Пристрій для донного продування металу
Номер патенту: 95203
Опубліковано: 11.07.2011
Автори: Приходько Володимир Вікторович, Богославський Юрій Анатолійович, Резніков Станіслав Юрійович, Колєсников Дмитро Васильович, Сафонов Володимир Михайлович, Дзюба Сергій Іванович
Формула / Реферат
1. Пристрій для донного продування металу, переважно сталі, у сталерозливному ковші, що має форму зрізаного конуса та складається із зовнішнього газонепроникного і внутрішнього газопроникного вогнетривких шарів, який відрізняється тим, що внутрішній шар виконаний пластинчастим з вогнетривкого та вуглецевого матеріалів, при цьому співвідношення товщин вогнетривкого і вуглецевого матеріалів складає 1 : (0,2-0,3).
2. Пристрій за п. 1, який відрізняється тим, що внутрішній шар виконаний пластинчастим на 2/3 висоти від верхнього краю пристрою.
Текст
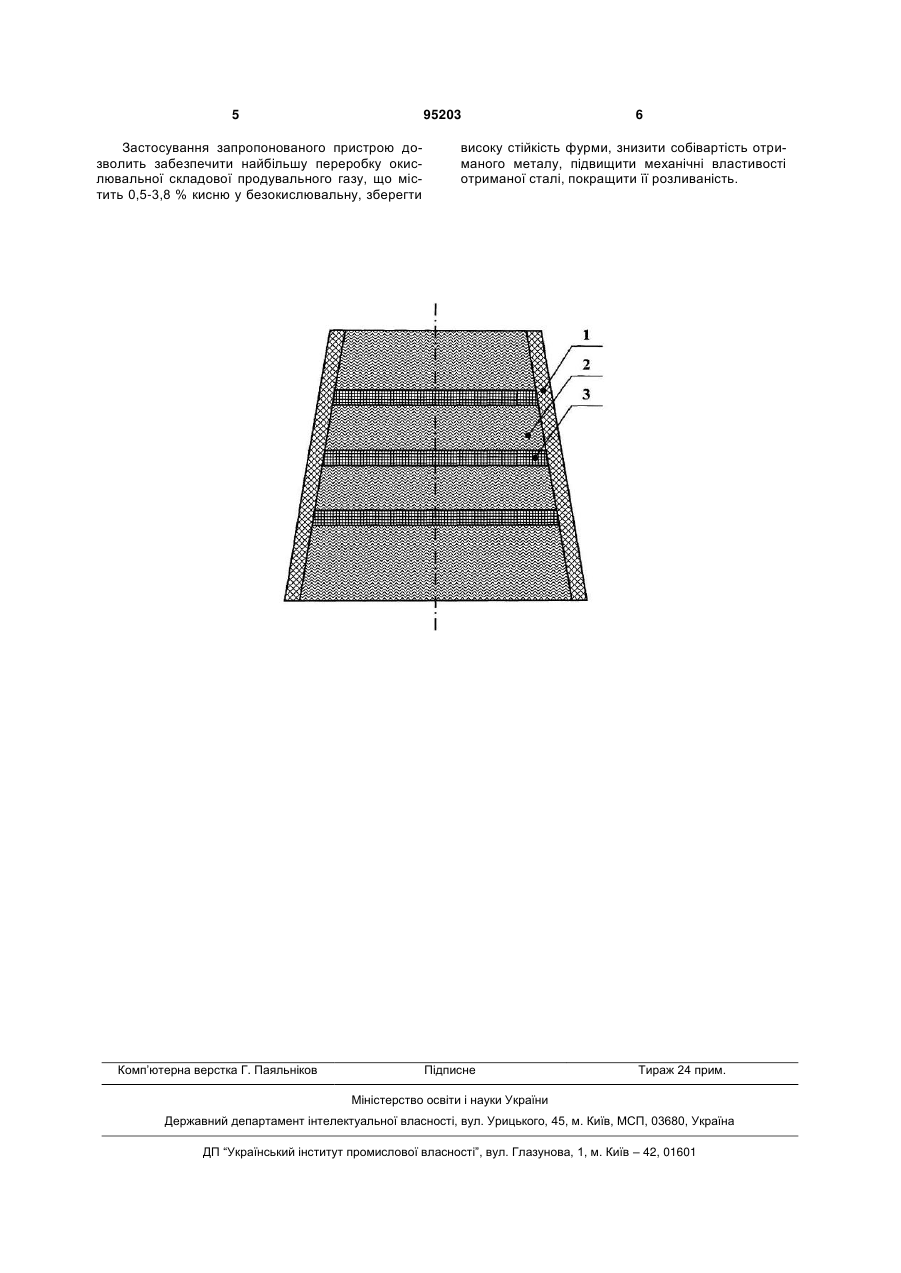
1. Пристрій для донного продування металу, переважно сталі, у сталерозливному ковші, що має форму зрізаного конуса та складається із зовнішнього газонепроникного і внутрішнього газопроникного вогнетривких шарів, який відрізняється тим, що внутрішній шар виконаний пластинчастим з вогнетривкого та вуглецевого матеріалів, при цьому співвідношення товщин вогнетривкого і вуглецевого матеріалів складає 1 : (0,2-0,3). 2. Пристрій за п. 1, який відрізняється тим, що внутрішній шар виконаний пластинчастим на 2/3 висоти від верхнього краю пристрою. Винахід належить до чорної металургії, а саме до донного продування сталі, переважно у 150тонному сталерозливному ковші, і може бути застосований для позапічної обробки сталі азотом, що забруднений киснем. Відомий пристрій для позапічної обробки сталі, що містить концетрично розташовані вуглецеві шари, при цьому внутрішній шар виконаний з нереакційно спроможного матеріалу, а зовнішній - з реакційно спроможного пористого матеріалу, що дає можливість за рахунок зовнішнього шару розкислювати сталь і виконувати продування металу у бульбашковому режимі крізь внутрішній нереакційноспроможний шар [Авторське свідоцтво СРСР № 1062276, кл. С21С 5/48, опубліковане 23.12.1983]. Недоліком відомого пристрою є неможливість його використання для донного продування металу. Після остаточної обробки вуглецевий матеріал кожного з шарів розчинюється у сталі, що призводить до виходу металу з ковша у місці встановлення пристрою задовго до закінчення розливки. Найбільш близьким, за технічною сутністю, до пристрою, що заявляється, є пристрій для донного продування металу, що містить гніздовий блок з розташованою у ньому та виконаною у формі зрізаного конуса пористою пробкою, пористість якої утворена каналами, і поміщену в оболонку конічної форми, яка прикріплена разом з пористою пробкою за допомогою вогнетривкого склеюючого матеріалу до гніздового блока, та має з боку більшої основи пористої пробки фланець з отвором для подачі інертного газу в розміщену між фланцем і пористою пробкою порожнину, що являє собою поглиблення, яке виконане