, що контакт шаблона з опорними зонами відбувається по лінії, а не по площині, і як наслідок дозволяє забезпечити високу точність відновлення опорної поверхні. Наявність канавок забезпечить вихід надлишків композитного ремонтного матеріалу при відновленні опорної зони, виключається тим самим необхідність наступної операції по видаленню надлишків композитного ремонтного матеріалу з відновленої поверхні, після зняття шаблона. Суть способу відновлення опорних поверхонь під підшипником показана на схемах Фіг.1, Фіг.2. На Фіг.1 представлена схема здійснення способу відновлення опорної поверхні під підшипником, що включає 1 - корпус підшипникового вузла, 2 - підшипник. На Фіг.2 показане поперечний пере 93822 4 різ відновлюваної опорної поверхні під підшипником, де 3 - наплавленим й оброблені шліфувальним колом опорні зони, 4 - канавки для виходу надлишків композитного ремонтного матеріалу. Спосіб здійснюють таким чином. На зношеній опорній поверхні під підшипником 1 очищають і наплавляють дві опорні зони 2 розташовані симетрично щодо вертикальної осі під кутом 25-45°, після цього шліфувальним колом домагаються геометричної форми опорних зон у поперечному перерізі близької до трикутної, з гострим кутом, що є в наслідку базовою опорною поверхнею, для установки шаблона. На незношеній поверхні виконують кілька канавок 3, які паралельні до осі обертання підшипника глибиною рівній величині глибини зношеної опорної поверхні, для виходу надлишків композитного ремонтного матеріалу. Після цього знежирюють відновлювану поверхню, підшипник обробляють антиадгезійним складом. Потім наносять композитний ремонтний матеріал і встановлюють підшипник 4, що використається як формуючий шаблон. В умовах лабораторії кафедри "Механічного устаткування заводів чорної металургії" Приазовського державного технічного університету на моделі двоступінчастого циліндричного редуктора було проведене відновлення опорної поверхні під підшипником тихохідного вала. Зовнішній діаметр підшипника 60 мм. У корпусі редуктора зроблене наплавлення двох опорних зон, за допомогою латунного електрода, шириною 2 мм кожна, розташовані під кутом 45° від вертикальної осі. Потім опорні зони були оброблені шліфувальним колом одержавши тим самим геометричну форму в поперечному перерізі близьку до трикутної, з гострим кутом 60°, що є в наслідку базовою опорною поверхнею, для установки підшипника. На незношеній поверхні були виконані 4 канавки які паралельні до осі обертання підшипника глибиною рівній величині глибини зношеної опорної поверхні, для виходу надлишків композитного ремонтного матеріалу. Після цього відновлювана поверхня була знежирена штатним фірмовим знежирювачем Reinger фірми "Diamant metallplastic GMBH", а підшипник оброблений антиадгезійною складом - віддільником Trenmittell тієї ж фірми, після нанесення композитного ремонтного матеріалу Multimetall-stahl 1018 фірми "Diamant metallplastic GMBH", був установлений підшипник, що використався як формуючий шаблон. Запропонований спосіб дозволяє виконувати відновлення опорних поверхонь під підшипниками безпосередньо на місці експлуатації, тобто знижує витрати на ремонт устаткування й дозволяє забезпечити високу точність відновленої опорної поверхні. 5 Комп’ютерна верстка Л. Ціхановська 93822 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for restoration of support surface of bearing assembly
Автори англійськоюIschenko Anatolii Oleksiiovych, Holinka Serhii Mykolaiovych
Назва патенту російськоюСпособ восстановления опорной поверхности подшипникового узла
Автори російськоюИщенко Анатолий Алексеевич, Голинка Сергей Николаевич
МПК / Мітки
МПК: B05D 1/26
Мітки: підшипникового, спосіб, поверхні, опорної, відновлення, вузла
Код посилання
<a href="https://ua.patents.su/3-93822-sposib-vidnovlennya-oporno-poverkhni-pidshipnikovogo-vuzla.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення опорної поверхні підшипникового вузла</a>
Спосіб відновлення підшипникового гнізда
Номер патенту: 8160
Опубліковано: 15.07.2005
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович, Калініченко Ірина Олександрівна, Натяжко Василь Антонійович
МПК: B05D 1/26
Мітки: відновлення, підшипникового, гнізда, спосіб
Формула / Реферат:
Спосіб відновлення підшипникового гнізда, що включає підготовку поверхні, нанесення металополімерного матеріалу й установку формуючого шаблона, який відрізняється тим, що підготовку зношеної поверхні здійснюють наплавленням двох опорних зон шириною, що не перевищує 0,04 діаметра підшипника, розташованих симетрично щодо вертикальної осі під кутом 25-45°, що обробляють до виходу їх на проектний розмір, а як формуючий шаблон використовують...
