Способи змащування для поліпшення здатності деформуватися при штампуванні
Номер патенту: 109907
Опубліковано: 26.10.2015
Автори: Оппенхаймер Скотт, Форбз Джоунс Робін М., Мінісандрам Рамеш, Тома Жан-Філіпп, Мантіон Джон
Формула / Реферат
1. Спосіб змащення при штампуванні, що включає:
розміщення листа твердого графіту між заготовкою і матрицею штампа в штампувальному апараті, при цьому заготовка включає титан, титановий сплав, цирконій або цирконієвий сплав; і
прикладання зусилля до заготовки для пластичної деформації заготовки матрицею штампа,
причому заготовка при деформації знаходиться при температурі понад 1000° F, а коефіцієнт зсуву між матрицею штампа і заготовкою при деформації складає менше 0,50.
2. Спосіб за п. 1, який відрізняється тим, що заготовка при деформації знаходиться при температурі в діапазоні від 1000° F до 1600° F, а коефіцієнт зсуву між матрицею штампа і заготовкою під час деформації знаходиться в діапазоні від 0,09 до 0,20.
3. Спосіб за п. 1, який відрізняється тим, що розміщення листа твердого графіту між заготовкою і матрицею штампа в штампувальному апараті включає:
розміщення листа твердого графіту на верхній поверхні нижньої матриці; і
розміщення заготовки на листі твердого графіту, при цьому лист твердого графіту розташовують між нижньою поверхнею заготовки і верхньою поверхнею нижньої матриці штампувального апарата.
4. Спосіб за п. 3, який відрізняється тим, що додатково включає розміщення додаткового листа твердого графіту на верхній поверхні заготовки.
5. Спосіб за п. 1, який відрізняється тим, що додатково включає нагрівання матриці штампа перед розміщенням листа твердого графіту між заготовкою і матрицею штампа в штампувальному апараті.
6. Спосіб за п. 1, який відрізняється тим, що заготовку пластично деформують способом штампування, вибраним із групи, що складається зі штампування з рознімною матрицею, штампування із закритою матрицею, пресування прямим методом, зворотного пресування, радіального штампування, плющення й штампування витягуванням.
7. Спосіб за п. 1, який відрізняється тим, що заготовку пластично деформують одним зі способів штампування форми, близької до заданої, і штампування чистової форми.
8. Спосіб за п. 1, який відрізняється тим, що додатково включає видалення твердого графіту, що залишився, із заготовки після пластичної деформації заготовки.
9. Спосіб за п. 1, який відрізняється тим, що лист твердого графіту запобігає блокуванню заготовки на матриці штампа.
10. Спосіб за п. 1, який відрізняється тим, що штампувальний апарат містить штампувальний апарат із закритою матрицею, при цьому лист твердого графіту містить попередньо сформовану форму, що відповідає контуру не менше області матриці.
11. Спосіб за п. 10, який відрізняється тим, що розміщення листа твердого графіту між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає:
вставлення листа твердого графіту усередину порожнини в матриці, при цьому попередньо сформована форма листа твердого графіту відповідає контуру не менше області матриці в порожнині матриці; і
вставлення заготовки усередину порожнини в матриці і на лист твердого графіту;
при цьому лист твердого графіту поміщають між нижньою поверхнею заготовки і верхньою поверхнею матриці в порожнині матриці.
12. Спосіб за п. 10, який відрізняється тим, що розміщення листа твердого графіту між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає:
вставлення першого листа твердого графіту усередину порожнини в матриці в штампувальний апарат із закритою матрицею, при цьому перший лист твердого графіту містить попередньо сформовану форму, що відповідає контуру щонайменше області матриці в нижній порожнині в матриці;
вставлення заготовки усередину порожнини в матриці і на перший лист твердого графіту; і
розміщення другого листа твердого графіту між верхньою поверхнею заготовки і нижньою поверхнею верхньої матриці в штампувальному апараті із закритою матрицею.
13. Спосіб змащення при штампуванні, що включає:
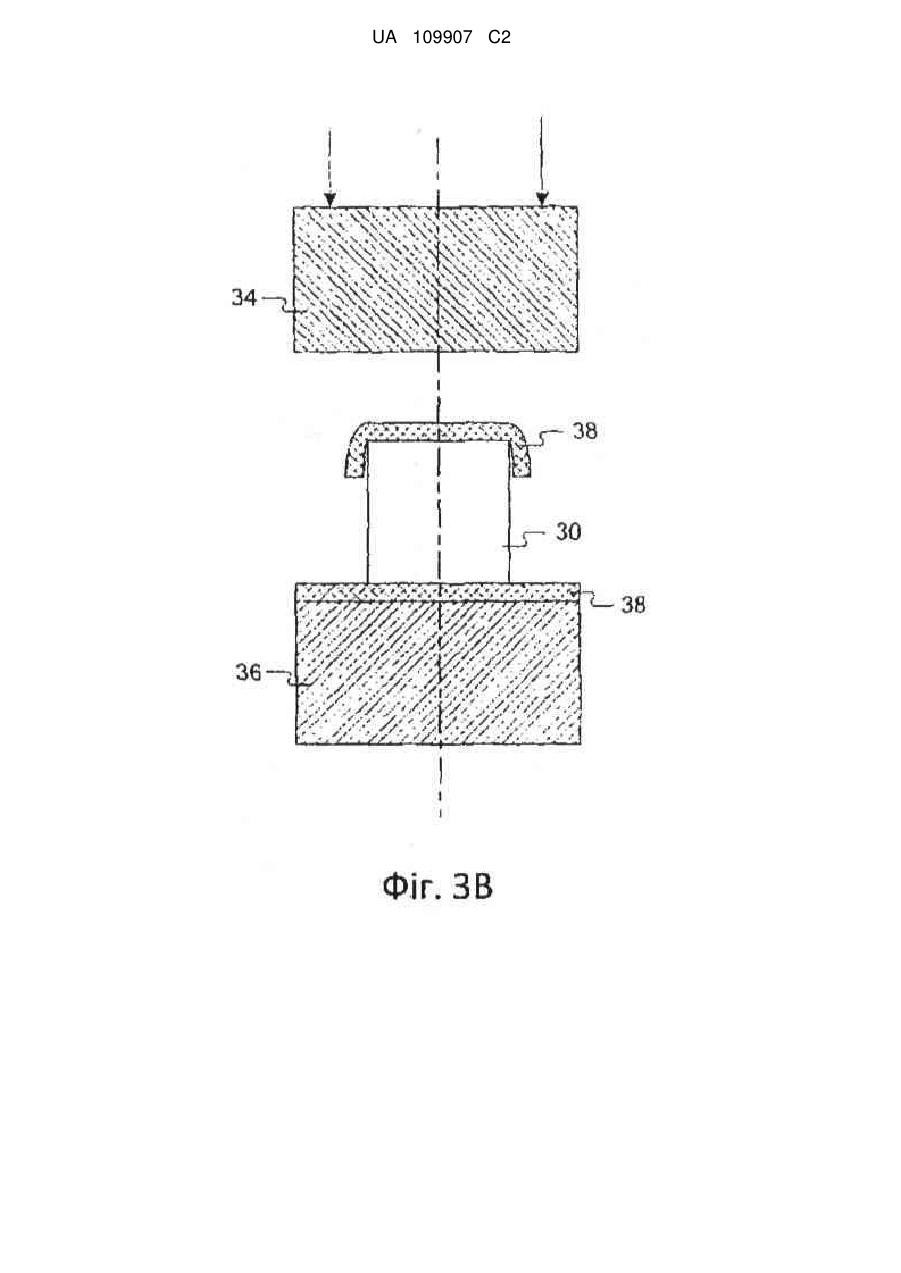
розміщення листа твердого мастильного матеріалу між заготовкою і матрицею штампа в штампувальному апараті, де лист твердого мастильного матеріалу містить щонайменше один твердий мастильний матеріал, вибраний із групи, що складається із графіту, дисульфіду молібдену, дисульфіду вольфраму й нітриду бору; і
прикладання зусилля до заготовки за допомогою матриці штампа для пластичної деформації заготовки;
при цьому коефіцієнт зсуву між матрицею штампа й заготовкою під час деформації менше 0,50.
14. Спосіб за п. 13, який відрізняється тим, що листом твердого мастильного матеріалу є лист твердого графіту.
15. Спосіб за п. 13, який відрізняється тим, що розміщення листа твердого мастильного матеріалу між заготовкою і матрицею штампа в штампувальному апараті включає:
розміщення листа твердого мастильного матеріалу на верхній поверхні нижнього штампа; і
розміщення заготовки на листі твердого мастильного матеріалу,
при цьому лист твердого мастильного матеріалу розташований між нижньою поверхнею заготовки і верхньою поверхнею нижньої матриці штампа в штампувальному апараті.
16. Спосіб за п. 15, який відрізняється тим, що додатково включає розміщення додаткового листа твердого мастильного матеріалу на верхню поверхню заготовки.
17. Спосіб за п. 13, який відрізняється тим, що додатково включає нагрівання матриці штампа перед розміщенням листа твердого мастильного матеріалу між заготовкою й матрицею штампа в штампувальному апараті.
18. Спосіб за п. 13, який відрізняється тим, що заготовка при деформації знаходиться при температурі в діапазоні від 1000° F до 2000° F, а коефіцієнт зсуву між матрицею штампа і заготовкою під час деформації знаходиться в діапазоні від 0,05 до 0,50.
19. Спосіб за п. 13, який відрізняється тим, що заготовка при деформації знаходиться при температурі в діапазоні від 1000° F до 1600° F, а коефіцієнт зсуву між матрицею штампа і заготовкою під час деформації знаходиться в діапазоні від 0,09 до 0,20.
20. Спосіб за п. 13, який відрізняється тим, що заготовку пластично деформують способом штампування, вибраним із групи, що складається зі штампування з рознімною матрицею, штампування із закритою матрицею, пресування прямим методом, зворотного пресування, радіального штампування, плющення й штампування витягуванням.
21. Спосіб за п. 13, який відрізняється тим, що заготовку пластично деформують одним зі способів штампування форми, близької до заданої, і штампування чистової форми.
22. Спосіб за п. 13, який відрізняється тим, що заготовка містить титановий сплав.
23. Спосіб за п. 13, який відрізняється тим, що заготовка містить цирконієвий сплав.
24. Спосіб за п. 13, який відрізняється тим, що додатково включає видалення залишкового твердого мастильного матеріалу із заготовки після пластичної деформації заготовки.
25. Спосіб за п. 13, який відрізняється тим, що лист твердого мастильного матеріалу запобігає блокуванню заготовки в матриці штампа.
26. Спосіб за п. 13, який відрізняється тим, що штампувальний апарат містить штампувальний апарат із закритою матрицею, і в якому лист твердого графіту містить попередньо сформовану форму, що відповідає контуру щонайменше області матриці.
27. Спосіб за п. 26, який відрізняється тим, що заготовку пластично деформують одним зі способів штампування форми, близької до заданої, і штампування чистової форми.
28. Спосіб за п. 26, який відрізняється тим, що розміщення листа твердого мастильного матеріалу між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає:
вставлення листа твердого мастильного матеріалу усередину порожнини в матриці, при цьому попередньо сформована форма листа твердого мастильного матеріалу відповідає контуру не менше області матриці; і
вставлення заготовки усередину порожнини в матриці й на лист твердого мастильного матеріалу;
при цьому лист твердого мастильного матеріалу поміщають між нижньою поверхнею заготовки й верхньою поверхнею матриці в порожнині матриці.
