Композитний каркас поверхні управління літака та спосіб його виготовлення
Формула / Реферат
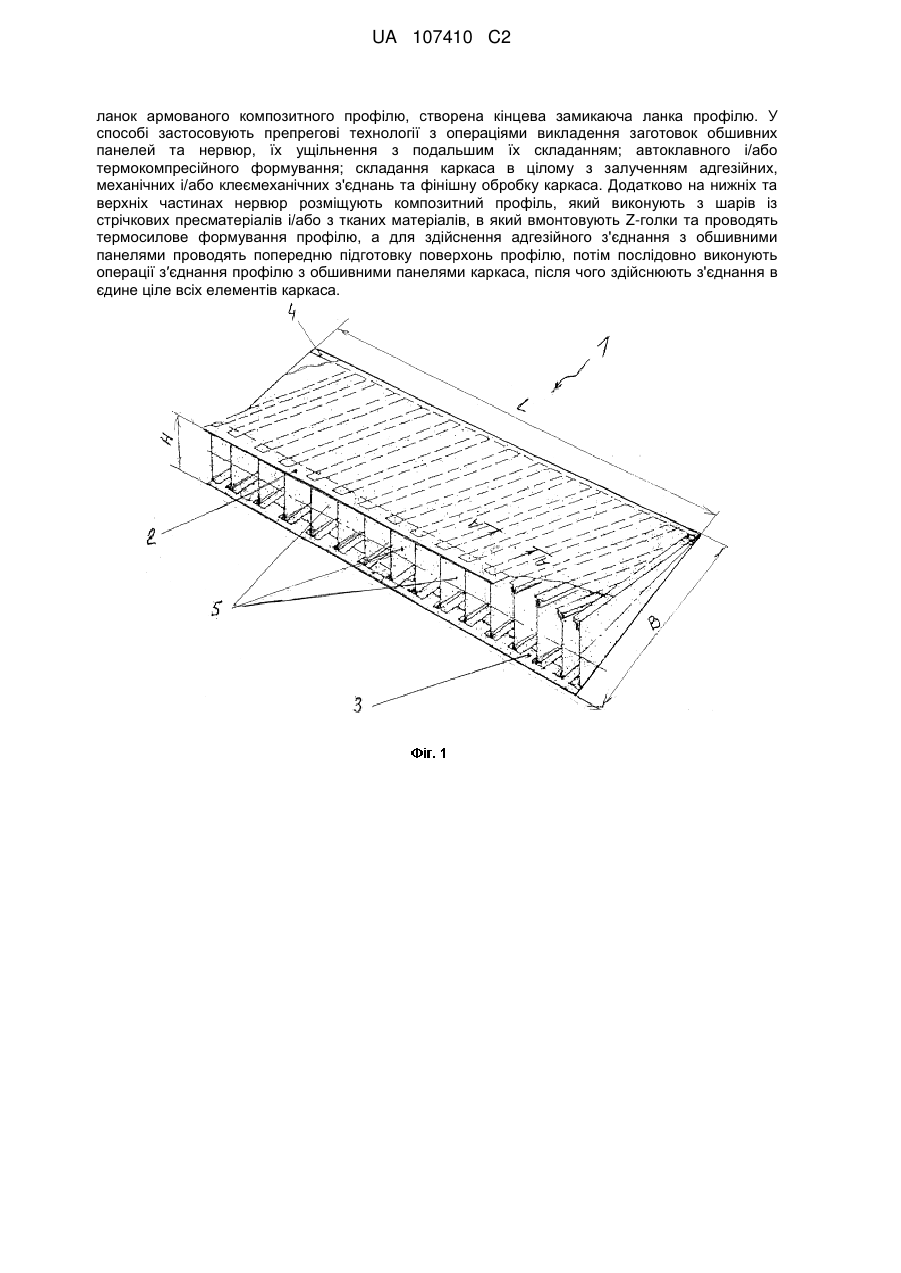
1. Композитний багатонервюрний каркас рухливих несучих поверхонь літака, такі як, рулі напрямку, висоти та крену, виконаний з вуглепластиків, який складається з верхньої та нижньої тонкостінних обшивних панелей, поперечних балкових нервюр, які в поперечному перерізі мають двотаврову форму, з кінцевим профілем, який відрізняється тим, що для з’єднання нервюр з обшивними панелями використано окремий силовий елемент у вигляді композитного профілю, який розміщений у верхній та нижній частині кожної нервюри та має контактуючу з внутрішньою поверхнею обшивних панелей ділянку тавроподібної в перерізі форми з отворами, в яку вмонтовані, на відповідну товщину ділянки, Z-голки, з відповідним коефіцієнтом заповнення ділянки, які встромлені в обшивні панелі, при цьому для з′єднання армованого Z-голками композитного профілю з обшивними панелями додатково використано адгезійне з'єднання Z-голок та поверхні профілю, при цьому за рахунок відігнутих ділянок внутрішньої поверхні обшивних панелей, що огинають поверхні правої і лівої ланок армованого композитного профілю, створена кінцева замикаюча ланка профілю.
2. Каркас за п. 1, який відрізняється тим, що Z-голки виконані з матеріалів, що мають значення модуля пружності, вище за 107 ГПа, з металевих або з композитних матеріалів.
3. Каркас за п. 1, який відрізняється тим, що для з'єднання профілів нервюр як адгезив використано спінювальний клей, що використовують при термосиловому формуванні каркаса.
4. Каркас за пп. 1, 3, який відрізняється тим, що для підтримування та одночасного з'єднання профілю нервюр з лонжероном та обшивними панелями додатково містить кронштейни, кожен з яких в прилонжеронній зоні має розтруби, що по формі відповідають формі профілю.
5. Каркас за пп. 1, 3, який відрізняється тим, що профіль виконано із композитів з неперервними і/або рубленими волокнами.
6. Каркас за п. 5, який відрізняється тим, що профілі виконані з композитних матеріалів з температурою формування та пресування, вищою за температуру формування обшивних панелей.
7. Каркас за пп. 1, 2, який відрізняється тим, що Z-голки мають по довжині різну форму та товщину.
8. Каркас за п. 7, який відрізняється тим, що Z-голки мають наскрізний поперечний отвір.
