Спосіб зварювання дугою непрямої дії у високочастотному магнітному полі
Формула / Реферат
Спосіб зварювання дугою непрямої дії у високочастотному магнітному полі, у якому зварювальну деталь розташовують усередині індуктора, через боковий отвір якого в зону зварювання подають неплавкий електрод, який відрізняється тим, що електричну дугу формують над поверхнею деталі, що зварюють, між неплавким електродом і додатковим неплавким електродом, який розташовано в цьому ж отворі, та в зону зварювання подають плазмоутворюючий газ.
Текст
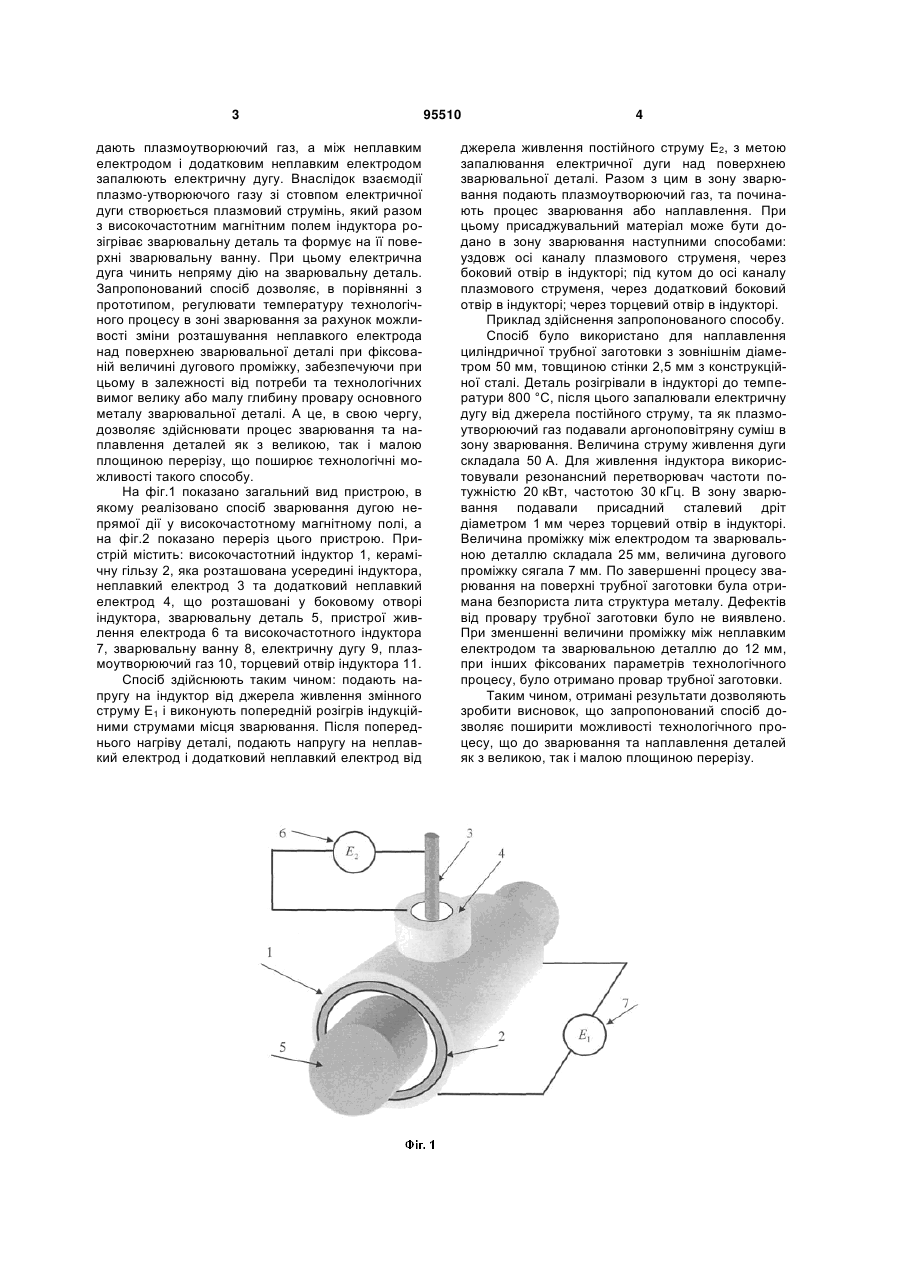
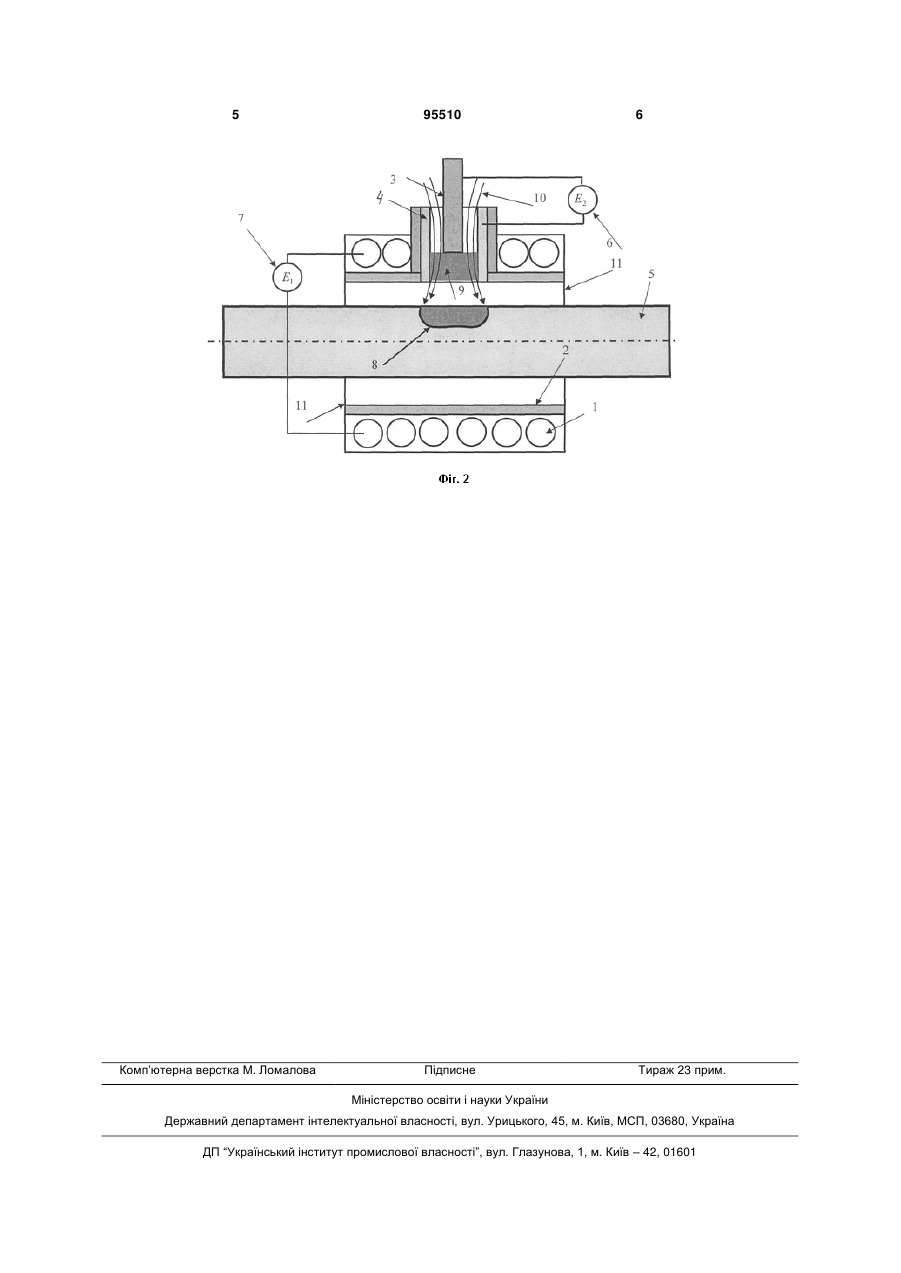
Спосіб зварювання дугою непрямої дії у високочастотному магнітному полі, у якому зварювальну деталь розташовують усередині індуктора, через боковий отвір якого в зону зварювання подають неплавкий електрод, який відрізняється тим, що електричну дугу формують над поверхнею деталі, що зварюють, між неплавким електродом і додатковим неплавким електродом, який розташовано в цьому ж отворі, та в зону зварювання подають плазмоутворюючий газ. (19) (21) a200909036 (22) 31.08.2009 (24) 10.08.2011 (46) 10.08.2011, Бюл.№ 15, 2011 р. (72) КОБІН СЕРГІЙ КОСТЯНТИНОВИЧ (73) КОБІН СЕРГІЙ КОСТЯНТИНОВИЧ (56) UA 86140 C2; 25.03.2009 CN 101264547 A; 17.09.2008 UA 22751 U; 24.04.2007 CN 101347856 A; 21.01.2009 US 6156994 A; 05.12.2000 3 дають плазмоутворюючий газ, а між неплавким електродом і додатковим неплавким електродом запалюють електричну дугу. Внаслідок взаємодії плазмо-утворюючого газу зі стовпом електричної дуги створюється плазмовий струмінь, який разом з високочастотним магнітним полем індуктора розігріває