у пробці з боку її нижньої основи та/або на внутрішній стінці фланця, при цьому пробка виконана з коаксіально розташованих частин, внутрішня частина якої виконана у вигляді тіла обертання або у вигляді зрізаної багатогранної піраміди, а внутрішня поверхня зовнішньої частини пористої пробки має форму, що адекватна формі внутрішньої частини, канали пористої пробки виконані з перерізом у вигляді кола або багатокутника і розташовані по площині контакту внутрішньої і зовнішньої частин пористої пробки, фланець з боку пробки виконаний з кільцевим пазом, який утворює торцеву стінку для приєднання до оболонки з утворенням герметичного рівноміцного шва [Патент РФ № 2129165, кл. С21С5/48, опублікований 20.04.1999]. (19) UA (11) 95203 (13) C2 (21) a201009862 (22) 09.08.2010 (24) 11.07.2011 (46) 11.07.2011, Бюл.№ 13, 2011 р. (72) ПРИХОДЬКО ВОЛОДИМИР ВІКТОРОВИЧ, РЕЗНІКОВ СТАНІСЛАВ ЮРІЙОВИЧ, САФОНОВ ВОЛОДИМИР МИХАЙЛОВИЧ, ДЗЮБА СЕРГІЙ ІВАНОВИЧ, БОГОСЛАВСЬКИЙ ЮРІЙ АНАТОЛІЙОВИЧ, КОЛЄСНІКОВ ДМИТРО ВАСИЛЬОВИЧ (73) ЗАКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "ДОНЕЦЬКСТАЛЬ-МЕТАЛУРГІЙНИЙ ЗАВОД" (56) SU 1293234 A1, 28.02.1987 RU 2167206 C1, 20.05.2001 RU 2255118 C1, 27.06.2005 US 4539043 A, 03.09.1985 JP 62250112 A, 31.10.1987 3 До недоліків відомого пристрою належить використання для продування металу газу аргону, який є дорогим, що значно підвищує собівартість отриманої сталі. При використанні для позапічної обробки дешевого технічного азоту, який містить 0,5-3,8 % кисню, з пристрою у рідку сталь виходить газова суміш з високим окислювальним потенціалом, що призводить до підвищення вмісту кисню і погіршенню механічних властивостей спокійної сталі, для зменшення вказаних негативних явищ потрібно підвищувати витрати розкислювачів, а через забрудненість металу оксидами погіршується його розливаність. В основу винаходу поставлено задачу удосконалення пристрою для донного продування металу, в якому виконання внутрішнього шару пластинчастим, з вогнетривкого та вуглецевого матеріалів, при співвідношенні товщин вогнетривкого та вуглецевого матеріалів 1:(0,2-0,3), забезпечують найбільшу переробку окислювальної складової продувального газу, що містить 0,5-3,8% кисню, у безокислювальну, цим забезпечується збереження високої стійкості фурми, зниження собівартості отриманого металу, підвищення механічних властивостей отриманої сталі, покращення її розливаності. Поставлена задача вирішується тим, що в пристрої для донного продування металу, переважно сталі, у сталерозливному ковші, який має форму зрізаного конуса та складається із зовнішнього газонепроникного й внутрішнього газопроникного вогнетривких шарів, згідно з винаходом, передбачені наступні відмінності: - внутрішній шар виконаний пластинчастим, з вогнетривкого та вуглецевого матеріалів; - співвідношення товщин вогнетривкого та вуглецевого матеріалів 1:(0,2-0,3) Крім того, внутрішній шар виконаний пластинчастим на 2/3 висоти пристрою, рахуючи від верхнього краю. Суть