9. Спосіб виготовлення композитного багатонервюрного каркаса рухливих несучих поверхонь літака, таких як, рулів напрямку, висоти та крену, виконаний з вуглепластиків за п. 1, при якому застосовують препрегові технології з операціями викладення заготовок обшивних панелей та нервюр, їх ущільнення з подальшим їх складанням; автоклавного і/або термокомпресійного формування; складання каркаса в цілому з залученням адгезійних, механічних і/або клеємеханічних з'єднань та фінішну обробку каркаса, який відрізняється тим, що додатково на нижніх та верхніх частинах нервюр розміщують композитний профіль, який виконують з шарів із стрічкових прес-матеріалів і/або з тканих матеріалів, в який вмонтовують Z-голки та проводять термосилове формування профілю, а для здійснення адгезійного з'єднання з обшивними панелями проводять попередню підготовку поверхонь профілю, потім послідовно виконують операції з′єднання профілю з обшивними панелями каркаса, після чого здійснюють з'єднання в єдине ціле всіх елементів каркаса.
10. Спосіб за п. 9, який відрізняється тим, що перед вмонтовуванням Z-голок в профілі виконують відповідні отвори для їх розміщення.
11. Спосіб за п. 10, який відрізняється тим, що Z-голки виконують по довжині різної форми та товщини.
Текст
Реферат: Запропоновано композитний багатонервюрний каркас рухливих несучих поверхонь літака, таких як рулі напрямку, висоти та крену та спосіб його виготовлення. Каркас виконаний з вуглепластиків, який складається з верхньої та нижньої тонкостінних обшивних панелей, поперечних балкових нервюр, які в поперечному перерізі мають двотаврову форму, з кінцевим профілем. Для з′єднання нервюр з обшивними панелями використано окремий силовий елемент у вигляді композитного профілю, який розміщений у верхній та ніжній частині кожної нервюри та має контактуючу з внутрішньою поверхнею обшивних панелей ділянку тавроподібної в перерізі форми з отворами, в яку вмонтовані, на відповідну товщину ділянки, Zголки, з відповідним коефіцієнтом заповнення ділянки, які встромлені в обшивні панелі, при цьому для з’єднання армованого Z-голками композитного профілю з обшивними панелями додатково використано адгезійне з'єднання Z-голок та поверхні профілю, при цьому за рахунок відігнутих ділянок внутрішньої поверхні обшивних панелей, що огинають поверхні правої і лівої UA 107410 C2 (12) UA 107410 C2 ланок армованого композитного профілю, створена кінцева замикаюча ланка профілю. У способі застосовують препрегові технології з операціями викладення заготовок обшивних панелей та нервюр, їх ущільнення з подальшим їх складанням; автоклавного і/або термокомпресійного формування; складання каркаса в цілому з залученням адгезійних, механічних і/або клеємеханічних з'єднань та фінішну обробку каркаса. Додатково на нижніх та верхніх частинах нервюр розміщують композитний профіль, який виконують з шарів із стрічкових пресматеріалів і/або з тканих матеріалів, в який вмонтовують Z-голки та проводять термосилове формування профілю, а для здійснення адгезійного з'єднання з обшивними панелями проводять попередню підготовку поверхонь профілю, потім послідовно виконують операції з′єднання профілю з обшивними панелями каркаса, після чого здійснюють з'єднання в єдине ціле всіх елементів каркаса. UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до машинобудування, а саме до авіаційної техніки при створенні, найперше, рульових поверхонь літака із полімерних композиційних матеріалів (ПКМ), або більш скорочено - композитних матеріалів і при цьому, найперше, з вуглепластиків. Як відомо, [1-8 та ін.], вибір оптимальних конструктивно-технологічних рішень і технології виготовлення для зниження, перш за все, маси і вартості композитних конструкцій, а також підвищення їх несучої здатності, належить до перших і основних умов в вирішенні проблеми створення поверхонь управління літака. Найбільш ефективне застосування композитних матеріалів, в основному вуглепластиків гарячого затвердіння, передбачає їх використання саме в силових конструкціях (крила, фюзеляжу, оперення). І при цьому, як показують дослідження, підтверджені практикою, найбільш перспективними серед них є конструкції саме інтегрального типу, які являють собою монолітні багатокомпонентні конструкції, що сформовані в єдине ціле за один технологічний цикл в єдиній базовій для всієї конструкції формі. В цих конструкціях майже відсутні механічні та клейові з'єднання. Одним із типів композитних інтегральних вузлових конструкцій, застосовуваних в авіаційній техніці, є конструкції, які виконані у вигляді обшивок, що виходять на теоретичний контур і підкріплюючого їх внутрішнього силового набору. Саме до даного типу конструкцій, наприклад, і належать композитні поверхні управління літака [1, 2]. В той же час можливий варіант збірної з частковою інтегральністю вузлової конструкції, у якій важливі її компоненти є монолітними, наприклад у вигляді монолітних обшивних панелей [3]. Як відомо [2, 3 та ін.], однією з особливостей композитних конструкцій поверхонь управління є наявність в них значної кількості тонкостінних елементів, працюючих в умовах стиску та зсуву. Тому для подібних конструкцій вичерпання несучої здатності, порівняно часто асоціюється з утратою стійкості вказаних елементів. Подібні композитні, переважно з вуглепластиків, агрегати з неоднаковим рівнем інтегральності використовуються в ряді типів літаків західного виробництва, наприклад, A310, А320, А350, А380, В787 [4], російського виробництва Мс-21 [4], але більш широке застосування це знайшло в конструкціях рулів напрямку, висоти та крену (елерони крила) і хвостових частин закрилків та ін. літаків Ан-70, Ан-148, Ан-158 фірми "Антонов" [2]. Вказані вище рулі належать до несучих поверхонь літака, які являють собою сильнонавантажені та складні по конструктивно-технологічній реалізації агрегати. Рулі та елерони, перш за все, клиновидної в перерізі форми, по конструкції однотипні. Вони являють собою консольні балки, які улаштовані в вузлах підвіски і навантажені аеродинамічними силами. По конструктивній схемі це переважно однолонжеронні балки з працюючим на скручення носком. Типова конструкція вказаних рульових однолонжеронних поверхонь у технологічно розчленованому вигляді наведені в [1, рис. 2], а також в [2, рис. 