Форма для виготовлення виробів з рельєфною поверхнею
Формула / Реферат
1. Форма для изготовления изделий с рельефной поверхностью, включающая поддон с бортами, съемную прокладку с рельефообразующей поверхностью, выполненную из антиадгезионного материала, отличающаяся тем, что она дополнительно содержит верхнюю часть, идентичную поддону с бортами, донная часть которой выполнена в виде решетки, образованной конусообразными в поперечном сечении элементами, при этом в углах поддона с нижней внешней стороны имеются ловители в виде углублений, а в бортовой части - соответствующие им направляющие в виде выступов.
2. Форма по п. 1, отличающаяся тем, что поддон и верхняя часть выполнены из антиадгезионного материала, а съемная прокладка - из формованной полимерной пленки.
Текст
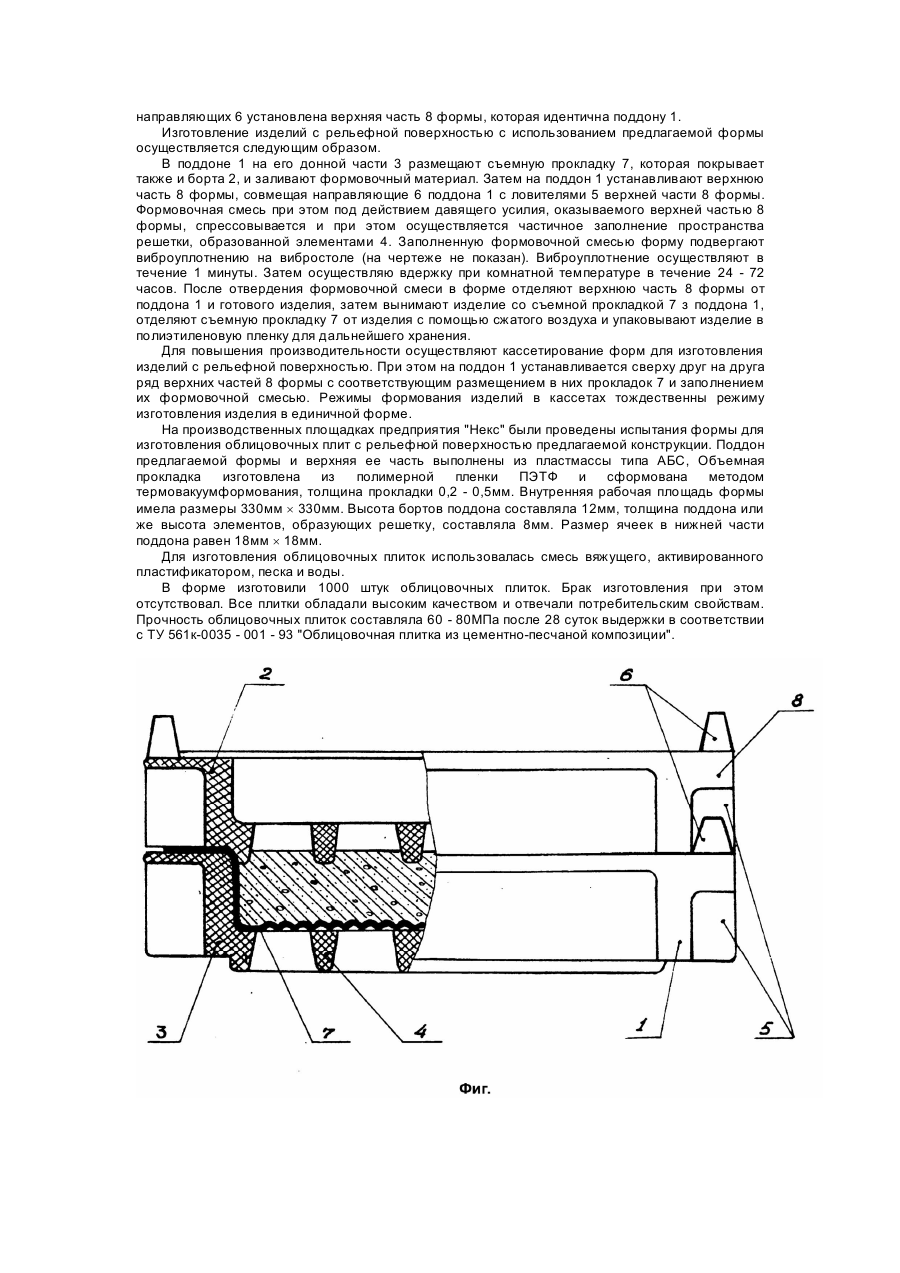
Изобретение относится к промышленности строительных материалов, в частности, к изготовлению формуемых изделий из бетона, гипса и других подобных формовочных материалов, например, облицовочных плиток. Известна форма для изготовления изделий с рельефной поверхностью [1], содержащая поддон и съемную прокладку. Поддон выполнен в виде решетки с перфорированными отверстиями различной конфигурации. На поддоне установлена бортоснастка. Съемная прокладка выполнена в виде плоского листа из резины, края которой защемлены бортоснасткой по периметру поддона. Изделия - облицовочные плитки - получают заливкой формуемой массы и ее виброуплотнением. Полученные в этой форме облицовочные плитки имеют недостаточно высокое качество и высокий процент брака из-за этого, Кроме того, они не удовлетворяют потребительским требованиям, возникновение брака - неоднородностей структуры, нарушение плоскостности поверхности, разнотолщинности, обусловлено тем, что при формировании рельефа под давлением формуемой массы и под действием вибрационных нагрузок резиновая прокладка, являясь рельефообразующим элементом, со временем меняет эластичность. В связи с изменением эластичности съемной прокладки происходит изменение глубины формуемого рельефа облицовочной плитки. Кроме того, под влиянием внутренних упругих сил, возникающих при вибрации, осуществляется неравномерное копирование рельефа по плоскости рельефообразующей поверхности. В центральной части рельеф отображается четче, чем в периферийных частях поверхности. А с изменением эластичности резиновой прокладки разнотолщинность плитки усиливается. Брак в изделиях, изготавливаемых в известной форме, возникает и из-за расслоения смеси и разрыхления структуры при вибрационном формовании, так как неоднородное распределение узлов плотности стоячих волн упругих колебаний, приводит к нарушению монолитности изделия. Кроме того, изготавливаемые изделия имеют гладкую обратную поверхность, зачастую не параллельную лицевой. Для получения облицовки с использованием таких плиток затрачивается большое количество присаживаемого раствора, укладка их требует больших трудозатрат даже у мастеров высокой квалификации. Таким образом, известная форма не обеспечивает получение качественных изделий с необходимыми потребительскими свойствами. Наиболее близкой по технической сущности и достигаемому результату является форма для изготовления изделий с рельефной поверхностью [2], содержащая поддон с бортами, съемную прокладку с рельефообразующей поверхностью. Основание поддона известной формы выполнено