винаходу пояснюється кресленням, де зображений загальний вигляд пристрою. Пристрій для донного продування металу складається із зовнішнього вогнетривкого газонепроникного шару 1, який забезпечує конструктивну міцність пристрою, внутрішніх вогнетривких газопроникних шарів 2 та вуглецевих газопроникних шарів 3, які забезпечують уведення продувального газу у рідку сталь і переробку окислювальної складової продувального газу в безокислювальну. Додатково пристрій забезпечено трубопровідною арматурою для підключення до мережі продувального газу (не показано). Пристрій працює наступним чином. Після випуску сталі з печі до сталерозливного, переважно 150-тонного ковша, відбувається нагрів його футерівки, одночасно з якою відбувається прогрів донного пристрою (пробки). При проходженні продувального газу крізь гарячий вуглецевий матеріал, в пристрої протікає реакція між вуглецем та киснем: С + О = CO. Окислювальна складова продувального газу переробляється у безокислювальну по відношен 95203 4 ню до металу, що дозволяє уникнути підвищених витрат розкислювачів для гарантованого отримання потрібних механічних властивостей сталі та запобігти ускладнень під час її розливання. Експериментально авторами встановлено, що для умов 150-тонного сталерозливного ковша, при вмісті кисню у технічному азоті 0,5-3,8 %, найбільша переробка окислювальної складової продувального газу в безокислювальну досягається, коли внутрішній шар пристрою виконаний пластинчастим з вогнетривкого і вуглецевого матеріалів при співвідношенні товщин вогнетривкого і вуглецевого матеріалів 1 : (0,2-0,3). При співвідношенні товщин вогнетривкого і вуглецевого матеріалів менш ніж 1 : (0,2-0,3) не відбувається достатньої переробки окислювальної складової продувального газу в безокислювальну, що призводить до підвищення вмісту кисню та погіршенню механічних властивостей спокійної сталі. Для зменшення вказаних негативних явищ необхідно підвищувати витрати розкислювачів, при цьому через забрудненість металу оксидами, погіршується її розливаність. При співвідношенні товщин вогнетривкого і вуглецевого матеріалів більш ніж 1 : (0,2-0,3), підвищення ступеня переробки кисню продувального газу в безокислювальну складову не відбувається. Внаслідок меншої міцності вуглецевого матеріалу гідродинамічні і теплофізичні процеси, які протікають у ковші під час продувки і розливання сталі, призводять до більш швидкого зносу пристрою для донного продування сталі. Отже, оптимальним для найбільшої переробки окислювальної складової продувального газу, що містить 0,5-3,8 % кисню, у безокислювальну, при збереженні високої стійкості фурми, є співвідношення товщин вогнетривкого і вуглецевого матеріалів 1 : (0,2-0,3). Товщина пластинчастого шару, що дорівнює 2/3 висоти пристрою, забезпечує максимальну переробку окислювальної складової продувального газу в безокислювальну при достатній стійкості донної пробки. Збільшення товщини пластинчастого шару більш ніж на 2/3 висоти пристрою