Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович, Качинський Володимир Станіславович
Формула / Реферат
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением дуги перед увеличением сварочного тока.
Текст
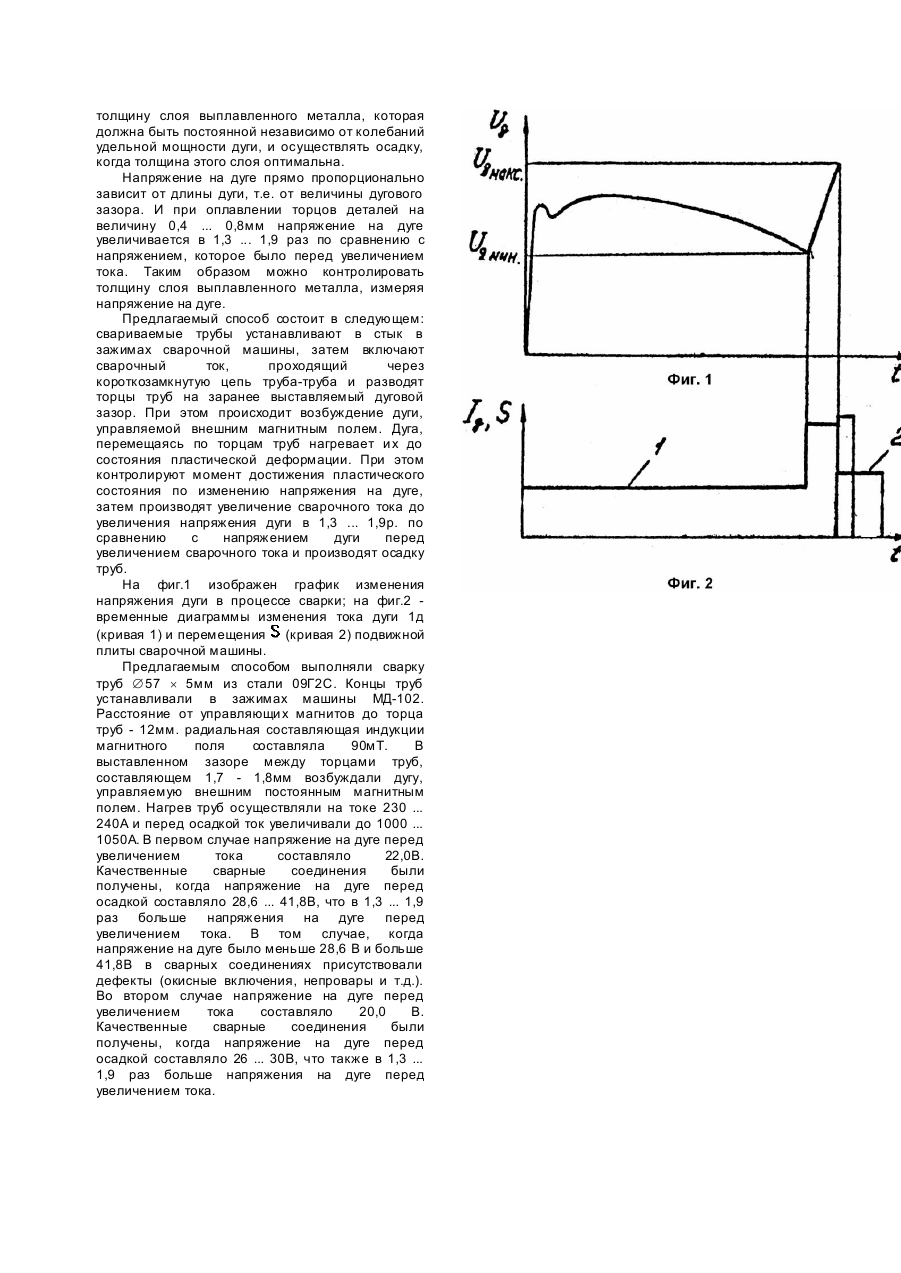
Изобретение относится к сварке, в частности к прессовой сварке с нагревом деталей дугой, движущейся в магнитном поле, и может быть использовано в машиностроении и строительстве при сварке встык труб различного профиля, стержней и пластин, а также при тавровом соединении трубы с пластиной. Кроме того изобретение может быть использовано при сооружении трубопроводов. Известен способ прессовой сварки с нагревом деталей дугой, движущейся в магнитном поле (Пат. ГДР №129179, B23K9/09, 04.01.78г.), при котором в начале процесса сварки величина тока дуги ограничена и выбрана таким образом, чтобы торцы свариваемых деталей нагревались, но не оплавлялись, а затем после подогрева ток дуги резко увеличивают и осуществляют осадку. Увеличение тока кратковременно. Первым недостатком способа является то, что при малом токе дуга на начальной стадии процесса нагрева перемещается неустойчиво, с частыми остановками. Это приводит к локальным оплавлениям свариваемых торцов и закорачиванию расплавленным металлом дугового промежутка, что нарушает стабильность и повторяемость процесса сварки. Вторым недостатком является жесткое задание времени горения дуги с повышенным значением тока перед осадкой. При этом не учитываются отклонения как геометрических размеров свариваемых деталей, так и параметров процесса нагрева (тока дуги, дугового зазора и др.), что ведет к снижению качества сварных соединений. Известен способ прессовой сварки с нагревом деталей дугой, движущейся в магнитном поле (Пат. ГДР №141798, B23K9/08, 21.05.80г.). В этом способе предложена программа изменения сварочного тока. Возбуждение дуги и первоначальный нагрев дета-' лей осуществляют на повышенном значении тока, и после того, как дуга наберет устойчивую частоту вращения (>10Гц), его величину уменьшают в 1,2 ... 1,8 раза. Этим током производят нагрев деталей без оплавления их торцов на глубину, необходимую для пластической деформации в процессе осадки. После чего ток дуги увеличивают в несколько раз и осуществляют осадку. Недостатком способа, как и в предыдущем случае является жесткое задание времени горения дуги с повышенным значением тока перед осадкой. Известен способ сварки дугой, вращающейся в магнитном поле (А.с. 1692785 - выбран в качестве прототипа), в котором определяют момент достижения кромками деталей пластического состояния. Сущность этого способа состоит в следующем. Экспериментально определяют при одном зазоре между свариваемыми изделиями минимальное напряжение дуги, при котором оно устойчиво перемещается и которое соответствует началу плавления торцов деталей. Напряжение дуги в процессе сварки не остается постоянным. Изменение напряжения вращающейся дуги происходит в основном за счет линейного расширения (удлинения) концов труб при их нагреве и сокращения дугового промежутка. По достижению минимального значения напряжения, соответствующего началу плавления торцов свариваемых деталей, увеличивают сварочный ток и через заранее заданный промежуток времени производят осадку труб. Недостатком способа является жесткое