из металла цельным с гладкой поверхностью. Съемная прокладка выполнена из ударопрочной пластмассы, и имеет донную часть с выступающими бортами, Донная часть съемной прокладки имеет формообразующий рельеф. Изделия - облицовочные плитки - получают заливкой формуемой массы и ее виброуплотнением. Облицовочные плитки, полученные в форме известной конструкции, имеют недостаточно высокое качество и высокий процент брака из-за этого и также не удовлетворяют потребительским требованиям. Брак изделий, полученных в известной форме, возникает из-за нарушения монолитности структуры материала в процессе формования и виброуплотнения, при которых происходит расслоение формовочной смеси. В процессе виброуплотнения возникают также нарушения параллельности поверхностей изделий. Полученные изделия имеют высокую себестоимость, так элементы формы, изготовленные из металла, являются дорогостоящими. Обратная поверхность получаемых в форме изделий является гладкой. Облицовка такими изделиями - процесс трудоемкий и дорогостоящий, так как требуется большое количество присадочного раствора и большие затраты высококвалифицированного труда. Для извлечения готовых изделий сначала из поддона формы вынимают съемную прокладку с изделием, а затем вытряхивают из прокладки само изделие. При этом из-за неравномерного сцепления в точках перегиба рельефа на изделиях часто возникают сколы, что, в свою очередь, приводит к повышению количества бракованных изделий. Прокладки быстро изнашиваются. Таким образом, в известной форме нельзя получить изделия с рельефной поверхностью, имеющие необходимо высокое качество и удовлетворяющие потребительским требованиям. В основу изобретения поставлена задача усовершенствовать форму для изготовления изделий с рельефной поверхностью, в которой за счет введения новых элементов и нового выполнения известных элементов достигается снижение себестоимости изготовления изделий и повышение их качества - в частности, устраняется расслоение формовочной смеси в процессе формования и виброуплотнения, а также обеспечивается параллельность лицевой и задней поверхностей изделий при одновременном нанесении рельефа на заднюю поверхность, что улучшает потребительские свойства при полном устранении брака. Указанный технический результат достигается тем, что в форме для изготовления изделий с рельефной поверхностью включающей поддон с бортами, съемную прокладку с рельефообразующей поверхностью, выполненную из антиадгезионного материала, новым, согласно изобретению, является то, что дополнительно содержится верхняя часть, идентичная поддону с бортами, донная часть которого выполнена в виде решетки, образованной конусообразными в поперечном сечении элементами, в углах поддона с нижней внешней стороны имеются ловители в виде углублений, а в бортовой части - соответствующие им направляющие в виде выступов. При этом поддон и верхняя часть формы выполнены из антиадгезионного материала, а съемная прокладка - из формованной полимерной пленки. Причинно-следственная связь между совокупностью существенных признаков и достигаемым техническим результатом обусловлена следующим. Введение в форму для изготовления изделий с рельефным рисунком верхней части, идентичной поддону с бортами, донная часть которого выполнена в виде решетки, образованной конусообразными в поперечном сечении элементами, при выполнении в углах поддона с нижней