Спосіб зварювання дугою, що обертається у магнітному полі
Номер патенту: 11735
Опубліковано: 25.12.1996
Автори: Чепурний Володимир Васильович, Ігнатенко Вадим Юрійович, Голомовзюк Іван Корнійович, Богорський Михайло Володимирович, Юматов Віктор Васильович, Кучук-Яценко Сергій Іванович
Формула / Реферат
1. Способ сварки дугой, вращающейся в магнитном поле, при котором сначала проводят предварительный подогрев кромок соединяемых деталей по толщине стыка, а затем разогревают свариваемые кромки током сварки с последующей осадкой, отличающийся тем, что, с целью повышения качества сварных соединений толстостенных труб и расширения диапазона свариваемых толщин, в моменты кратковременного замыкания дугового промежутка жидким металлом величину тока подогрева повышают, а кромки соединяемых деталей выполняют с Х-образной разделкой с притуплением.
2. Способ по п. 1, отличающийся тем, что ширину притупления выбирают равной размерам активных пятен дуги.
Текст
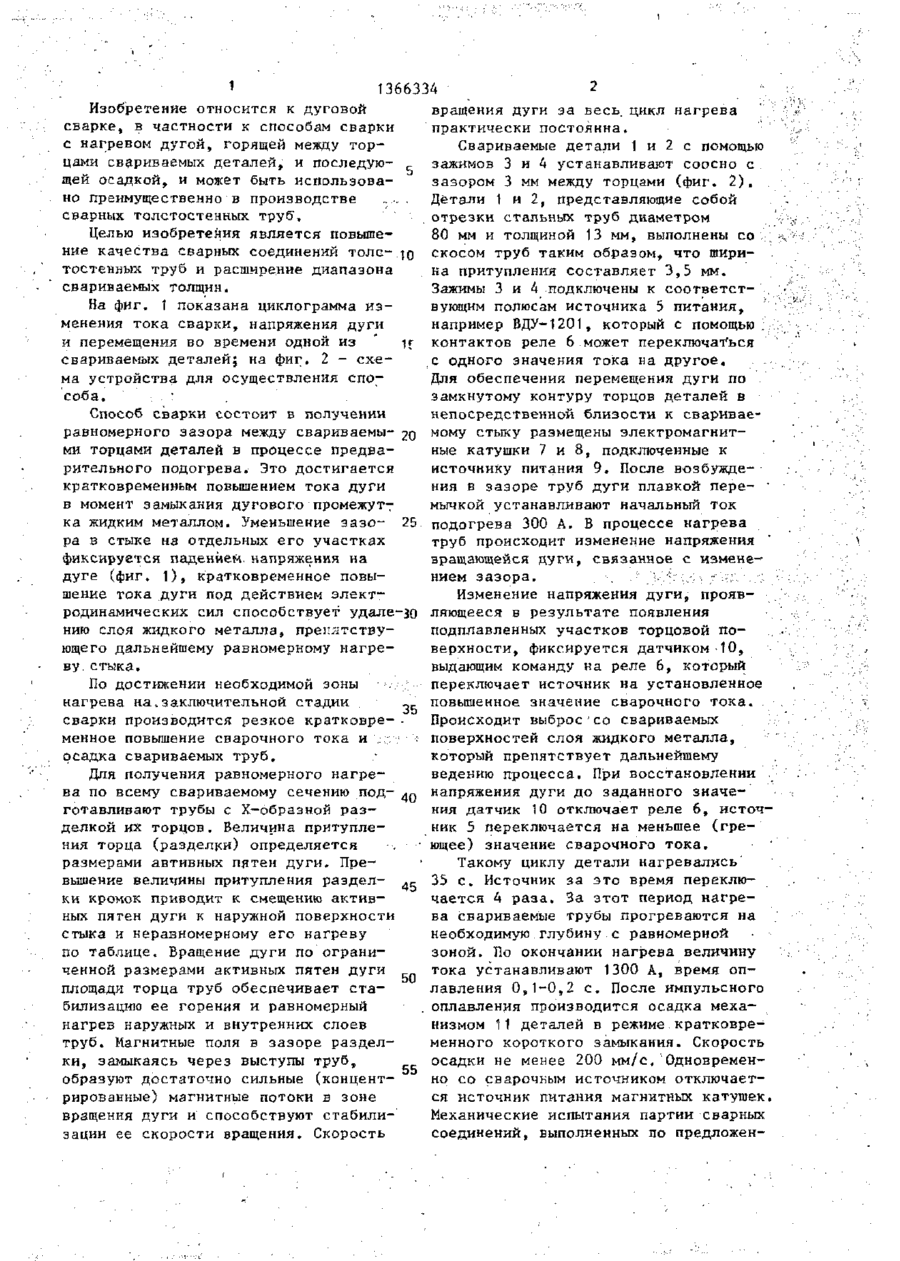
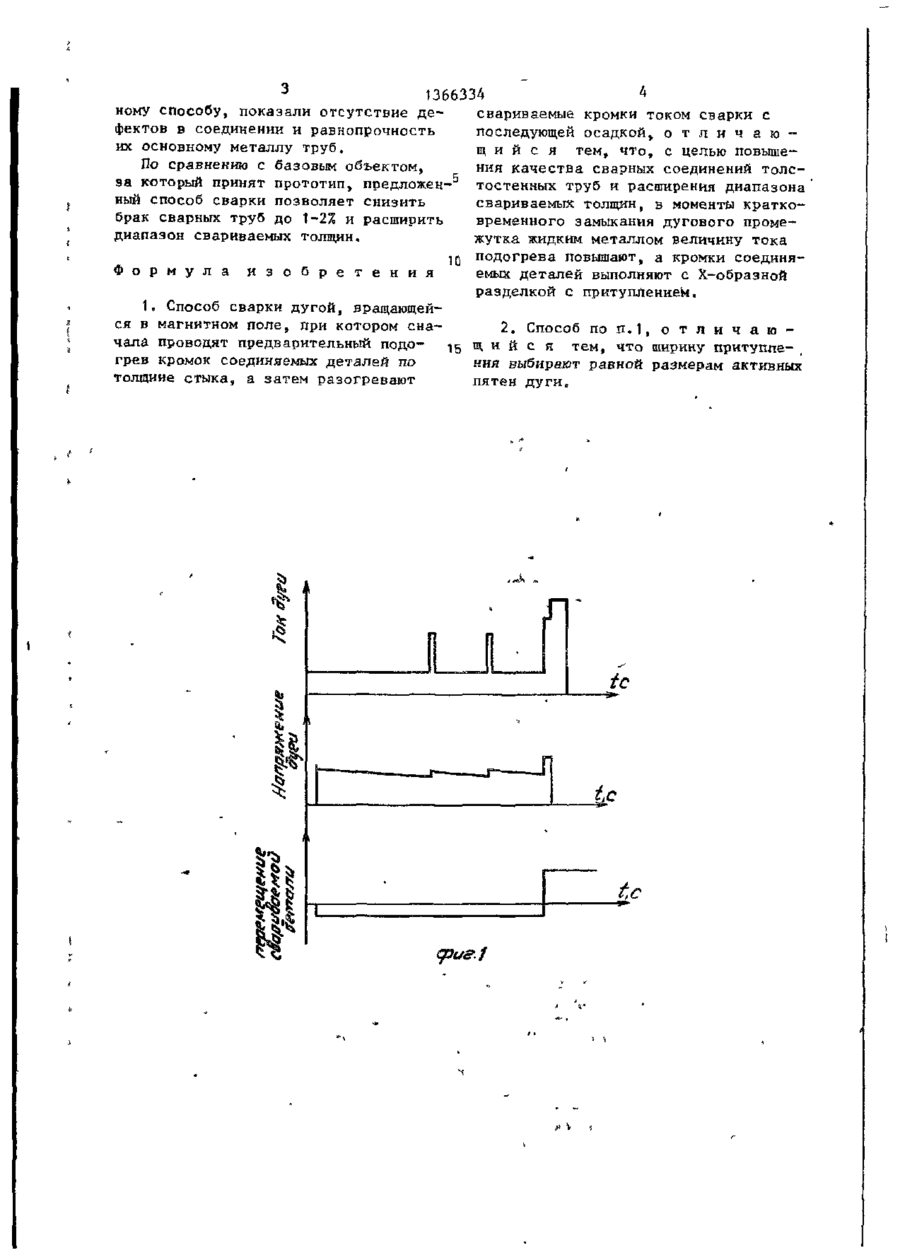
Изобретение относится к дуговой сварке, в частности к способам сварки с нагревом дугой, горящей между торцами свариваемых деталей, и последующей осадкой. Оно может быть использовано преимущественно в производстве сварных толстостенных труб. Целью изобретения являетря повышение качества сварных соединений толстостенных труб и расширение диапазона свариваемых толщин. Способ сварки состоит в получении равномерного зазора между свариваемыми торцами деталей в процессе предварительного подогрева.Это достигается кратковременным повышением сварочного тока в момент замыкания дугового промежутка жидким металлом. При этом из плоскости стыка под действием электродинамических сил удаляется слой жидкого металла, препятствующий дальнейшему протеканию процесса нагрева. Для получения равномерного нагрева по всему свариваемому сечению подготавливают трубы с Х-образной разделкой их торцов, кромки которых выполняют с притуплением. Магнитные поля в зазоре, замыкаясь через выступы труб, образуют достаточно сильные магнитные потоки в зоне вращения дуги и способствуют стабилизации скорости вращения дуги. 1 з.