2]. Головною складовою частиною даної конструкції є багатонервюрний каркас, якісне виготовлення якого потребує пошуку нестандартних технічних рішень як при створенні конструкції, так і при розробці технології його виготовлення з необхідним при цьому оснащенням. Багатонервюрний каркас рульової поверхні літака (РПЛ) складається із тонкостінних зовнішніх обшивок, силових нервюр, які, як правило, розташовані по місцях установки металевих вузлів навіски, рядових нервюр та в багатьох випадках кінцевого профілю каркаса. При цьому, як відомо, нервюри - це типовий поперечний елемент силового набору крила та хвостового оперення, які створюють і зберігають контур перерізу, зокрема перешкоджають зближенню обшивки чи обшивної панелі при вигині конструкції, перерозподіляють навантаження між елементами поздовжнього силового набору. В даній заявці мова йде про застосування саме балкового типу нервюр, а серед них переважно звичайних та двопоясних (без стінок) нервюр [7]. В більшості в каркасах інтегрального типу застосовують двотаврові в перерізі композитні нервюри [1, 2]. Вони утворюються приєднанням впритул "спинка до спинки" двох симетричних С-подібних половинок і виконуються сукупно з верхньою та нижньою композитними обшивками, приєднуючись до них двома крайніми поличними підошвами профілю. При цьому між вказаними половинками в зонах радіусних кутових скруглень утворюються галтельні жолобки, наявність яких в конструкції знижує її несучу здатність [1, 5]. Аналогічно зазначене має місце в збірній з частковою інтегральністю конструкції каркаса з верхньою та нижньою обшивними панелями. Тут, наприклад, обшивки підкріплені тавровими профілями, до яких приєднуються стінки нервюр. Вказані профілі також утворюються приєднанням впритул "спинка до спинки" двох симетричних Г-подібних половинок і виконуються сукупно з обшивкою, приєднуючись до неї поличною підошвою. В результаті на поверхні обшивної панелі утворюються поперечні І-подібні 1 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 ребра. До загальних недоліків вказаних вище типів конструкцій каркаса належить неефективне вирішення конструктивно-технологічного питання повного заповнення вказаних вище поперечних галтельних жолобків, що утворюються, як було зазначено вище, при виготовленні і приєднанні до обшивки підошв спарених симетричних зі стінками половинок профілів. Вказані жолобки в перерізі мають вигляд, близький до трикутника. При цьому близько до цих місць після формування панелі спостерігаються нерозпрямляючі складки композитного матеріалу. Три варіанти сучасних рішень з заповненням жолобків наведені в [6, стор. 446] і всі вони на основі застосування окремих компенсаційних заповнювачів, наприклад, в інтегральних конструкціях це однонаправлений джгут, насичений в'яжучим, чи спеціальний вкладиш. Однак, часто це питання вказаним повністю не вичерпується, і в ряді випадків в малонавантажених конструкціях, особливо зі склопластиків, просто дозволяється мати незаповнені жолобки на рівні до 20 відсотків їх об'єму. Але навіть і практично повне заповнення жолобків із застосуванням джгутів із високомодульних та високоміцних матеріалів не дозволяє уникнути можливого розшарування обшивки в зоні, прилягаючій до стику обшивки і стінки [5, стор. 52]. Крім того, в матеріалознавчому та технологічному аспектах виготовлення композитних конструкцій, важливою проблемою є підвищення міцності багатошарового матеріалу конструкції в транс-версальному або Z-напрямку, тобто перпендикулярному до площини х, у композитному листовому матеріалі напрямку наскрізно по його багатошаровій товщині. Саме в цьому напрямку мова йде про порівняно з металами невелику міцність ПКМ, перш за все, на міжшаровий зсув, а також в багатьох випадках і на рівномірний відрив з розшаруванням порівняно нетривкого ПКМ. Як відомо, по своїй природі ПКМ найбільш пристосовані для склеювання, але клейовими з'єднаннями можливо передати погонні зусилля до 1,5 кН/мм при товщині деталей до 2 мм [8, 9]. В той же час, також міцність механічних з'єднань деталей із ПКМ в 2-3 рази менша, ніж металевих за інших рівних умов, що веде до зниження ефективного застосування ПКМ. Це спричинено тим, що ПКМ мають низьку міцність на міжшаровий зсув та зім'яття. Останнє особливо проявляється при з'єднанні тонкостінних композитних елементів. Для подолання зазначених недоліків в Україні [8, 9 та ін.] розроблені так звані проміжні з'єднання ПКМ з металами, а саме, металокомпозитні гетерогенні структури (МКГС), де металеві елементи мають трансверсальні кріпильні з загостренням мікроелементи. Як відомо, несуча здатність з'єднань, основаних на передачі зусиль через силові точки (кріпильні елементи), в основному обумовлюється міцністю ПКМ на зім'яття та поздовжній зріз по площинах, перпендикулярних поверхні деталі. При цьому було встановлено [8-12 та ін.], що найбільш ефективним шляхом зниження маси з'єднань за інших рівних умов є мініатюризація кріпильних елементів, найперше, що зменшення їх діаметра приводить до росту міцності ПКМ на зім'яття. Суть методу з'єднання МКГС полягає в тому, що кріпильні мікроелементи попередньо установлюються (вписування чи зварювання) або утворюються шляхом фрезерування на металевих фітингах, набирається необхідний пакет шарів препрегу ПКМ, повстромлюються в цей пакет загострені кріпильні елементи, а потім провадиться формування деталі із ПКМ та з цим остаточне з'єднання метало-композитної пари. При цьому були застосовані кріпильні елементи з діаметрами 1,0…1,6 мм. Слід зазначити, що в технічній літературі країн СНД також уживаний термін "голчасті з'єднання" [1 та ін.]