внешней стороны ловителей в виде углублений, а в бортовой части - соответствующих им направляющих в виде выступов, а также выполнение элементов формы из материалов, антиадгезионных к формовочной смеси, позволяет получать высококачественные изделий с монолитной структурой, гладкой блестящей лицевой поверхностью и рельефной задней поверхностью, параллельной лицевой. Брак изделий устраняется полностью. Объясняется это следующим образом. Верхняя часть формы, идентичная поддону с бортами, донная часть которой выполнена в виде решетки, устанавливается так, чтобы ее направляющие в виде выступов были размещены в ловителях, выполненных в углах поддона, и при этом обеспечивается первоначальное уплотнение формовочной смеси. Формовочная смесь проникает между элементами решетки верхней части, образуя плоскость параллельную лицевой части, разделенную на мелкие квадраты. Последующее виброуплотнение смеси не приводит к расслоению формовочной смеси, так как изменяется поле распределения упругих сил в структуре изделия. Одновременно происходит образование на задней поверхности изделий рельефа в виде квадратов, при этом полностью исключается возникновение разнотолщинности изделий. Образование рельефной поверхности на оборотной стороне плитки позволяет качественно и надежно производить облицовку поверхности получаемой плиткой с низким расходом присадочного материала и малыми трудозатратами. Выполнение донной части верхней части формы в виде решетки, образованной конусообразными в поперечном сечении элементами, позволяет снизить трудозатраты при отделении верхней части формы от формуемой смеси, Наклонные стенки конусообразных элементов решетки значительно снижают силу сцепления формуемой смеси и элементов конструкции. Съемная прокладка может быть изготовлена из пленки ПЭТФ методом термовакуумформования, или подобного ей материала. Такая рельефообразующая прокладка является дешевой в изготовлении. Получение такой прокладки не требует дорогостоящей оснастки, достаточно иметь одну матрицу, на основе которой можно изготовить большое количество рельефообразующих прокладок, обладающих оптимальной сохранностью формы. Поддон и верхняя часть формы могут быть изготовлены из пластмассы. Изготовление этих деталей формы также сравнительно дешевое. При малых трудозатратах, используя одну матрицу, можно получить большое количество форм для изготовления облицовочных плиток, Низкая себестоимость изготовления деталей формы, снижает стоимость изготовления облицовочных плиток. Выполнение формы предлагаемой конструкции позволяет осуществлять их штабелирование одна на другую. Направляющие в виде выступов верхней части формы могут входить в ловители в виде углублений идентичного следующего элемента, Таким образом, возможно наращивание вверх конструкции формы для изготовления изделий с рельефным рисунком. При этом значительно увеличивается производительность при изготовлении облицовочных плитокпри использовании минимального числа элементов конструкции формы, Таким образом, форма для изготовления изделий с рельефной поверхностью предлагаемой конструкции обеспечивает изготовление облицовочной плитки, обладающей высоким качеством рельефной поверхности и удовлетворяющей потребительским требованиям при низкой себестоимости ее изготовления и высокой производительности. Сущность технического решения поясняется чертежом (фиг.), на котором