Спосіб зварювання дугою у високочастотному магнітному полі
Номер патенту: 86140
Опубліковано: 25.03.2009
Автори: Антропов Іван Іванович, Кобін Сергій Костянтинович, Мурга Валерій Володимирович, Замогільний Сергій Вікторович
Формула / Реферат
Спосіб зварювання дугою у високочастотному магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле, частота якого визначається виразом
![]() ,
,
де ![]() - частота магнітного поля,
- частота магнітного поля,
![]() - розрахована частота індукційного струму, яка визначається глибиною його проникнення у зварювальну ванну, який відрізняється тим, що зварювальну деталь розташовують усередині індуктора, через боковий отвір якого в зону зварювання подають електрод та захисний газ, при цьому зона ефективної термічної дії магнітного поля на зварювальну деталь співпадає з зоною термічної дії дуги, а силові лінії магнітного поля спрямовані поперек силових ліній електричного поля дуги.
- розрахована частота індукційного струму, яка визначається глибиною його проникнення у зварювальну ванну, який відрізняється тим, що зварювальну деталь розташовують усередині індуктора, через боковий отвір якого в зону зварювання подають електрод та захисний газ, при цьому зона ефективної термічної дії магнітного поля на зварювальну деталь співпадає з зоною термічної дії дуги, а силові лінії магнітного поля спрямовані поперек силових ліній електричного поля дуги.
Текст
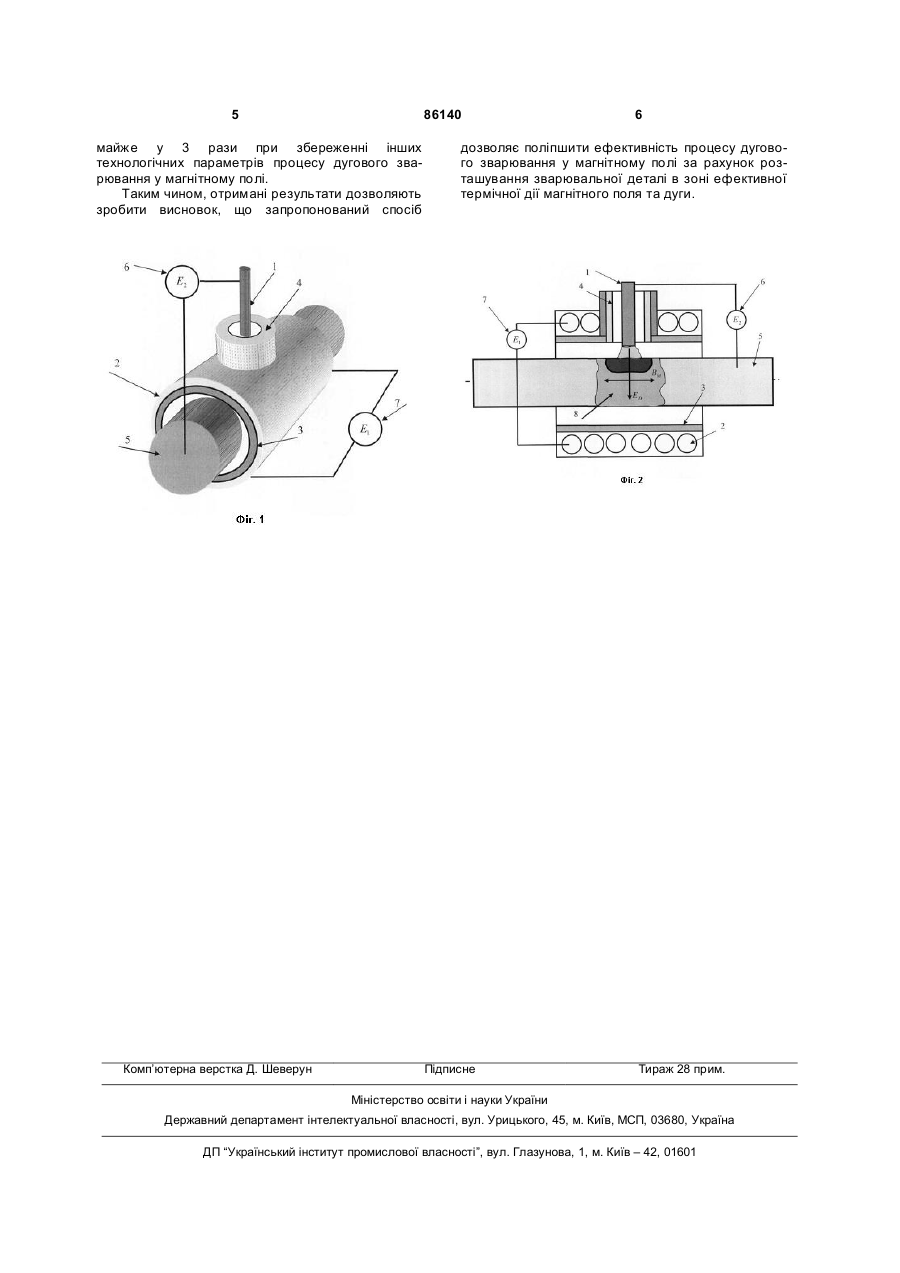
Спосіб зварювання дугою у високочастотному магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле, частота якого визначається виразом FМ ³ Fi , (19) UA (11) 86140 (13) C2 де FМ - частота магнітного поля, 3 FM³Ft, (1) де FM - частота магнітного поля, Fі - розрахована частота індукційного струму яка визначається глибиною його проникнення у зварювальну ванну, відповідно до винаходу зварювальну деталь розташовують усередині індуктора через боковий отвір якого в зону зварювання подають електрод та захисний газ, при цьому зона ефективної термічної дії магнітного поля на зварювальну деталь співпадає с зоною термічної дії дуги, а силові лінії магнітного поля будуть спрямовані поперек силових ліній електричного поля дуги. В запропонованому способі термічну дію на електрод та зварювальну деталь оказує електрична дуга та магнітне поле