Шихта порошкової стрічки
Номер патенту: 93843
Опубліковано: 10.03.2011
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович

Формула / Реферат
Шихта порошкової стрічки, що містить ферохром, марганець металевий, ферованадій, феротитан, графіт, мармур, плавиковий шпат, рутиловий концентрат, яка відрізняється тим, що вона додатково містить залізний порошок і порошок алюмінієво-магнієвий (ПАМ) при наступному співвідношенні компонентів, мас. %:
ферохром
20-40
марганець металевий
16-28
ферованадій
2-6
феротитан
4-14
графіт
0,2-1,0
мармур
0,8-1,6
плавиковий шпат
3,0-3,8
рутиловий концентрат
3,4-4,2
ПАМ
0,8-1,2
залізний порошок
решта.
Текст
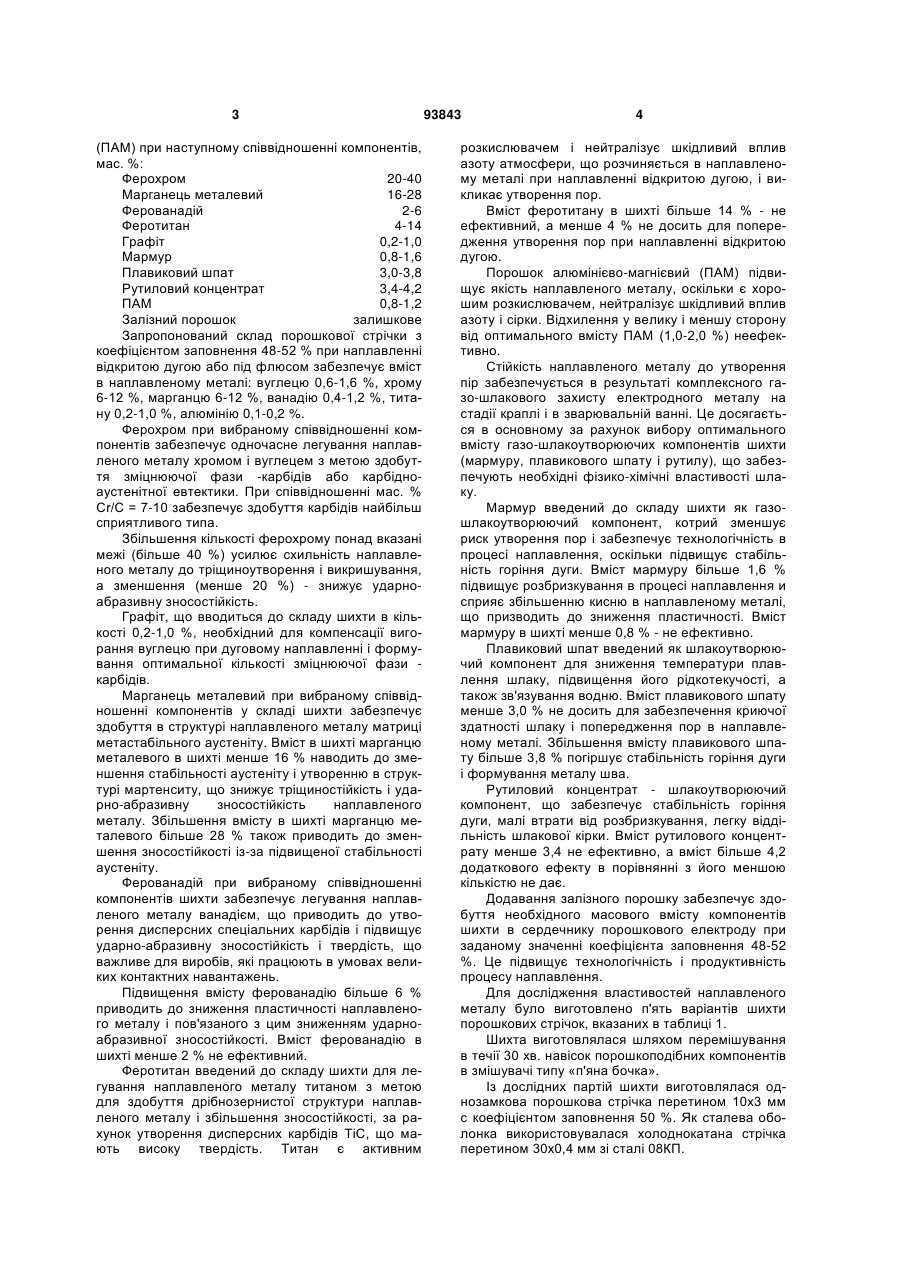
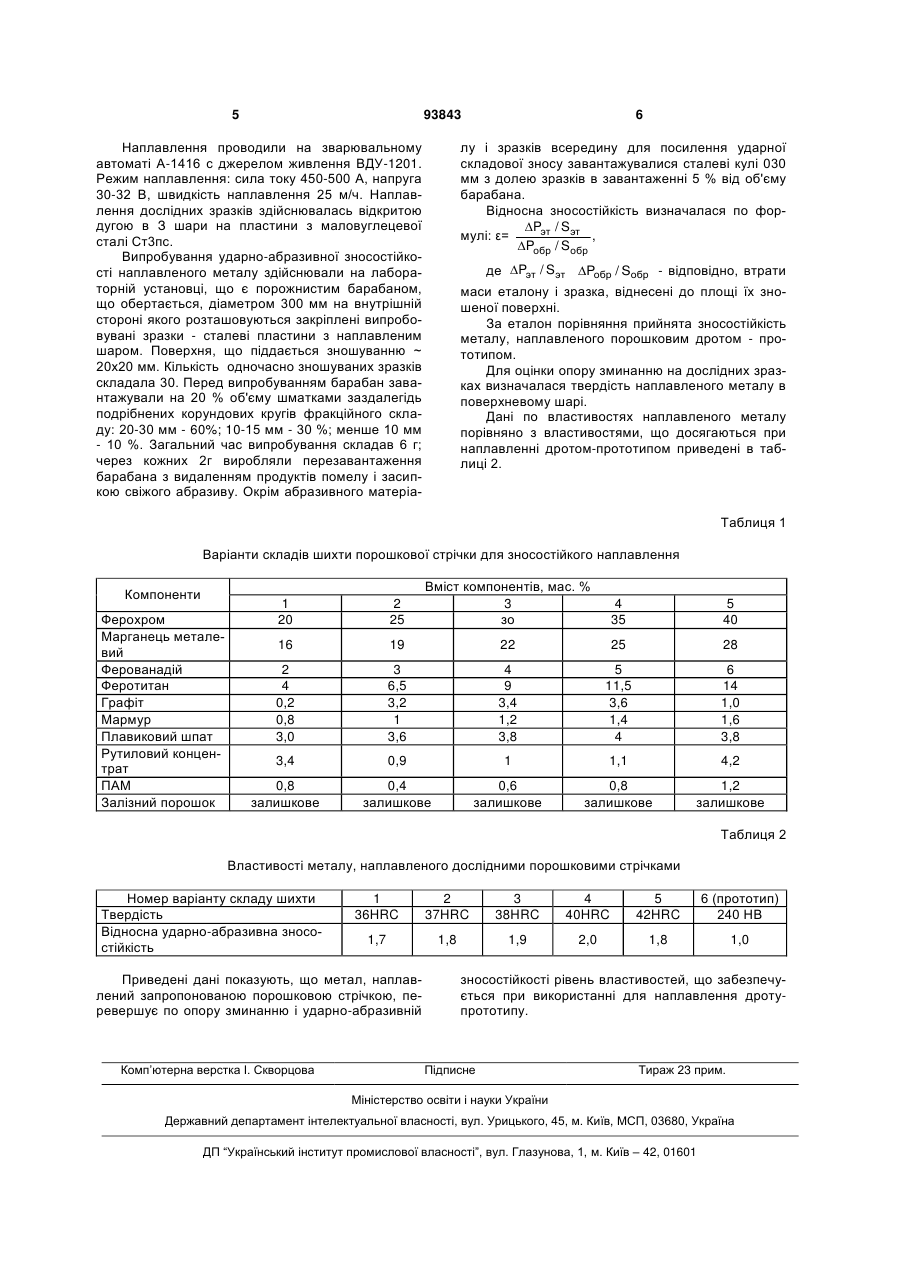
Шихта порошкової стрічки, що містить ферохром, марганець металевий, ферованадій, фероти 3 (ПАМ) при наступному співвідношенні компонентів, мас. %: Ферохром 20-40 Марганець металевий 16-28 Ферованадій 2-6 Феротитан 4-14 Графіт 0,2-1,0 Мармур 0,8-1,6 Плавиковий шпат 3,0-3,8 Рутиловий концентрат 3,4-4,2 ПАМ 0,8-1,2 Залізний порошок залишкове Запропонований склад порошкової стрічки з коефіцієнтом заповнення 48-52 % при наплавленні відкритою дугою або під флюсом забезпечує вміст в наплавленому металі: вуглецю 0,6-1,6 %, хрому 6-12 %, марганцю 6-12 %, ванадію 0,4-1,2 %, титану 0,2-1,0 %, алюмінію 0,1-0,2 %. Ферохром при вибраному співвідношенні компонентів забезпечує одночасне легування наплавленого металу хромом і вуглецем з метою здобуття зміцнюючої фази -карбідів або карбідноаустенітної евтектики. При співвідношенні мас. % Сr/С = 7-10 забезпечує здобуття карбідів найбільш сприятливого типа. Збільшення кількості ферохрому понад вказані межі (більше 40 %) усилює схильність наплавленого металу до тріщиноутворення і викришування, а зменшення (менше 20 %) - знижує ударноабразивну