зварювальну деталь та формує на її поверхні зварювальну ванну. При цьому електрична дуга чинить непряму дію на зварювальну деталь. Запропонований спосіб дозволяє, в порівнянні з прототипом, регулювати температуру технологічного процесу в зоні зварювання за рахунок можливості зміни розташування неплавкого електрода над поверхнею зварювальної деталі при фіксованій величині дугового проміжку, забезпечуючи при цьому в залежності від потреби та технологічних вимог велику або малу глибину провару основного металу зварювальної деталі. А це, в свою чергу, дозволяє здійснювати процес зварювання та наплавлення деталей як з великою, так і малою площиною перерізу, що поширює технологічні можливості такого способу. На фіг.1 показано загальний вид пристрою, в якому реалізовано спосіб зварювання дугою непрямої дії у високочастотному магнітному полі, а на фіг.2 показано переріз цього пристрою. Пристрій містить: високочастотний індуктор 1, керамічну гільзу 2, яка розташована усередині індуктора, неплавкий електрод 3 та додатковий неплавкий електрод 4, що розташовані у боковому отворі індуктора, зварювальну деталь 5, пристрої живлення електрода 6 та високочастотного індуктора 7, зварювальну ванну 8, електричну дугу 9, плазмоутворюючий газ 10, торцевий отвір індуктора 11. Спосіб здійснюють таким чином: подають напругу на індуктор від джерела живлення змінного струму E1 і виконують попередній розігрів індукційними струмами місця зварювання. Після попереднього нагріву деталі, подають напругу на неплавкий електрод і додатковий неплавкий електрод від 95510 4 джерела живлення постійного струму Е2, з метою запалювання електричної