індуктора. При цьому, основна частина електромагнітної енергії індуктора, що поглинається деталлю, надходить із зони його сильного поля. Як відомо усередині індуктора напруженість електромагнітного поля, а отже і його індукція сягають найбільшої величини. При розташуванні зварювальної деталі усередині індуктора щільність індукційного струму, який оказує термічний вплив на деталь, буде максимальною. Оскільки найбільш ефективною зоною термічного впливу магнітного поля є внутрішня центральна область індуктора, то в цьому місці формують боковий отвір, через який в зону зварювання вводять електрод та захисний газ. В такому випадку, зони ефективної термічної дії високочастотного магнітного поля і електричної дуги на деталь будуть співпадати, що дозволяє підвищити ефективність процесу дугового зварювання. Слід зазначити, що при такому способі зварювання силові лінії магнітного поля Вм будуть спрямовані поперек силових ліній електричного поля дуги ED. На фіг. 1 показано загальний вид пристрою в якому реалізовано спосіб зварювання дугою у високочастотному магнітному полі, а на фіг. 2 показано переріз цього пристрою. Пристрій містить: електрод 1, високочастотний індуктор 2, керамічну гільзу 3, яка розташована усередині індуктора, боковий отвір з феромагнітною трубкою 4 для подачі електроду та захисного газу у зону зварювання, зварювальну деталь 5, пристрої живлення електрода 6 та високочастотного індуктора 7, зону ефективної термічної дії магнітного поля та дуги 8. Спосіб здійснюють таким чином. Подають напругу на індуктор від джерела живлення Е1 і виконують попередній розігрів індукційними струмами місця зварювання. При цьому, для найскорішого розігріву деталі до заданої температури потужність джерела живлення Е1 має бути в декілька раз вищою ніж в процесі зварювання. Після попереднього нагріву деталі подають напругу на електрод від джерела живлення Е2 та запалюють дугу між електродом та зварювальною деталлю починаючи процес зварювання або наплавлення. В запропонованому способі частоту магнітного поля FM обирають згідно з [1], а потужність джерела живлення індуктора розраховують згідно умови: tн£tз (2) 86140 4 де tз - загальна тривалість процесу зварювання дугою, сек.; tн - тривалість процесу індукційного нагріву деталі або її частки до потрібної температури в процесі