Спосіб відновлення опорної поверхні важковантажних машин
Номер патенту: 41759
Опубліковано: 15.02.2005
Автори: Іщенко Анатолій Олексійович, Іщенко Олена Вікторівна
МПК: B05D 3/12
Мітки: опорної, відновлення, машин, важковантажних, спосіб, поверхні
Формула / Реферат:
Спосіб відновлення опорної поверхні важковантажних машин, що включає зачищення поверхні виробу, обезжирювання і нанесення на неї полімерного матеріалу, який відрізняється тим, що як поверхню виробу використовують опорну поверхню важковантажних машин, а при нанесенні полімерного матеріалу встановлюють граничне значення температури опорної поверхні, що визначається співвідношенням:
Спосіб відновлення опорної поверхні важконавантажених металургійних машин
Номер патенту: 84243
Опубліковано: 25.09.2008
Автори: Калініченко Ірина Олександрівна, Іщенко Анатолій Олексійович, Грішко Василь Петрович
Мітки: опорної, машин, поверхні, важконавантажених, металургійних, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення опорних поверхонь важконавантажених металургійних машин, що включає зачистку, знежирення, нанесення з надміром полімерного матеріалу в спеціально виконані поглиблення з подальшим притисненням до другої контактної поверхні, який відрізняється тим, що максимальна умовна межа текучості полімерного матеріалу перевищує розрахункову напругу, яку витримує відновлена опорна поверхня, причому розміри поглиблень в опорній поверхні,...
Ущільнення підшипникового вузла
Номер патенту: 16081
Опубліковано: 17.07.2006
Автор: Шибанов Іван Павлович
МПК: F16C 33/72
Мітки: вузла, ущільнення, підшипникового
Формула / Реферат:
1. Ущільнення підшипникового вузла, що містить його зовнішню секцію, що контактує з опорною віссю підшипника, яке відрізняється тим, що зовнішня секція виконана складеною із двох жорстко скріплених між собою частин, причому з'єднання між ними виконано за твірною поверхнею конуса, а частина, що контактує з опорною віссю підшипника, виконана з високоеластичного матеріалу.2. Ущільнення підшипникового вузла за п. 1, яке відрізняється...
Спосіб відновлення опорної частини зруйнованої кукси зуба

Номер патенту: 36555
Опубліковано: 16.04.2001
Автори: Бульбук Олександр Іванович, Палійчук Іван Васильович, Штурмак Василь Миколайович, Андрійців Степан Степанович, Рожко Микола Михайлович
МПК: A61C 13/00
Мітки: частини, відновлення, зуба, зруйнованої, кукси, спосіб, опорної
Текст:
...(24) 16.04.2001 (33) UA (46) 16.04.2001, Бюл. № 3, 2001 р. (72) Штурмак Василь Миколайович, Рожко Микола Михайлович, Палійчук Іван Васильович, Бульбук Олександр Іванович, Андрійців Степан Степанович (73) ШТУРМАК ВАСИЛЬ МИКОЛАЙОВИЧ, РОЖКО МИКОЛА МИХАЙЛОВИЧ, ПАЛІЙЧУК ІВАН ВАСИ 36555 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі...
Попередній патент: Шихта порошкової стрічки
Наступний патент: Однополюсний ендопротез кульшового суглоба
Випадковий патент: Спосіб підвищення оперативності відбору акустико-емісійної інформації