дуги над поверхнею зварювальної деталі. Разом з цим в зону зварювання подають плазмоутворюючий газ, та починають процес зварювання або наплавлення. При цьому присаджувальний матеріал може бути додано в зону зварювання наступними способами: уздовж осі каналу плазмового струменя, через боковий отвір в індукторі; під кутом до осі каналу плазмового струменя, через додатковий боковий отвір в індукторі; через торцевий отвір в індукторі. Приклад здійснення запропонованого способу. Спосіб було використано для наплавлення циліндричної трубної заготовки з зовнішнім діаметром 50 мм, товщиною стінки 2,5 мм з конструкційної сталі. Деталь розігрівали в індукторі до температури 800 °C, після цього запалювали електричну дугу від джерела постійного струму, та як плазмоутворюючий газ подавали аргоноповітряну суміш в зону зварювання. Величина струму живлення дуги складала 50 А. Для живлення індуктора використовували резонансний перетворювач частоти потужністю 20 кВт, частотою 30 кГц. В зону зварювання подавали присадний сталевий дріт діаметром 1 мм через торцевий отвір в індукторі. Величина проміжку між електродом та зварювальною деталлю складала 25 мм, величина дугового проміжку сягала 7 мм. По завершенні процесу зварювання на поверхні трубної заготовки була отримана безпориста лита структура металу. Дефектів від провару трубної заготовки було не виявлено. При зменшенні величини проміжку між неплавким електродом та зварювальною деталлю до 12 мм, при інших фіксованих параметрів технологічного процесу, було отримано провар трубної заготовки. Таким чином, отримані результати дозволяють зробити висновок, що запропонований спосіб дозволяє поширити можливості технологічного процесу, що до зварювання та наплавлення деталей як з великою, так і малою площиною перерізу. 