зварювання, сек. Так наприклад, якщо загальна тривалість процесу зварювання дугою складає 300сек., то для розрахунку потужності джерела живлення індуктора скористаємося формулою: Pi = C × (Tk - Tn ) × G , кВт (3) 0.24 × t n × h де С - теплоємкість матеріалу деталі яку гріють, ккал/кг·°С; Тк - задана температура до якої гріють деталь ·°С; Тn - початкова температура деталі яку гріють ·°С; G - маса деталі, кг; h - коефіцієнт корисної дії індуктора. Розрахунок зробимо для стальної заготовки, якщо С=0,167ккал/кг·°С, Тk=650·°С, Тn=20°С, G=20кг, h=0.8. Отримаємо Р і³9кВт. У відповідності до (3) можна побачити, що в розрахунок Pі входить параметр h, який буде визначати ефективність запропонованого способу зварювання. В залежності від конструкції індуктора, форми деталі, та технологічних вимог можна виділити наступні варіанти організації запропонованого способу зварювання: 1. В процесі зварювання деталь переміщають уздовж по індуктору. 2. В процесі зварювання електрод разом з індуктором переміщають відносно деталі. 3. В процесі зварювання деталь обертають в індукторі навколо її осі відносно електрода. 4. 3варювання або наплавлення проводять неплавким електродом, при цьому в індукторі формують додатковий боковий отвір, розташований під кутом до основного, через який в зону зварювання вводять присадну проволоку. 5. Зварювання або наплавлення проводять в індукторі зі змінним кроком витків при розташуванні бокового отвору для подачі електроду на початку або в середині індуктора. 6. Зварювання або наплавлення проводять двома електродами, які вводять в зону зварювання через окремі бокові отвори в індукторі, при цьому на електроди подають напругу від джерела живлення Е2, а електричну дугу запалюють по схемі: перший електрод-деталь-другий електрод. Приклад здійснення запропонованого способу Спосіб було використано для наварювання циліндричної деталі діаметром 80мм з конструкційної сталі. Деталь розігравали в індукторі до температури 600°С, після чого здійснювали наварювання електродом що топиться діаметром 3,2мм, постійним струмом, при величині струму 200А і напрузі на дуговому проміжку 32В. Електрод вводили в індуктор через центральний боковий отвір. Для живлення індуктора використовували перетворювач частоти потужністю 30кВт, при цьому частота магнітного поля сягала 