п. ф-лы. 2 ил. 00 Со со 1366334 Изобретение относится к дуговой сварке, в частности к способам сварки с нагревом дугой, горящей между торцами свариваемых деталей, и последующей осадкой, и может быть использовано преимущественно в производстве . . сварных толстостенных труб". Целью изобретения является повышение качества сварных соединений толетостенных труб и расширение диапазона свариваемых толщин. На фиг, 1 показана циклограмма изменения тока сварки, напряжения дуги и перемещения во времени одной из " свариваемых деталей; на фиг. 2 - схема устройства для осуществления способа. Способ сварки состоит в получении равномерного зазора между свариваемы- 20 ми торцами деталей в процессе предварительного подогрева. Это достигается кратковременным повышением тока дуги в момент замыкания дугового промежут7 ка жидким металлом. Уменьшение эазо- 25 ра в стыке на отдельных его участках фиксируется падением, напряжения на дуге (фиг. 1 ) , кратковременное повышение тока дуги под действием электродинамических сил способствует удале нию слоя жидкого металла, препятству--зо ющего дальнейшему равномерному нагреву, стыка. По достижении необходимой зоны нагрева на,заключительной стадии сварки производится резкое кратковременное повышение сварочного тока и .. ., осадка свариваемых труб. Для получения равномерного нагрева по всему свариваемому сечению подготавливают трубы с Х-образной разделкой их торцов. Величина притупления торца (разделки) определяется размерами автивных пятен дуги. Превышение величины притупления разделки кромок приводит к смещению активных пятен дуги к наружной поверхности стыка и неравномерному его нагреву по таблице. Вращение дуги по ограниченной размерами активных пятен дуги площади торца труб обеспечивает стабилизацию ее горения и равномерный нагрев наружных и внутренних слоев труб. Магнитные поля в зазоре разделки, замыкаясь через выступы труб, образуют достаточно сильные (концентрированные) магнитные потоки в зоне вращения дуги и способствуют стабилизации ее скорости вращения. Скорость 35 45 50 55 вращения дуги за весь, цикл нагрева практически постоянна. Свариваемые детали 1 и 2 с помощью зажимов 3 и 4 устанавливают соосно с . зазором 3 мм между торцами (фиг. 2 ) . Детали 1 и 2, представляющие собой отрезки стальньк труб диаметром 80 мм и толщиной 13 мм, выполнены со скосом труб таким образом, что ширина притупления составляет 3,5 