5 Комп’ютерна верстка М. Ломалова 95510 6 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding by arc of indirect action in high-frequency magnetic field
Автори англійськоюKobin Serhii Kostiantynovych
Назва патенту російськоюСпособ сварки дугой косвенного действия в высокочастотном магнитном поле
Автори російськоюКобин Сергей Константинович
МПК / Мітки
МПК: B23K 9/08
Мітки: високочастотному, магнітному, зварювання, дії, спосіб, дугою, полі, непрямо
Код посилання
<a href="https://ua.patents.su/3-95510-sposib-zvaryuvannya-dugoyu-nepryamo-di-u-visokochastotnomu-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання дугою непрямої дії у високочастотному магнітному полі</a>
Спосіб зварювання дугою у високочастотному магнітному полі
Номер патенту: 86140
Опубліковано: 25.03.2009
Автори: Кобін Сергій Костянтинович, Замогільний Сергій Вікторович, Мурга Валерій Володимирович, Антропов Іван Іванович
МПК: B23K 9/08
Мітки: зварювання, магнітному, спосіб, високочастотному, дугою, полі
Формула / Реферат:
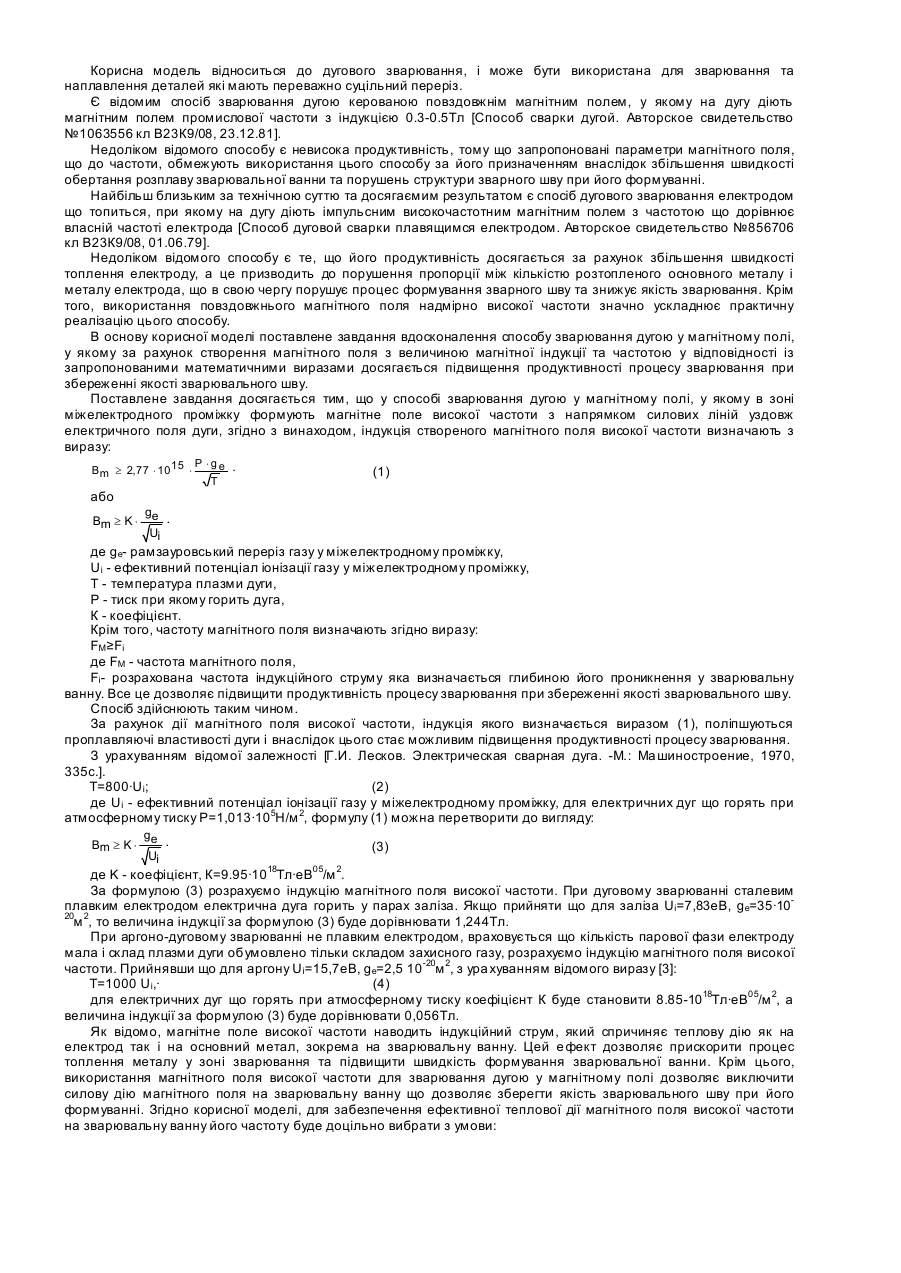
Спосіб зварювання дугою у високочастотному магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле, частота якого визначається виразом,де - частота магнітного поля, - розрахована частота...
Спосіб зварювання дугою у магнітному полі
Номер патенту: 22751
Опубліковано: 25.04.2007
Автор: Кобін Сергій Костянтинович
МПК: B23K 9/08
Мітки: спосіб, зварювання, дугою, магнітному, полі
Формула / Реферат:
