Спосіб цинкування труб
Номер патенту: 1335
Опубліковано: 25.03.1994
Автори: Кучеренко Олег Павлович, Проскурін Євген Васильович, Краминський Семен Петрович, Фрісман Йосип Абрамович, Сидорова Наталія Миколаївна, Калінін Олексій Іванович, Мітніков Ілля Юхимович, Ліпман Михайло Хананович, Зехов Сергій Васильович, Норвилло Надія Юріївна, Гладуш Василь Макарович, Галенчик Микола Андрійович, Копаєвич Аркадій Михайлович, Шевченко Дмитро Анатолійович
Формула / Реферат
Способ цинкования труб, включающий погружение их в цинко-свинцовый состав расплава с установкой по вертикали, отличающийся тем, что установку труб осуществляют с помощью набора параллельно размещенных решеток, оси ячеек которых совпадают, при этом площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб, а усилия, обеспечивающие погружение труб. прикладываются со стороны зеркала расплава, причем усилие равно выражению А = В - С + D где А -усилие, обеспечивающее погружение труб с решетками в расплав, В - масса цинко-свинцового расплава, вытолкнутого погружаемыми решетками с трубами. С - масса решеток с трубами, D -10-15% массы решеток с трубами.
Текст
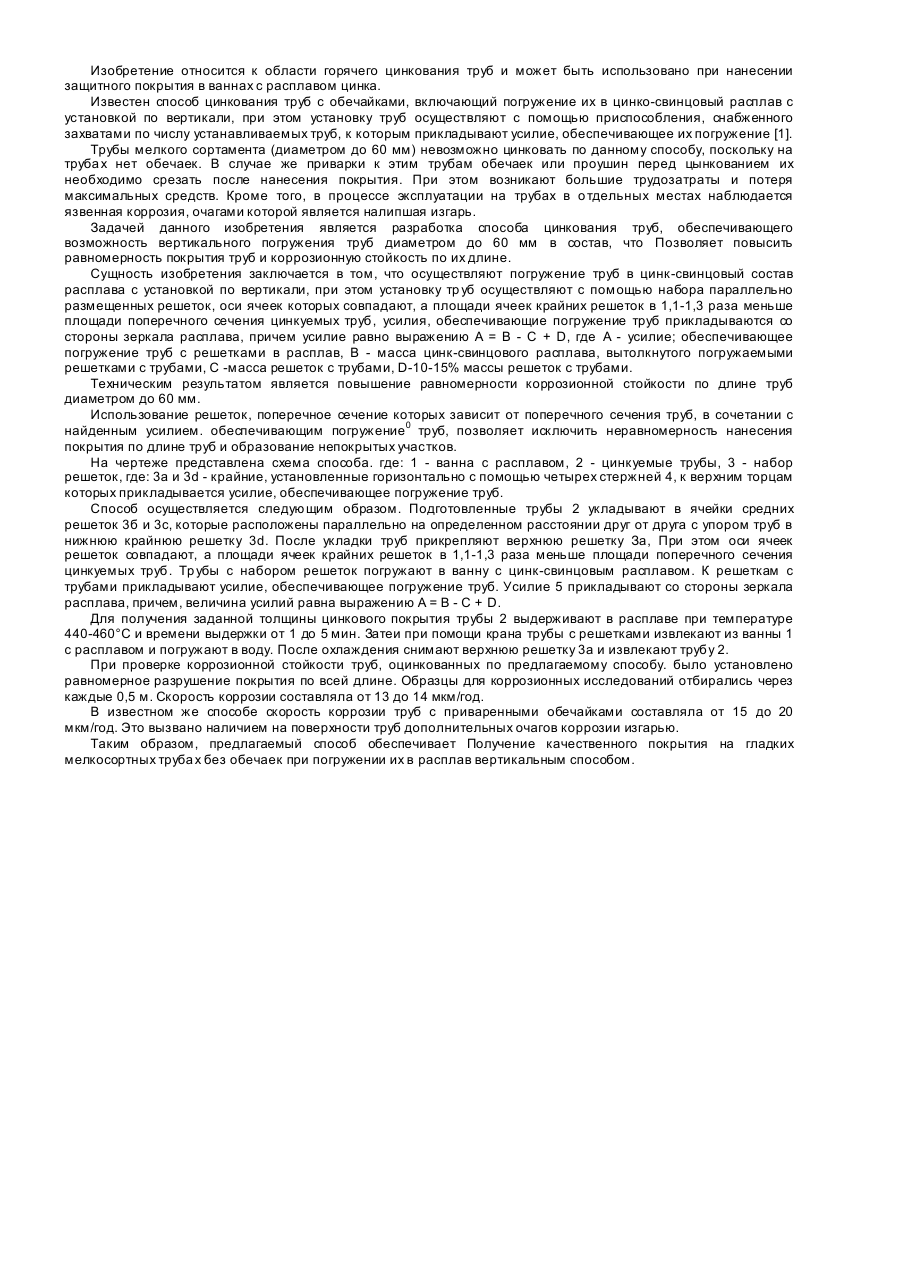
Изобретение относится к области горячего цинкования труб и может быть использовано при нанесении защитного покрытия в ваннах с расплавом цинка. Известен способ цинкования труб с обечайками, включающий погружение их в цинко-свинцовый расплав с установкой по вертикали, при этом установку труб осуществляют с помощью приспособления, снабженного захватами по числу устанавливаемых труб, к которым прикладывают усилие, обеспечивающее их погружение [1]. Трубы мелкого сортамента (диаметром до 60 мм) невозможно цинковать по данному способу, поскольку на труба х нет обечаек. В случае же приварки к этим трубам обечаек или проушин перед цынкованием их необходимо срезать после нанесения покрытия. При этом возникают большие трудозатраты и потеря максимальных средств. Кроме того, в процессе эксплуатации на трубах в о тдельных местах наблюдается язвенная коррозия, очагами которой является налипшая изгарь. Задачей данного изобретения является разработка способа цинкования труб, обеспечивающего возможность вертикального погружения труб диаметром до 60 мм в состав, что Позволяет повысить равномерность покрытия труб и коррозионную стойкость по их длине. Сущность изобретения заключается в том, что осуществляют погружение труб в цинк-свинцовый состав расплава с установкой по вертикали, при этом установку тр уб осуществляют с помощью набора параллельно размещенных решеток, оси ячеек которых совпадают, а площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб, усилия, обеспечивающие