Литтєва форма для виготовлення порожнистих виробів
Формула / Реферат
1. Литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, отличающаяся тем, что форма снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия для размещения в них формующих знаков, а в подвижной полуформе установлен шибер для перемещения вкладыша и формующего знака.
2. Форма по п. 1, отличающаяся тем, что в плите съема установлены вставки для оформления внутренних поднутрений, причем во вставках выполнены отверстия для взаимодействия с формующим знаком.
Текст
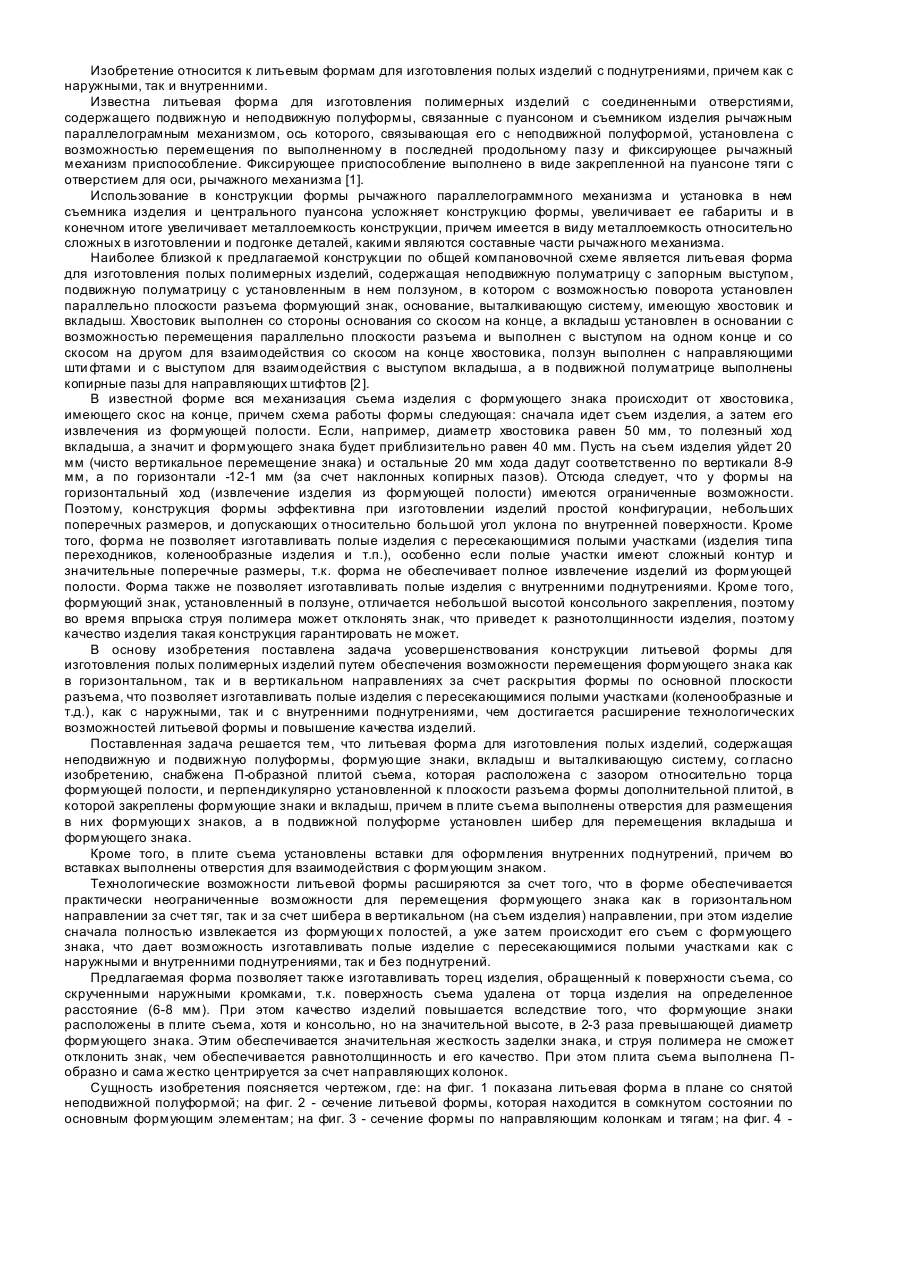
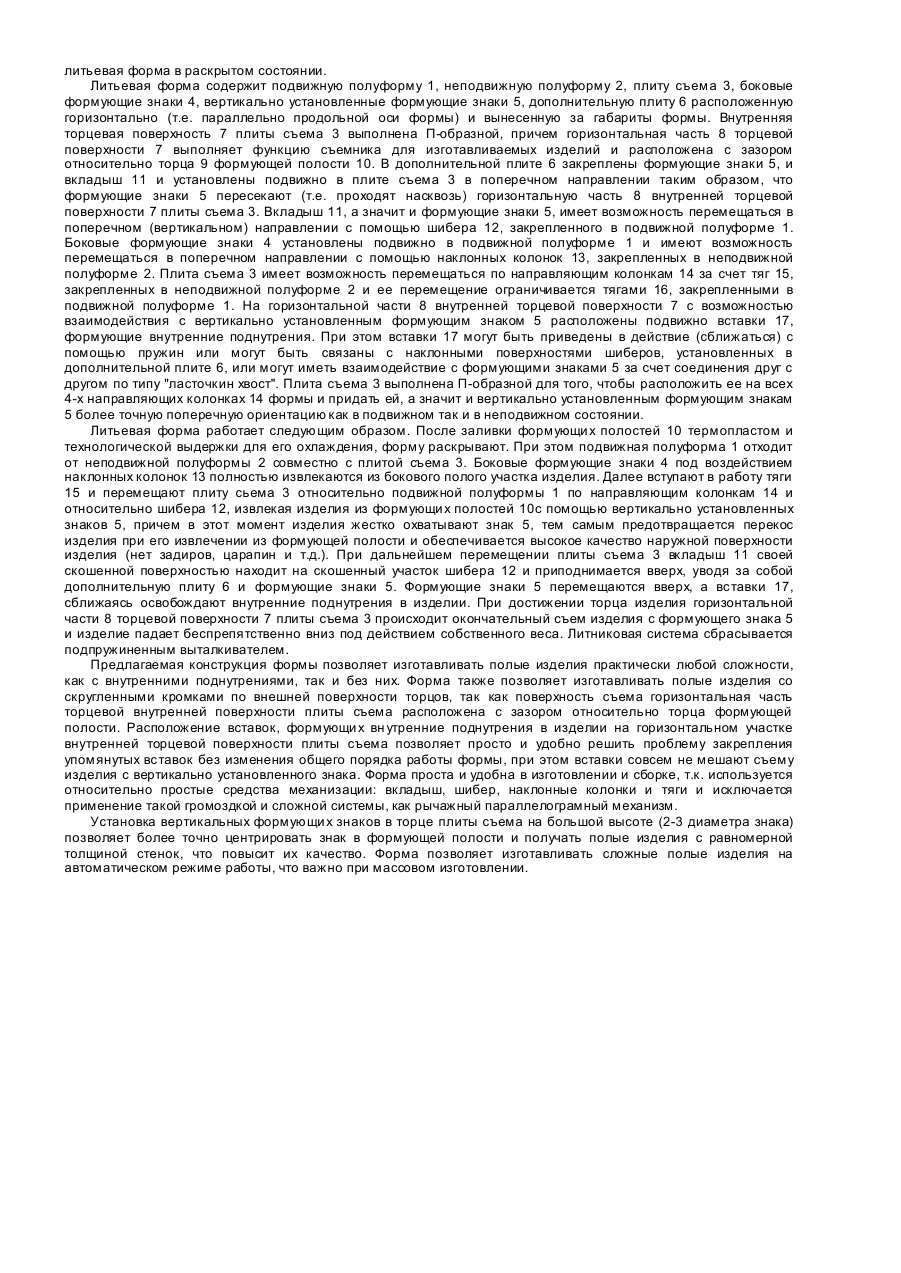
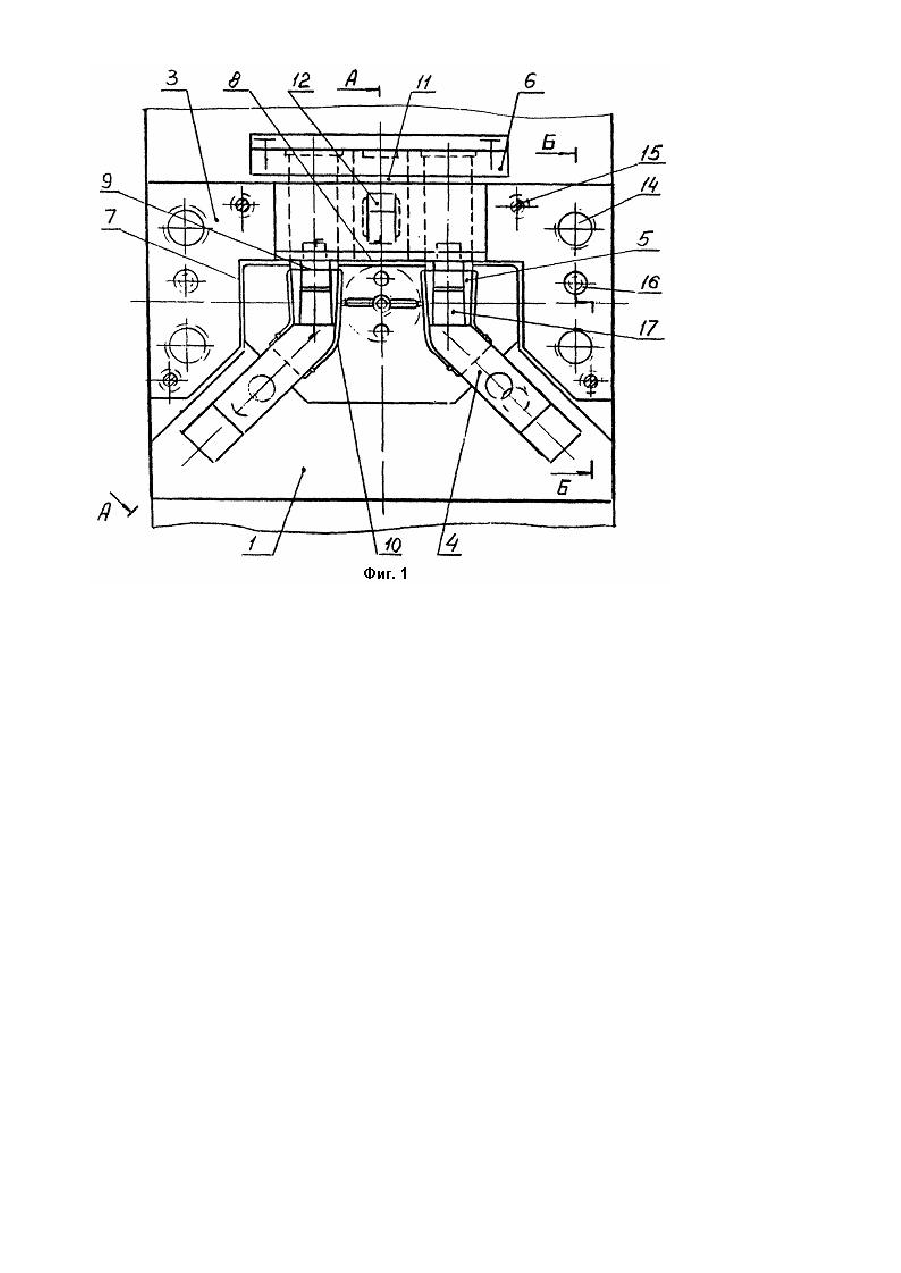
Изобретение относится к литьевым формам для изготовления полых изделий с поднутрениями, причем как с наружными, так и внутренними. Известна литьевая форма для изготовления полимерных изделий с соединенными отверстиями, содержащего подвижную и неподвижную полуформы, связанные с пуансоном и съемником изделия рычажным параллелограмным механизмом, ось которого, связывающая его с неподвижной полуформой, установлена с возможностью перемещения по выполненному в последней продольному пазу и фиксирующее рычажный механизм приспособление. Фиксирующее приспособление выполнено в виде закрепленной на пуансоне тяги с отверстием для оси, рычажного механизма [1]. Использование в конструкции формы рычажного параллелограммного механизма и установка в нем съемника изделия и центрального пуансона усложняет конструкцию формы, увеличивает ее габариты и в конечном итоге увеличивает металлоемкость конструкции, причем имеется в виду металлоемкость относительно сложных в изготовлении и подгонке деталей, какими являются составные части рычажного механизма. Наиболее близкой к предлагаемой конструкции по общей компановочной схеме является литьевая форма для изготовления полых полимерных изделий, содержащая неподвижную полуматрицу с запорным выступом, подвижную полуматрицу с установленным в нем ползуном, в котором с возможностью поворота установлен параллельно плоскости разъема формующий знак, основание, выталкивающую систему, имеющую хвостовик и вкладыш. Хвостовик выполнен со стороны основания со скосом на конце, а вкладыш установлен в основании с возможностью перемещения параллельно плоскости разъема и выполнен с выступом на одном конце и со скосом на другом для взаимодействия со скосом на конце хвостовика, ползун выполнен