мм. Зажимы 3 и 4 подключены к соответст- . вующим полюсам источника 5 питания, например ВДУ-1201, который с помощью, контактов реле 6 может переключаться с одного значения тока на другое. Для обеспечения перемещения дуги по замкнутому контуру торцов деталей в непосредственной близости к свариваемому стыку размещены электромагнитные катушки 7 и 8, подключенные к источнику питания 9. После возбуждения в зазоре труб дуги плавкой пере- ' мычкой устанавливают начальный ток подогрева 300 А. В процессе нагрева труб происходит изменение напряжения вращающейся дуги, связанное с измене: нием зазора. . . •: . . : • : Изменение напряжения дуги, проявляющееся в результате появления подплавленных участков торцовой поверхности, фиксируется датчиком 10, выдающим команду на реле 6, который переключает источник на установленное повышенное значение сварочного тока. Происходит выброс•со свариваемых поверхностей слоя жидкого металла, который препятствует дальнейшему ведению процесса. При восстановлении напряжения дуги до заданного значения датчик 10 отключает реле 6, источник 5 переключается на меньшее (греющее) значение сварочного тока. Такому циклу детали нагревались 35 с. Источник за это время переключается 4 раза. За этот период нагрева свариваемые трубы прогреваются на необходимую глубину с равномерной зоной. По окончании нагрева величину тока устанавливают 1300 А, время оплавления 0,1-0,2 с. После импульсного оплавления производится осадка механизмом 11 деталей в режиме кратковременного короткого замыкания. Скорость осадки не менее 200 мм/с. Одновременно со сварочным источником отключается источник питания магнитных катушек, Механические испытания партии сварных соединений, выполненных по предложен 1366334 ному способу, показали отсутствие десвариваемые кромки током сварки с фектов в соединении и равнопрочность последующей осадкой, о т л и ч а ю их основному металлу труб. щ и й с я тем, что, с целью повышеПо сравнению с базовым объектом, ния качества сварных соединений толс5 эа который принят прототип, предложентостенных труб и расширения диапазона ный способ сварки позволяет снизить свариваемых толщин, в моменты краткобрак сварных труб до 1-2% и расширить временного замыкания дугового промедиапазон свариваемых толщин. жутка жидким металлом величину тока подогрева повышают, а кромки соединяемых деталей выполняют с Х-образной Ф о р м у л а и з о б р е т е н и я разделкой с притуплением. 