29. Спосіб за п. 27, який відрізняється тим, що розміщення листа твердого мастильного матеріалу між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає:
вставлення першого листа твердого мастильного матеріалу усередину порожнини в матриці в штампувальний апарат із закритою матрицею, при цьому перший лист твердого мастильного матеріалу містить попередньо сформовану форму, що має контур відповідний щонайменше області нижньої матриці в порожнині в матриці;
вставлення заготовки усередину порожнини в матриці і на перший лист твердого мастильного матеріалу; і
розміщення другого листа твердого мастильного матеріалу між верхньою поверхнею заготовки і нижньою поверхнею верхньої матриці в штампувальному апараті із закритою матрицею.
Текст
Реферат: Описані способи змащування штампувального преса. Лист твердого мастильного матеріалу (38) розташовується між заготівкою (30) і матрицями штампа (34; 36) штампувального апарата. Для пластичної деформації заготовки (30) до неї прикладається зусилля за допомогою матриць штампа (34; 36). Лист твердого мастильного матеріалу (38) зменшує коефіцієнт зсуву у штампувальній системі і знижує ймовірність зриву замка штампів. UA 109907 C2 (12) UA 109907 C2 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0001] Цей винахід був створений за підтримкою уряду США по Програмі розробок в галузі перспективних технологій № 70NANB7H7038, за замовленням Національного Інституту Стандартів і Технологій (NIST), Міністерства торгівлі США. Уряд США може мати певні права на винахід. ГАЛУЗЬ ТЕХНІКИ [0002] Дана публікація присвячена способам зниження тертя між матрицею штампів і заготовками в процесі штампувальної обробки й збільшенню здатності деформуватися при штампуванні заготовок, наприклад, з металу, сплавів, і сортових заготовок. РІВЕНЬ ТЕХНІКИ [0003] Під "штампуванням" мається на увазі обробка й/або формування твердого матеріалу шляхом пластичної деформації. Штампування є відмінним від інших первинних класифікацій способів формування твердих металів, тобто механічної обробки, (формування заготовки різанням, шліфування або яке-небудь інше видалення матеріалу із заготовки) і ливарство (лиття рідкого матеріалу, що твердіє, зберігаючи форму шаблону). Здатністю деформуватися при штампуванні є відносна здатність матеріалу до пластичної деформації без утворення дефектів. Здатність деформуватися при штампуванні залежить від ряду факторів, включаючи, наприклад, умови штампування (наприклад, температуру заготовки, температуру матриці штампа і швидкість деформації) і характеристики матеріалу (наприклад, склад, мікроструктуру і структуру поверхні). Іншим фактором, що впливає на здатність деформуватися при штампуванні заготовки є трибологія взаємодіючих поверхонь матриці штампа і заготовки. [0004] Взаємодія між поверхнею матриці штампа і поверхнею заготовки при штампувальній обробці включає здатність переносити тепло, тертя і зношування. Таким чином, ізоляція й змащування між заготовкою і матрицею штампа є факторами, що впливають на здатність деформуватися при штампуванні. При штампувальній обробці тертя зменшується за рахунок використання мастильних матеріалів. Проте, мастильні матеріали для штампування, що використовували раніше, мають різні недоліки, зокрема, при гарячому штампуванні титанових і жароміцних сплавів. Даний винахід присвячений способам змащування для зменшення тертя між матрицею штампів і заготовками при штампувальній обробці, що запобігає виникненню різних недоліків, які виникали при використанні способів змащування при штампуванні, що застосовувалися раніше. СУТНІСТЬ ВИНАХОДУ [0005] Варіанти реалізації винаходу, описані тут, присвячені способам змащування при штампуванні, що включає застосування листа твердого мастильного матеріалу між заготовкою й матрицею штампа в штампувальному апараті. Матриця штампа додає зусилля до заготовки для її подальшої пластичної деформації. Коефіцієнт зсуву між матрицею штампа й заготовкою під час штампування менш чим 0,20. [0006] Інші варіанти реалізації винаходу, описані тут, присвячені способам змащування при штампуванні, що включає застосування листа твердого графітового мастильного матеріалу між заготовкою з титану або титанового сплаву й матрицею штампа в штампувальному апараті. Матриця штампа докладає зусилля до заготовки для її подальшої пластичної деформації при температурі в діапазоні від 1000 °F до 2000 °F. Коефіцієнт зсуву між матрицею штампа й заготовкою під час штампування менш чим 0,20. [0007] Зрозуміло, що розкритий і описаний тут винахід, не обмежується варіантами його реалізації, зазначеними в даному розділі. КОРОТКИЙ ОПИС КРЕСЛЕНЬ [0008] Різні характеристики деяких, що не мають обмежень, варіантів реалізації винаходу, розкритих і описаних тут, можуть бути краще зрозумілі при вивченні наведених фігур, в яких: [0009] Фігура 1А є схематичною діаграмою поперечного перерізу, що ілюструє роз'ємну матрицю штампа при плющенні заготовки в умовах відсутності тертя, а Фігура 1В - схематична діаграма поперечного перерізу, що ілюструє роз'ємну матрицю штампа при плющенні ідентичної заготовки в умовах сильного тертя; [00010] Фігури 2А, 2В і 2С є перспективним зображенням циліндричної заготовки, загорненої в лист твердого мастильного матеріалу; [00011] Фігури 3А і 3С є схематичною діаграмою поперечного перерізу, що ілюструє роз'ємну матрицю штампа при штампувальній обробці без листа твердого мастильного матеріалу, а Фігури 3В і 3D є схематичними діаграмами поперечного перерізу, що ілюструють ідентичну роз'ємну матрицю штампа при штампувальній обробці з використанням листів твердого мастильного матеріалу у відповідності зі способами, описаними тут; [00012] Фігури 4А, 4С і 4Е є схематичними діаграмами поперечного перерізу, що ілюструють роз'ємну матрицю штампа при штампувальній обробці без використання листів твердого 1 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 мастильного матеріалу, а Фігури 4В, 4D і 4F є схематичними діаграмами поперечного перерізу, що ілюструють ідентичну роз'ємну матрицю штампа при штампувальній обробці з використанням листів твердого мастильного матеріалу у відповідності зі способами, описаними тут; [00013] Фігура 5А є схематичною діаграмою поперечного перерізу, що ілюструє радіальну штампувальну обробку без використання листів твердого мастильного матеріалу, а Фігура 5В схематична діаграма поперечного перерізу, що ілюструє ідентичну радіальну штампувальну обробку з використанням аркушів твердого мастильного матеріалу у відповідності зі способами, описаними тут; [00014] Фігури 6А і 6С є схематичними діаграмами поперечного перерізу, що ілюструють закриту матрицю при штампувальній обробці без використання листів твердого мастильного матеріалу, а Фігури 6В і 6D - це схематичні діаграми поперечного перерізу, що ілюструють ідентичну закриту матрицю при штампувальній обробці з використанням листів твердого мастильного матеріалу у відповідності зі способами, описаними тут; [00015] Фігури 7А, 7А, 7В, і 7D є схематичними діаграмами поперечного перерізу, що ілюструють різні конфігурації листів твердого мастильного матеріалу й ізоляційних листів залежно від заготовок і матриць штампів у штампувальних апаратах. [00016] Фігура 8 є схематичною діаграмою поперечного перерізу, що ілюструє загальні налаштування тестування компресійного кільця; [00017] Фігура 9 є діаграмою поперечного перерізу, що ілюструє формування компресійного кільця в різних умовах тертя при тестуванні компресійного кільця; [00018] Фігура 10А є бічною проекцією кільцевого зразка в перспективі перед стисненням при тестуванні компресійного кільця, Фігура 10В є бічною проекцією кільцевого зразка в перспективі після стиснення з відносно низьким коефіцієнтом тертя при тестуванні компресійного кільця, і Фігура 10С є бічною проекцією кільцевого зразка в перспективі після стиснення з відносно високим коефіцієнтом тертя при тестуванні компресійного кільця; [00019] Фігура 11А ілюструє вид зверху кільцевого зразка перед стисненням при тестуванні компресійного кільця, фігура 11В являє собою вид збоку кільцевого зразка перед стисненням при тестуванні компресійного кільця; і [00020] Фігура 12 являє собою графік кореляції між стиснутим внутрішнім діаметром і коефіцієнтом зсуву при тестуванні компресійного кільця зі сплаву Ti-6AI-4V; [00021] Читач по гідності оцінить вищенаведені детальні характеристики, так само як і інші, після розгляду наступного детального опису різних варіантів реалізації винаходу, що не мають обмежень, відповідно до даного винаходу. Читач також може вивчити додаткову інформацію з втілення або використання варіантів реалізації винаходу, описаного тут. ДЕТАЛЬНИЙ ОПИС НЕОБМЕЖУЮЧИХ ВАРІАНТІВ РЕАЛІЗАЦІЇ ВИНАХОДУ [00022] Варто розуміти, що опис розкритих варіантів реалізації винаходу було спрощено, щоб показати тільки ті властивості й характеристики, які необхідні для ясного розуміння розкритих варіантів реалізації винаходу, виключаючи, для ясності, інші функції й характеристики. Особи, компетентні в даній галузі, при розгляді цього опису розкритих варіантів реалізації винаходу визнають, що використання інших функцій і характеристик може бути бажаним у конкретній реалізації або застосуванні розкритих варіантів реалізації винаходу. Однак, оскільки ці інші функції й характеристики можуть бути легко встановлені й здійснені особами, компетентними в даній галузі, при розгляді цього опису розкритих варіантів реалізації винаходу, і, отже, не є необхідним для повного розуміння описаних варіантів реалізації винаходу, опис таких функцій, характеристик і т.п., не наведений в даному документі. Таким чином, варто розуміти, що опис, викладений у даному документі, наведений як приклад і пояснення розкритих варіантів реалізації винаходу й не призначений для обмеження сфери застосування винаходу, визначеного формулою винаходу. [00023] У даному винаході, крім випадків, коли зазначене протилежне, всі числові параметри варто розглядати як попередні й модифіковані у всіх випадках з використанням терміна "приблизно", в яких числовим параметрам властива мінливість характеристик, що лежить в основі способів вимірювання, які використовуються для визначення числового значення параметра. Принаймні, не як спроба обмежити застосування доктрини еквівалентів до сфери застосування формули винаходу, кожний числовий параметр, наведений у даному описі, повинен тлумачитися, як мінімум, з урахуванням числа підтверджених значимих цифр і з застосуванням звичайних способів округлення. [00024] Крім того, будь-які приведені тут чисельні ряди призначені для включення всіх підрядів, віднесених до категорії в межах описаного ряду. Наприклад, ряд "від 1 до 10" передбачає включення всіх підрядів між (і включаючи) представленим мінімальним значенням 1 2 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 і представленим максимальним значенням 10, тобто, має мінімальне значення, рівне або більше, ніж 1, і максимальне значення, рівне або менше чим 10. Будь-яке максимальне числове обмеження, представлене тут, припускає включення всіх більш низьких числових обмежень, віднесених до даної категорії, а будь-які мінімальні числові обмеження, представлені тут, передбачають включення всіх більш високих числових обмежень, віднесених до даної категорії. Відповідно, заявники зберігають за собою право поліпшити даний опис винаходу, включаючи формулу винаходу для точного опису будь-якого підряду, віднесеного до рядів, однозначно описаних тут. По суті, всі такі ряди, описані тут таким чином, щоб внесення виправлень у явно перераховані будь-які такі підряди, підкорялося вимогам 35 С.З. США § 112, перший абзац, і 35 С.