с направляющими шти фтами и с выступом для взаимодействия с выступом вкладыша, а в подвижной полуматрице выполнены копирные пазы для направляющих штифтов [2 ]. В известной форме вся механизация съема изделия с формующего знака происходит от хвостовика, имеющего скос на конце, причем схема работы формы следующая: сначала идет съем изделия, а затем его извлечения из формующей полости. Если, например, диаметр хвостовика равен 50 мм, то полезный ход вкладыша, а значит и формующего знака будет приблизительно равен 40 мм. Пусть на съем изделия уйдет 20 мм (чисто вертикальное перемещение знака) и остальные 20 мм хода дадут соответственно по вертикали 8-9 мм, а по горизонтали -12-1 мм (за счет наклонных копирных пазов). Отсюда следует, что у формы на горизонтальный ход (извлечение изделия из формующей полости) имеются ограниченные возможности. Поэтому, конструкция формы эффективна при изготовлении изделий простой конфигурации, небольших поперечных размеров, и допускающих о тносительно большой угол уклона по внутренней поверхности. Кроме того, форма не позволяет изготавливать полые изделия с пересекающимися полыми участками (изделия типа переходников, коленообразные изделия и т.п.), особенно если полые участки имеют сложный контур и значительные поперечные размеры, т.к. форма не обеспечивает полное извлечение изделий из формующей полости. Форма также не позволяет изготавливать полые изделия с внутренними поднутрениями. Кроме того, формующий знак, установленный в ползуне, отличается небольшой высотой консольного закрепления, поэтому во время впрыска струя полимера может отклонять знак, что приведет к разнотолщинности изделия, поэтому качество изделия такая конструкция гарантировать не может. В основу изобретения поставлена задача усовершенствования конструкции литьевой формы для изготовления полых полимерных изделий путем обеспечения возможности перемещения формующего знака как в горизонтальном, так и в вертикальном направлениях за счет раскрытия формы по основной плоскости разъема, что позволяет изготавливать полые изделия с пересекающимися полыми участками (коленообразные и т.