. В той же час, в зарубіжних науково-технічних центрах композитних матеріалів в конструкції та технології з'єднань саме пари "ПКМ+ПКМ" широко розвивається напрямок застосування як трансверсально розташованих мініатюрних кріпильних елементів, найпоширеніше металевих чи композитних голок [10-13], які після утілення в ПКМ мають з ним адгезійне з'єднання, де адгезивом є зв'язуюче композитних деталей. При цьому в зарубіжній науково-технічній літературі, наприклад [10, 12 та ін.], а також в патентах фірм та корпорацій, наприклад [13, 14 та ін.], застосовуються спеціальні терміни та умовні позначення, які в україномовному перейнятті та позначеннях мають аналогічне використання і в даній заявці, перш за все, це Z-голка (Z-pin); Z-голкоскріплення (Z-pinning); Z-голкоскріплений композит (Z-pinned composit); Zголкоармування (Z-pin reinforcement); виступаюча Z-голкова стерня (Z-pin stubble protruding); крок Z-голок (Z-pin spacing); Z-голкоскріплювальна дислокація (Z-pinning of dislocation); об'ємний вміст Z-голок в процентах (percentage volume content of Z-pins), при цьому цей показник з позначенням "" треба розуміти, як густина розміщення Z-голок на поверхні деталі (areal density), що образно нагадує ложе з гвіздками; технологія Z-голкоскріплювання (Z-pinning technology); Z-голконаповнена преформа (Z-pin preform); несучий пінопластовий елемент з дислокованим комплектом Z-голок (carrier foam with Z-pins). Ця дислокація має вигляд пунктирного розташування точкових елементів. Щодо технології формування, то мова йде про 2 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 масове пунктирного виду заформування Z-голок в композитний матеріал, як близько і точно розташованих елементів. Звичайна Z-голка являє собою короткий малого діаметра круглий гладкий стержень з загостреним кінцем, тобто вона подібна до патефонної голки. Згідно з [13], Z-голки мають бути виконані із матеріалів зі значенням модуля пружності вищим за 107 ГПа, в першу чергу, з металів та вуглепластиків. Зазвичай діаметр металевих голок переважно складає 0,28…0,3 мм та 0,5 мм, а вуглепластикових 0,5 мм та 0,7…0,75 мм. При цьому величина зазначеного вище показника "" залежить, по-перше, від кількості голок в конкретній дислокації на даній розвинутій поверхні, наприклад в простому випадку це кількість лінійчастих колонок Z-голок помножена на кількість наявних рядків. По-друге, значення р залежить від діаметра Z-голок. Зазвичай в експериментах при вивченні механічних властивостей композитних деталей та їх з'єднань з залученням Z-голкоскріплення, використовують такий ряд процентних значень вказаного показника: = 0,5; 1,0; 1,5; 2,0; 2,5; 3,0; 4,0. Встановлено, [10, 11 та ін.], що для кожного виду конструктивного впровадження є свій оптимум наповнення Z-голками, що підвищує механічні властивості композитів та зразків з'єднань композитних деталей. Наприклад, в [13] досліджувалось значення = 0,5 % та = 2 %, з використанням вуглепластикових титанових Z-голок діаметром 0,5 мм, заформованих у вуглепластику марки AS4/3501-6. Далі, відносно термінології, то при введенні Z-голок в композит в більшості випадків використовується загальновживаний процес накладання ультразвукових коливань, або так званий UAZ-процес (Ultrasonically Assisted Z-fibre) [10, 12 та ін.]. Детальніше широковідомий спосіб введення Z-голок в тіло зразків композитних деталей містить такі узагальнені в технологічній послідовності кроки [10, 12 та ін.]: виготовляють для проміжного одноразового використання Z-голконаповнену преформу, як вмістилище комплекту Z-голок, у вигляді потовщеної по висоті на довжину Z-голок, пінопластової плити; накладають цю преформу на поверхню пакета викладених шарів препрега; проводять силове тиснення на поверхню преформи, поступово сплющуючи її і забезпечуючи цим видавлення Z-голок, які водночас устромлюються в композитний матеріал. Далі знімають з голкової стерні сплющену пінопластову плиту та її видаляють у відходи, після чого продовжують при необхідності процес силового тиснення на виступаючу Z-голкову стерню, наприклад, до її остаточного положення урівень з поверхнею композитного елемента і, нарешті, одночасно чи окремо від процесу прикінцевого заглиблення Z-голок, проводять термосилове формування голкоармованого композитного елемента. При цьому силове простромлення Z-голками здійснюють, по-перше, використовуючи UAZпроцес, з переміщенням (скануванням) ультразвукового приладдя, по всій поверхні Zголконаповненої преформи, або, по-друге, під дією вакуумного мішка в процесі вакуумного чи автоклавного термосилового формування. До недоліків викладеного вище способу введення в композит Z-голок, слід віднести, як найголовніше, необхідність виготовлення та маніпулюючого застосування проміжної Zголконаправленої преформи, що суттєво ускладнює процес, характеризуючись значним виробничим циклом, значними трудовими та матеріальними витратами та невисокою сталістю цього технологічного процесу. На сьогодні Z-голкоскріплення композитів має ще незначне застосування, але проведені науково-дослідні та експериментальні роботи дозволяють зробити щодо цього оптимістичні висновки. Так, Z-голки дозволяють підвищити, перш за все, міжшарові властивості ПКМ і, як наслідок, підвищити структурні властивості підкріплених ребрами жорсткості панелей та з'єднань композитів [10]. Наприклад, Z-голкоформування застосовується у повітро-всисаючому патрубку, а також у стулці повітрозабирача двигуна палубного винищувача-бомбардувальника F/A-18E/F Superhornet. Застосування Z-голкоскріплення дозволило замінити титанове кріплення, знизивши масу конструкцій на 17 кг та зменшити вартість на один літак в розмірі $83000. Z-голки також застосовуються в конструкції стулки вантажного люка військового транспортного літака С-17 [10]. На сьогодні, найперше в західних літакобудівних фірмах, проводяться експериментальні роботи, націлені на можливості застосування Z-голкоскріплення в конструкції композитних крил. При цьому на першому етапі мова йде про виокремленні концептуального характеру можливі конструктивні схеми з'єднань композитної пари типу "лонжерон-обшивка" по їх стикуючим між собою поверхням. Тобто тут не розглядається питання загальної технології складання конкретної цілісно-композитної авіаційної конструкції, а тільки її окремий фрагмент, пов'язаний з застосуванням Z-голкосполучення у визначеному місці. Наприклад, тут не розглядаються питання установлення та місця кріплення нервюр до лонжеронів та обшивних панелей і т.