Спосіб шліфування засипних апаратів доменних печей
Формула / Реферат
Спосіб шліфування засипних апаратів доменних печей, що включає багатопрохідну механічну обробку абразивним інструментом з корекцією його положення відносно оброблюваної деталі, який відрізняється тим, що після першого подовжнього ходу, здійсненого з автоматичною подовжньою і одночасною ручною поперечною подачею інструменту, компенсуючою знос абразивного круга, визначуваний по лімбу поперечної подачі як різниця початкового і кінцевого поперечного положення абразивного круга, для подальшої обробки, здійснюваної тільки з подовжньою подачею, змінюють напрям руху шліфувального круга на кут, що визначається по формулі:
![]() , (1)
, (1)
де ![]() - поправочний кут повороту полозків верстата (град.);
- поправочний кут повороту полозків верстата (град.);
![]() - знос абразивного круга за перший подовжній хід (мм);
- знос абразивного круга за перший подовжній хід (мм);
![]() - ширина шліфованої поверхні (мм).
- ширина шліфованої поверхні (мм).
Текст
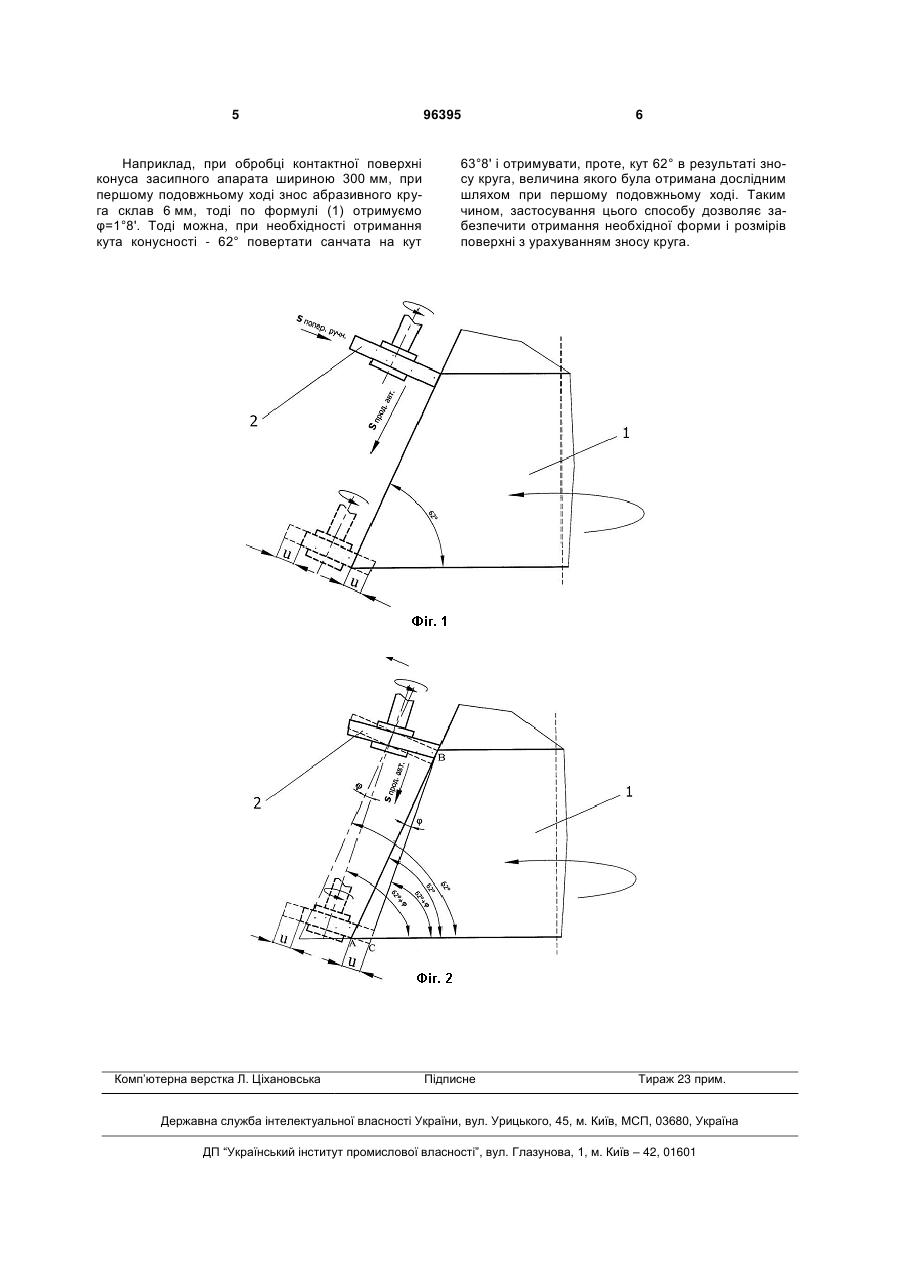
Спосіб шліфування засипних апаратів доменних печей, що включає багатопрохідну механічну обробку абразивним інструментом з корекцією його положення відносно оброблюваної деталі, який відрізняється тим, що після першого по 3 96395 ході робиться корекція поперечного положення інструменту на розраховані величини подачі. Поперечна подача інструменту визначається з умови, що сума радіуса обробки і похибки із заданою вірогідністю потрапить у встановлене поле допуску. Недоліком цього способу є те, що для його реалізації необхідно або створити спеціальний шліфувальний верстат, або поперечну подачу виконувати вручну, так, як на шліфувальних верстатах поперечна подача в автоматичному режимі здійснюється імпульсно на задану величину, після кожного подовжнього ходу столу. Другий варіант, тобто з ручною поперечною подачею, можна здійснити, але при цьому, в результаті подачі абразивного круга вручну, утворюються припікання, уступи, виникає небезпека розриву круга із-за переривчастої ручної подачі, періодичних, нічим не обмежених, навантажень. В результаті такого способу обробки твірна обробленої поверхні виявляється криволінійною. Таким чином, недосконалість згаданих способів полягає в тому, що обробка важкооброблюваних матеріалів здійснюється або занадто твердими кругами, які характеризуються малою величиною зносу, чим могло б забезпечуватися отримання необхідної геометричної форми конічної поверхні, але призводить до значного погіршення