д.), как с наружными, так и с внутренними поднутрениями, чем достигается расширение технологических возможностей литьевой формы и повышение качества изделий. Поставленная задача решается тем, что литьевая форма для изготовления полых изделий, содержащая неподвижную и подвижную полуформы, формующие знаки, вкладыш и выталкивающую систему, со гласно изобретению, снабжена П-образной плитой съема, которая расположена с зазором относительно торца формующей полости, и перпендикулярно установленной к плоскости разъема формы дополнительной плитой, в которой закреплены формующие знаки и вкладыш, причем в плите съема выполнены отверстия для размещения в них формующи х знаков, а в подвижной полуформе установлен шибер для перемещения вкладыша и формующего знака. Кроме того, в плите съема установлены вставки для оформления внутренних поднутрений, причем во вставках выполнены отверстия для взаимодействия с формующим знаком. Технологические возможности литьевой формы расширяются за счет того, что в форме обеспечивается практически неограниченные возможности для перемещения формующего знака как в горизонтальном направлении за счет тяг, так и за счет шибера в вертикальном (на съем изделия) направлении, при этом изделие сначала полностью извлекается из формующи х полостей, а уже затем происходит его съем с формующего знака, что дает возможность изготавливать полые изделие с пересекающимися полыми участками как с наружными и внутренними поднутрениями, так и без поднутрений. Предлагаемая форма позволяет также изготавливать торец изделия, обращенный к поверхности съема, со скрученными наружными кромками, т.к. поверхность съема удалена от торца изделия на определенное расстояние (6-8 мм). При этом качество изделий повышается вследствие того, что формующие знаки расположены в плите съема, хотя и консольно, но на значительной высоте, в 2-3 раза превышающей диаметр формующего знака. Этим обеспечивается значительная жесткость заделки знака, и струя полимера не сможет отклонить знак, чем обеспечивается равнотолщинность и его качество. При этом плита съема выполнена Побразно и сама жестко центрируется за счет направляющих колонок. Сущность изобретения поясняется чертежом, где: на фиг. 1 показана литьевая форма в плане со снятой неподвижной полуформой; на фиг. 2 - сечение литьевой формы, которая находится в сомкнутом состоянии по основным формующим элементам; на фиг. 3 - сечение формы по направляющим колонкам и тягам; на фиг. 4 литьевая форма в раскрытом состоянии. Литьевая форма содержит подвижную полуформу 1, неподвижную полуформу 2, плиту съема 3, боковые формующие знаки 4, вертикально установленные формующие знаки 5, дополнительную плиту 6 расположенную горизонтально (т.