16кГц. В порівнянні з [1] це дозволило зменшити потужність перетворювача частоти 5 86140 майже у 3 рази при збереженні інших технологічних параметрів процесу дугового зварювання у магнітному полі. Таким чином, отримані результати дозволяють зробити висновок, що запропонований спосіб Комп’ютерна верстка Д. Шеверун 6 дозволяє поліпшити ефективність процесу дугового зварювання у магнітному полі за рахунок розташування зварювальної деталі в зоні ефективної термічної дії магнітного поля та дуги. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding method by arc in high-frequency magnetic field
Автори англійськоюKobin Serhii Kostiantynovych, Murha Valerii Volodymyrovych, Antropov Ivan Ivanovych, Zamohilnyi Serhii Viktorovych
Назва патенту російськоюСпособ сварки дугой в высокочастотном магнитном поле
Автори російськоюКобин Сергей Константинович, Мурга Валерий Владимирович, Антропов Иван Иванович, Замогильный Сергей Викторович
МПК / Мітки
МПК: B23K 9/08
Мітки: спосіб, зварювання, дугою, полі, високочастотному, магнітному
Код посилання
<a href="https://ua.patents.su/3-86140-sposib-zvaryuvannya-dugoyu-u-visokochastotnomu-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання дугою у високочастотному магнітному полі</a>
Спосіб зварювання дугою у магнітному полі
Номер патенту: 22751
Опубліковано: 25.04.2007
Автор: Кобін Сергій Костянтинович
МПК: B23K 9/08
Мітки: зварювання, полі, дугою, спосіб, магнітному
Формула / Реферат:
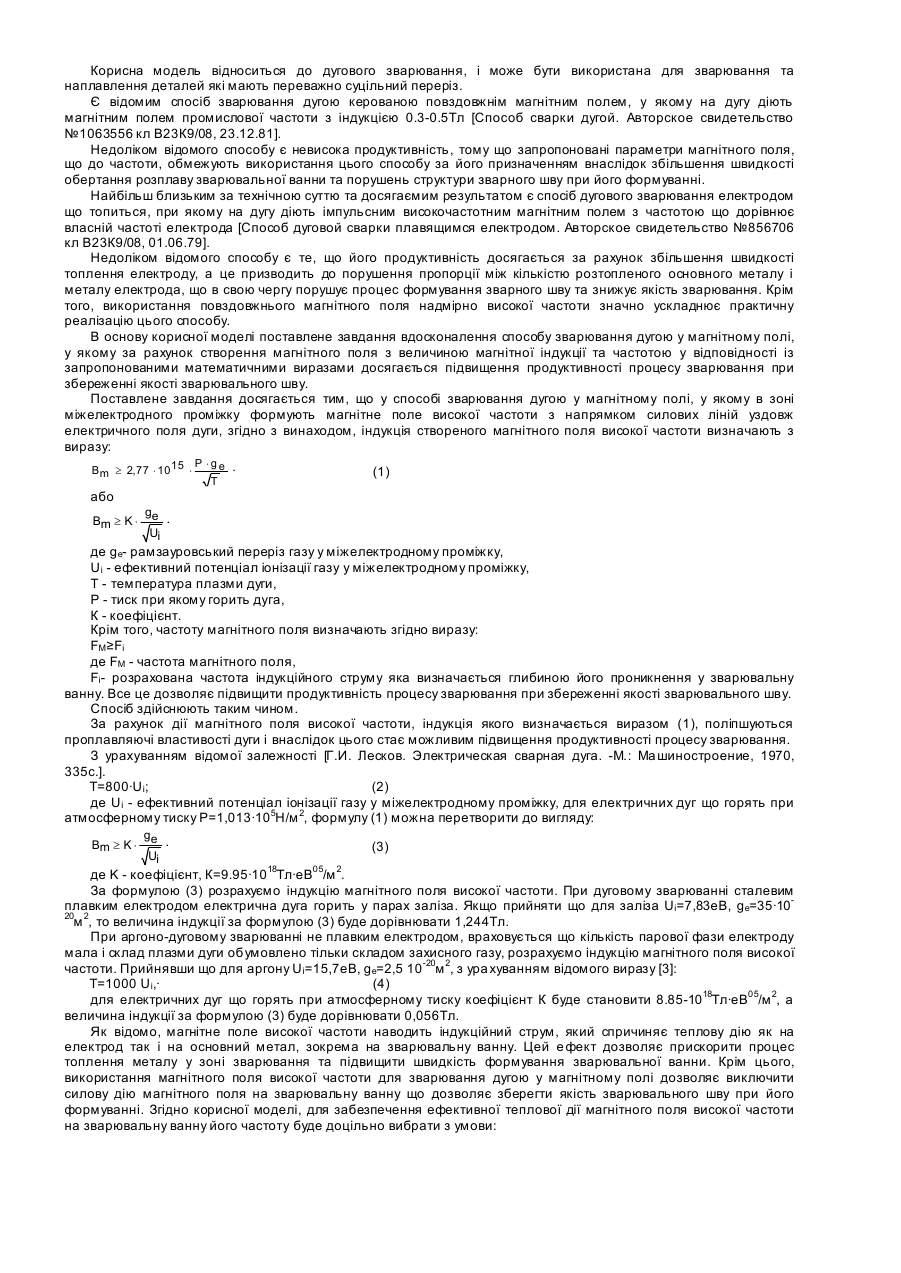
1. Спосіб зварювання дугою у магнітному полі, у якому в зоні міжелектродного проміжку формують магнітне поле високої частоти з напрямком силових ліній уздовж електричного поля дуги, який відрізняється тим, що індукцію створеного магнітного поля високої частоти визначають з виразу:або
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Кучук-Яценко Сергій Іванович, Ігнатенко Вадим Юрійович, Голомовзюк Іван Корнійович, Чепурний Володимир Васильович, Юматов Віктор Васильович, Богорський Михайло Володимирович
МПК: B23K 9/08
Мітки: спосіб, обертається, дугою, полі, зварювання, магнітному
Формула / Реферат:
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину...
Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 14992
Опубліковано: 04.03.1997