якості обробленої поверхні, або відносно швидкозношуваними абразивними кругами, з правкою робочої поверхні в процесі шліфування, проте при цьому не забезпечується отримання необхідної геометричної форми конічної поверхні. Для одночасного досягнення високої якості обробки поверхонь за одну операцію, очевидно, потрібні нові технічні рішення. У зв'язку з цим була поставлена задача - удосконалити спосіб шліфування засипних апаратів доменних печей, в якому за рахунок використання абразивних кругів з невисокою твердістю зв'язки і автоматичною компенсацією зносу абразивного круга в процесі кожного подовжнього ходу досяга 4 ється підвищення якості і точності геометричної форми. Поставлена задача вирішується тим, що в способі шліфування засипних апаратів доменних печей, що містить багатопрохідну механічну обробку абразивним інструментом з корекцією його положення відносно оброблюваної деталі, відповідно до винаходу, після першого подовжнього ходу здійсненого з автоматичною подовжньою і одночасною ручною поперечною подачею інструменту, компенсуючою знос абразивного круга, визначуваний по лімбу поперечної подачі як різниця початкового і кінцевого поперечного положення абразивного круга, для подальшої обробки здійснюваної тільки з подовжньою подачею, змінюють напрям руху шліфувального круга на кут, визначуваний по формулі: u (1) arctg , l де - поправочний кут повороту полозків верстата(град.); u - знос абразивного круга за перший подовжній хід (мм); l - ширина шліфованої поверхні (мм). Суть винаходу пояснюється кресленням, де на фіг.1 показана схема абразивної обробки конуса 1, абразивним кругом 2, з автоматичною подовжньою і одночасною ручною поперечною подачами. В процесі переміщення круга 2 уздовж твірної конуса 1 круг зношується на величину u . При цьому знос абразивного круга компенсують ручною поперечною подачею Sпопер.ручн. На фіг.2 - показана схема абразивної обробки здійснюваної після першого робочого ходу, де для подальшої обробки здійснюваної тільки з подовжньою подачею, змінюють напрям руху шліфувального круга на кут . У виробничих умовах цей спосіб реалізується таким чином: по таблиці 1 вибирають найближчу за значенням величину зносу абразивного круга і відповідний їй кут, на який треба додатково до креслярського кута повернути полозки верстата. Таблиця Взаємозв'язок між зносом абразивного круга і кутом повороту φ° полозків знос круга, u (мм) Кут повороту полозків φ (°) знос круга, u (мм) 0,5 1 1,5 2 2,5 3 3,5 4 4,5 5 6 7 8 9 5' 11' 17' 23' 28' 34' 40' 45' 51' 57' 1°8' 1°20' 