е. параллельно продольной оси формы) и вынесенную за габариты формы. Внутренняя торцевая поверхность 7 плиты съема 3 выполнена П-образной, причем горизонтальная часть 8 торцевой поверхности 7 выполняет функцию съемника для изготавливаемых изделий и расположена с зазором относительно торца 9 формующей полости 10. В дополнительной плите 6 закреплены формующие знаки 5, и вкладыш 11 и установлены подвижно в плите съема 3 в поперечном направлении таким образом, что формующие знаки 5 пересекают (т.е. проходят насквозь) горизонтальную часть 8 внутренней торцевой поверхности 7 плиты съема 3. Вкладыш 11, а значит и формующие знаки 5, имеет возможность перемещаться в поперечном (вертикальном) направлении с помощью шибера 12, закрепленного в подвижной полуформе 1. Боковые формующие знаки 4 установлены подвижно в подвижной полуформе 1 и имеют возможность перемещаться в поперечном направлении с помощью наклонных колонок 13, закрепленных в неподвижной полуформе 2. Плита съема 3 имеет возможность перемещаться по направляющим колонкам 14 за счет тяг 15, закрепленных в неподвижной полуформе 2 и ее перемещение ограничивается тягами 16, закрепленными в подвижной полуформе 1. На горизонтальной части 8 внутренней торцевой поверхности 7 с возможностью взаимодействия с вертикально установленным формующим знаком 5 расположены подвижно вставки 17, формующие внутренние поднутрения. При этом вставки 17 могут быть приведены в действие (сближаться) с помощью пружин или могут быть связаны с наклонными поверхностями шиберов, установленных в дополнительной плите 6, или могут иметь взаимодействие с формующими знаками 5 за счет соединения друг с другом по типу "ласточкин хвост". Плита съема 3 выполнена П-образной для того, чтобы расположить ее на всех 4-х направляющих колонках 14 формы и придать ей, а значит и вертикально установленным формующим знакам 5 более точную поперечную ориентацию как в подвижном так и в неподвижном состоянии. Литьевая форма работает следующим образом. После заливки формующи х полостей 10 термопластом и технологической выдержки для его охлаждения, форму раскрывают. При этом подвижная полуформа 1 отходит от неподвижной полуформы 2 совместно с плитой съема 3. Боковые формующие знаки 4 под воздействием наклонных колонок 13 полностью извлекаются из бокового полого участка изделия. Далее вступают в работу тяги 15 