п. 3 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Так, в патенті корпорації Боїнг [13] наведено кілька концептуальних конструктивних схем сполучення двотаврового в перерізі лонжерона з обшивними панелями, в тому числі ансамбль з двома з'єднувальними компонентами і ансамбль з трьома з'єднувальними компонентами. В першій схемі задіяні спочатку лонжерон з регіоном поверхневої Z-голкової стерні та незатверділа заготовка-панель. В другій схемі задіяні спочатку вільні від Z-голок лонжерон і примикаючи до нього проміжна незатверділа полоса та підформована (частково затверділа) з регіоном виступаючої Z-голкової стерні обшивна панель. Тобто в другій схемі Z-голкова стерня безпосередньо в тіло лонжерона не встромлюється. У вказаному вище патенті також приведені два приклади з застосуванням Z-голкоскріплення в випробовуваних зразках з вуглепластику марки AS4/3501-6. Вказані зразки являють собою здвоєні (по товщині) консольні балки (англ. DCB) для випробування ефективності з'єднання їх розщеплення (розшарування) по стандарту ASTM D6 115-97(2011). Розміри зразків в плані складають 25,4 мм х 254 мм, при цьому вони були виготовлені двох типів: робочі з Zголкоскріпленням та контрольні, тобто традиційні без голкоармування зразки. Для голкоармування були використані вуглепластикові Z-голки з діаметром приблизно 0,5 мм, при цьому значення показника складало приблизно = 0,5 %. Результати випробувань показали, що значення зусилля при розщепленні голкоскріплених зразків в середньому було в 1,5 разу вищим, ніж при розщепленні контрольних традиційно виготовлених зразків. У другому прикладі використовувались титанові Z-голки з діаметром приблизно 0,5 мм, при цьому показник густоти їх розміщення на поверхні полиці зразка лонжерона складав = 2 %. Зразок лонжерона був сформований при температурі 170 °C разом з виступаючим на поверхні полиці регіоном Zголкової стерні, довжина голок якої складає приблизно 5 мм. В той же час товщина приєднуваного до лонжерона зразка незатверділої композитної обшивки була на рівні 7,6 мм. Це приєднання з одночасним формуванням обшивки, було виконано вакуум-автоклавним 2 способом при температурі 170 °C і тиску 7 кг/см . Тут слід зазначити, що в цьому технологічному процесі температура попереднього отвердіння лонжерона і температура при його повторному нагріванні при приєднанні і формуванні обшивки були однакові, а саме 170 °C. Такий підхід, на думку заявника, може мати місце, якщо є підтверджені позитивні результати експлуатації таких конструкцій, принаймні за період 10-15 років, а коли ж ні, то краще підстрахуватись і повторний високотемпературний нагрів лонжерона проводити при дещо нижчій температурі. Відносно композитних (перш за все, інтегрального типу) конструкцій рулів управління літака, то заявнику невідомі роботи з застосуванням в цих конструкціях Z-голкосполучення. Цей винахід стосується проблеми конструктивного рішення, способу виготовлення та оснащення для здійснення цього способу в варіантах суцільно інтегральної [1, 2], а також збірної з частковою інтегральністю конструкції [3] композитних каркасів рулів управління підвищеної та високої несучої здатності, включаючи при цьому застосування Z-голкосполучення балкових нервюр з обшивками. В винаході у всіх варіантах конструкцій каркаса основним силовим елементом поясів цих нервюр є окремий Z-голкоармований композитний профіль зі своїми особливими конструктивами з'єднання з обшивками, що дозволяє застосування в ряді випадків і двопоясних безстіночних балкових нервюр. Відоме технічне рішення для панелей багатонервюрних рулів висоти та напрямку літаків В727 та В737 [15], відповідно до якого монолітна стрингерна панель із композитного матеріалу, що виходить на теоретичний контур, містить в собі обшивку і підкріпляючи її у подовжньому напрямку Т-подібні стрингери. Останні утворюються приєднанням впритул "спинка до спинки" двох симетричних С-подібних половин і виконуються сукупно з обшивкою, приєднуючись до неї поличною підошвою. Нерозрізні з суцільними стінками нервюри в цій стрингерній панелі установлюються за допомогою болтових з'єднань по полицям нервюр та обшивці. При цьому нервюри мають вирізи для можливості проходу через них стрингерного підкріплення. Це технічне рішення визначається відносно сучасних потенціальних можливостей, як частково інтегральна конструкція, з застосуванням його дотепер, наприклад, у літаку А-380. Недоліками даної конструкції є наявність отворів в обшивній частині панелей під механічне кріплення нервюр, що істотно погіршує міцність та аеродинамічні характеристики, а також знижує показник надійності конструкції. До загальних недоліків подібних конструкцій також, як було зазначено вище, відноситься неефективне вирішення конструктивно-технологічного питання повного заповнення поздовжніх галтельних жолобків, що утворюються при виготовленні і приєднанні, наприклад, до обшивки підошов Т-подібних стрингерів. Найбільш близьким до винаходу за технічною суттю, призначенням та результатами, що досягаються, та вибраним за прототип, є інтегральна конструкція багатонервюрного композитного каркаса рулів управління літака, яка знайшла найбільше своє впровадження, як 4 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 уже було зазначено вище, в літаках Ан-70, Ан-148, Ан-158 фірми "Антонов" [2], а типовим представником цього класу конструкцій є каркас руля напрямку літака Ан-70, детально представлений в [1, 2]. Цей каркас має ширину (хорду) біля 1500 мм, крок рядових з суцільними стінками нервюр біля 150 мм. Його теоретичний контур утворений двома площинами, що перетинаються між собою в зоні задньої кромки. Найбільш відповідальними і критичними місцями цієї інтегральної композитної конструкції з погляду специфіки її виготовлення є зона стику стінок нервюр з обшивками та обшивок між собою по задній кромці каркаса. Можливе ослаблення в зоні стику стінок нервюр з обшивками спричинене ще тим, що в каркасі мають місце балкові двотаврові в перерізі композитні нервюри [1, 2]. Вони утворюються приєднанням впритул "спинка до спинки" двох симетричних С-подібних половинок, а це, як уже було раніше зазначено, веде до утворення галтельних жолобків. їх якісне заповнення з одержанням в цьому місці рівноміцного конструктиву, є на сьогодні гострим проблемним питанням. Вказані недоліки притаманні і конструкціям каркасів з частковою інтегральністю, в яких застосовуються монолітні обшивні панелі. Як показала практика, вплив способу виготовлення каркасів із композитних матеріалів рулів управління літака виявляється набагато складнішим, ніж в металевих конструкціях. Стосовно до даного винаходу, то йдеться про розробку придатного для серійного виробництва способу виготовлення композитних каркасів високої несучої здатності з урахуванням нових конструктивно-технологічних рішень для цієї основної складової частини рулів управління літака. Відоме технічне рішення відносно способу виготовлення з вуглепластику багатонервюрної верхньої секції руля напрямку літака DC-10 [1, 16 та ін.]