1°31' 1°43' 10 11 12 13 14 15 16 17 18 19 20 21 22 23 кут повороту полозків φ (°) 1°54' 2°6' 2°17' 2°28' 2°40' 2°51' 3°3' 3°14' 3°26' 3°37' 3°48' 4° 4°11' 4°23' 5 Наприклад, при обробці контактної поверхні конуса засипного апарата шириною 300 мм, при першому подовжньому ході знос абразивного круга склав 6 мм, тоді по формулі (1) отримуємо φ=1°8'. Тоді можна, при необхідності отримання кута конусності - 62° повертати санчата на кут Комп’ютерна верстка Л. Ціхановська 96395 6 63°8' і отримувати, проте, кут 62° в результаті зносу круга, величина якого була отримана дослідним шляхом при першому подовжньому ході. Таким чином, застосування цього способу дозволяє забезпечити отримання необхідної форми і розмірів поверхні з урахуванням зносу круга. Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding charging equipment of blast furnaces
Автори англійськоюAndilakhai Volodymyr Oleksandrovych
Назва патенту російськоюСпособ шлифования засыпных аппаратов доменных печей
Автори російськоюАндилахай Владимир Александрович
МПК / Мітки
МПК: B23Q 15/00, B24B 51/00, B24B 5/36
Мітки: печей, доменних, спосіб, шліфування, засипних, апаратів
Код посилання
<a href="https://ua.patents.su/3-96395-sposib-shlifuvannya-zasipnikh-aparativ-domennikh-pechejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування засипних апаратів доменних печей</a>
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Молчанов Олександр Дмитрієвич, Бєлов Сергій Геннадійович, Гусєв Володимир Владиленович, Вяльцев Микола Васильович
МПК: B24B 9/06
Мітки: поверхонь, спосіб, плоских, шліфування
Формула / Реферат:
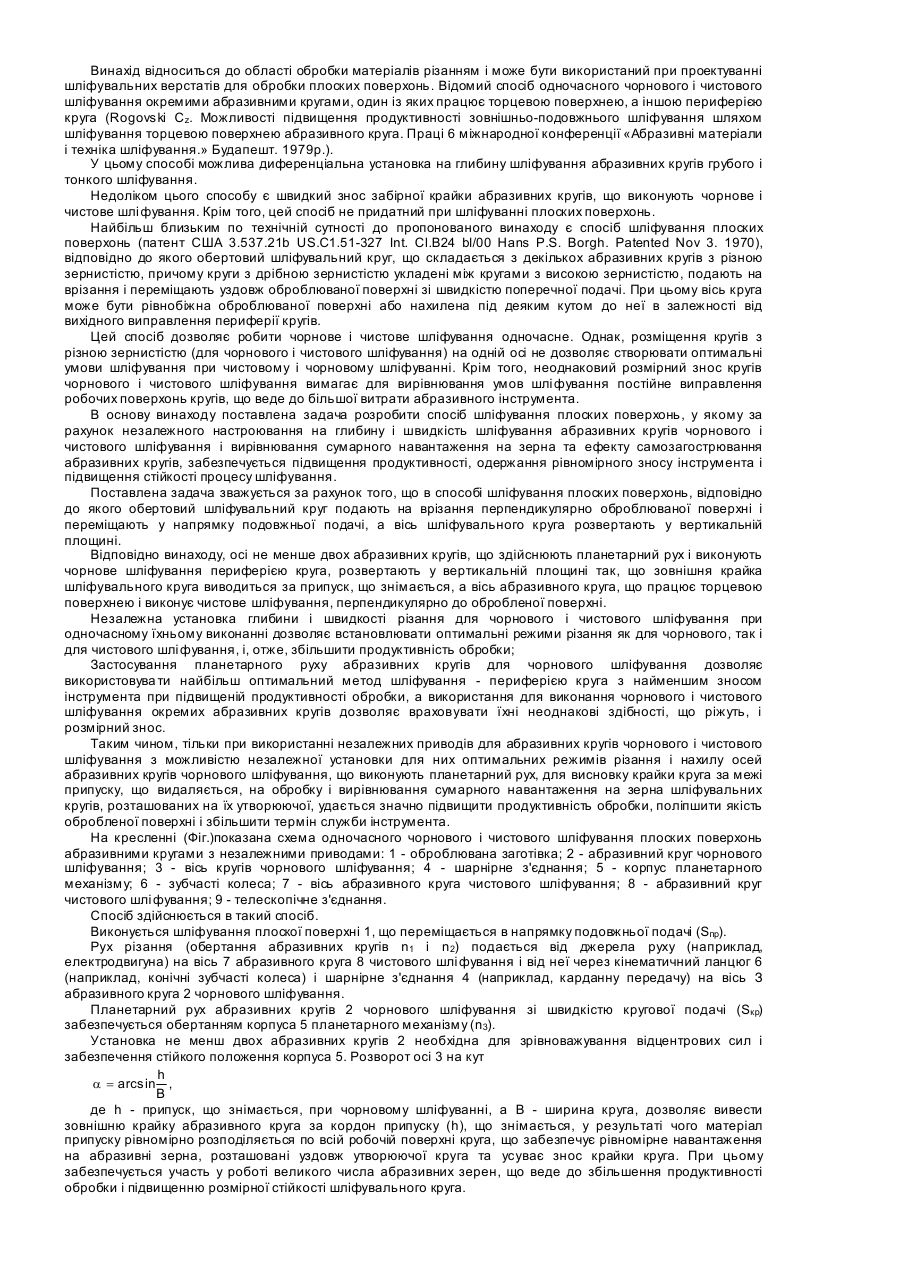
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Спосіб виробництва агломерату для промивань доменних печей
Номер патенту: 39389
Опубліковано: 15.06.2001
Автори: Панченко Олег Анатолійович, Руденко Микола Романович, Зайвий Олександр Миколайович, Руденко Юрій Романович, Несвіт Володимир Васильович, Сітало Олександр Олексійович, Іванов Олександр Кирилович
Мітки: печей, агломерату, спосіб, виробництва, промивань, доменних
Формула / Реферат:
Спосіб виробництва агломерату для промивань доменних печей, що включає введення залізовмісної добавки в аглошихту із залізорудних компонентів і палива, її змішування, грудкування, спікання, який відрізняється тим, що спікання агломераційної шихти здійснюють до залишкового утримання 15-45% закису заліза, із розташуванням у матриці агломерату конвертерного шлаку фракції 5-40 мм.
Спосіб виробництва агломерату для промивання доменних печей