и перемещают плиту сьема 3 относительно подвижнойполуформы 1 по направляющим колонкам 14 и относительно шибера 12, извлекая изделия из формующи х полостей 10с помощью вертикально установленных знаков 5, причем в этот момент изделия жестко охватывают знак 5, тем самым предотвращается перекос изделия при его извлечении из формующей полости и обеспечивается высокое качество наружной поверхности изделия (нет задиров, царапин и т.д.). При дальнейшем перемещении плиты съема 3 вкладыш 11 своей скошенной поверхностью находит на скошенный участок шибера 12 и приподнимается вверх, уводя за собой дополнительную плиту 6 и формующие знаки 5. Формующие знаки 5 перемещаются вверх, а вставки 17, сближаясь освобождают внутренние поднутрения в изделии. При достижении торца изделия горизонтальной части 8 торцевой поверхности 7 плиты съема 3 происходит окончательный съем изделия с формующего знака 5 и изделие падает беспрепятственно вниз под действием собственного веса. Литниковая система сбрасывается подпружиненным выталкивателем. Предлагаемая конструкция формы позволяет изготавливать полые изделия практически любой сложности, как с внутренними поднутрениями, так и без них. Форма также позволяет изготавливать полые изделия со скругленными кромками по внешней поверхности торцов, так как поверхность съема горизонтальная часть торцевой внутренней поверхности плиты съема расположена с зазором относительно торца формующей полости. Расположение вставок, формующи х вн утренние поднутрения в изделии на горизонтальном участке внутренней торцевой поверхности плиты съема позволяет просто и удобно решить проблему закрепления упомянутых вставок без изменения общего порядка работы формы, при этом вставки совсем не мешают съему изделия с вертикально установленного знака. Форма проста и удобна в изготовлении и сборке, т.к. используется относительно простые средства механизации: вкладыш, шибер, наклонные колонки и тяги и исключается применение такой громоздкой и сложной системы, как рычажный параллелограмный механизм. Установка вертикальных формующи х знаков в торце плиты съема на большой высоте (2-3 диаметра знака) позволяет более точно центрировать знак в формующей полости и получать полые изделия с равномерной толщиной стенок, что повысит их качество. Форма позволяет изготавливать сложные полые изделия на автоматическом режиме работы, что важно при массовом изготовлении.