погружение труб прикладываются со стороны зеркала расплава, причем усилие равно выражению А = В - С + D, где А - усилие; обеспечивающее погружение труб с решетками в расплав, В - масса цинк-свинцового расплава, вытолкнутого погружаемыми решетками с трубами, С -масса решеток с трубами, D-10-15% массы решеток с трубами. Техническим результатом является повышение равномерности коррозионной стойкости по длине труб диаметром до 60 мм. Использование решеток, поперечное сечение которых зависит от поперечного сечения труб, в сочетании с найденным усилием. обеспечивающим погружение 0 труб, позволяет исключить неравномерность нанесения покрытия по длине труб и образование непокрытых участков. На чертеже представлена схема способа. где: 1 - ванна с расплавом, 2 - цинкуемые трубы, 3 - набор решеток, где: 3а и 3d - крайние, установленные горизонтально с помощью четырех стержней 4, к верхним торцам которых прикладывается усилие, обеспечивающее погружение труб. Способ осуществляется следующим образом. Подготовленные трубы 2 укладывают в ячейки средних решеток 3б и 3с, которые расположены параллельно на определенном расстоянии друг от друга с упором труб в нижнюю крайнюю решетку 3d. После укладки труб прикрепляют верхнюю решетку За, При этом оси ячеек решеток совпадают, а площади ячеек крайних решеток в 1,1-1,3 раза меньше площади поперечного сечения цинкуемых труб. Тр убы с набором решеток погружают в ванну с цинк-свинцовым расплавом. К решеткам с трубами прикладывают усилие, обеспечивающее погружение труб. Усилие 5 прикладывают со стороны зеркала расплава, причем, величина усилий равна выражению А = В - С + D. Для получения заданной толщины цинкового покрытия трубы 2 выдерживают в расплаве при температуре 440-460°С и времени выдержки от 1 до 5 мин. Затеи при помощи крана трубы с решетками извлекают из ванны 1 с расплавом и погружают в воду. После охлаждения снимают верхнюю решетку 3а и извлекают трубу 2. При проверке коррозионной стойкости труб, оцинкованных по предлагаемому способу. было установлено равномерное разрушение покрытия по всей длине. Образцы для коррозионных исследований отбирались через каждые 0,5 м. Скорость коррозии составляла от 13 до 14 мкм/год. В известном же способе скорость коррозии труб с приваренными обечайками составляла от 15 до 20 мкм/год. Это вызвано наличием на поверхности труб дополнительных очагов коррозии изгарью. Таким образом, предлагаемый способ обеспечивает Получение качественного покрытия на гладких мелкосортных труба х без обечаек при погружении их в расплав вертикальным способом.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for zinc coating of pipes