знижує міцнісні характеристики виробу і може призвести до витікання металу з ковша внаслідок руйнування пробки. При меншій товщині пластинчастого шару не вистачає вуглецю для переробки окислювальної складової продувального газу в безокислювальну протягом усього терміну роботи донної пробки. Все це призводить до раніш вказаних негативних наслідків (підвищення витрат розкислювачів, погіршення розливаності сталі). Пристрій виготовляють у відповідності з прийнятою технологією. Після підготовки ковша до прийому плавки та установки донної пробки, в нього випускають з печі сталь. Після заміру температури ведуть продувння технічним азотом, який містить 0,5-3,8 % кисню, з витратою 30-60 3 м /годину протягом 3-6 хвилин. При отриманні потрібної температури сталі, ківш віддають на розливання. 5 95203 Застосування запропонованого пристрою дозволить забезпечити найбільшу переробку окислювальної складової продувального газу, що містить 0,5-3,8 % кисню у безокислювальну, зберегти Комп’ютерна верстка Г. Паяльніков 6 високу стійкість фурми, знизити собівартість отриманого металу, підвищити механічні властивості отриманої сталі, покращити її розливаність. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for bottom blowing of metal
Автори англійськоюPrykhodko Volodymyr Viktorovych, Reznikov Stanislav Yuriiovych, Safonov Volodymyr Mykhailovych, Dziuba Serhii Ivanovych, Bohoslavskyi Yurii Anatoliiovych, Kolesnikov Dmytro Vasyliovych
Назва патенту російськоюУстройство для донной продувки металла
Автори російськоюПриходько Владимир Викторович, Резников Станислав Юрьевич, Сафонов Владимир Михайлович, Дзюба Сергей Иванович, Богославский Юрий Анатольевич, Колесников Дмитрий Васильевич
МПК / Мітки
МПК: C21C 7/072, C21C 5/48, B22D 1/00
Мітки: металу, продування, пристрій, донного
Код посилання
<a href="https://ua.patents.su/3-95203-pristrijj-dlya-donnogo-produvannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для донного продування металу</a>
Автоматичний стикувальний пристрій підведення газу, наприклад аргону, для донного продування рідкої сталі в ковші
Номер патенту: 41272
Опубліковано: 12.05.2009
Автори: Матвієнков Сергій Анатолійович, Рославкер Валерій Абрамович, Семенюк Павло Петрович, Зайка Володимир Якович, Ларіонов Олександр Олексійович, Євтєєв Володимир Никифорович, Забелін Анатолій Семенович, Пічул Леонід Георгійович
МПК: C21C 5/48
Мітки: підведення, автоматичний, аргону, наприклад, стикувальний, пристрій, сталі, ковші, рідкої, продування, газу, донного
Формула / Реферат:
1. Автоматичний стикувальний пристрій системи підведення газу для донного продування рідкої сталі в ковші, що включає стикувальний вузол системи підведення аргону до стальківша, що складається із приймального конуса, закріпленого на кронштейні ковша, й циліндра, закріпленого вертикально на кронштейні візка сталевоза, виконаного з можливістю вертикального переміщення колонки зі сферичною головкою, установленою по одній осі з конічною поверхнею...