З. США § 132(а). [00025] Граматичні артиклі "один", "a", "an" і "the", що використовуються в даному документі, передбачають "принаймні один" або "один чи більше", якщо не зазначено інше. Таким чином, артиклі використовуються тут для позначення одного або більше одного (тобто, "принаймні один") граматичного об'єкта артикля. Наприклад, "компонент" означає один або більше компонент, і, таким чином, можливо, передбачається більше одного компонента і може бути використано для реалізації описаних варіантів. [00026] Будь-які патенти, публікації й інші матеріали повідомлюваної інформації, які включені сюди за допомогою посилання, передані в повному обсязі, якщо не зазначено інше, але тільки в тій мірі, в якій включений матеріал не суперечить існуючим визначенням, заявам, або іншим матеріалам, ясно викладеним у даному описі. Таким чином, і в міру необхідності, інформація, викладена тут, замінює будь-які суперечливі матеріали, включені сюди за допомогою посилання. Будь-який матеріал, або його частина, що включена сюди за допомогою посилання, але яка суперечить існуючим визначенням, заявам або іншим матеріалам, викладеної в даному документі інформації, мають місце тільки в тій мірі, в якій вони не суперечать повідомлюваній в даному документі інформації. Заявник залишає за собою право вносити зміни в даний винахід, прямо викладаючи будь-яке питання або його частину, включену сюди за допомогою посилання. [00027] Даний виклад включає опис різних варіантів реалізації винаходу. Варто розуміти, що різні варіанти реалізації винаходу, описані тут, є зразковими, ілюстративними й не мають обмежувального характеру. Таким чином, даний виклад не обмежується описом різних зразкових, ілюстративних і не обмежуючих варіантів реалізації винаходу. Скоріше, винахід визначається формулою винаходу, що може бути поліпшена для викладу будь-яких функцій або характеристик, прямо або опосередковано описаних або, в інших випадках, прямо або опосередковано доповнюваних даним викладом. Крім того, заявники залишають за собою право вносити зміни у формулу винаходу, щоб стверджувально відмовитися від особливостей або функцій, які можуть бути присутнім на відомому рівні техніки. Таким чином, будь-які такі зміни будуть відповідати вимогам 35 С.З. США § 112, перший абзац, і 35 С.З .США § 132(а). Різні варіанти реалізації винаходу, розкриті й описані тут, можуть містити в собі, складатися, або складаються в основному з особливостей і функцій, які багатогранно описані в даному документі. [00028] У штампувальній обробці, взаємне тертя між поверхнями заготовки й поверхнями матриць штампів може бути кількісно виражене у вигляді фрикційної напруги зрушення. Фрикційна напруга зрушення () може бути виражена як функція напруги, що викликає пластичну деформацію твердої речовини деформуючого матеріалу (σ) і коефіцієнта зсуву (m) наступним рівнянням: m 3 Величина коефіцієнта зсуву дає кількісну міру змащування для штампувальної системи. Наприклад, коефіцієнт зсуву може варіюватися від 0,6 до 1,0 при штампуванні заготовок із титанових сплавів без змащування, у той час як при гарячому штампуванні деталей з титанових сплавів з певними розплавленими мастильними матеріалами коефіцієнт зсуву може варіюватися від 0,1 до 0,3. [00029] Недостатня кількість штампувального змащування, яка характеризується, наприклад, відносно високим значенням коефіцієнта зсуву при штампувальній обробці, може мати ряд негативних наслідків. У штампуванні, твердотільна текучість матеріалу викликана силою, що передається від матриці штампа до пластично деформованої заготовки. Умови тертя на границі матриці штампа й заготовки впливають на текучість металу, формування поверхневого й внутрішнього напруження в заготовці, тиску, що діє на матрицю штампів, прижимний груз і витрати енергії. Фігури 1А і 1В ілюструють неминучий вплив тертя при плющенні з використанням роз'ємної матриці. 3 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 [00030] Фіг. 1А ілюструє плющення циліндричної заготовки 10 з використанням роз'ємної матриці при ідеальних умовах без тертя. На фіг. 1В показане плющення ідентичної циліндричної заготовки 10 з використанням роз'ємної матриці в умовах високого тертя. Верхня матриця штампа 14 натискає на заготовки 10 від їхньої початкової висоти (показана пунктирною лінією) до штампувальної висоти Н. Сила плющення застосовується з рівною величиною та у протилежному напрямку заготовки 10 на верхній матриці штампа 14 і нижній матриці штампа 16. Матеріал заготовки 10 - нестисливий і, отже, об'єми початкових заготовок 10 і штампованих заготовок 10а й 10b рівні. При умовах тертя, показаних на фіг. 1а, заготовка 10 деформується рівномірно в осьовому і радіальному напрямках. Про це свідчить лінійний профіль 12а штампованої заготовки 10а. В умовах високого тертя, показаних на фіг. 1В, заготовка 10 деформується нерівномірно в осьовому й радіальному напрямках. Про це свідчить криволінійний профіль 12b штампованої заготовки 10b. [00031] Таким чином, штамповані заготовки 10b демонструють "бочкоподібне короблення" в умовах високого тертя, у той час як штамповані заготовки 10а не проявляють будь-яку бочкоподібність в умовах тертя. Бочкоподібне короблення та інші ефекти нерівномірної пластичної деформації через взаємне тертя на границі заготовки й матриці штампа при штампуванні, як правило, небажано. Наприклад, у штампуванні з використанням закритої матриці, взаємне тертя може привести до утворення порожнеч, коли деформуючий матеріал не заповнює всі порожнини в матриці. Це може бути особливо проблематично при штампуванні чистової форми й форми, близької до чистової, де заготовки штампуються в межах більше жорстких допусків. В результаті, штампувальні мастильні матеріали можуть використовуватися для зменшення взаємного тертя між поверхнями матриць і поверхнями заготовки при штампувальних операціях. [00032] У різних варіантах реалізація винаходу, спосіб штампувального змащування включає розміщення листів твердого мастильного матеріалу між заготовкою й матрицею в штампувальному апараті. У даному контексті, "лист твердого мастильного матеріалу" являє собою відносно тонкий шматок матеріалу, що містить тверде змащування, що зменшує тертя між металевими поверхнями. Тверде змащування перебуває у твердому стані при звичайних атмосферних умовах і залишається у твердому стані в штампувальних умовах (наприклад, при підвищених температурах). Лист твердого змащування може зменшити коефіцієнт зсуву між матрицею й заготовкою при штампуванні до менш чим 0,20. Лист твердого змащування може містити твердий мастильний матеріал, обраний із групи, що складається із графіту, дисульфіду молібдену, дисульфіду вольфраму й нітриду бору. [00033] У різних варіантах реалізації винаходу, лист твердого змащування може містити тверде змащування, що має коефіцієнт тертя менше або рівний 0,3 при кімнатній температурі й/або температуру плавлення більшу або рівну 1500 °F. Тверді мастильні матеріали, які застосовуються в листах твердого змащування, описаних тут, можуть бути також охарактеризовані, наприклад, величиною напруги пластичної текучості до й включаючи 20 % від значення напруги пластичної текучості матеріалу, штампованого з використанням листів твердого змащування, що містять твердий мастильний матеріал. У різних варіантах реалізації винаходу, твердий мастильний матеріал, що містить в листах твердого змащування, може бути охарактеризований піддатливістю зрушенню більшій або рівній 500 %. Тверді мастильні матеріали, що застосовуються в листах твердого змащування, описаних тут, виготовляються у формі листа, з або без застосування відповідної скріпної або зв'язувальної речовини. [00034] У різних варіантах реалізація винаходу, лист твердого мастильного матеріалу може бути гнучким і здатним розміщуватися в порожнинах і по контурах, на неплоских поверхнях штампувальних матриць і/або заготовок. В різних варіантах реалізації винаходу, листи твердого мастильного матеріалу можуть бути твердими й підтримувати вихідну форму або контур, перебуваючи між матрицею й заготовкою в штампувальному апараті. [00035] У різних варіантах реалізації винаходу листи твердого мастильного матеріалу можуть складатися із твердої мастильної речовини (такої, як, наприклад, графіт, нітрид дисульфід молібдену, дисульфід вольфраму й/або нітрид бору) і залишкових домішок (таких, як, наприклад, зола) і не містять ніяких зв'язувальних речовин, наповнювачів і інших добавок. Інакше, у різних варіантах реалізації винаходу, листи твердого змащування можуть містити твердий мастильний матеріал і зв'язувальні речовини, наповнювачі й/або інші добавки. Наприклад, листи твердого мастильного матеріалу можуть містити антиокислювачі, які дозволяють використовувати їх безупинно або багаторазово при підвищених температурах у середовищах, що містять кисень, таких як, наприклад, атмосферне повітря або при високій температурі повітря. 4 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 [00036] У різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може містити пластину твердого мастильного матеріалу, зв'язаного з волокнами листа. Наприклад, тверді мастильні матеріали можуть бути приклеєні або термічно зв'язані з волокнами керамічного листа, листа зі скловолокна, листа вуглецевого волокна або полімерного листа. Відповідні волокнисті листи можуть бути виготовлені із тканих і нетканих волокнистих матеріалів. Лист твердого мастильного матеріалу може містити прошарок твердого змащування, пов'язаний з одною стороною або з обома сторонами волокнистого листа. Прикладом може послугувати шаруватий гнучкий лист графіту, пов'язаний із гнучким волокнистим листом, що може бути використаний як лист твердого мастильного матеріалу в способах, наведених тут, описаних, наприклад, у патенті США № 4961991, що включений сюди за допомогою посилання. [00037] У різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може містити прошарок твердого мастильного матеріалу, зв'язаний з полімерним листом. Наприклад, тверді мастильні матеріали можуть бути приклеєні або термічно зв'язані до однієї або обох сторін гнучкого полімерного листа. У різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може містити покритий клеєм лист твердого змащування. Наприклад, лист графіту, дисульфіду молібдену, дисульфіду вольфраму й/або нітриду бору може містити адгезив, нанесений на одну сторону листа. Лист твердого мастильного матеріалу, покритий адгезивом, може бути приклеєний до матриці й/або поверхні заготовки перед штампуванням, щоб забезпечити його належне позиціонування під час, наприклад, штампувальних операцій. Листи твердого мастильного матеріалу, що містять полімерні матеріали, адгезиви і/або інші органічні матеріали, можуть бути використані для гарячого штампування, де вигоряння органіки є припустимим. [00038] У різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може мати товщину в діапазоні від 0,005" (0,13 мм) до 1,000" (25,4 мм), або в будь-якому внутрішньому піддіапазоні. Наприклад, у різних варіантах реалізації винаходу, листи твердого мастильного матеріалу можуть мати мінімальну, максимальну або середню товщину: 0,005" (0,13 мм), 0,006" (0,15 мм), 0,010 "(0,25 мм), 0,015" (0,38 мм), 0,020" (0,51 мм), 0,025" (0,64 мм), 0,030" (0,76 мм), 0,035" (0,89 мм), 0,04" (1,02 мм), 0,060" (1,52 мм), 0,062 "(1,57 мм), 0,120 "(3,05 мм), 122" (3,10 мм), 0,24" (6,10 мм), 0,5" (12,70 мм), або 0,75" (19,05 мм). Більша товщина може бути отримана за допомогою одного листа твердого мастильного матеріалу або стопки декількох листів твердого мастильного матеріалу. [00039] Товщина листа твердого мастильного матеріалу або стопки листів, що використовуються у штампувальних операціях може залежати від різних факторів, включаючи температуру штампування, час штампування, розмір деталі, розмір матриці, штампувальний тиск, ступінь деформації заготовки й т.