зносостійкість. Графіт, що вводиться до складу шихти в кількості 0,2-1,0 %, необхідний для компенсації вигорання вуглецю при дуговому наплавленні і формування оптимальної кількості зміцнюючої фази карбідів. Марганець металевий при вибраному співвідношенні компонентів у складі шихти забезпечує здобуття в структурі наплавленого металу матриці метастабільного аустеніту. Вміст в шихті марганцю металевого в шихті менше 16 % наводить до зменшення стабільності аустеніту і утворенню в структурі мартенситу, що знижує тріщиностійкість і ударно-абразивну зносостійкість наплавленого металу. Збільшення вмісту в шихті марганцю металевого більше 28 % також приводить до зменшення зносостійкості із-за підвищеної стабільності аустеніту. Ферованадій при вибраному співвідношенні компонентів шихти забезпечує легування наплавленого металу ванадієм, що приводить до утворення дисперсних спеціальних карбідів і підвищує ударно-абразивну зносостійкість і твердість, що важливе для виробів, які працюють в умовах великих контактних навантажень. Підвищення вмісту ферованадію більше 6 % приводить до зниження пластичності наплавленого металу і пов'язаного з цим зниженням ударноабразивної зносостійкості. Вміст ферованадію в шихті менше 2 % не ефективний. Феротитан введений до складу шихти для легування наплавленого металу титаном з метою для здобуття дрібнозернистої структури наплавленого металу і збільшення зносостійкості, за рахунок утворення дисперсних карбідів ТіС, що мають високу твердість. Титан є активним 93843 4 розкислювачем і нейтралізує шкідливий вплив азоту атмосфери, що розчиняється в наплавленому металі при наплавленні відкритою дугою, і викликає утворення пор. Вміст феротитану в шихті більше 14 % - не ефективний, а менше 4 % не досить для попередження утворення пор при наплавленні відкритою дугою. Порошок