1. Спосіб зварювання дугою у магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле високої частоти з напрямком силових ліній уздовж електричного поля дуги, який відрізняється тим, що індукцію створеного магнітного поля високої частоти визначають з виразу:або
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Чепурний Володимир Васильович, Юматов Віктор Васильович, Ігнатенко Вадим Юрійович, Богорський Михайло Володимирович, Голомовзюк Іван Корнійович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: магнітному, обертається, дугою, спосіб, полі, зварювання
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович
МПК: B23K 9/08
Мітки: спосіб, полі, зварювання, магнітному, дугою, обертається
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
Спосіб зварювання магнітно концентруючою дугою
Номер патенту: 42988
Опубліковано: 27.07.2009
Автори: Скляр Микола Володимирович, Волков Дмитро Анатолійович, Катренко Віктор Трохимович, Волосинко Ігор Валерійович
МПК: B23K 9/00
Мітки: спосіб, зварювання, концентруючою, дугою, магнітної
Формула / Реферат:
Спосіб зварювання магнітно концентруючою дугою, що полягає в використанні електромагнітних властивостей зварювальної дуги з її просторовим маніпулюванням внаслідок впливу бічних магнітних полів, який відрізняється тим, що дуга розташовується в постійному магнітному полі, яке утворюється постійними магнітами, котрі мають можливість обертатись навколо дуги.
Попередній патент: Буксовий підшипниковий вузол
Наступний патент: Система покриття виробу, що має холодні темні кольори, і спосіб контролю підвищення температури виробу
Випадковий патент: Спосіб виготовлення вафельних листів