п. Наприклад, температура заготовки й матриці в штампувальній операції може вплинути на здатність листа твердого мастильного матеріалу змазувати й теплопередачу через листи твердого мастильного матеріалу. Більш товсті листи або стопки листів можуть бути більш корисні при більш високих температурах і/або більш частому штампуванні, наприклад, при стисненні, спіканні й/або окисленні твердого змащування. У різних варіантах реалізації винаходу аркуші твердого мастильного матеріалу, описані тут, можуть розкочуватися на поверхні заготівлі й/або матриці під час штампувальної операції й, отже, більше товсті аркуші або стопки аркушів можуть бути корисні для збільшення деформації заготівлі. [00040] В різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може являти собою лист твердого графіту. Твердий графітовий лист може вміщувати графітового вуглецю не менш 95 % від маси листа графіту. Наприклад, твердий графітовий лист може мати вміст графітового вуглецю не менш 96 %, 97 %, 98 %, 98,2 %, 99,5 % або 99,8 % від маси листа графіту. Твердий графіт підходить для способів, описаних тут, включаючи, наприклад, різні сорти Grafoil® - гнучкі графітові матеріали, доступні для замовлення в GrafTech International, Лейквуд, штат Огайо, США; різні марки графітової фольги, листи, картони і т.п., матеріали, доступні для замовлення в HP Materials Solutions, Inc., Вудленд Хілз, штат Каліфорнія, США; різні сорти графітових матеріалів Graph-Lock® від Garlock Sealing Technologies, Пальміра, штат Нью-Йорк, США; різні марки гнучкого графіту від Thermoseal, Inc., Сідней, штат Огайо, США; а також різні сорти виробів з листа графіту можна замовити в DAR Industrial Products, Inc., УестКоншохокен, штат Пенсільванія, США. [00041] У різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може бути розміщений на робочій поверхні матриці в штампувальному апараті, а заготовки розташовуються на листі твердого мастильного матеріалу на матриці. У даному контексті, "робочою поверхнею" матриці є поверхня, що контактує або може контактувати із заготовкою 5 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 під час штампувальної операції. Наприклад, листи твердого мастильного матеріалу можуть бути розташовані на нижній матриці штампувального апарата, а заготовки знаходяться на листі твердого мастильного матеріалу, так що листи твердого мастильного матеріалу перебувають у проміжному положенні між нижньою поверхнею заготовки й нижньою матрицею. Додатковий лист твердого мастильного матеріалу може бути встановлений на верхній поверхні заготовки перед або після заготовки, розташованої на листі твердого мастильного матеріалу на нижній матриці. Як альтернатива або доповнення, листи твердого мастильного матеріалу можуть бути розташовані на верхніх матрицях у штампувальному апараті. Таким чином, принаймні, один додатковий лист твердого мастильного матеріалу може бути вставлений між верхньою поверхнею заготовки і верхньою матрицею. Потім може бути прикладене до матриць зусилля для пластичної деформації заготовки зі зменшенням тертя між матрицями й заготовкою, що зменшує небажаний вплив тертя. [00042] У різних варіантах реалізації винаходу, лист твердого мастильного матеріалу може бути гнучким або твердим, може бути вигнутий, сформований або контурований відповідно до форми матриці і/або заготовки в штампувальній операції. Лист твердого мастильного матеріалу може бути вигнутим, сформованим або контурованим перед установкою на заготовку і/або матрицю в штампувальному апарату, тобто попередньо сформований у задану форму або контур. Наприклад, попередньо створена форма може включати одну або кілька складок в листі твердого мастильного матеріалу (наприклад, приблизно 135° по осі повороту для більш оптимального розміщення листа на верхній вигнутій поверхні циліндричної заготовки уздовж поздовжньої вісі, або один або кілька вигинів близько 90°, для більш оптимального розміщення листа на прямокутній заготовці). Крім того, листа твердого мастильного матеріалу може бути сформований на гнучкій або твердій втулці, трубі, порожньому циліндрі або деталі іншої геометричної форми для локалізації й механічного закріплення листа твердого мастильного матеріалу на матриці або поверхні заготовки перед штампуванням. [00043] Коли лист твердого мастильного матеріалу розташований між матрицею й заготовкою в штампувальному апараті, аркуші твердого мастильного матеріалу можуть забезпечити щільний бар'єр між матрицею й заготовкою. Таким чином, матриця опосередковано контактує із заготовкою через лист твердого мастильного матеріалу, що зменшує тертя між матрицею й заготовкою. Твердий мастильний матеріал листів твердого мастильного матеріалу може характеризуватися відносно низьким значенням напруги пластичної текучості й відносно високим значенням піддатливості зрушенню, що дозволяє листу твердого мастильного матеріалу пластично деформуватися між матрицею й заготовкою у вигляді безперервної плівки при штампуванні. Наприклад, у різних варіантах реалізації винаходу, тверді змащування, які застосовують у твердих листах мастильного матеріалу, описаних тут, можуть бути охарактеризовані, наприклад, піддатливістю зрушенню більшій або рівній 500 % і значенням напруги пластичної текучості до і включаючи 20 % від значення напруги пластичної текучості матеріалу для штампування із твердим листом мастильного матеріалу, що містить тверде змащування. [00044] Так, наприклад, графітовий твердий мастильний матеріал складається із шарів пакетованого графена. Графенові шари являють собою прошарок ковалентно-зв'язаного вуглецю товщиною в один атом. Поперечні сили між шарами графена в графіті дуже низькі, і, отже, графенові шари можуть ковзати один щодо одного з дуже невеликим опором. Таким чином, графіт демонструє відносно низьку напругу пластичної текучості й відносно високу піддатливість зрушенню, що дозволяє графітовому листу пластично деформуватися між матрицею й заготовкою у вигляді безперервної плівки при штампуванні. Гексагональний нітрид бору, дисульфід молібдену й вольфрам дисульфіду мають аналогічні кристалічні структури решітки з дуже низькими поперечними силами між кристалічними решітками шарів, які мінімізують опір між поверхнями, що ковзаються, й, отже, мають аналогічні властивості сухого мастильного матеріалу. [00045] Під час штампувальної операції, так як лист твердого мастильного матеріалу стискується між матрицею й заготовкою й пластично деформується при зрушенні для підтримки здатності змазувати, він може механічно приклеїтися до поверхні штампів і заготовок, тому що лист твердого мастильного матеріалу ущільнюється в місцях, де застосовується штампувальний тиск. У різних варіантах реалізації винаходу, будь-який ущільнений або "затверділий" лист твердого мастильного матеріалу може бути закріплений або вилучений чи із заготовки, чи з матриці перед наступною штампувальною операцією або іншою операцією. [00046] У різних варіантах реалізації винаходу аркуш твердого мастильного матеріалу може бути розташований на заготовці перед тим, як заготовку поміщають у штампувальний апарат. Наприклад, принаймні, частина поверхні заготовки може бути обгорнена листом твердого 6 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 мастильного матеріалу. Фігури 2А-2С ілюструють циліндричну заготовку 20, обгорнену листом твердого мастильного матеріалу 28 перед штампуванням. Фігура 2А показує всі зовнішні поверхні заготовки 20, покриті листом твердого мастильного матеріалу 28. Фігура 2В показує тільки окружні поверхні заготовки 20, покриті листом твердого мастильного матеріалу 28. На торцевій поверхні заготовки 20 на фігурі 2В немає листа твердого мастильного матеріалу. Фігура 2С показує заготовку 20 з фігури 2В, де частина листа твердого мастильного матеріалу 28 вилучена, щоб було видно підкладку циліндричної поверхні 21 заготовки 20. [00047] У різних варіантах реалізації винаходу лист твердого мастильного матеріалу може бути розташований на одному або декількох матрицях штампа в штампувальному апарату перед тим, як деталь розмістять в штампувальний апарат. У різних варіантах реалізації винаходу покритий адгезивом лист твердого мастильного матеріалу розташований на заготовках і/або матрицях штампа перед штампуванням. Крім того, листи твердого мастильного матеріалу можуть бути покриті окремо адгезивом на заготовках і/або матрицях штампа, для забезпечення правильного розташування листів твердого мастильного матеріалу під час штампувальної обробки. У варіантах реалізації винаходу, де штампувальна обробка має два або більше такти ходу штампувального апарата, додаткові листи твердого мастильного матеріалу можуть бути вставлені між поверхнею матриць штампа й поверхнею заготовки між будь-якими двома тактами ходу. [00048] Способи змащування штампувального преса, описані тут, можуть бути застосовані до будь-якої штампувальної обробки, у якій поліпшення змащування й ковкості було б корисно. Наприклад, без обмежень, способи змащування штампувального пресу, описані тут, можуть бути застосовані до штампування з роз'ємними матрицями, штампування із закритими матрицями, пресування прямим способом, зворотного пресування, радіального штампування, штампування плющенням і штампування витягуванням. Крім того, способи змащування штампувального преса, описані тут, можуть бути застосовані в штампувальних операціях чистової форми й профілю, близького до заданого. [00049] Фігури 3А-3D ілюструють обробку в роз'ємній плоскій матриці штампа при об'ємному штампуванні на пресі. Фігури 3А і 3С показують штампувальну обробку без листів твердого мастильного матеріалу, а фігури 3В і 3D показують ідентичні штампувальні обробки з використанням листів твердого мастильного матеріалу залежно від способів, описаних тут. Верхні матриці штампа 34 притискають заготовки 30 від своєї початкової висоти до висоти штампування. Притискне зусилля застосовується до заготовки 30 верхніми матрицями штампа 34 і нижніми матрицями штампа 36. Матеріал заготовок 30 є нестисливим і, отже, обсяг вихідних заготівок 30 і штампованих заготівок 30а й 30b рівні. При відсутності мастильного матеріалу, штампувальна заготовка 30а, показана на фігурі 3С, нерівномірно деформується й має опуклості на 32а, пов'язані з відносно високим коефіцієнтом тертя між заготовкою 30 і матрицями штампа 34 і 36. [00050] Як показано на фігурі 3В, листи твердого мастильного матеріалу 38 розташовані між заготовкою 30 і верхньою й нижньою матрицями штампа 34 і 36, відповідно. Лист твердого мастильного матеріалу 38 розташований на нижній матриці штампа 36, а заготовка 30 розташована на листі твердого мастильного матеріалу 38. Додатковий лист твердого мастильного матеріалу 38 розташований на верхній поверхні заготовки 30. Листи твердого мастильного матеріалу 38 гнучкі і здатні розташовуватися так, щоб охопити заготовку 38. При наявності листів твердого мастильного матеріалу 38, штампувальна заготовка 30b, показана на фігурі 3D, деформується більш рівномірно й має менше опуклостей на 32b за рахунок зменшення тертя між заготовкою 30 і матрицями штампа 34 і 36. [00051] Фігури 4A-4F ілюструють штампувальну обробку в роз'ємної V-подібної матриці штампа. Фігури 4А, 4С, і 4Е показують штампувальну обробку без листів твердого мастильного матеріалу, а фігури 4В, 4D, і 4F показують ідентичну штампувальну обробку з використанням листів твердого мастильного матеріалу залежно від способів, описаних тут. Фігури 4А і 4В показують заготовки 40, розташовані не по центру відносно V-подібних порожнин матриць штампа. Як показано на фігурі 4В, листи твердого мастильного матеріалу 48 розташовані між заготовкою 40 і верхньою й нижньою матрицями штампа 44 і 46, відповідно. Лист твердого мастильного матеріалу 48 розташований на нижній матриці штампа 46, а