Номер патенту: 43594
Опубліковано: 17.12.2001
Автори: Логвиненко Володимир Васильович, Крупій Володимир Григорович, Руденко Юрій Романович, Пихтін Володимир Володимирович, Сітало Олександр Олексійович, Несвіт Володимир Васильович, Руденко Микола Романович, Моцний Валерій Васильович
Мітки: печей, промивання, спосіб, виробництва, доменних, агломерату
Формула / Реферат:
Спосіб виробництва агломерату для промивання доменних печей, що включає введення залізовмісної добавки в аглошихту із залізорудних компонентів і палива, її змішування, грудкування і спікання, який відрізняється тим, що спікання аглошихти здійснюється до залишкового вмісту 9 - 45% закису заліза, з розташуванням у матриці агломерату руди фракції 6 - 20 мм.
Спосіб зміцнення фурм доменних печей
Номер патенту: 13170
Опубліковано: 15.03.2006
Автори: Сазонов Сергій Іванович, Тракшинський Роман Борисович
МПК: F23D 14/46
Мітки: печей, зміцнення, доменних, спосіб, фурм
Формула / Реферат:
Спосіб зміцнення фурм доменних печей, що включає автоматичне газове наплавлення на їх бічні поверхні тугоплавкого матеріалу, який відрізняється тим, що наплавлення здійснюють композиційним матеріалом, що містить тугоплавкий дисперсний порошок (карбід кремнію) у кількості 70-80% по об'єму і 20-30% по об'єму високопровідної матриці (міді), із забезпеченням товщини наплавленого шару 2-4 мм, причому подача металопорошкової шихти на поверхню, що...
Спосіб утилізації тепла відхідних димових газів повітронагрівників доменних печей
Номер патенту: 81877
Опубліковано: 11.02.2008
Автори: Флейшман Юрій Мусійович, Крівченко Юрій Сергійович, Жаріков Альберт Миколайович, Панін Віктор Миколайович, Александров Валентин Олександрович, Вибиванець Олег Олексійович
МПК: C21B 9/00, C21B 9/10, C21B 9/14
Мітки: димових, печей, відхідних, утилізації, повітронагрівників, газів, тепла, спосіб, доменних
Формула / Реферат:
Спосіб утилізації тепла відхідних димових газів двох і більше повітронагрівників доменних печей, який включає підведення одного і більше компонентів горіння, що нагріваються, по підвідному колектору в канали встановлених в потоці відхідних димових газів теплообмінників, їх розподіл по каналах і відведення, який відрізняється тим, що розподіл проводять по каналах одного і більше теплообмінників, встановлених в потоці відхідних димових газів в...
Попередній патент: Апарат для вирощування мікроорганізмів
Наступний патент: Чистий пусковий комплекс ковальова для космічного носія
Випадковий патент: Спосіб оцінки експресії тромбоцитарних рецепторів