алюмінієво-магнієвий (ПАМ) підвищує якість наплавленого металу, оскільки є хорошим розкислювачем, нейтралізує шкідливий вплив азоту і сірки. Відхилення у велику і меншу сторону від оптимального вмісту ПАМ (1,0-2,0 %) неефективно. Стійкість наплавленого металу до утворення пір забезпечується в результаті комплексного газо-шлакового захисту електродного металу на стадії краплі і в зварювальній ванні. Це досягається в основному за рахунок вибору оптимального вмісту газо-шлакоутворюючих компонентів шихти (мармуру, плавикового шпату і рутилу), що забезпечують необхідні фізико-хімічні властивості шлаку. Мармур введений до складу шихти як газошлакоутворюючий компонент, котрий зменшує риск утворення пор і забезпечує технологічність в процесі наплавлення, оскільки підвищує стабільність горіння дуги. Вміст мармуру більше 1,6 % підвищує розбризкування в процесі наплавлення и сприяє збільшенню кисню в наплавленому металі, що призводить до зниження пластичності. Вміст мармуру в шихті менше 0,8 % - не ефективно. Плавиковий шпат введений як шлакоутворюючий компонент для зниження температури плавлення шлаку, підвищення його рідкотекучості, а також зв'язування водню. Вміст плавикового шпату менше 3,0 % не досить для забезпечення криючої здатності шлаку і попередження пор в наплавленому металі. Збільшення вмісту плавикового шпату більше 3,8 % погіршує стабільність горіння дуги і формування металу шва. Рутиловий концентрат - шлакоутворюючий компонент, що забезпечує стабільність горіння дуги, малі втрати від розбризкування, легку віддільність шлакової кірки. Вміст рутилового концентрату менше 3,4 не ефективно, а вміст більше 4,2 додаткового ефекту в порівнянні з його меншою кількістю не дає. Додавання залізного порошку забезпечує здобуття необхідного масового вмісту компонентів шихти в сердечнику порошкового електроду