заготовка 40 розташована на листі твердого мастильного матеріалу 48. Додатковий лист твердого мастильного матеріалу 48 розташований на верхній поверхні заготовки 40. Лист твердого мастильного матеріалу 48 гнучкий і здатний розташовуватися так, щоб відповідати контуру Vподібної порожнини нижньої матриці штампа 46 і охопити заготовку 48. [00052] На фігурах 4С і 4D показані заготовки 40, коли відбувається контакт із верхніми матрицями штампа 44 і починає застосовуватися тиск до заготовок 40. Як показано на фігурі 7 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 4С, під час ходу преса, коли верхня матриця штампа 44 вступає в контакт із заготівкою 40 без мастильного матеріалу, високий коефіцієнт тертя між контактуючими поверхнями заготовки 40 і матрицями штампа 44 і 46 приводить до того, що заготовка приварюється до матриць штампа, як показано на 47. Це явище, яке можна назвати "замок штампів", може бути особливо небажано в штампувальній обробці з використанням контурованої поверхні матриці штампа, у якій заготовка, розташована не в центрі, може блокувати матриці штампа й неправильно деформуватися, приймаючи контури матриці штампа. [00053] Під час ходу преса при штампувальній обробці без мастильного матеріалу, заготовка може блокувати матрицю штампа, поки сила тиску переборе зусилля тертя із приварюванням. Коли притискне зусилля переборює зусилля тертя з приварюванням при штампувальній обробці без мастильного матеріалу, заготовка може різко прискоритися усередині штампувального апарата. Наприклад, як показано на фігурі 4С, коли притискне зусилля переборює зусилля тертя з приварюванням між заготовкою 40 і матрицями штампа 44 і 46 (показано на 47), заготовка 40 може швидко прискоритися вниз до центра V-подібної порожнини матриці штампа 46, як показано стрілкою 49. [00054] Різке прискорення заготовки усередині штампувального апарата може привести до ушкодження заготовки, штампувального апарата або їх обох. Наприклад, коли притискне зусилля перевищує зусилля тертя із приварюванням, заготовка і/або матриця штампа може стертися, тобто матеріал може бути вилучений з контактуючих областей, захоплених під час прояву замка штампів (наприклад, області 47 на фігурі 4С). Крім того, штампувальна заготовка може бути ушкоджена, подряпана, надколена, надтріснута і/або переломлена, якщо вона прискорюється в штампувальному апараті. Замок штампів також негативно впливає на здатність підтримувати контроль розмірів штампованих виробів. Крім того, швидке переміщення в штампувальному апараті може викликати силове зіткнення з поверхнями компонентів штампувального апарата і струс штампувального апарата, що може привести до ушкодження штампувального апарата або іншим способом скоротити термін служби компонентів штампувального апарата. [00055] Під час ходу преса в штампувальному апараті при наявності листа твердого мастильного матеріалу, якщо заготовка розташована не по центру, завдяки зниженню тертя не виникає замок штампів. Лист твердого мастильного матеріалу значно знижує або виключає тертя з приварюванням і, отже, не відбувається небажане різке прискорення заготовки. Замість цього, відбувається відносно плавне самоцентрування, коли верхня матриця штампа контактує з заготовкою або з листом мастильного матеріалу на заготовці. Наприклад, як показано на фігурі 4D, коли верхня матриця штампа 44 контактує із заготовкою 40, листи твердого мастильного матеріалу 48 значно зменшують або усувають тертя із приварюванням і знижують тертя з ковзанням, так що заготовка 40 плавно самоцентрується вниз в V-подібну порожнину матриці штампа 46. [00056] На фігурах 4Е і 4F показані штампувальні заготовки 40а й 40b без мастильного матеріалу і з листами твердого мастильного матеріалу 48, відповідно. Штампувальна заготовка 40а, показана на фігурі 4Е, деформується нерівномірно при штампуванні без мастильного матеріалу й має опуклості на 42а, пов'язані з відносно високим коефіцієнтом тертя між заготовкою 40 і матрицями штампа 44 і 46. Штампувальна заготовка 40b, показана на фігурі 4F, деформується більш рівномірно при штампуванні з листом твердого мастильного матеріалу 48 і має менше опуклостей на 42b за рахунок зменшення тертя між заготовкою 40 і матрицями штампа 44 і 46. [00057] Фігури 5А і 5В ілюструють радіальну штампувальну обробку. На фігурі 5А показана радіальна штампувальна обробка без листів твердого мастильного матеріалу, а на фігурі 5В ідентична радіальна штампувальна обробка з використанням листа твердого мастильного матеріалу у відповідності зі способами, описаними тут. Діаметр циліндричної заготовки 50 зменшується матрицями штампа 54 і 56, які рухаються в радіальному напрямку щодо заготовки 50, що переміщається подовжньо відповідно матриць штампів 54 і 56. Як показано на фігурі 5А, радіальна штампувальна обробка, виконана без мастильного матеріалу, може призвести до неоднорідної деформації, як зазначено на 52а. Радіальна штампувальна обробка, показана на фігурі 5В, здійснюється з листом твердого мастильного матеріалу 58, що обертає заготовку 50 у відповідності зі способами, описаними тут. Наприклад, заготовка 50 може бути обгорнена листом твердого мастильного матеріалу 58, як показано на фігурах 2А і 2В вище. Як показано на фігурі 5В, радіальна штампувальна обробка, виконана з листом твердого мастильного матеріалу, дає більш рівномірну деформацію, як показано на 52b. [00058] Фігури 6A-6D ілюструють обробку з закритою матрицею штампа при об'ємному штампуванні на пресі, що може давати чистові форми або близькі до чистових форм штампової 8 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 обробки. Фігури 6А і 6С ілюструють обробку з закритою матрицею штампа при об'ємному штампуванні на пресі без листів твердого мастильного матеріалу, а фігури 6В і 6D показують ідентичну штампувальну обробку з використанням листів твердого мастильного матеріалу у відповідності зі способами, описаними тут. Верхні матриці штампа або штампи 64 притискають заготовки 60 у матричних порожнинах нижніх матриць штампів 66. Заготовка 60а, показана на фігурі 6С, деформується нерівномірно при штампуванні без мастильного матеріалу й не повністю заповнює порожнини матриці, як показано на 62, у зв'язку з відносно високим коефіцієнтом тертя між заготовкою 60 і нижньою матрицею штампа 66. Це може бути особливо проблемним для чистової форми і майже чистової форми обробки з закритою матрицею штампа при об'ємному штампуванні на пресі, де штампувальна заготовка повинна бути повністю сформованим виробом або майже сформованим виробом з невеликим наступним штампуванням або механічною обробкою, або без неї. [00059] Як показано на фігурі 6В, заготовка 60 обгорнена листом твердого мастильного матеріалу 68. Лист твердого мастильного матеріалу 68 гнучкий і відповідає поверхні заготовки 60. Заготовка 60b, показана на фігурі 6D деформується більш рівномірно через зменшення тертя у зв'язку з наявністю листа твердого мастильного матеріалу 68, і повністю відповідає контурним поверхням і порожнинам закритих матриць штампів 64 і 66. [00060] У різних варіантах реалізації винаходу листи твердого мастильного матеріалу, описані тут, можуть бути використані у поєднанні з окремими ізолюючими листами. У даному контексті, "ізолюючий лист" являє собою лист із твердого матеріалу, призначений для термоізоляції заготовки від робочих поверхонь матриць штампів у штампувальному апараті. Наприклад, лист, що ізолює, може бути розташований між листом твердого мастильного матеріалу і поверхнею заготовки, і/або ізолюючий лист може бути розташований між листом твердого мастильного матеріалу й поверхнею матриці штампа. Крім того, ізолюючий лист може бути затиснутий між двома листами твердого мастильного матеріалу, а затиснуті листи розташовані між заготовкою і матрицею штампа в штампувальному апараті. Фігури 7А-7D ілюструють різні конфігурації листів твердого мастильного матеріалу 78 і ізолюючих листів 75 стосовно до заготовок 70 і матриць штампів 74 і 76 у штампувальному апараті. [00061] Фігура 7А ілюструє лист твердого мастильного матеріалу 78, розташований на робочій поверхні нижньої матриці штампа 76. Заготовка 70 розташована на листі твердого мастильного матеріалу 78 на нижній матриці штампа 76. Таким чином, лист твердого мастильного матеріалу 78 розташований між нижньою поверхнею заготовки 70 і нижньою матрицею штампа 76. Ізолюючий лист 75 розташований на верхній поверхні заготовки 70. [00062] Фігура 7В ілюструє ізолюючий лист 75, розташований на робочій поверхні нижньої матриці штампа 76 у ковальсько-пресовому апараті. Заготовка 70 обгорнена в лист твердого мастильного матеріалу 78. Обгорнена заготовка 70 розташована на ізолюючому листі 75 на нижній матриці штампа 76. Таким чином, лист твердого мастильного матеріалу 78 і ізолюючий лист 75 розташовані між нижньою поверхнею заготовки 70 і нижньою матрицею штампа 76. Ізолюючий лист 75 розташований між листом твердого мастильного матеріалу 78 і нижньою матрицею штампа 76. Інший ізолюючий лист 75 розташований на листі твердого мастильного матеріалу 78 на верхній поверхні заготовки 70. Таким чином, лист твердого мастильного матеріалу 78 і ізолюючий лист 75 також розташовані між верхньою поверхнею заготовки 70 і верхньою матрицею штампа 74. Ізолюючий лист 75 розташований між листом твердого мастильного матеріалу 78 і верхньою матрицею штампа 74. [00063] Фігура 7С ілюструє листи твердого мастильного матеріалу 78, розташовані на робочих поверхнях і верхній матриці штампа 74, і нижньої матриці штампа 76. Ізолюючий лист 75 розташований на аркуші твердого мастильного матеріалу 78 на нижній матриці штампа 76. Заготовка 70 розташована на ізолюючому листі 75 так, щоб і ізолюючий лист 75, і лист твердого мастильного матеріалу 78 були розташовані між заготовкою й нижньою матрицею штампа 76. Інший ізолюючий лист 75 розташований на верхній поверхні заготовки 70 так, щоб і ізолюючий лист 75, і лист твердого мастильного матеріалу 78 були розташовані між заготовкою й верхньою матрицею штампа 74. [00064] Фігура 7D ілюструє листи твердого мастильного матеріалу 78, розташовані на робочій поверхні і верхній матриці штампа 74, і нижній матриці штампа 76. Ізолюючий лист 75 розташований на листі твердого мастильного матеріалу 78 на нижній матриці штампа 76. Заготовка 70 обгорнена листом твердого мастильного матеріалу 78. Заготовка 70 розташована на ізолюючому листі 75, так що три шари розташовані між заготівкою 70 і нижньою матрицею штампа 76, тобто лист твердого мастильного матеріалу 78, що ізолює лист 75 і інший лист твердого мастильного матеріалу 78. Інший ізолюючий лист 75 розташований на листі твердого мастильного матеріалу на верхній поверхні заготовки 70 так, що три шари розташовані між 9 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 заготовкою 70 і верхньою матрицею штампа 74, тобто лист твердого мастильного матеріалу 78, що ізолює лист 75 і інший лист твердого мастильного матеріалу 78. [00065] Хоча різні конфігурації листів твердого мастильного матеріалу й ізолюючих листів щодо заготовок і матриць штампів у штампувальному апараті описані й проілюстровані тут, варіанти розкритих способів не обмежуються явно розкритими конфігураціями. Таким чином, даним винаходом передбачаються й інші різні конфігурації листів твердого мастильного матеріалу й ізолюючих листів щодо заготовок і матриць штампів. Крім того, у той час як різні прийоми й комбінації способів розташування листів твердого мастильного матеріалу і/або ізолюючих листів описані тут (такі, як, наприклад, укладання, підпірка, обгортання, підтримування й т.п.), описані способи не обмежуються явно розкритими позиційними прийомами й комбінаціями позиційних прийомів. Наприклад, інші різні комбінації укладання, підпірки, обгортання, підтримування й т.