ДивитисяДодаткова інформація
Назва патенту англійськоюCasting form for manufacture of hollow articles
Автори англійськоюBakai Serhii Panasovych
Назва патенту російськоюЛитейная форма для изготовления полых изделий
Автори російськоюБакай Сергей Афанасьевич
МПК / Мітки
МПК: B29C 45/44, B29C 45/26
Мітки: литтєва, форма, виготовлення, порожнистих, виробів
Код посилання
<a href="https://ua.patents.su/5-5294-littehva-forma-dlya-vigotovlennya-porozhnistikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Литтєва форма для виготовлення порожнистих виробів</a>
Литтєва форма для виготовлення полімерних виробів з внутрішнім піднутренням
Номер патенту: 218
Опубліковано: 30.04.1993
Автори: Богацький Станіслав Леонідович, Плитко Нона Миколаївна
МПК: B29C 45/26
Мітки: литтєва, піднутренням, виробів, полімерних, форма, виготовлення, внутрішнім
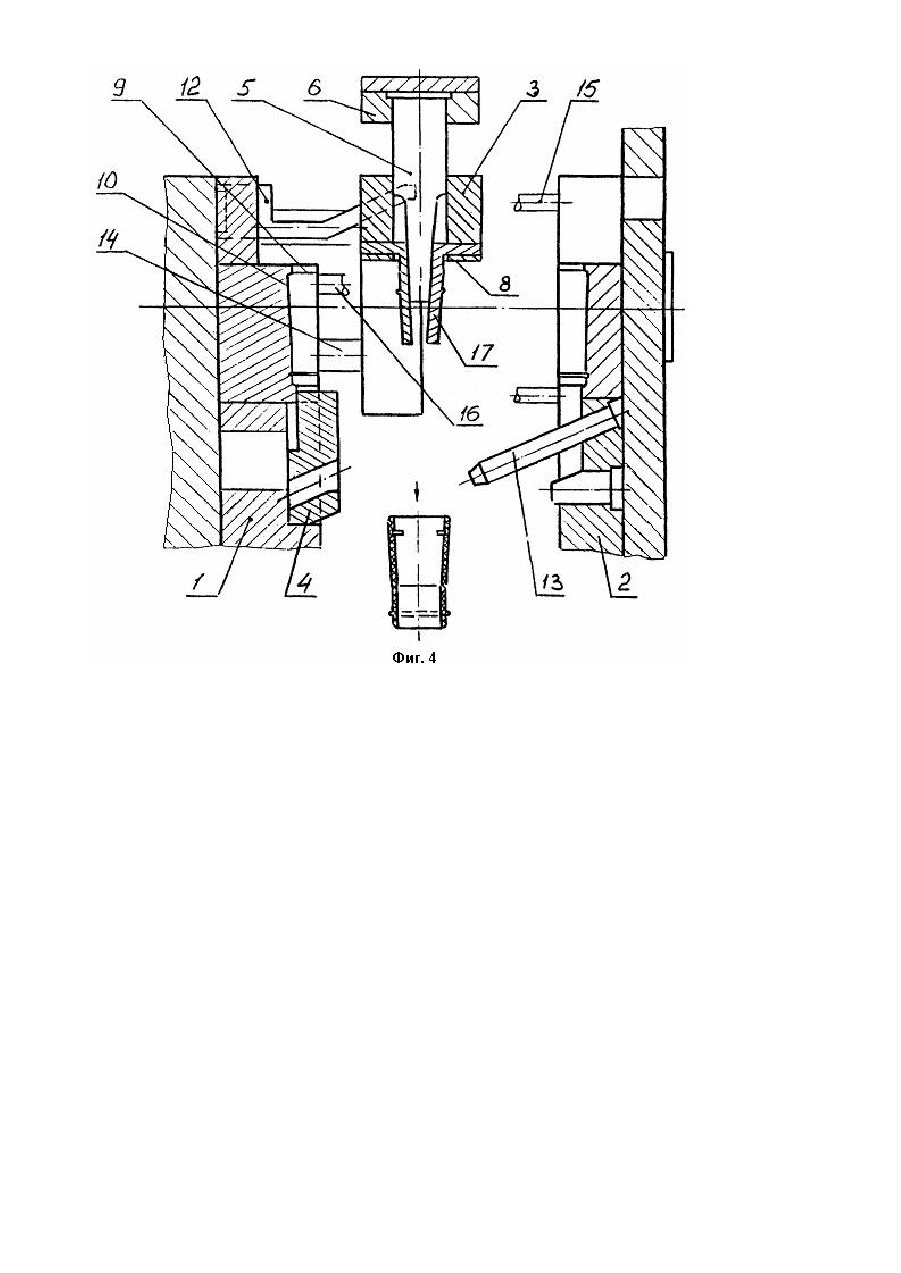
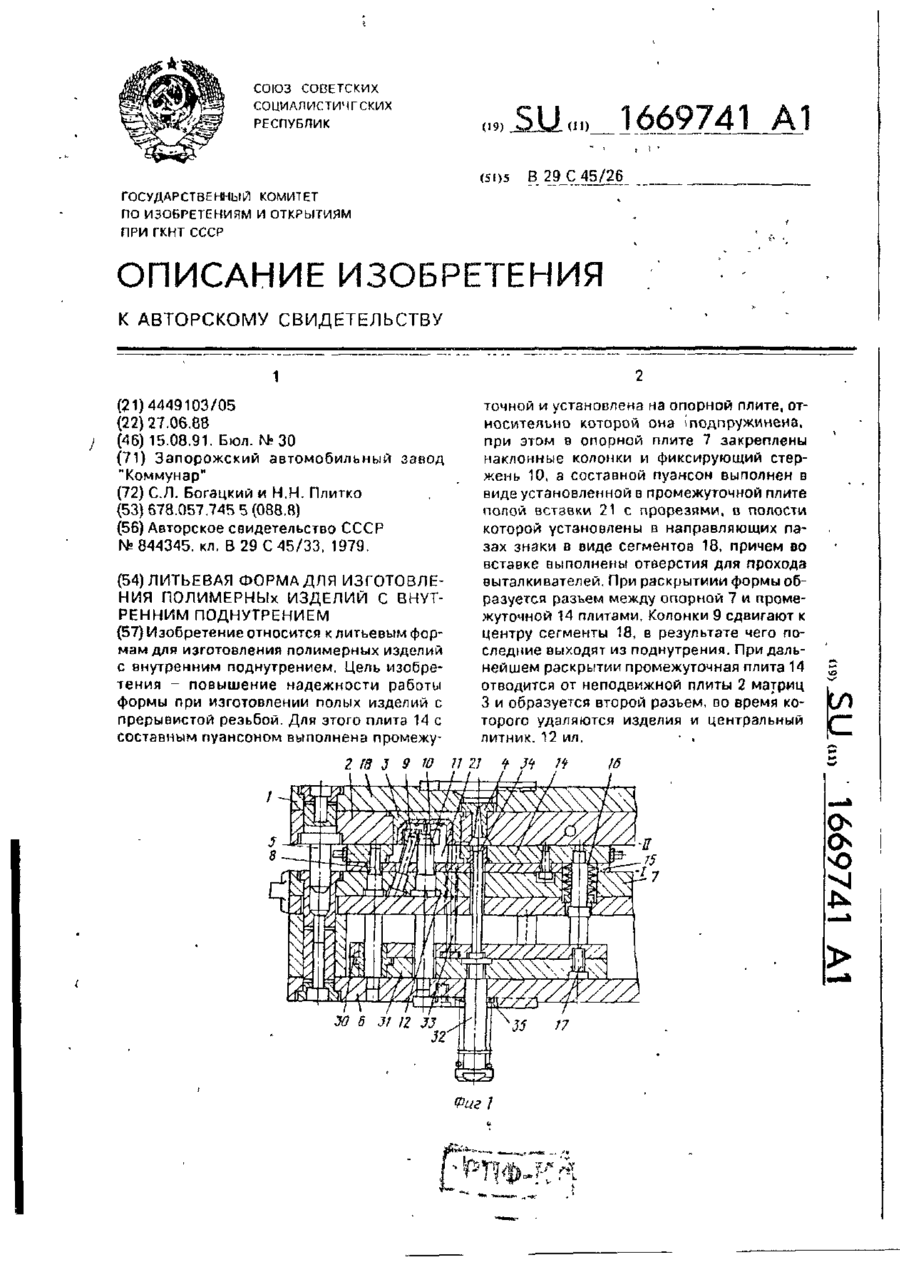
Формула / Реферат:
Литьевая форма для изготовления полимерных изделий с внутренним поднутрением, содержащая неподвижную плиту матриц, плиту с составным пуансоном, опорную плиту, наклонные колонки для перемещения знаков пуансона, фиксирующий стержень для знаков и плиты выталкивания с выталкивателями, отличающаяся тем, что. с целью повышения надежности работы формы при изготовлении полых изделий с прерывистой резьбой, плита с составным пуансоном выполнена...