при заданому значенні коефіцієнта заповнення 48-52 %. Це підвищує технологічність і продуктивність процесу наплавлення. Для дослідження властивостей наплавленого металу було виготовлено п'ять варіантів шихти порошкових стрічок, вказаних в таблиці 1. Шихта виготовлялася шляхом перемішування в течії 30 хв. навісок порошкоподібних компонентів в змішувачі типу «п'яна бочка». Із дослідних партій шихти виготовлялася однозамкова порошкова стрічка перетином 10x3 мм с коефіцієнтом заповнення 50 %. Як сталева оболонка використовувалася холоднокатана стрічка перетином 30x0,4 мм зі сталі 08КП. 5 93843 Наплавлення проводили на зварювальному автоматі А-1416 с джерелом живлення ВДУ-1201. Режим наплавлення: сила току 450-500 А, напруга 30-32 В, швидкість наплавлення 25 м/ч. Наплавлення дослідних зразків здійснювалась відкритою дугою в З шари на пластини з маловуглецевої сталі Ст3пс. Випробування ударно-абразивної зносостійкості наплавленого металу здійснювали на лабораторній установці, що є порожнистим барабаном, що обертається, діаметром 300 мм на внутрішній стороні якого розташовуються закріплені випробовувані зразки - сталеві пластини з наплавленим шаром. Поверхня, що піддається зношуванню ~ 20x20 мм. Кількість одночасно зношуваних зразків складала 30. Перед випробуванням барабан завантажували на 20 % об'єму шматками заздалегідь подрібнених корундових кругів фракційного складу: 20-30 мм - 60%; 10-15 мм - 30 %; менше 10 мм - 10 %. Загальний час випробування складав 6 г; через кожних 2г виробляли перезавантаження барабана з видаленням продуктів помелу і засипкою свіжого абразиву. Окрім абразивного матеріа 6 лу і зразків всередину для посилення ударної складової зносу завантажувалися сталеві кулі 030 мм з долею зразків в завантаженні 5 % від об'єму барабана. Відносна зносостійкість визначалася по форPэт / Sэт мулі: ε= , Pобр / Sобр де Pэт / Sэт Pобр / Sобр - відповідно, втрати маси еталону і зразка, віднесені до площі їх зношеної поверхні. За еталон порівняння прийнята зносостійкість металу, наплавленого порошковим дротом - прототипом. Для оцінки опору зминанню на дослідних зразках визначалася твердість наплавленого металу в поверхневому шарі. Дані по властивостях наплавленого металу порівняно з властивостями, що досягаються при наплавленні дротом-прототипом приведені в таблиці 2. Таблиця 1 Варіанти складів шихти порошкової стрічки для зносостійкого наплавлення Компоненти Ферохром Марганець металевий Ферованадій Феротитан Графіт Мармур Плавиковий шпат Рутиловий концентрат ПАМ Залізний порошок 1 20 2 25 Вміст компонентів, мас. % 3 зо 4 35 5 40 16 19 22 25 28 2 4 0,2 0,8 3,0 3 6,5 3,2 1 3,6 4 9 3,4 1,2 3,8 5 11,5 3,6 1,4 4 6 14 1,0 1,6 3,8 3,4 0,9 1 1,1 4,2 0,8 залишкове 0,4 залишкове 0,6 залишкове 0,8 залишкове 1,2 залишкове Таблиця 2 Властивості металу, наплавленого дослідними порошковими стрічками Номер варіанту складу шихти Твердість Відносна ударно-абразивна зносостійкість 1 36HRC 2 37HRC 3 38HRC 4 40HRC 5 42HRC 6 (прототип) 240 НВ 1,7 1,8 1,9 2,0 1,8 1,0 Приведені дані показують, що метал, наплавлений запропонованою порошковою стрічкою, перевершує по опору зминанню і ударно-абразивній Комп’ютерна верстка І. Скворцова зносостійкості рівень властивостей, що забезпечується при використанні для наплавлення дротупрототипу. Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCharge of powder tape
Автори англійськоюMalinov Volodymyr Leonidovych, Malinov Leonid Solomonovych
Назва патенту російськоюШихта порошковой ленты
Автори російськоюМалинов Владимир Леонидович, Малинов Леонид Соломонович
МПК / Мітки
МПК: C23C 24/00, B22F 7/00, B23K 35/368
Мітки: стрічки, шихта, порошкової
Код посилання