п. можуть бути використані для застосування й розташування листів твердого мастильного матеріалу і/або ізолюючих листів щодо заготовок і матриць штампів, до і/або після того, як заготовка встановлена в штампувальному апараті. [00066] Ізолюючі листи можуть бути гнучкими і здатними розташовуватися в порожнинах і по контурах і на неплоских поверхнях штампувальних матриць і/або заготовок. У різних варіантах реалізації винаходу ізолюючі листи можуть містити сплетені або не сплетені керамічні волокнисті поверхневі шари, покриття, папір, повсть і т.п. Ізолюючий лист може складатися з керамічних волокон (таких, як, наприклад, волокна оксиду металу) і залишкових домішок, та не містити ніяких зв'язувальних речовин або органічних добавок. Наприклад, що відповідні ізолюючі листи можуть містити суміші переважно глиноземних і кремнеземних волокон і меншу кількість інших оксидів. Керамічні волоконні ізолюючі листи, які підходять для способів, описаних тут, включають, наприклад, різні матеріали Fiberfrax® від Unifrax, Ніагара Фолз, НьюЙорк, США. [00067] У різних варіантах реалізації винаходу, багатошарові конструкції, що містять кілька листів твердого мастильного матеріалу, можуть бути розташовані між заготовкою і матрицею штампа в штампувальному апараті. Наприклад, багатошарова конструкція, що складається із двох або більше листів твердого мастильного матеріалу, може бути розташована між заготовкою і матрицею штампа в штампувальному апараті. Багатошарова конструкція також може містити один або кілька ізолюючих листів. Крім того, кілька листів твердого мастильного матеріалу можуть бути застосовані для покриття більших площ. Наприклад, два або більше листів твердого мастильного матеріалу можуть бути застосовані до матриць штампів і/або заготовок, щоб охопити більшу площу поверхні, ніж можуть покрити окремі листи твердого мастильного матеріалу. Таким чином, два або більше листів твердого мастильного матеріалу можуть бути застосовані до матриць штампа і/або заготовок способом, що перекриває або не перекриває. [00068] Способи змащування, описані тут, можуть бути застосовані до холодної, теплої й гарячої штампувальної обробки при будь-якій температурі. Наприклад, лист твердого мастильного матеріалу може бути розташований між заготовкою і матрицею штампа в штампувальному апараті, у якому штампування відбувається при кімнатній температурі. Крім того, заготовки і/або матриці штампів можуть бути нагріті до або після установки листа твердого мастильного матеріалу між заготовками і матрицями штампа. У різних варіантах реалізації винаходу, матриця штампа в штампувальному апараті може бути нагріта пальником до або після того, як лист твердого мастильного матеріалу помістять на матрицю штампа. Заготовка може бути нагріта в печі до або після того, як лист твердого мастильного матеріалу помістять на заготовку. [00069] У різних варіантах реалізації винаходу заготовка може бути пластично деформована, якщо вона обробляється при температурі вище 1000 °F, при якій лист твердого мастильного матеріалу зберігає мастильну дію. У різних варіантах реалізації винаходу заготовка може бути пластично деформована, якщо вона обробляється при температурі в діапазоні від 1000 °F до 2000 °F, або в будь-якому піддіапазоні, такому як, наприклад, від 1000 °F до 1600 °F або від 1200 °F до 1500 °F, при якій лист твердого мастильного матеріалу зберігає мастильну дію. [00070] Способи, описані тут, забезпечують надійний спосіб змащування штампувального преса. У різних варіантах, листи твердого мастильного матеріалу можуть наносити шар твердого мастильного матеріалу на матриці штампа під час початкової штампувальної обробки. Нанесені шари твердого мастильного матеріалу можуть зберегтися після початкової штампувальної обробки й після однієї або більше наступних штампувальних обробок. Збережені шари твердого мастильного матеріалу на матрицях штампа зберігають мастильну здатність і можуть забезпечити ефективне змащення штампувального преса підчас однієї або 10 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 більше додаткових штампувальних обробок однієї й тієї ж заготовки і/або різних заготовок без необхідності застосування додаткових листів твердого мастильного матеріалу. [00071] У різних варіантах реалізації винаходу лист твердого мастильного матеріалу може бути розташований між заготовкою і матрицею штампа перед першою штампувальною обробкою для нанесення шару твердого мастильного матеріалу на матрицю штампа, а додаткові листи твердого мастильного матеріалу можуть бути застосовані після певної кількості штампувальних обробок. Таким чином, робочий цикл застосування листів твердого мастильного матеріалу може бути встановлений щодо числа штампувальних обробок, які можуть здійснюватися без додаткового застосування листів твердого мастильного матеріалу при збереженні прийнятної мастильної дії й змащування штампувального преса. Додаткові листи твердого мастильного матеріалу можуть бути застосовані після кожного робочого циклу. У різних варіантах початкові листи твердого мастильного матеріалу можуть бути досить товстими, щоб наносити початковий шар твердого мастильного матеріалу на матриці штампа, а згодом застосовані листи твердого мастильного матеріалу можуть бути відносно тонкими, щоб підтримувати нанесений шар твердого мастильного матеріалу. [00072] Способи, описані тут, можуть застосовуватися до штампування різних металевих матеріалів, таких як, наприклад, титан, титанові сплави, цирконій і цирконієві сплави. Крім того, дані способи можуть застосовуватися до штампування інтерметалічних композиційних матеріалів, неметалічних неміцних матеріалів і багатоелементних систем, таких як, наприклад, інкапсульована металокераміка. Дані способи застосовуються до штампування різних типів заготівок, таких як, наприклад, литі заготовки, болванки (сортові заготовки), стрижні, плити, труби, металокерамічні преформи й т.п. Описані тут способи також застосовуються до штампування чистової форми й профілів, близьких до заданих, сформованих або майже сформованих виробів. [00073] У різних варіантах реалізації винаходу способи змащування, описані тут, можуть бути охарактеризовані коефіцієнтом зсуву, що враховує тертя (м), меншим або рівним 0,50, меншим або рівним 0,45, меншим або рівним 0,40, меншим або рівним 0,35, меншим або рівним 0,30, меншим або рівним 0,25, меншим або рівним 0,20, меншим або рівним 0,15, або меншим або рівним 0,10. У різних варіантах реалізації винаходу способи змащування, описані тут, можуть бути охарактеризовані коефіцієнтом зсуву, що враховує тертя, у діапазоні від 0,05 до 0,50 або в будь-якому піддіапазоні в його межах, наприклад, від 0,09 до 0,15. Таким чином, способи змащування, описані тут, істотно зменшують тертя між матрицями штампа й заготовками в штампувальній обробці. [00074] У різних варіантах реалізації винаходу способи змащування, описані тут, можуть зменшити або виключити ймовірність зриву замка штампів, заїдання й/або стирання заготовок при штампувальній обробці. Рідкі або дисперсні мастильні матеріали не завжди застосовуються при використанні ізолюючих листів у штампувальних обробках, але дані способи змащування допускають одночасне використання ізоляційних листів, що істотно зменшує передачу тепла від заготовок до матриці штампів. Рідкі або дисперсні мастильні матеріали також мають тенденцію до розтікання по поверхні матриць штампів або заготовок і розсіюванню після кожної штампувальної обробки, але листи твердого мастильного матеріалу можуть створити тугоплавкий бар'єр між матрицями штампів і заготовками при штампувальних обробках. Тверді мастильні матеріали, такі як, наприклад, графіт, дисульфід молібдену, дисульфід вольфраму й нітрид бору, також звичайно хімічно інертні й безабразивні стосовно металевих матриць штампів і заготовок при штампувальних умовах. [00075] У різних варіантах реалізації винаходу твердий мастильний матеріал, нанесений на матрицю штампів і заготовки з листів твердого мастильного матеріалу, при штампувальній обробці може бути вилучений. Наприклад, нанесений графіт може бути легко вилучений з поверхні матриці штампів і заготовок шляхом нагрівання в окисному середовищі, такому, наприклад, як нагрівальна установка. Нанесені тверді мастильні матеріали також можуть бути вилучені шляхом промивання. [00076] Ілюстративні приклади, що не мають обмежувального характеру, які слідують далі, призначені для подальшого опису різних варіантів реалізації винаходу, не мають обмежувального характеру, без обмеження галузі застосування винаходу. Особам, компетентним у даній галузі техніки, зрозуміло, що варіації прикладів можливі в межах галузі застосування винаходу, як визначено у формулі винаходу. ПРИКЛАДИ Приклад 1 [00077] Тестування компресійного кільця було використано для оцінки здатності змащування листів твердих графітних матеріалів і їхньої ефективності як мастильного матеріалу для 11 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 роз'ємної матриці штампа при об'ємному штампуванні на пресі зі сплаву Ті-6AI-4V (АОІМ (ASTM) клас 5). Тестування компресійного кільця в цілому описано в Atlan et al., Metal Forming: Fundamentals and Applications, Ch. 6. Friction in Metal Forming, ASM: 1993, що включена сюди за допомогою посилання. Властивості змащення, охарактеризовані коефіцієнтом зсуву (m) системи, виміряються за допомогою тестування компресійного кільця, у якому плоский кільцевий зразок стискується до заданого зменшення у висоту. Зміна внутрішнього й зовнішнього діаметра стислого кільця залежить від тертя на границі матриці штампа/поверхні зразка. [00078] Загальні налаштування тестування компресійного кільця показані на Фіг. 8. Кільце 80 (показане в поперечному перерізі) розташовано між двома матрицями штампа 84 і 86 і стиснене в осьовому напрямку з вихідного стану до межі деформації. При відсутності тертя між кільцем 80 і матрицями штампа 84 і 86, кільце 80 буде деформуватися, тому що матеріал жорсткого диска пластично деформується радіально назовні від нейтральної площини 83 на постійній швидкості в осьовому напрямку, як показано стрілками 81. На Фіг. 9(а) показане кільце перед стисненням. При відсутності або мінімальному терті ніякого бочкоподібного короблення відбуватися не буде (Фіг. 9(b)). Внутрішній діаметр компресійного кільця збільшується, якщо тертя є відносно низьким (Фіг. 9 (с)) і зменшується при відносно високому терті (Фіг. 9 (d) і 9 (e)). На Фігурі 10А показаний зразок кільця 100 у розрізі до стиснення, фігура 10В ілюструє кільце 100, стиснуте при відносно низькому терті й фігура 10С ілюструє кільце 100, стиснуте при відносно високих умовах тертя. [00079] Зміна внутрішнього діаметра компресійного кільця, що вимірюється між крайніми точками внутрішнього виступу покриття деталей у барабані, вирівняється з величиною внутрішнього діаметра з розрахунком різних коефіцієнтів зсуву. Взаємозв'язок між стиснутим внутрішнім діаметром і коефіцієнтом зсуву може бути визначений, наприклад, з використанням розрахункових способів кінцевих елементів (СКЕ), шляхом моделювання текучості металу в компресійному кільці з бочкоподібним коробленням для заданих матеріалів при заданих умовах штампування. Таким чином, коефіцієнт зсуву може бути визначений шляхом тестування компресійного кільця, що характеризує тертя, і, відповідно, мастильні властивості випробовуваної системи. [00080] Кільця сплаву Ті-6AI-4V (АОІМ клас 5), що мають внутрішній діаметр 1,25", зовнішній діаметр 2,50" і глибину 1,00" (Фіг. 11А і 11В) були використані для тестування компресійного кільця. Кільця були нагріті до температури в інтервалі 1200-1500 °F і стиснуті в роз'ємній матриці штампа ковальсько-пресового апарата до деформуючого ступеня 0,50". Взаємозв'язок між