Автори англійськоюMitnikov Illia Yukhymovych, Hladush Vasyl Makarovych, Proskurin Yevhen Vasyliovych, Kramynskyi Semen Petrovych, Lipman Mykhailo Khananovych, Halenchyk Mykola Andriiovych, Shevchenko Dmytro Anatoliiovych, Kucherenko Oleh Pavlovych, Kopaievych Arkadii Mykhailovych, Kalinin Oleksii Ivanovych, Frisman Yosyp Abramovych, Zekhov Serhii Vasyliovych, Norvillo Nadia Yuriivna, Spaska Hanna Oleksandrivna
Назва патенту російськоюСпособ цинкования труб
Автори російськоюМитников Илья Ефимович, Гладуш Василий Макарович, Проскурин Евгений Васильевич, Краминский Семен Петрович, Липман Михаил Хананович, Галенчик Николай Андреевич, Шевченко Дмитрий Анатолиевич, Кучеренко Олег Павлович, Копаевич Аркадий Михайлович, Калинин Алексей Иванович, Фрисман Иосиф Абрамович, Зехов Сергей Васильевич, Норвилло Надежда Юрьевна, Спасская Анна Александровна
МПК / Мітки
МПК: C23C 2/36
Мітки: цинкування, спосіб, труб
Код посилання
<a href="https://ua.patents.su/2-1335-sposib-cinkuvannya-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб цинкування труб</a>
Флюс для гарячого цинкування стальних виробів
Номер патенту: 685
Опубліковано: 15.12.1993
Автори: Бочаров Олександр Яковлевич, Куліба Тетяна Миколаївна, Попов Микола Григорович, Кулагіна Людмила Миколаївна, Проскурін Євген Васильович, Норвилло Надія Юріївна, Ісаєв Юрій Гасанович, Мітніков Ілля Юхимович, Гладуш Василь Макарович, Новак Василь Павлович
МПК: C23C 2/30
Мітки: гарячого, флюс, виробів, стальних, цинкування
Формула / Реферат:
Формула изобретения1. Флюс для горячего цинкования стальных изделий, содержащий хлоридцинка, хлорид аммония, поверхностно-активное вещество и воду, отличающийся тем, что, с целью повышения термостойкости флюса, он дополнительно содержит карналлит и гартцинк, а в качестве поверхностно-активного вещества - препарат ОМЕГА-1 при следующем соотношении компонентов, г: Хлорид цинка 100-300 ...
Машина для контактного стикового зварювання труб
Номер патенту: 736
Опубліковано: 15.12.1993
Автори: Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Патон Борис Євгенович, Галян Борис Опанасович
МПК: B23K 11/04
Мітки: зварювання, стикового, труб, контактного, машина
Формула / Реферат:
Машина для контактной стыковой сварки труб, содержащая центральную полую штангу, на которой смонтированы подвижный и неподвижный опорные диски механизмов для зажима свариваемых труб, выполненных в виде силовых цилиндров, взаимодействующих посредством распорных элементов и серег с центрирующими рычагами, и привод оплавлення и осадки, связанный с подвижным опорным диском, отличающаяся тем, что, с целью повышения надежности конструкции путем...