<a href="https://ua.patents.su/3-93843-shikhta-poroshkovo-strichki.html" target="_blank" rel="follow" title="База патентів України">Шихта порошкової стрічки</a>
Шихта порошкової стрічки

Номер патенту: 93821
Опубліковано: 10.03.2011
Автор: Малінов Володимир Леонідович
МПК: B23K 35/368, C23C 24/00
Мітки: шихта, порошкової, стрічки
Формула / Реферат:
Шихта порошкової стрічки, що містить марганець металевий, феромарганець, залізний порошок, феросиліцій, яка відрізняється тим, що додатково містить феротитан, порошок алюмінієво-магнієвий (ПАМ) і мармур при наступному співвідношенні компонентів, мас. %: марганець металевий 14-18 феромарганець 2,0-5,0 феросиліцій 0,5-1,5 ...
Склад порошкової стрічки
Номер патенту: 34646
Опубліковано: 15.03.2001
Автори: Малінов Володимир Леонідович, Малінов Леонід Соломонович, Чигарьов Валерій Васильович
МПК: B23K 35/368
Мітки: склад, порошкової, стрічки
Формула / Реферат:
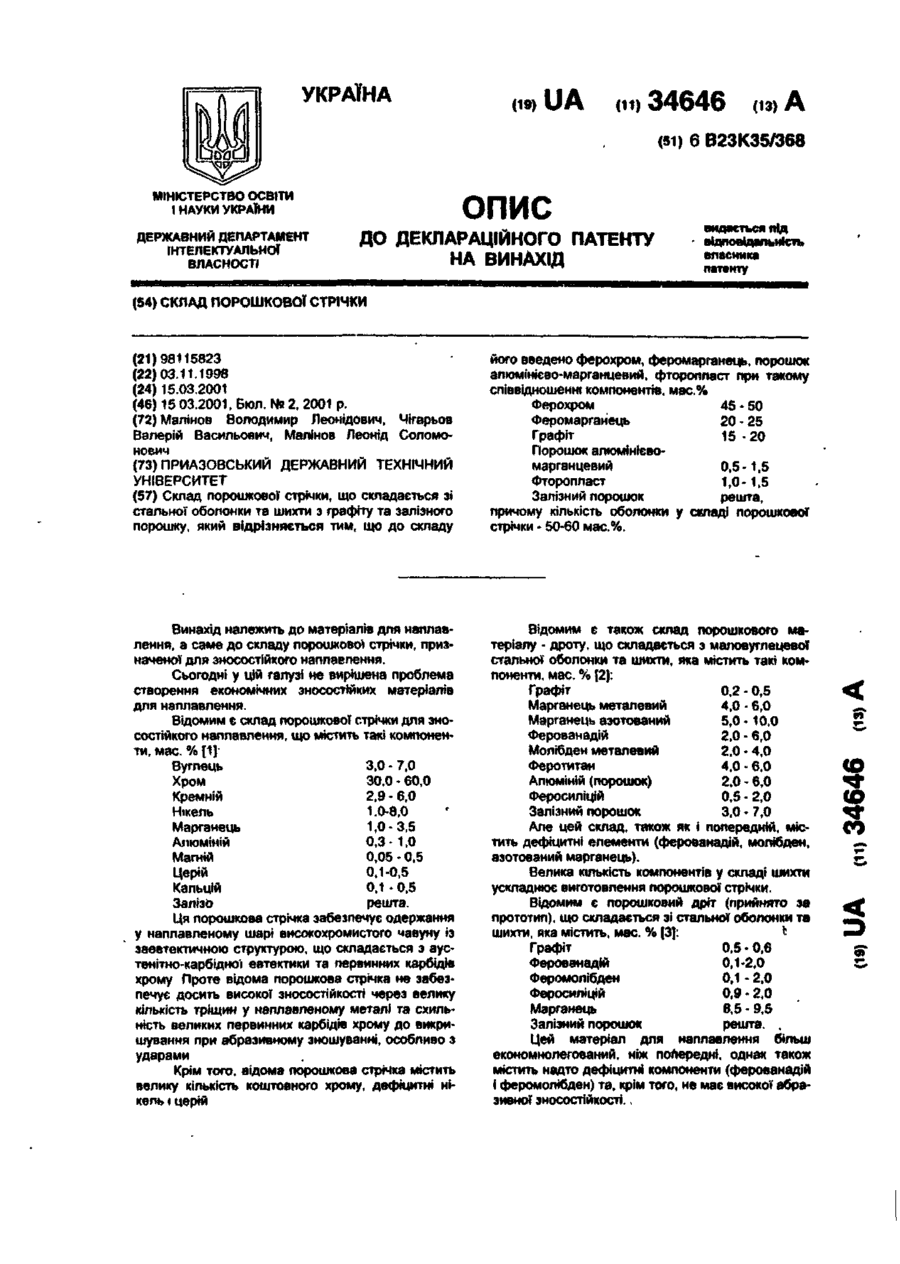
Склад порошкової стрічки, що складається зі стальної оболонки та шихти з графіту та залізного порошку, який відрізняється тим, що до складу його введено ферохром, феромарганець, порошок алюмінієво-марганцевий, фторопласт при такому співвідношенні компонентів. мас.%причому кількість оболонки у складі порошкової стрічки - 50-60 мас.%.
Склад шихти зносостійкої порошкової стрічки на основі системи fe-ti-c-b
Номер патенту: 34050
Опубліковано: 25.07.2008
Автори: Попов Сергій Миколайович, Антонюк Дмитро Анатолійович
МПК: B23K 35/36
Мітки: склад, основі, стрічки, порошкової, шихти, fe-ti-c-b, системі, зносостійкої
Формула / Реферат:
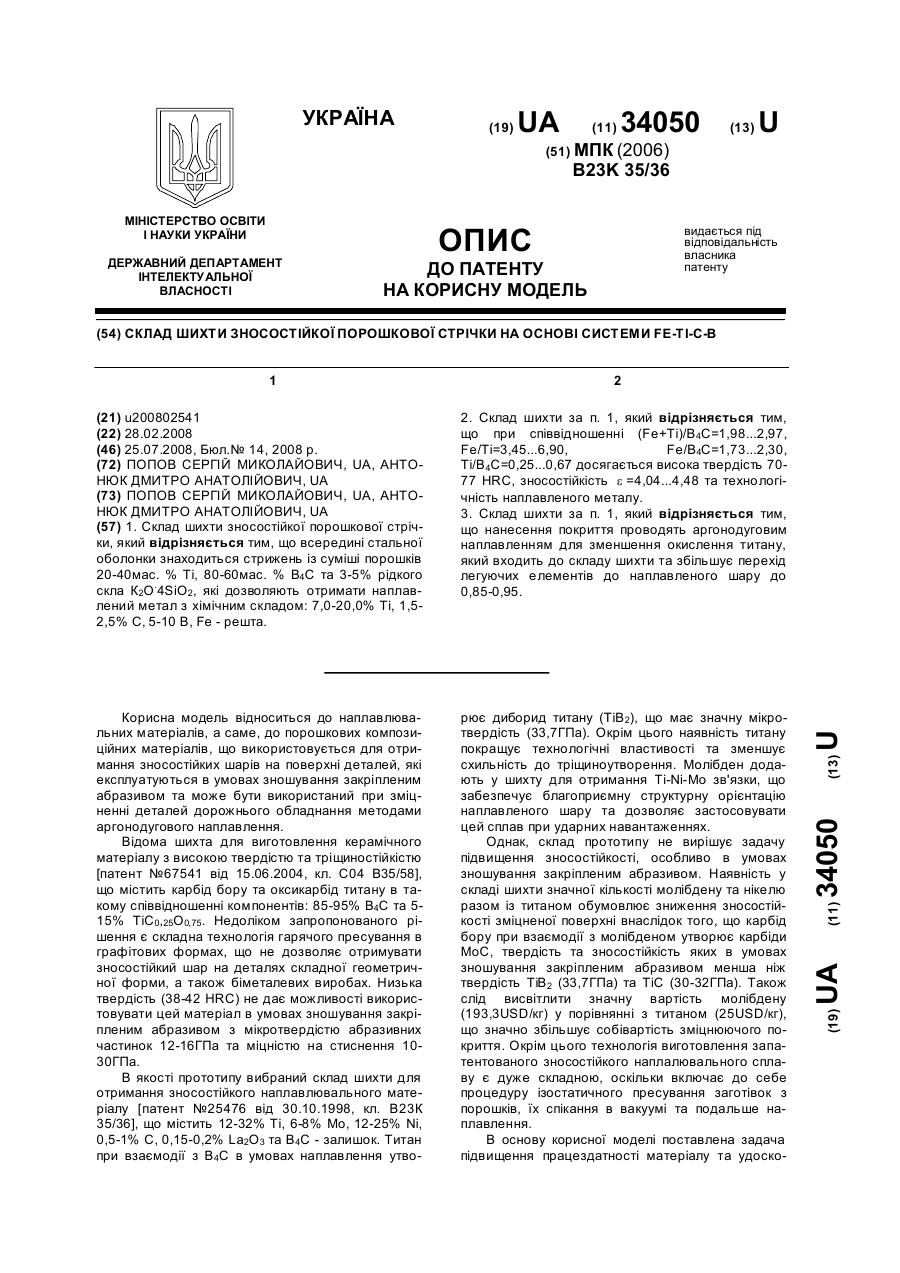