стиснутим внутрішнім діаметром (ВД) і коефіцієнтом зсуву (m) було визначено за допомогою програмного забезпечення для моделювання способів обробки металів DEFORM™ від Наукової Організації Технологій Обробки (Scientific Forming Technologies Corporation), Колумбус, Огайо, США. Взаємозв'язок показаний на графіку, зображеному на Фіг. 12. [00081] Кільця були стиснуті (1) між матрицями штампів при 400-600 °F без змащування, (2) між матрицями штампів при 400-600 °F зі скляним мастильним матеріалом (склоподібна фрітта АТР300, яку можна замовити в Advanced Technical Products, Цинциннаті, штат Огайо, США), (3) між матрицею штампів при 1500 °F без змащування, (4) між матрицею штампів при 1500 °F зі скляним мастильним матеріалом і (5) між матрицею штампів при 400-600 °F з листами твердого мастильного матеріалу (клас В графітового листа (> 98 % графіту по вазі) від DAR Industrial Products, Inc., Західний Коншохокен, штат Пенсільванія, США). При використанні скляного мастильного матеріалу його наносили на верхню поверхню нижньої матриці штампа й на верхню поверхню кільця, шляхом укладання й розгладження шару склоподібної фрітти перед нагріванням кільця для встановлення необхідної температури в печі. Листи твердого мастильного матеріалу були розташовані між нижньою матрицею штампа й нижньою поверхнею кільця і на верхній поверхні кільця. Стиснуті внутрішні діаметри й відповідні коефіцієнти зсуву наведені нижче в Таблиці 1. Таблиця 1 2 3 4 5 Умови 400-600 °F матриці штампа, без змащування 400-600 °F матриці штампа, скляний мастильний матеріал 1500 °F матриці штампа, без змащення 1500 °F матриці штампа, скляний мастильний матеріал Кімнатна температура матриці штампа, листи твердого мастильного матеріалу 12 ВД (дюйм.) 0,47 0,47 0,51 1,26, 1,38 Коефіцієнт >0,6 >0,6 >0,6 0,14,0,10 1,37 0,10 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 60 [00082] Внутрішній діаметр компресійного кільця за умови 1 і 2 зменшився на 62,4 %, а внутрішній діаметр компресійного кільця за умови 3 зменшився на 59,2 %. Це вказує на дуже високий коефіцієнт тертя між кільцями й матрицями штампів. Для цієї системи коефіцієнт зсуву, що перевищує 0,6, складно визначити за допомогою тестування компресійного кільця, тому що кореляція між деформацією зсуву й внутрішнім діаметром наближається до граничного розподілу за межами m=0,6. Проте, значне зменшення внутрішнього діаметра компресійного кільця при умовах 1-3 вказує на те, що 0,6 - це мінімально можливий коефіцієнт зсуву при цих умовах і, цілком ймовірно, що фактичний коефіцієнт зсуву більший, ніж 0,6. [00083] Внутрішній діаметр компресійного кільця за умови 4 і 5 збільшився, що вказує на значне зниження тертя щодо коефіцієнта зсуву до 0,1. Листи твердого мастильного матеріалу забезпечували змащування, що було порівняне або краще чим змащування скляних мастильних матеріалів. Інтенсивна мастильна здатність (m = 0,1) при високих температурах була несподіваною і неочікованою, тому що мастильна здатність графіту, як відомо, значно зменшується при підвищених температурах. Як правило, коефіцієнт тертя (μ) графіту починає швидко збільшуватися при температурі вище 700 °F. Таким чином, очікувалося, що коефіцієнт зсуву (m) листів твердого графіту буде значно більше чим 0,1 між холодними матрицями штампів і кільцями при температурі в діапазоні від 1200 до 1500 °F. [00084] Ефективність листів твердого мастильного матеріалу також істотна, тому що скляний мастильний матеріал може мати ряд недоліків при використанні в штампувальній обробці. Наприклад, скляний мастильний матеріал повинен бути в розплавленому стані й мати досить низьку в'язкість для забезпечення змащування між твердими поверхнями. Таким чином, скляний мастильний матеріал не може забезпечити ефективне змащування при штампувальних температурах нижче 1500 °F, або при взаємодії з холодними матрицям штампа. Деякі способи зниження температури скловання (температура спікання скла в рідкій фазі) використовують токсичні метали, такі як свинець. Скляні мастильні матеріали, що містять токсичні метали, можна вважати непридатними як мастильні матеріали штампування. Скляні мастильні матеріали також повинні розпилятися на заготовку з використанням спеціалізованого устаткування до нагрівання заготовки для штампування. Скляні мастильні матеріали повинні залишатися в розплавленому стані протягом всієї штампувальної обробки, що обмежує товщину покриття скляного мастильного матеріалу, яке може бути нанесене на заготовку перед штампуванням. [00085] Крім того, висока температура розплавленого скла заважає при транспортуванні й обробці деталей. Наприклад, захвати, що використовують для утримування й обробки гарячих заготовок при транспортуванні їх з нагрітих печей або устаткуванні для нанесення розріджених мастильних матеріалів до штампувального апарата, часто вислизають при високій температурі заготовок, покритих скляним мастильним матеріалом. Крім того, скляні мастильні матеріали можуть затвердіти при охолодженні виробів після штампування, і крихке затверділе скло й міцне скло може бути сильно роздроблене й розколоте на дрібні шматочки об штампувальні вироби. Крім того, залишкові скляні мастильні матеріали, які твердіють при охолодженні виробів після штампування і видаляються механічним способом, можуть знизити виробіток штампування й привести до виходу забруднених бракованих виробів. [00086] Листи твердого мастильного матеріалу запобігають виникненню вищевказаних проблем зі скляними мастильними матеріалами. Листи твердого мастильного матеріалу перебувають у твердому стані протягом всієї штампувальної обробки й можуть бути використані до й після нагрівання матриці штампів і/або заготовок. Листи твердого мастильного матеріалу не вимагають ніякого спеціального поводження або засобів обробки й можуть бути встановлені вручну, що дозволяє досягти краще контрольованого й/або цільового використання. Залишкові тверді мастильні матеріали можуть бути легко вилучені за допомогою нагрівання печі і/або змиванням. Листи твердого мастильного матеріалу можуть бути встановлені безпосередньо на матрицю штампа перш, ніж заготовка буде встановлена в штампувальний апарат. Листи твердого мастильного матеріалу можуть бути встановлені безпосередньо на заготовку після розміщення її в штампувальному апараті. Крім того, листи твердого мастильного матеріалу можуть бути гнучкими й/або еластичними і, отже, мати набагато менше шансів на розкол у зв'язку з охолодженням виробу після штампування. Приклад 2 [00087] Циліндричні заготовки зі сплаву Ті-6AI-4V (АОІМ Клас 5) були відштамповані в 1000тонному пресі з роз'ємною матрицею штампа при об'ємному штампуванні, оснащеному роз'ємними V-подібними матрицями штампа при наявності й під час відсутності листів твердого мастильного матеріалу. Заготовка була нагріта в печі до 1300 °F. Матриці штампа штампувального апарата були також попередньо нагріті за допомогою пальника до 400-600 °F. 13 UA 109907 C2 5 10 15 20 25 30 35 Заготовка була вийнята з печі маніпулятором і поміщена на нижню V-подібну матрицю штампа. Через обмеження маніпулятора заготовка була поміщена по центру стосовно V-подібного профілю нижньої матриці штампа. Для штампувальної обробки використовувалися листи твердого мастильного матеріалу - графіту класу HGB (99 % графіту по вазі, доступно в HP Materials Solutions, Inc., Вудленд Хілз, Каліфорнія, США), які встановлювалися на нижню матрицю штампа перед установкою заготовки на матрицю штампа. Другий лист твердого мастильного матеріалу був установлений над верхньою поверхнею заготовки. Таким чином, твердий мастильний матеріал був поміщений між заготовкою як нижньої, так і верхньої матриці штампа в штампувальному апараті. [00088] При штампуванні заготовки без мастильного матеріалу, було відзначено, що заготовка із замком штампа розташовується на нижній матриці штампа доти, поки сила, що створюється тиском, переборює тертя, після чого заготовка буде прискорюватися по Vподібному профілю· нижньої матриці штампа, створюючи шум і вібрацію всього штампувального апарата. При штампуванні заготовки з твердим мастильним матеріалом, спостерігалося самоцентрування, при якому заготовка плавно перемістилася до V-подібного профілю нижньої матриці штампа без утворення замка штампів, прискорення, шуму або вібрації штампувального апарата. [00089] Вихідний лист твердого графіту включає тверде графітове покриття на нижній матриці штампа при початковій штампувальній обробці. Нанесене графітове покриття витримує початкову операцію листового штампування й наступні багаторазові операції листового штампування. Нанесене графітове покриття містить мастильний матеріал і забезпечує ефективне змащування штампувального преса протягом багаторазових операцій листового штампування різних ділянок заготовки без необхідності застосування додаткових листів твердого графіту. Один вихідний лист твердого графіту запобігає утворенню замка штампів для наступних операцій листового штампування. [00090] Дана публікація була написана з посиланням на різні довідкові, ілюстративні й без обмежувального характеру варіанти реалізації винаходу. Проте, вона може бути зрозуміла фахівцями в даній і схожій галузях науки; модифікація або комбінування будь-яких з описаних варіантів реалізації винаходу (або його частини) можуть бути зроблені без відступу від сфери застосування винаходу. Таким чином, передбачається, що даний винахід містить у собі додаткові варіанти реалізації винаходу, не описані в даному документі. Такі варіанти реалізації винаходу можуть бути отримані, наприклад, шляхом об'єднання, зміни або перетворення кожного із представлених тут пунктів, компонентів, елементів, ознак, аспектів, характеристик, обмежень і т.п. варіантів реалізації описаного тут винаходу. Таким чином, заявники залишають за собою право вносити зміни у формулу винаходу в ході розгляду заявки для додавання різних функцій, описаних у даному документі. ФОРМУЛА ВИНАХОДУ 40 45 50 55 1. Спосіб змащення при штампуванні, що включає: розміщення листа твердого графіту між заготовкою і матрицею штампа в штампувальному апараті, при цьому заготовка включає титан, титановий сплав, цирконій або цирконієвий сплав; і прикладання зусилля до заготовки для пластичної деформації заготовки матрицею штампа, причому заготовка при деформації знаходиться при температурі понад 1000 °F, а коефіцієнт зсуву між матрицею штампа і заготовкою при деформації складає менше 0,50. 2. Спосіб за п. 1, який відрізняється тим, що заготовка при деформації знаходиться при температурі в діапазоні від 1000 °F до 1600 °F, а коефіцієнт зсуву між матрицею штампа і заготовкою під час деформації знаходиться в діапазоні від 0,09 до 0,20. 3. Спосіб за п. 1, який відрізняється тим, що розміщення листа твердого графіту між заготовкою і матрицею штампа в штампувальному апараті включає: розміщення листа твердого графіту на верхній поверхні нижньої матриці; і розміщення заготовки на листі твердого графіту, при цьому лист твердого графіту розташовують між нижньою поверхнею заготовки і верхньою поверхнею нижньої матриці штампувального апарата. 4. Спосіб за п. 3, який відрізняється тим, що додатково включає розміщення додаткового листа твердого графіту на верхній поверхні заготовки. 5. Спосіб за п. 1, який відрізняється тим, що додатково включає нагрівання матриці штампа перед розміщенням листа твердого графіту між заготовкою і матрицею штампа в штампувальному апараті. 14 UA 109907 C2 5 10 15 20 25 30 35 40 45 50 55 6. Спосіб за п. 1, який відрізняється тим, що заготовку пластично деформують способом штампування, вибраним із групи, що складається зі штампування з рознімною матрицею, штампування із закритою матрицею, пресування прямим методом, зворотного пресування, радіального штампування, плющення й штампування витягуванням. 