Установка для обробки зовнішньої поверхні труб
Номер патенту: 267
Опубліковано: 30.04.1993
Автори: Івченко Лариса Василівна, Третяков Клавдій Федорович, Дрягін Дмитро Прокопович
МПК: B08B 9/02
Мітки: труб, установка, зовнішньої, поверхні, обробки
Формула / Реферат:
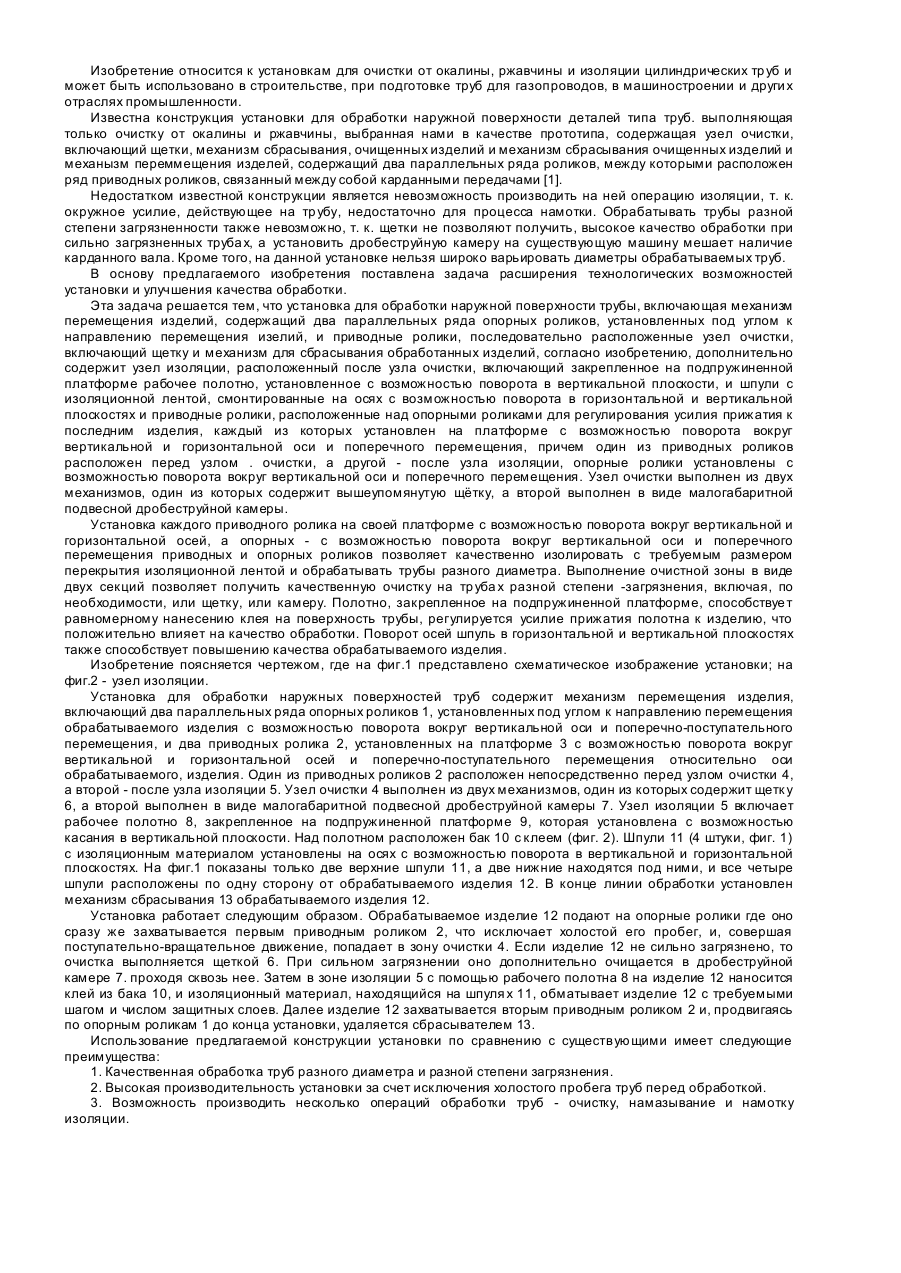
Установка для обработки наружной поверхности труб, включающая механизм перемещения изделия, содержащий два параллельных ряда опорных роликов, установленных под углом к направлению перемещения изделия, и приводные ролики и последовательно расположенные узел очистки, включающий щетку, и механизм для сбрасывания обработанных изделий, отличающаяся тем, что она снабжена узлом изоляции, расположенным после узла очистки, Включающим закрепленное на...
Машина для контактного стикового зварювання труб
Номер патенту: 398
Опубліковано: 30.04.1993
Автори: Мірошниченко Олександр Петрович, Патон Борис Євгенович, Лебедєв Володимир Костянтинович, Сахарнов Василь Олексійович, Кучук-Яценко Сергій Іванович, Галян Борис Опанасович
МПК: B23K 11/04, B23K 31/02
Мітки: машина, стикового, труб, зварювання, контактного
Формула / Реферат:
Формула изобретенияМашина для контаткной стыковой сварки труб, содержащая центральную штангу, смонтированные на ней с возможностью радиального перемещения разжимные элементы механизмы их разжатия и привод оплавления и осадки, отличающаяся тем, что, с целью улучшения условий центрирования и сварки труб с большим допуском на диаметр и конусность, разжимные элементы выполнены в виде рычагов, имеющих на концах скосы, а механизм разжатия...
Машина для контактного стикового заварювання труб
Номер патенту: 1128
Опубліковано: 30.12.1993
Автори: Іванцов Олєг Максімовіч, Уніговський Михайло Рахмілєвич, Щєрбіна Боріс Євдокімовіч, Кучук-Яценко Сергій Іванович, Сахарнов Василь Олексійович, Галян Борис Опанасович, Лебедєв Володимир Костянтинович, Патон Борис Євгенович, Сєрафін Орєст Міхайловіч
МПК: B23K 11/04
Мітки: машина, заварювання, контактного, труб, стикового
Формула / Реферат:
Формула изобретенияМашина для контактной стыковки сварки труб, содержащая центральную штангу с двумя опорными дисками, неподвижный и подвижный зажимы свариваемых труб с центрирующими элементами и распорными дисками, установленными с возможностью перемещения вдоль штанги от силовых приводов, привод оплавления и осадки, закрепленный на одном из опорных дисков и связанный с корпусом подвижного зажима, отличающаяся тем, что, с целью...
Попередній патент: Пристрій для індикації стану запобіжника
Наступний патент: Спосіб відцентрового лиття біметалевих прокатних валків
Випадковий патент: Штамп для гарячого штампування плоских деталей з отворами