1. Склад шихти зносостійкої порошкової стрічки, який відрізняється тим, що всередині стальної оболонки знаходиться стрижень із суміші порошків 20-40 мас. % Ті, 80-60 мас. % В4С та 3-5 % рідкого скла К2O.4SiO2, які дозволяють отримати наплавлений метал з хімічним складом: 7,0-20,0 % Ті, 1,5-2,5 % С, 5-10 В, Fe - решта.2. Склад шихти за п. 1, який відрізняється тим, що при співвідношенні (Fe+Ti)/B4C=1,98...2,97, Fe/Ті=3,45...6,90,...
Склад шихти зносостійкої порошкової стрічки на основі системи fе-tі-c-b-n
Номер патенту: 35198
Опубліковано: 10.09.2008
Автор: Антонюк Дмитро Анатолійович
МПК: B23K 35/36
Мітки: основі, склад, fе-tі-c-b-n, порошкової, зносостійкої, стрічки, шихти, системі
Формула / Реферат:
Склад шихти зносостійкої порошкової стрічки, що містить титан та карбід бору, який відрізняється тим, що всередині залізної оболонки знаходиться стрижень із суміші порошків, яка додатково містить порошок нітриду бору (BN) та рідке скло (K2O·4SiO2), при кількісному їх співвідношенні: 35,0-39,5 % Ті, 60 % В4С, 3-5 % K2O·4SiО2, 0,5-5,0 % BN.
Установка для прокатки порошкової наплавної стрічки
Номер патенту: 38765
Опубліковано: 12.01.2009
Автори: Чигарьов Валерій Васильович, Лафазан Андрій Олександрович, Зареченський Деніс Олександрович
МПК: B23K 35/40, B21B 38/00
Мітки: стрічки, установка, порошкової, наплавної, прокатки
Формула / Реферат:
Установка для прокатки порошкової наплавної стрічки, що містить верхній обтискний валок, закріплений на осьовій опорі, встановленій в опорних стояках, пристрій для контролю і запобігання перекосу верхнього обтискного валка, який містить гідроциліндр з гвинтовим штоком, яка відрізняється тим, що в опорних стояках виконані вертикальні напрямні отвори і горизонтальні пази, при цьому в напрямних отворах встановлені натискні штирі, на яких...
Попередній патент: Спосіб хіміко-термічної обробки для зневуглецювання високовуглецевих сталей
Наступний патент: Рушійна установка літального апарата з рідинним ракетним двигуном
Випадковий патент: Масообмінний пристрій