изображен вид спереди формы для изготовления изделий с рельефной поверхностью с частичным продольным разрезом. Форма для изготовления изделий с рельефной поверхностью содержит поддон 1 с бортами 2, донная часть 3 которого выполнена в виде решетки, образованной элементами 4, имеющими конусообразную форму в поперечном сечении. В углах поддона 1 с нижней внешней стороны имеются ловители 5 в виде углублений, а в верхней бортовой части - соответствующие им направляющие 6 в виде выступов. Внутри поддона 1, покрывая внутреннюю поверхность бортов 2 и донной части 3, помещена съемная прокладка 7 с рельефообразующей поверхностью, выполненная из формованной полимерной планки. На поддоне 1 с помощью ловителей 5 и направляющих 6 установлена верхняя часть 8 формы, которая идентична поддону 1. Изготовление изделий с рельефной поверхностью с использованием предлагаемой формы осуществляется следующим образом. В поддоне 1 на его донной части 3 размещают съемную прокладку 7, которая покрывает также и борта 2, и заливают формовочный материал. Затем на поддон 1 устанавливают верхнюю часть 8 формы, совмещая направляющие 6 поддона 1 с ловителями 5 верхней части 8 формы. Формовочная смесь при этом под действием давящего усилия, оказываемого верхней частью 8 формы, спрессовывается и при этом осуществляется частичное заполнение пространства решетки, образованной элементами 4. Заполненную формовочной смесью форму подвергают виброуплотнению на вибростоле (на чертеже не показан). Виброуплотнение осуществляют в течение 1 минуты. Затем осуществляю вдержку при комнатной температуре в течение 24 - 72 часов. После отвердения формовочной смеси в форме отделяют верхнюю часть 8 формы от поддона 1 и готового изделия, затем вынимают изделие со съемной прокладкой 7 з поддона 1, отделяют съемную прокладку 7 от изделия с помощью сжатого воздуха и упаковывают изделие в полиэтиленовую пленку для дальнейшего хранения. Для повышения производительности осуществляют кассетирование форм для изготовления изделий с рельефной поверхностью. При этом на поддон 1 устанавливается сверху друг на друга ряд верхних частей 8 формы с соответствующим размещением в них прокладок 7 и заполнением их формовочной смесью. Режимы формования изделий в кассетах тождественны режиму изготовления изделия в единичной форме. На производственных площадках предприятия "Некс" были проведены испытания формы для изготовления облицовочных плит с рельефной поверхностью предлагаемой конструкции. Поддон предлагаемой формы и верхняя ее часть выполнены из пластмассы типа АБС, Объемная прокладка изготовлена из полимерной пленки ПЭТФ и сформована методом термовакуумформования, толщина прокладки 0,2 - 0,5мм. Внутренняя рабочая площадь формы имела размеры 330мм ´ 330мм. Высота бортов поддона составляла 12мм, толщина поддона или же высота элементов, образующих решетку, составляла 8мм. Размер ячеек в нижней части поддона равен 18мм ´ 18мм. Для изготовления облицовочных плиток использовалась смесь вяжущего, активированного пластификатором, песка и воды. В форме изготовили 1000 штук облицовочных плиток. Брак изготовления при этом отсутствовал. Все плитки обладали высоким качеством и отвечали потребительским свойствам. Прочность облицовочных плиток составляла 60 - 80МПа после 28 суток выдержки в соответствии с ТУ 561к-0035 - 001 - 93 "Облицовочная плитка из цементно-песчаной композиции".