. Цей руль, довжиною 4 м, з максимальною хордою 0,97 м, має в своєму складі 30 балкових двотаврових в перерізі нервюр. Все виробництво конструкції, включаючи формування і складання окремих конструктивних елементів, в тому числі обшивок та 30 нервюр, виконано, як одноступінчаста операція з застосуванням методу співполімеризації. При цьому формування цієї інтегральної конструкції учиняється в стандартній печі з застосуванням суцільнокаучукових, тобто еластичних масивних оправок. Зазначається, що тут не потрібні ні вакуумні мішки, що одіваються на оправки, ні застосування автоклавів. Вказаний спосіб має той недолік, що він не забезпечує рівномірний розподіл тиску по різних зонах, тобто тут виникає проблема якісної пропресовки композитних компонентів конструкції, що веде, як наслідок, до різнотовщинності обшивок, нервюр та інших конструктивних елементів в різних зонах інтегральної конструкції. Як відомо, неконтрольований тиск при формуванні композитної конструкції не забезпечує її стабільної якості. Крім того, застосування еластичних оправок не вирішує зазначену вище проблему заповнення галтельних жолобків, а деякою мірою навіть її поглиблює, збільшуючи радіуси переходів на згині стінок з утворенням полиць нервюр, що веде до зниження якості композитної конструкції, в тому числі до її довгострокової (протягом всього життєвого циклу) несучої здатності. До цього ж типу аналогів належить і спосіб формування рулів управління літака Ан-70, коли на першому етапі експериментальних робіт були застосовані масивні оправки з кремнійорганічної гуми, що не забезпечило необхідний контроль тиску при формуванні вказаних конструкцій. Як відомо [2], в багатонервюрному каркасі необхідно забезпечити точність зовнішніх обводів, витримати дистанцію між нервюрами, перш за все силовими, забезпечити площинність стінок нервюр, а також розміри в зонах стику каркаса з лонжероном. При використанні суцільних еластичних оправок, всі ці вимоги забезпечуються не повною мірою. Тому ряд зарубіжних фірм, а також фірма "Антонов" в подальшому відмовились від цього способу формування композитних каркасів рулів управління літака [2]. Найбільш близьким до винаходу за технічною суттю, призначенням та результатом, що досягається, та вибраним за прототип є спосіб виготовлення композитних каркасів рулів управління літака з найбільш широко контрольованим тиском при їх термосиловому формуванні, наприклад, при вакуум-автоклавному формуванні, з використанням в цьому способі, перш за все, оправок оснастки, аналогічних варіантам оправок, що застосовуються при виготовленні каркасів рулів управління літаків Ан-70, Ан-148, Ан-158, матеріали по яких достатньо детально показані в [1, 2]. Наприклад, в одному із цих варіантів, що може застосовуватись при термосиловому формуванні, умовного каркаса з різною (криволінійною чи площинною) формою його теоретичної поверхні, в оснастці застосовується комплект формотворних жорстких металевих та напівжорстких надувних гермооправок. Перші укладаються по місцях розташування силових нервюр, а другі - по місцях розташування рядових нервюр. Формування каркаса відбувається від зовнішнього теоретичного контуру [1, рис. 55]. 5 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 У випадку практично площинних поверхонь каркасів і відсутності закритих зон зі сторони внутрішнього контуру, можуть використовуватись металеві оправки з формуванням інтегральної конструкції з базою на внутрішній контур. Перевагою даного способу формування є висока надійність технологічного процесу, оскільки для вакуумування та автоклавного формування потрібен тільки зовнішній вакуумний мішок, тобто вакуумні мішки на кожній оправці відсутні. Як недолік в цьому випадку слід відмітити важкоздійснюване одержання "ідеальної" поверхні зі сторони теоретичного контуру [2]. Але взагалі, у взятому за прототип способі, з пов'язаним з ним оснащенням, найбільш вразливими місцями з погляду якості пропресовки зостаються зони стику стінок нервюр з обшивками та обшивок між собою по задній кромці каркаса. При цьому перший недолік багато в чому пов'язаний з наявністю галтельного по хорді каркаса поздовжнього жолоба між приєднуваними до обшивки правими та лівими ділянок полиць двотаврових в перерізі нервюр, завдяки чому адгезійно приєднувана поверхня кожної нервюри має суттєву ваду. Торкаючись загально-цілісної процесної картини застосовуваних технологій при виготовленні прототипу та близьких до нього аналогів каркасів інтегрального чи частково інтегрального типу, то тут, у відповідності з визначеною структурою компонентів цих об'єктів та способів їх з'єднання, мають місце такі наступні дії: для повністю інтегральних конструкцій та монолітних обшивних панелей збірної конструкції каркасів використовують препрего-автоклавні і/або термокомпресійні технології з найбільш широким застосуванням адгезійних способів з'єднання з відповідною підготовкою стикуючих поверхонь компонентів для здійснення цих з'єднань, а для частково інтегральної збірної конструкції також і складальних технологій з залученням клейових, механічних і/або клеємеханічних способів з'єднань. При цьому в вищезазначеному мають місце такі основні поетапні в технологічній послідовності кроки: для обшивної компоненти це нанесення на поверхні двох формотворних для верхньої чи нижньої обшивної компоненти плит оснастки або рідше - листів оснастки розділювальних (антиадгезійних) шарів; викладення на основі препрегів армуючих і захисних шарів обшивок, перш за все, використовуючи препреги на основі вуглестрічок; виготовлення підкріплюючих обшивки елементів поясів балкових нервюр; укладання з точним розташуванням по дистанції нервюр та ширині каркаса цих підкріплюючих елементів. В багатьох випадках це накладки, їх ущільнення з приєднанням до обшивок та фіксацією місцеположення. Далі одно або кількаразове ущільнення, або легке по параметрах термосилове підформування викладених багатошарових пакетів, після цього у варіанті