Пристрій для продування металу в тигельній печі
Номер патенту: 40615
Опубліковано: 27.04.2009
Автори: Живченко Володимир Семенович, Антонов Віктор Васильович, Лабінцев Олексій Миколайович
МПК: B22D 41/02, C21C 7/00
Мітки: продування, металу, пристрій, печі, тигельній
Формула / Реферат:
Пристрій для продування металу в тигельній печі, який має циліндричну форму та щілинні капілярі, розташовані по коаксіальних колах, а увесь пристрій міститься у металевому корпусі з газопостачальним штуцером, який відрізняється тим, що колові ряди рядково-щілинних капілярів мають радіуси в межах 0,8-0,5 від внутрішнього радіуса днища тигля печі з відстанню між коловими рядами не менш ніж 10 мм, довжина капілярів в кожному коловому ряду...
Пристрій для продування рідкого металу газом
Номер патенту: 24063
Опубліковано: 11.06.2007
Автори: Щурик Олександр Володимирович, Мерцалов Володимир Вікторович, Зубков Михайло Иосипович, Кондратенко Сергій Васильович, Живченко Володимир Семенович, Рябушенко Олександр Сергійович
МПК: C21C 7/00
Мітки: пристрій, продування, газом, рідкого, металу
Формула / Реферат:
Пристрій для продування рідкого металу газом, що містить колекторний ящик, маяки, розташовані усередині ящика, газорозподільний шар, газорозподільні елементи, робочий і арматурний шари, який відрізняється тим, що колекторний ящик розташований на арматурному шарі футерівки днища ковша, продувні елементи встановлені в колекторний ящик і спираються на маяки, простір між продувними елементами і стінками ящика замонолічено газонепроникним...
Спосіб продування рідкого металу в сталеплавильному агрегаті
Номер патенту: 30610
Опубліковано: 15.12.2000
Автори: Поляков Володимир Федорович, Семикін Сергій Іванович
МПК: C21C 5/28
Мітки: агрегаті, продування, металу, рідкого, спосіб, сталеплавильному
Формула / Реферат:
Спосіб продування рідкого металу в сталеплавильному агрегаті, який включає в себе створення направленого потоку кисню на поверхню ванни принаймні через одно сопло продувальної фурми з вливом на потік всередені сопла, який відрізняється тим, що в процесі створення потоку його розділяють в соплі на кілька потоків з різною кількістю руху на виході з сопел.
Металургійна ємкість для продування рідкого металу газами
Номер патенту: 49775
Опубліковано: 16.09.2002
Автори: Дирул Олег Михайлович, Живченко Володимир Семенович, Семикопенко Григорій Григорович
МПК: B22D 41/00
Мітки: рідкого, газами, продування, металу, ємкість, металургійна
Формула / Реферат:
1. Металургійна ємкість для продування рідкого металу газами, що містить металевий кожух, футерівку стін, футерівку днища, яка складається з арматурного і робочого шарів, і газорозподільний шар з гранульованого матеріалу, яка відрізняється тим, що арматурний шар виконаний з газощільного вогнетривкого матеріалу, а газорозподільний шар розташований між робочим і арматурним шарами в заглибленні останнього.2. Металургійна ємкість по п. 1,...
Попередній патент: Бурове долото
Наступний патент: Надувне літаюче вітрило
Випадковий патент: Спосіб приготування сирцевих пряників