ДивитисяДодаткова інформація
Назва патенту англійськоюMould for fabrication of articles with relief surface
Автори англійськоюYevdokymov Mykola Mykolaiovych
Назва патенту російськоюФорма для изготовления изделий с рельефной поверхностью
Автори російськоюЕвдокимов Николай Николаевич
МПК / Мітки
МПК: B28B 11/04, B28B 7/00
Мітки: виробів, поверхнею, виготовлення, форма, рельєфною
Код посилання
<a href="https://ua.patents.su/3-9634-forma-dlya-vigotovlennya-virobiv-z-relehfnoyu-poverkhneyu.html" target="_blank" rel="follow" title="База патентів України">Форма для виготовлення виробів з рельєфною поверхнею</a>
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Кравченко Юрій Павлович, Філатов Анатолій Миколайович, Анкудевич Надія Йосипівна, Кулаківський Олександр Володимирович, Ващенко Юрій Григорович
МПК: B23B 7/00
Мітки: форма, виготовлення, виробів, ніздрюватобетонних
Формула / Реферат:
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Прес-форма для виготовлення масивних гумотехнічних виробів
Номер патенту: 4566
Опубліковано: 28.12.1994
Автори: Науменко Олександр Петрович, Дзюра Євген Антонович, Коваленко Олексій Андрійович
МПК: B29C 33/10, B29C 35/04
Мітки: масивних, гумотехнічних, прес-форма, виготовлення, виробів
Формула / Реферат:
1. Пресс-форма для изготовления массивных резинотехнических изделий, содержащая верхнюю и нижнюю полуформы с вы прессовочной системой, отличающаяся тем, что вкладыши выполнены в виде пластин из теплоизоляционного материала, закрепленных на плоскостях разъема полуформ с образованием выпрессовочной системы в виде кольцевой щели.2. Пресс-форма по п. 1,отличающаяся тем, что вкладыши выполнены из фторопласта - 4
Форма для виготовлення порожнистих бетонних блоків
Номер патенту: 5420
Опубліковано: 28.12.1994
Автори: Шмуклер Ігор Валерійович, Шмуклер Валерій Семенович, Кабір Акрамул
МПК: B28B 7/16
Мітки: порожнистих, блоків, виготовлення, бетонних, форма
Формула / Реферат:
Форма для изготовления пустотелых бетонных блоков, включающая наружную опалубку с поддоном с жестко закрепленными на нем пустото-образователями и раскрывающимися бортами и съемную внутреннюю опалубку с поддоном, имеющим отверстия для пропуска пустотообразователей, и устройством для ее подъема, отличающаяся тем, что поддон внутренней опалубки выполнен с пустотелыми продольными ребрами жесткости, а устройство для ее подъема - в виде...