задание времени горения дуги к повышенным значениям тока перед осадкой. При этом не увеличиваются отклонения как геометрических размеров свариваемых деталей, так и параметров процесса нагрева, что ведет к снижению качества сварных соединений. В основу изобретения поставлена задача усовершенствовать способ сварки дугой, вращающейся в магнитном поле, путем контроля величины напряжения дуги, измеряя величину дугового промежутка в процессе нагрева, что дает возможность контролировать толщину слоя выплавленного окисленного металла, которая должна быть постоянна и выбирается оптимальной и тем самым увеличивается качество сварного соединения. Поставленная задача решается тем, что в способе сварки дугой, вращающейся в магнитном поле, при котором свариваемые кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по величине напряжения дуги, а затем производят увеличение сварочного тока и осадку. Осадку производят после того, как напряжение дуги увеличивается в 1,3 - 1,9 раза по сравнению с напряжение дуги перед увеличением сварочного тока. В процессе нагрева деталей дугой, движущейся в магнитном поле, на соединяемых поверхностях образуется слой окисленного металла, который необходимо удалить перед осадкой, так как окисные включения в стыке значительно снижают прочностные свойства сварных соединений. Увеличение тока перед осадкой в несколько раз. по сравнению с током нагрева, приводит к интенсивному плавлению торцов соединяемых деталей и удалению окисленного металла в виде мелких брызг. Поверхность торцов покрывается равномерной пленкой жидкого металла, что благоприятно сказывается на качестве сварных соединений. В результате исследований установлено, что перед осадкой толщина слоя выплавленного металла с торца каждой детали должна составлять 0,4 ... 0,9мм. В случае, если слой выплавленного металла меньше 0,4мм, окислы с поверхности торца не полностью удалены и в процессе осадки не вытесняются из стыка. Если толщина слоя выплавленного металла больше 0,9мм, то градиент температурного поля чрезмерно возрастает и при осадке невозможно продеформировать детали на величину, достаточную для смятия всех неровностей и вытеснения жидкого металла из стыка. И в первом и во втором случаях качество сварного шва низкое. Кроме того, при случайных отклонениях параметров процесса нагрева изменяется мощность дуги, а также непостоянны геометрические размеры свариваемых деталей, так как существуют допуски на их изготовление. В результате изменяется удельная мощность дуги, которая определяет интенсивность нагрева и плавления соединяемых поверхностей. И если жестко задавать время горения дуги перед осадкой на повышенных значениях тока, то будет колебаться толщина слоя выплавленного металла. Качество сварных соединений будет нестабильным. Для получения качественных сварных соединений необходимо контролировать толщину слоя выплавленного металла, которая должна быть постоянной независимо от колебаний удельной мощности дуги, и осуществлять осадку, когда толщина этого слоя оптимальна. Напряжение на дуге прямо пропорционально зависит от длины дуги, т.е. от величины дугового зазора. И при оплавлении торцов деталей на величину 0,4 ... 0,8мм напряжение на дуге увеличивается в 1,3 ... 