Литтєва форма для виготовлення виробів з піднутрінням
Номер патенту: 5293
Опубліковано: 28.12.1994
Автор: Бакай Сергій Панасович
МПК: B29C 33/44, B29C 45/44
Мітки: виготовлення, виробів, литтєва, піднутрінням, форма
Формула / Реферат:
1. Литьевая форма для изготовления изделий с поднутрениями, содержащая неподвижную литниковую плиту, основание, подвижные плиты, пуансоны, подвижные вставки и механизм разъема подвижных плит, включающий копирную колонку со срезом и клиновидным пазом и тянущую колонку со срезом и поперечным пазом, взаимодействующие с поворотным пальцем с двумя пазами, стенка одного из которых имеет опорный выступ, отличающаяся тем, что в пазу поворотного...
Форма для виготовлення порожнистих бетонних блоків
Номер патенту: 5420
Опубліковано: 28.12.1994
Автори: Шмуклер Валерій Семенович, Кабір Акрамул, Шмуклер Ігор Валерійович
МПК: B28B 7/16
Мітки: порожнистих, форма, блоків, виготовлення, бетонних
Формула / Реферат:
Форма для изготовления пустотелых бетонных блоков, включающая наружную опалубку с поддоном с жестко закрепленными на нем пустото-образователями и раскрывающимися бортами и съемную внутреннюю опалубку с поддоном, имеющим отверстия для пропуска пустотообразователей, и устройством для ее подъема, отличающаяся тем, что поддон внутренней опалубки выполнен с пустотелыми продольными ребрами жесткости, а устройство для ее подъема - в виде...
Форма для виготовлення ніздрюватобетонних виробів
Номер патенту: 2382
Опубліковано: 26.12.1994
Автори: Кравченко Юрій Павлович, Кулаківський Олександр Володимирович, Філатов Анатолій Миколайович, Ващенко Юрій Григорович, Анкудевич Надія Йосипівна
МПК: B23B 7/00
Мітки: ніздрюватобетонних, форма, виготовлення, виробів
Формула / Реферат:
Форма для изготовления ячеистобетонных изделий, содержащая жесткую раму, внутри которой смонтированы подвижные борта, соединенные с ней механизмом горизонтального перемещения, отличающаяся тем, что форма снабжена сменным поддоном и уплотнением для герметизации стыковых соединений бортов с поддоном, закрепленным в нижней части борта и выполненным в виде подвижной скобы с прижимной пружиной, внутри которой размещены эластичные полосы с...
Форма жердева в.в. для вулканізації нескінченних гумових виробів
Номер патенту: 515
Опубліковано: 30.04.1993
Автор: Жердев Володимир Васильович
МПК: B29K 19/00, B29C 35/04, B29L 29/00, B29C 33/48
Мітки: форма, жердева, в.в, гумових, вулканізації, виробів, нескінченних
Формула / Реферат:
(57) Форма для вулканизации бесконечных резиновых изделий, содержащая две пары диаметрально противоположно расположенных больших и малых сегментов с наклонными плоскостями разъема, на которых выполнены выступы и впадины с поперечным трапецеидальным сечением, фиксирующие сегменты в аксиальном направлении, и элементы для фиксации сегментов в радиальном направлении, отличающаяся тем, что, с целью повышения надежности работы формы и качества...
Попередній патент: Бульдозер
Наступний патент: Генератор шуму
Випадковий патент: Спосіб моделювання затримки внутрішньоутробного розвитку плоду, що обумовлена хронічною плацентарною недостатністю комбінованого генезу