1. Способ сварки дугой, вращающейся в магнитном поле, при котором сна2. Способ по п.1, о т л и ч а ю чала проводят предварительный подо- 1 5 щ и й с я тем, что ширину притуште- , грев кромок соединяемых деталей по ния выбирают равной размерам активных толщине стыка, а затем разогревают пятен дуги. I tc tc і* \ 1366334 Редактор Н. Горват Составитель Г. Квартальнова і Техред Л.Сердюкова Корректор И. МУска Заказ 6734/Н Тираж 920 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, U
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding method by arc rotating in magnetic field
Автори англійськоюKuchuk-Yatsenko Serhii Ivanovych, Ihnatenko Vadym Yuriiovych, Yumatov Viktor Vasyliovych, Bohorskyi Mykhailo Volodymyrovych, Holomovziuk Ivan Korniiovych, Chepurnyi Volodymyr Vasyliovych
Назва патенту російськоюСпособ сварки дугой, вращающейся в магнитном поле
Автори російськоюКучук-Яценко Сергей Иванович, Игнатенко Вадим Юрьевич, Юматов Виктор Васильевич, Богорский Михаил Владимирович, Голомовзюк Иван Корнеевич, Чепурный Владимир Васильевич
МПК / Мітки
МПК: B23K 9/08
Мітки: магнітному, спосіб, зварювання, полі, обертається, дугою
Код посилання
<a href="https://ua.patents.su/4-11735-sposib-zvaryuvannya-dugoyu-shho-obertaehtsya-u-magnitnomu-poli.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання дугою, що обертається у магнітному полі</a>
Спосіб управління процесом контактного стикового зварювання оплавленням

Номер патенту: 397
Опубліковано: 30.04.1993
Автори: Богорський Михайло Володимирович, Кривенко Валерій Георгійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: процесом, контактного, управління, зварювання, спосіб, стикового, оплавленням
Формула / Реферат:
Формула изобретенияСпособ управления процессом контактной стыковой сварки оплавлением, при котором сигналом на выдачу команды управления служит скорость оплавления, отличающийся тем, что, с целью повышения стабильности нагрева свариваемых деталей, качества сварных соединений и производительности процесса сварки, при достижении скорости оплавления определенного, наперед заданного значения изменяют сварочное напряжение.