1,9 раз по сравнению с напряжением, которое было перед увеличением тока. Таким образом можно контролировать толщину слоя выплавленного металла, измеряя напряжение на дуге. Предлагаемый способ состоит в следующем: свариваемые трубы устанавливают в стык в зажимах сварочной машины, затем включают сварочный ток, проходящий через короткозамкнутую цепь труба-труба и разводят торцы труб на заранее выставляемый дуговой зазор. При этом происходит возбуждение дуги, управляемой внешним магнитным полем. Дуга, перемещаясь по торцам труб нагревает и х до состояния пластической деформации. При этом контролируют момент достижения пластического состояния по изменению напряжения на дуге, затем производят увеличение сварочного тока до увеличения напряжения дуги в 1,3 ... 1,9р. по сравнению с напряжением дуги перед увеличением сварочного тока и производят осадку труб. На фиг.1 изображен график изменения напряжения дуги в процессе сварки; на фиг.2 временные диаграммы изменения тока дуги 1д (кривая 1) и перемещения (кривая 2) подвижной плиты сварочной машины. Предлагаемым способом выполняли сварку труб Æ57 ´ 5мм из стали 09Г2С. Концы труб устанавливали в зажимах машины МД-102. Расстояние от управляющи х магнитов до торца труб - 12мм. радиальная составляющая индукции магнитного поля составляла 90мТ. В выставленном зазоре между торцами труб, составляющем 1,7 - 1,8мм возбуждали дугу, управляемую внешним постоянным магнитным полем. Нагрев труб осуществляли на токе 230 ... 240А и перед осадкой ток увеличивали до 1000 ... 1050А. В первом случае напряжение на дуге перед увеличением тока составляло 22,0В. Качественные сварные соединения были получены, когда напряжение на дуге перед осадкой составляло 28,6 ... 41,8В, что в 1,3 ... 1,9 раз больше напряжения на дуге перед увеличением тока. В том случае, когда напряжение на дуге было меньше 28,6 В и больше 41,8В в сварных соединениях присутствовали дефекты (окисные включения, непровары и т.д.). Во втором случае напряжение на дуге перед увеличением тока составляло 20,0 В. Качественные сварные соединения были получены, когда напряжение на дуге перед осадкой составляло 26 ... 30В, что также в 1,3 ... 1,9 раз больше напряжения на дуге перед увеличением тока.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of arc welding rotating in magnetic field
Автори англійськоюIhnatenko Vadym Yuriiovych, Kuchuk-Yatsenko Serhii Ivanovych, Kachynskyi Volodymyr Stanislavovych
Назва патенту російськоюСпособ сварки дугой, вращающейся в магнитном поле
Автори російськоюИгнатенко Вадим Юрьевич, Кучук-Яценко Сергей Иванович, Качинский Владимир Станиславович
МПК / Мітки
МПК: B23K 9/08
Мітки: дугою, спосіб, обертається, магнітному, зварювання, полі
Код посилання
<a href="https://ua.patents.su/2-14992-sposib-zvaryuvannya-dugoyu-shho-obertaehtsya-u-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання дугою, що обертається у магнітному полі</a>
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Чепурний Володимир Васильович, Ігнатенко Вадим Юрійович, Богорський Михайло Володимирович, Голомовзюк Іван Корнійович, Юматов Віктор Васильович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: обертається, зварювання, дугою, полі, спосіб, магнітному
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 3725
Опубліковано: 27.12.1994