Автори: Ігнатенко Вадим Юрійович, Кучук-Яценко Сергій Іванович, Качинський Володимир Станіславович
МПК: B23K 9/08
Мітки: спосіб, зварювання, полі, дугою, магнітному, обертається
Формула / Реферат:
Способ сварки дугой, вращающейся в магнитном поле, при котором кромки нагревают до пластического состояния, контролируют момент достижения пластического состояния по изменению величины дугового промежутка в процессе нагрева, определяемого по напряжению на дуге, затем производят увеличение сварочного тока и осадку, отличающийся тем, что осадку осуществляют после того, как напряжение дуги увеличится в 1,3 - 1,9 раза по сравнению с напряжением...
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем
Номер патенту: 45411
Опубліковано: 15.04.2002
Автори: Коваль Михайло Павлович, Ігнатенко Вадим Юрійович, Качинський Володимир Станіславович, Кучук-Яценко Сергій Іванович
МПК: B23K 9/08
Мітки: полем, магнітним, нагріванням, зварювання, спосіб, дугою, керованою, пресового
Формула / Реферат:
Спосіб пресового зварювання з нагріванням дугою, керованою магнітним полем, при якому в зазорі поміж деталями, трубчатими або суцільного перерізу, створюють керуюче магнітне поле з постійною за напрямком радіальною складовою індукції магнітного поля, вимірюють величину магнітної індукції, пересуваючи дугу по поверхням торців, які з'єднують, а момент її зміни визначають по досягненню заданої величини напруги на дузі, який відрізняється тим,...
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі
Номер патенту: 31103
Опубліковано: 25.03.2008
Автори: Пухальська Гульнара Вікторівна, Сейдаметов Станіслав Валерійович, Лоскутов Степан Васильович
МПК: B24B 39/00, C21D 7/00
Мітки: кульками, машин, обробки, магнітному, спосіб, деталей, зміцнюючої, полі
Формула / Реферат:
Спосіб зміцнюючої обробки деталей машин кульками у магнітному полі, який полягає в одночасній дії на оброблювану поверхню деформуючого зусилля робочого інструменту та магнітного поля, який відрізняється тим, що обробка здійснюється у постійному магнітному полі, та як робочий інструмент використовується середовище зі сталевих кульок.
Попередній патент: Механізм відтяжки полотна круглов’язальної машини
Наступний патент: Спосіб формування свердловинного заряду вибухової речовини для проведення масових вибухів
Випадковий патент: Спосіб виготовлення коритних гнутих профілів