збірної конструкції їх разом з оснасткою поміщають в технологічний пакет з герметичним вакуумним мішком, у відповідності з типовою схемою цього процесу, і після термосилового формування обшивних панелей та заключних технологічних операцій їх передають на загальне складання каркаса. Одночасно у цьому ж варіанті збірної конструкції при виготовленні стінок нервюр застосовують препрего-автоклавні, чи препрего-пресові технології і після термосилового формування та заключних технологічних операцій їх також передають на загальне складання каркаса. В той же час для варіанта інтегральної конструкції - це нанесення шарів препрегу на підготовлені для викладки секційні клиновидні оправки, які комплектно впритул розміщують всередині між двома формотворними плитами чи листами, на яких містяться пакети обшивок, поміщають це складання, найпоширеніше, в вакуумний мішок, і проводять термосилове формування всієї конструкції каркаса, від зовнішнього чи внутрішнього контуру, а потому вже проводять заключні технологічні операції. Поставлені задачі вирішуються тим, що в структуру верхніх та нижніх поясів нервюр у всіх вказаних варіантах каркасів, залучають як інтегрально з'єднувальний з обшивкою окремий силовий елемент у вигляді центропоясного з фасонною в перерізі формою Z-голкоармованого композитного профілю, що має контактуючу з внутрішньою поверхнею обшивок, розвинену суцільну площинну полицю і, перш за все, це профіль з тавроподібною в перерізі формою. Він містить виступаючий на його поличній поверхні регіон точнорозосередженої та точновисотної Zголчастої стерні, яка утілена встромлюванням в обшивну компоненту каркаса на всю її товщину з визначеним відносним об'ємним заповненням. При цьому центропоясний голкоармований профіль має майже по всій його довжині комбіноване тривидове приєднання до обшивної компоненти: по-перше, Z-голкове з адгезійним з'єднанням голок; по-друге, адгезійне по контактуючій суцільній площинній поверхні профілю; по-третє, адгезійне з підпираючоприпасованим елементом з'єднання за рахунок відігнутих ділянок внутрішнього (-ніх) шару (-ів) обшивки, що огортають унапуск поверхні правої і лівої спадних в перерізі лапок горизонтальної полиці профілю, являючи таким чином прикінцеву замикаючу ланку в обхваті про зовнішньому периметру вказаного центропоясного профілю. Цим створене багаторазове по міцності та надійності з'єднання. Це посилене з'єднання з обшивками дозволяє здійсненню також і нового 6 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 варіанта конструктивно-силової схеми, а саме, застосування, наприклад, в збірному частково інтегральному каркасі як рядових нервюр також і двопоясних (без стінок) нервюр. Саме цей варіант є одним із важливих демонстраторів ефективних можливостей нових конструктивнотехнологічних рішень, пов'язаних з застосуванням Z-голкоармованих профілів. В загальному, в розробленому з'єднанні Z-голки центропоясного голкоармованого профілю виконані з матеріалів, що мають значення модуля пружності вище за 107 Гпа [13], в першу чергу з металевих, в тому числі магнітом'яких матеріалів, а також з вуглепластиків. Для спрощення технології виготовлення голкоармованих профілів, кожна голка має ступінчату (різнотовщинну) по довжині форму, а саме потовщене вушко з наскрізним поперечним отвором, яке заформоване як закладний елемент в тілі профілю урівень з його примикаючою до обшивки поверхнею, та стоншений виступаючий голко-наконечник, що устромлений в приєднану до центропоясного профілю обшивку. Наявність вушка сприяє кращому з'єднанню Z-голок з матеріалом профілю, при цьому вони, як буси, можуть бути нанизані на нейлонову нитку, що додає зручності при зберіганні, транспортуванні та при виготовленні профілю. Крім того, вушка мають для заходу в матеріал вхідну фаску для зручності одівання на них пакету приповерхових шарів. Слід відзначити таку особливість композитного багатонервюрного каркаса. В ньому центропоясні протилежно розташовані голкоармовані профілі верхнього та нижнього поясів нервюр попарно мають в загальному по три повздовжні конструктивно визначені робочі ділянки, з них дві прикінцеві, а саме, передня та задня опорно-приєднувальні ділянки та найбільш видовжена середня ділянка. Стосовно клиновидних каркасів - це передня прилонжерна ділянка та задня ділянка в районі закінцевого профілю каркаса рульової поверхні, в якому верхні та нижні центропоясні профілі в зоні їх взаємного перерізу мають прикінцеві скошення з переходом тавроподібної форми в пластинчасту з взаємно-опорним для каркаса площинним припасуванням та адгезійним з'єднанням, наприклад, з використанням спінюваного клею. Поверхневе з'єднання з обшивками по цих ділянках профілів, при малій їх товщині, є адгезійним або ж адгезійно-механічним. При цьому режим твердіння спінюваного клею є прийнятно відповідним, в зазначених випадках, до режимів термосилового формування каркаса із полімерних композиційних матеріалів. В випадку, перш за все каркаса збірної конструкції, що містить двопоясні нервюри, в якому передній прилонжеронній зоні розташовані опорно-підтримувальні та одночасно з'єднувальні, в тому числі з лонжероном та обшивками кронштейни, кожен з яких має охоплюючо-припасовані розтруби по формі поперечного перерізу кожної пари центропоясних профілів, що забезпечує їх клейове з'єднання між собою по фасонних поверхнях. В композитному багатонервюрному каркасі збірної конструкції, що містить двопоясні нервюри великої довжини, розташовують в прогоні середньої ділянки кожної пари центропоясних профілів опорно-підтримувальний з охоплюючими розтрубами кронштейн, що забезпечує їх клейове з'єднання між собою по фасонних поверхнях. Далі, переходячи до деталізації ряду особливостей та конструктивно-технологічних вимог щодо центропоясного Z-голкоармованого композитного профілю, в тому числі, перш за все, до композитного матеріалу та особливостей його структури; виключно високої якості площинної поверхні профілю, що з'єднуються з обшивками; виключної вертикальності та точного місцерозташування Z-голкової стерні, включаючи заформовану частину (вушко) та виступаючу (голко-наконечник) частину; несучу здатність і технологічність та ін., то необхідно в цьому плані зазначити такі основні моменти та положення. Сам по собі Z-голкоармований