Автори: Казимов Борис Іванович, Нікітін Анатолій Сергійович, Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: зварювання, оплавленням, контактного, спосіб, стикового
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором к свариваемым деталям подводят напряжение заданной величины, затем деталь оплавляют на низкой скорости сближения, а перед осадкой скорость сближения повышают в зависимости от установленного уровня допустимых по программе значений сварочного тока, отличающийся тем, что, с целью улучшения качества сварных соединений за счет повышения стабильности механических свойств в случае...
Спосіб контактного стикового зварювання безперервним оплавленням
Номер патенту: 401
Опубліковано: 30.04.1993
Автори: Толдін Анатолій Андрійович, Сахарнов Василь Олексійович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович, Лебедєв Володимир Костянтинович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: стикового, зварювання, безперервним, спосіб, контактного, оплавленням
Формула / Реферат:
Формула изобретения1. Способ контактной стыковой сварки непрерывным оплавлением, при котором одной из деталей в процессе оплавления сообщают колебания вдоль направления движения деталей с регулируемой амплитудой и частотой и производят осадку, отличающийся тем, что, с целью повышения производительности, снижения потребляемой мощности путем увеличения скорости нагрева свариваемых деталей, колебания одной из свариваемых деталей сообщают...
Спосіб контактного стикового зварювання оплавленням
Номер патенту: 1612
Опубліковано: 25.10.1994
Автори: Шкурко Віктор Григорович, Беляєв Данило Іванович, Горонков Микола Дмитрович, Кучук-Яценко Сергій Іванович, Бондарук Андрій Всеволодович, Богорський Михайло Володимирович, Череднічок Віталій Тимофійович
МПК: B23K 11/04
Мітки: оплавленням, стикового, контактного, спосіб, зварювання
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, включающий разделку кромок свариваемых деталей горячей прессовой обработкой, оплавление свариваемых деталей и их последующую осадку, отличающийся тем, что, с целью повышения качества сварки путем сохранения в сварном соединении направления полос прокатки металла, оплавление свариваемых деталей прерывают при достижении ими равновесного теплового состояния и осуществляют разделку кромок,...
Спосіб управління процесом контактного стикового зварювання плавленням
Номер патенту: 733
Опубліковано: 15.12.1993
Автори: Швець Юрій Васильйович, Кучук-Яценко Сергій Іванович, Горишняков Олексій Іванович, Череднічок Віталій Тимофійович, Казимов Борис Іванович, Кривенко Валерій Георгійович, Сахарнов Василь Олексійович, Загадарчук Василь Феодосійович
МПК: B23K 11/04
Мітки: стикового, зварювання, контактного, спосіб, процесом, плавленням, управління
Формула / Реферат:
Способ управления процессом контактной стыковой сварки оплавлением, при котором сварочное напряжение в процессе оплавления изменяют по программе, состоящей из периода оставления при неизменном напряжении, равном напряжению холостого хода, периода оплавления со снижением напряжения, периода оплавления на пониженном напряжении и периода оплавления с повышением напряжения перед осадкой при одновременной автоматической корректировке...
Попередній патент: Пристрій для завантаження кузова автомобіля тягачем
Наступний патент: Одноразовий шприц
Випадковий патент: Кріплення рамне із коробчастого профілю