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Плитко Нона Миколаївна, Богацький Станіслав Леонідович
МПК: B29C 45/26
Мітки: полімерних, форма, внутрішнім, литтєва, виробів, виготовлення, піднутренням
Формула / Реферат:
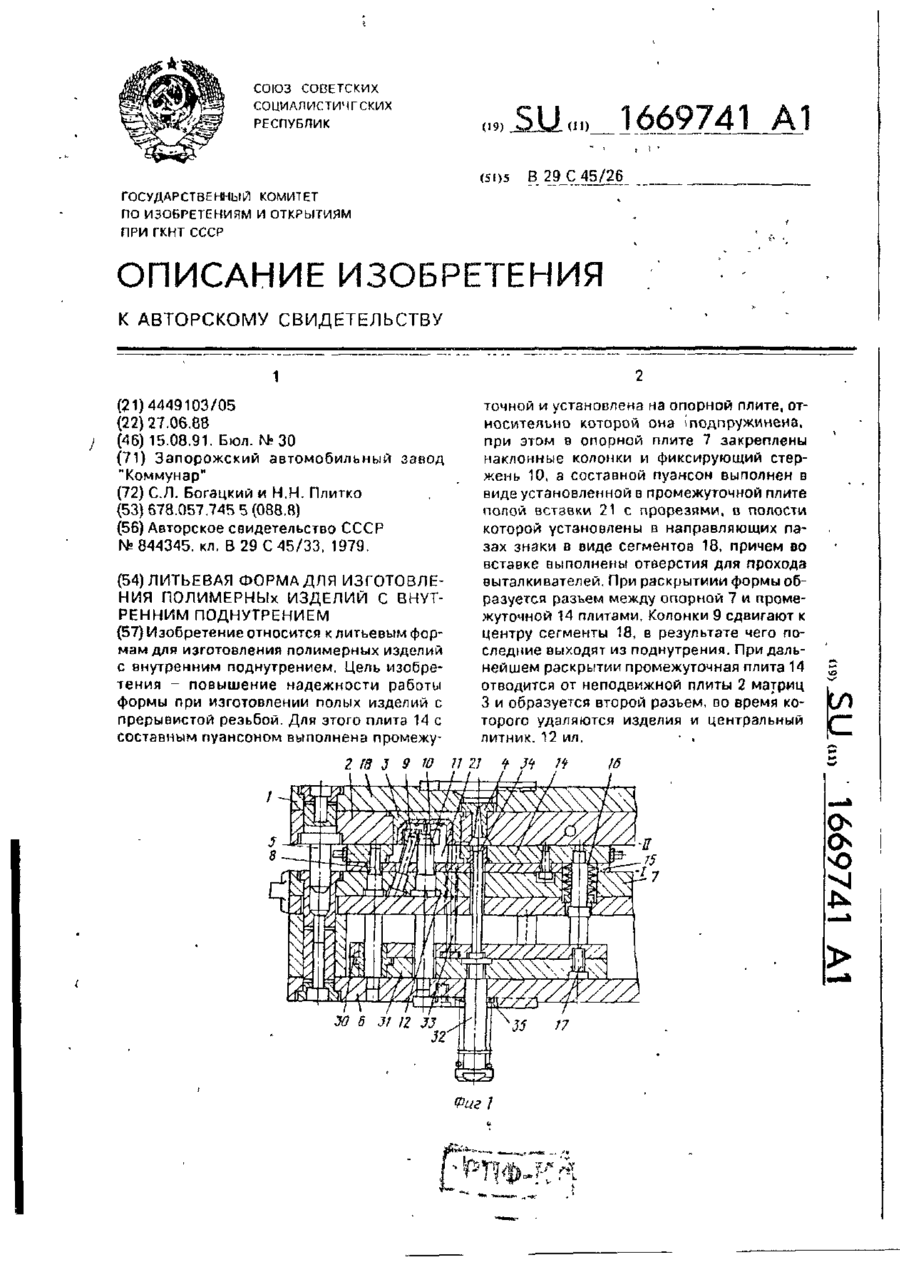
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Литтєва форма для виготовлення порожнистих виробів
Номер патенту: 5294
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 45/44, B29C 45/26
Мітки: виготовлення, порожнистих, виробів, форма, литтєва
Формула / Реферат:
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия...
Попередній патент: Верстат для динамічного балансування гранувальних дисків
Наступний патент: Бетонна суміш
Випадковий патент: Ущільнення вала