7. Спосіб за п. 1, який відрізняється тим, що заготовку пластично деформують одним зі способів штампування форми, близької до заданої, і штампування чистової форми. 8. Спосіб за п. 1, який відрізняється тим, що додатково включає видалення твердого графіту, що залишився, із заготовки після пластичної деформації заготовки. 9. Спосіб за п. 1, який відрізняється тим, що лист твердого графіту запобігає блокуванню заготовки на матриці штампа. 10. Спосіб за п. 1, який відрізняється тим, що штампувальний апарат містить штампувальний апарат із закритою матрицею, при цьому лист твердого графіту містить попередньо сформовану форму, що відповідає контуру не менше області матриці. 11. Спосіб за п. 10, який відрізняється тим, що розміщення листа твердого графіту між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає: вставлення листа твердого графіту усередину порожнини в матриці, при цьому попередньо сформована форма листа твердого графіту відповідає контуру не менше області матриці в порожнині матриці; і вставлення заготовки усередину порожнини в матриці і на лист твердого графіту; при цьому лист твердого графіту поміщають між нижньою поверхнею заготовки і верхньою поверхнею матриці в порожнині матриці. 12. Спосіб за п. 10, який відрізняється тим, що розміщення листа твердого графіту між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає: вставлення першого листа твердого графіту усередину порожнини в матриці в штампувальний апарат із закритою матрицею, при цьому перший лист твердого графіту містить попередньо сформовану форму, що відповідає контуру щонайменше області матриці в нижній порожнині в матриці; вставлення заготовки усередину порожнини в матриці і на перший лист твердого графіту; і розміщення другого листа твердого графіту між верхньою поверхнею заготовки і нижньою поверхнею верхньої матриці в штампувальному апараті із закритою матрицею. 13. Спосіб змащення при штампуванні, що включає: розміщення листа твердого мастильного матеріалу між заготовкою і матрицею штампа в штампувальному апараті, де лист твердого мастильного матеріалу містить щонайменше один твердий мастильний матеріал, вибраний із групи, що складається із графіту, дисульфіду молібдену, дисульфіду вольфраму й нітриду бору; і прикладання зусилля до заготовки за допомогою матриці штампа для пластичної деформації заготовки; при цьому коефіцієнт зсуву між матрицею штампа й заготовкою під час деформації менше 0,50. 14. Спосіб за п. 13, який відрізняється тим, що листом твердого мастильного матеріалу є лист твердого графіту. 15. Спосіб за п. 13, який відрізняється тим, що розміщення листа твердого мастильного матеріалу між заготовкою і матрицею штампа в штампувальному апараті включає: розміщення листа твердого мастильного матеріалу на верхній поверхні нижнього штампа; і розміщення заготовки на листі твердого мастильного матеріалу, при цьому лист твердого мастильного матеріалу розташований між нижньою поверхнею заготовки і верхньою поверхнею нижньої матриці штампа в штампувальному апараті. 16. Спосіб за п. 15, який відрізняється тим, що додатково включає розміщення додаткового листа твердого мастильного матеріалу на верхню поверхню заготовки. 17. Спосіб за п. 13, який відрізняється тим, що додатково включає нагрівання матриці штампа перед розміщенням листа твердого мастильного матеріалу між заготовкою й матрицею штампа в штампувальному апараті. 18. Спосіб за п. 13, який відрізняється тим, що заготовка при деформації знаходиться при температурі в діапазоні від 1000 °F до 2000 °F, а коефіцієнт зсуву між матрицею штампа і заготовкою під час деформації знаходиться в діапазоні від 0,05 до 0,50. 19. Спосіб за п. 13, який відрізняється тим, що заготовка при деформації знаходиться при температурі в діапазоні від 1000 °F до 1600 °F, а коефіцієнт зсуву між матрицею штампа і заготовкою під час деформації знаходиться в діапазоні від 0,09 до 0,20. 20. Спосіб за п. 13, який відрізняється тим, що заготовку пластично деформують способом штампування, вибраним із групи, що складається зі штампування з рознімною матрицею, 15 UA 109907 C2 5 10 15 20 25 30 штампування із закритою матрицею, пресування прямим методом, зворотного пресування, радіального штампування, плющення й штампування витягуванням. 21. Спосіб за п. 13, який відрізняється тим, що заготовку пластично деформують одним зі способів штампування форми, близької до заданої, і штампування чистової форми. 22. Спосіб за п. 13, який відрізняється тим, що заготовка містить титановий сплав. 23. Спосіб за п. 13, який відрізняється тим, що заготовка містить цирконієвий сплав. 24. Спосіб за п. 13, який відрізняється тим, що додатково включає видалення залишкового твердого мастильного матеріалу із заготовки після пластичної деформації заготовки. 25. Спосіб за п. 13, який відрізняється тим, що лист твердого мастильного матеріалу запобігає блокуванню заготовки в матриці штампа. 26. Спосіб за п. 13, який відрізняється тим, що штампувальний апарат містить штампувальний апарат із закритою матрицею, і в якому лист твердого графіту містить попередньо сформовану форму, що відповідає контуру щонайменше області матриці. 27. Спосіб за п. 26, який відрізняється тим, що заготовку пластично деформують одним зі способів штампування форми, близької до заданої, і штампування чистової форми. 28. Спосіб за п. 26, який відрізняється тим, що розміщення листа твердого мастильного матеріалу між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає: вставлення листа твердого мастильного матеріалу усередину порожнини в матриці, при цьому попередньо сформована форма листа твердого мастильного матеріалу відповідає контуру не менше області матриці; і вставлення заготовки усередину порожнини в матриці й на лист твердого мастильного матеріалу; при цьому лист твердого мастильного матеріалу поміщають між нижньою поверхнею заготовки й верхньою поверхнею матриці в порожнині матриці. 29. Спосіб за п. 27, який відрізняється тим, що розміщення листа твердого мастильного матеріалу між заготовкою і матрицею в штампувальний апарат із закритою матрицею включає: вставлення першого листа твердого мастильного матеріалу усередину порожнини в матриці в штампувальний апарат із закритою матрицею, при цьому перший лист твердого мастильного матеріалу містить попередньо сформовану форму, що має контур відповідний щонайменше області нижньої матриці в порожнині в матриці; вставлення заготовки усередину порожнини в матриці і на перший лист твердого мастильного матеріалу; і розміщення другого листа твердого мастильного матеріалу між верхньою поверхнею заготовки і нижньою поверхнею верхньої матриці в штампувальному апараті із закритою матрицею. 35 16 UA 109907 C2 17 UA 109907 C2 18 UA 109907 C2 19 UA 109907 C2 20 UA 109907 C2 21 UA 109907 C2 22 UA 109907 C2 23 UA 109907 C2 24 UA 109907 C2 25 UA 109907 C2 26 UA 109907 C2 27 UA 109907 C2 Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 28
ДивитисяДодаткова інформація
Назва патенту англійськоюLubrication processes for enhanced forgeability
Автори англійськоюOppengeimer, Scott, Forbes Jones, Robin M., Mantione, John, Minisandram, Ramesh, Thomas, Jean-Philippe
Назва патенту російськоюСпособы смазки для улучшения способности деформироваться при штамповке
Автори російськоюОппенхаймер Скотт, Форбз Джоунс Робин М., Мантион Джон, Минисандрам Рамеш, Тома Жан-Филипп
МПК / Мітки
МПК: B21C 23/32, B21J 3/00
Мітки: здатності, деформуватися, змащування, способи, поліпшення, штампуванні
Код посилання
<a href="https://ua.patents.su/30-109907-sposobi-zmashhuvannya-dlya-polipshennya-zdatnosti-deformuvatisya-pri-shtampuvanni.html" target="_blank" rel="follow" title="База патентів України">Способи змащування для поліпшення здатності деформуватися при штампуванні</a>
Спосіб подачі технологічного мастила при штампуванні
Номер патенту: 27166
Опубліковано: 25.10.2007
Автори: Каргін Борис Сергійович, Діамантопуло Костянтин Костянтинович, Риженіна Ганна Сергіївна
МПК: F16N 7/00
Мітки: штампуванні, спосіб, технологічного, мастила, подачі
Формула / Реферат:
1. Спосіб подачі технологічного мастила при штампуванні, який включає подачу технологічного мастила в осередок деформації, штампування поковки, видалення технологічного мастила з осередку деформації, який відрізняється тим, що подачу технологічного мастила здійснюють попереднім нанесенням компонентів технологічного мастила на обидва боки несучої стрічки з урахуванням температури контактних поверхонь, подають в осередок деформації над вікном...
Способи визначення несучої здатності мастильної плівки та придатності мастильного матеріалу до використання
Номер патенту: 93616
Опубліковано: 25.02.2011
Автори: Косолапов Віктор Борисович, Воронін Сергій Володимирович, Літовка Сергій Володимирович, Лисіков Євген Миколайович
МПК: G01N 33/26, G01N 27/02
Мітки: несучої, використання, плівки, мастильної, визначення, способи, матеріалу, придатності, здатності, мастильного
Формула / Реферат:
1. Спосіб визначення несучої здатності мастильної плівки, за яким послідовно навантажують трибосистему з точковим контактом, яка реалізована у вигляді контакту куль, у середовищі мастильного матеріалу, який відрізняється тим, що реєструють навантаження руйнування мастильної плівки по досягненню металевого контакту, який визначають шляхом порівняння електричного опору змащеного контакту з попередньо визначеною величиною електричного опору...
Спосіб поліпшення здатності утримання лопатки з кріпленням типу асиметричного молотка
Номер патенту: 85164
Опубліковано: 12.01.2009
Автори: Фолоньє Крістоф, Мас Жером, Рєгезза Патрік, Лєжар Клод, Понтуазо Брюс
МПК: F01D 5/00
Мітки: поліпшення, лопатки, асиметричного, спосіб, молотка, типу, здатності, утримання, кріпленням
Формула / Реферат:
Спосіб поліпшення здатності утримання лопатки (1) з кріпленням типу асиметричного молотка, яка простягається в конічному проточному тракті, ніжка (2) якої утримується в периферичній горловині (7) диска (12), причому вхідна (5) і вихідна (6) кромки горловини, які утворюють виступи (4а, 4b), розташовані в асиметричних площинах відносно до площини, перпендикулярної осі обертання диска (12), на які спираються поверхні (3а, 3b) передньої й задньої...
Пристрій для технологічних випробувань при листовому штампуванні
Номер патенту: 73000
Опубліковано: 10.09.2012
Автори: Драгобецький Володимир В'ячеславович, Черкащенко Вікторія Юріївна, Шлик Сергій Вікторович, Мороз Микола Миколайович
МПК: B26F 1/00
Мітки: технологічних, листовому, пристрій, штампуванні, випробувань
Формула / Реферат:
Пристрій для технологічного випробування листового прокату на розтягування та пружність, що складається з пуансону, матриці (лівої та правої частин) та плити, що здійснює притискання, у ліву та праву частини матриці запресовані штифти, а матриця жорстко закріплена на плиті, який відрізняється тим, що пуансон виконано збірним з додатковими насадками з різною формою поверхонь, що деформують заготовку, при цьому насадку з комплекту насадок...
Спосіб поліпшення відтворювальної здатності корів м’ясних порід
Номер патенту: 68211
Опубліковано: 26.03.2012
Автор: Угнівенко Анатолій Миколайович
МПК: A01K 67/02
Мітки: поліпшення, порід, спосіб, здатності, м'ясних, корів, відтворювальної
Формула / Реферат:
Cпосіб поліпшення відтворювальної здатності корів м'ясних порід, що включає покриття їх протягом року, який відрізняється тим, що парування чи осіменіння самиць проводять у квітні-липні місяцях.
Попередній патент: Герметична упаковка для розливних харчових продуктів і пакувальний матеріал для виготовлення герметичної упаковки для розливних харчових продуктів
Наступний патент: Виділений ммр9-зв’язувальний білок
Випадковий патент: Спосіб ремонтування магістрального трубопроводу