Спосіб дугового зварювання плавким електродом таврових з’єднань

Номер патенту: 3454
Опубліковано: 27.12.1994
Автори: Дворяшин Володимир Григорович, Масюков Валерій Вікторович, Руденко Юрій Миколаєвич, Поздняков Вадим Андрійович, Сіріца Володимир Михайлович, Демченко Юрій Володимирович, Гутман Лія Миронівна, Сердюк Ірина Василівна, Горбачов Василь Михайлович, Корнієнко Олег Леонідович, Мосенкіс Юрій Григорович, Покладій Вадим Ростиславович
МПК: B23K 9/14, B23K 9/173
Мітки: дугового, таврових, зварювання, спосіб, з'єднань, плавким, електродом
Формула / Реферат:
1. Способ дуговой сварки плавящимся электродом тавровых соединений, включающий установку стенки на полку с зазором, возбуждение дуги с расположением пятна нагрева на полке под стенкой и перемещение электрода в процессе сварки, отличающийся тем, что, с целью качественного формирования сварного шва со стороны его корня путем обеспечения полного провара стенки, повышения механических свойств сварных соединений при сварке деталей толщиной...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 3725
Опубліковано: 27.12.1994
Автори: Шкурко Віктор Григорович, Кучук-Яценко Сергій Іванович, Нікітін Анатолій Сергійович, Казимов Борис Іванович
МПК: B23K 11/04
Мітки: оплавленням, контактного, стикового, зварювання, спосіб
Формула / Реферат:
Способ контактной стыковой сварки оплавлением, при котором к свариваемым деталям подводят напряжение заданной величины, затем деталь оплавляют на низкой скорости сближения, а перед осадкой скорость сближения повышают в зависимости от установленного уровня допустимых по программе значений сварочного тока, отличающийся тем, что, с целью улучшения качества сварных соединений за счет повышения стабильности механических свойств в случае...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 1614
Опубліковано: 25.10.1994
Автори: Бондарук Андрій Всеволодович, Горонков Микола Дмитрович, Череднічок Віталій Тимофійович, Богорський Михайло Володимирович, Чвертко Петро Миколайович, Шкурко Віктор Григорійович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/04
Мітки: стикового, зварювання, спосіб, контактного, оплавленням
Формула / Реферат:
Способ контактной стыковой сварки оплав-лением, при котором в процессе оплавлення нагрев торцов свариваемых деталей производят при помощи двух источников питания, один из которых имеет низкое напряжение холостого хода, а другой — более высокое, способное поддерживать между оплавляемыми торцами сварочную дугу, причем другой источник питания включают в начале оплавления, отличающийся тем, что, с целью повышения производительности сварки и...
Спосіб контактного стикового зварювання оплавленням

Номер патенту: 365
Опубліковано: 30.04.1993
Автори: Ротару Іон Теодорович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Череднічок Віталій Тимофійович, Тільга Степан Сергійович, Грабчев Борис Леонідович, Богорський Михайло Володимирович, Мальцев Віктор Миколайович, Бєляєв Данило Іванович
МПК: B23K 11/04
Мітки: спосіб, оплавленням, зварювання, стикового, контактного
Формула / Реферат:
1. Способ контактной стыковой сварки оплавлением, при котором при оплавлении задают скорость подачи подвижной плиты в зависимости и от величины сигнала, пропорционального сварочному току, осуществляют останов подвижной плиты при сварочном токе, соответствующем экстремуму электрической мощности, выделяющейся в стыке, а затем скорость подачи восстанавливают отличающийся тем, что с целью повышения производительности путем интенсификации нагрева...
Попередній патент: Спосіб контактного стикового зварювання оплавленням
Наступний патент: Мотор-барабан
Випадковий патент: Гвинт для остеосинтезу