композитний профіль, в вихідному положенні, має як своє основне конструктивне призначення, так і допоміжне технологічне призначення, а саме як разове використання його як елемента оснащення. Далі, говорячи про вимоги до Z-голкового армування композитного профілю, то тут, серед іншого, вагомим фактором для його несучої здатності є значення кута відхилення Z-голок від вертикалі, а також рівень різниці по довжині виступаючої Z-голкової стерні. Вказані негативні обставини в основному пов'язані з застосуванням традиційного способу виготовлення, в якому використовують проміжний несучий пінопластовий елемент (преформу) з дислокованим в ньому комплектом Z-голок, а також способом видавлювання з нього цих Z-голок, які водночас устромлюються в композитний матеріал обшивки. Як відомо, винятково важливе значення має якість поверхні композитних елементів конструкцій, що адгезійно, в тому числі клейовим способом, з'єднуються з іншими елементами конструкцій. В той же час, в наведених вище прикладах каркасних конструкцій при склеюванні з обшивками складених з двох половинок нервюр, має місце по всій довжині поверхні полиць, тобто по розмаху каркаса повздовжній рівчак, який виникає внаслідок наявності радіусних галтелей на згині полиць нервюр. Таким 7 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 чином, в даному випадку суцільність клейової поверхні значною мірою порушена. Але і при силовому встромлюванні Z-голок, особливо в товсті матеріали, трапляються на суцільній поверхні полиць стяжні місцеві поглиблення навколо Z-голок в приповерхових шарах композита. Згідно з заявкою, в композитному багатонервюрному каркасі центропоясний голкоармований профіль може бути виконаний із конструкційних композитів з неперервними і/або рубленими волокнами, перш за все, з прес-матеріалів, а саме, з вугле- чи зі скловолокнистих конструкційних прес-матеріалів, найперше з фенольних скловолокнитів, а саме стрічкових прес-матеріалів типу марок АГ-4С, АГ-4НС, ГОСТ 20437-89. Наприклад, товщина стрічки матеріалу АГ-4С складає 0,2-0,3 мм, а густина цього матеріалу на рівні 1,7-1,9 3 г/см . Ці матеріали придатні для роботи в інтервалі температур від мінус 196 °C до плюс 200 °C і в тропічних умовах. Зразки з цих матеріалів виготовляють прямим пресуванням, наприклад, при 2 температурі 150-160 °C, тиску 300-400 кгс/см , тривалість витримки під тиском, наприклад, для зразків товщиною 4 мм приблизно 8 хвилин, а товщиною 15 мм - приблизно 15 хвилин. При цьому слід зазначити, що величина тиску залежить від складності форми деталі, її товщини, довжини нарізі стрічки, яка зазвичай становить 40-50 мм. В той же час, для порівняння, цикл вакуум-автоклавного формування складає приблизно 5-6 годин. Центропоясні голкоармовані профілі, що виконані з композитних матеріалів, по-перше, як правило, з температурою формування чи пресування з можливо помітно вищою за температуру формування обшивок, а, по-друге, їх експлуатаційні характеристики, найперше, температуро- та вологостійкість завжди повинні бути на рівні, або ж перевищувати подібні характеристики матеріалів обшивок впродовж їх спільної експлуатації. Наприклад, температура пресування голкоармованих профілів з конструкційних пресматеріалів, як було наведено вище, може становити 150-160 °C, а температура, при якій приєднуються ці профілі до обшивок з одночасним формуванням останніх в автоклаві, становить, наприклад, для зв'язуючого ЭДТ-69Н, на рівні 125-130 °C [13]. При виборі оптимальної структури матеріалу композитних профілів, то відносно цього розглядаються два можливі, зважаючи на конструктивно-технологічні особливості, варіанти, а саме: простий або тривіальний і більш складний у технологічному впровадженні, тобто відносно цього проста і більш складна деталь. Як відомо, при виготовленні деталей зі стрічкових матеріалів АГ-4С, АГ-4НС, останні перед пресуванням подрібнюються. Виходячи з цього, до простого варіанта належать, перш за все, відносно короткі профілі з однорідним по всьому об'єму профілю подробленим прес-матеріалом. Цей профіль виробляється широковідомим способом в обігрівній прес-формі прямого пресування деталей, в тому числі з металевою арматурою. В цьому варіанті технологічна операція пресування є одноперехідною, а її оснащення практично складається з однієї прес-форми. До другого варіанта належать, перш за все, довгомірні профілі. Кожний з них містить в тілі контактуючої з поверхнею обшивок полиці обмежений набір її приповерхових шарів у вигляді перфорованих отворами цілісних стрічок по всій довжині профілю у відповідності зі схемою точкового місцезнаходження вушок Z-голкової стерні При цьому вказані перфоровані шари всі вкупі одіті на вушка Z-голок, оточуючи їх, і адгезійно з'єднані з ними, маючи загальну первісну товщину складеного пакета цих шарів, що приблизно досягає, наприклад, третину висоти вушок Z-голок. Тут треба виходити з того, що товщина пакета повинна бути меншою, ніж діаметр отворів в ньому. Також в центропоясному голкоармованому профілі як обмежений набір приповерхових шарів можливе використання і тканих стрічок із вугле-, скло-, органо- чи гібридних матеріалів. У [8, 9] показано, що при діаметрах штифтів (голок) до 1,0 мм практично не спостерігається зниження міцності вуглепластику, а при відстані між рядами більш ніж трьох діаметрів штифта відсутній взаємний вплив. Тому конструктивно-технологічне виділення стрічкових приповерхових шарів дозволяє, по-перше, підвищити міцність профілю на згин та одержати якісну приєднувальну поверхню полиці профілю, простромленої Z-голками, а по-друге, забезпечити якісне заформування Z-голок в тіло профілю, їх точне місцеположення та їх точну вертикальну спрямованість. Цей підхід дає можливість уникнути застосування простромлення важкопроколюваного матеріалу, яким, наприклад, є товстостінний скловолокнистий пресматеріал. Наявність в приповерхових стрічкових шарах отворів перфорації відіграє роль направляючих, запобігаючи цим зрушенню з місця та вигину тонких Z-голок під дією силового потоку маси прес-матеріалу. Поставлені задачі вирішуються також способом виготовлення удосконалених з новими конструктивно-технологічними рішеннями композитних суцільно чи частково інтегральних багатонервюрних каркасів, перш за все, завдяки наявності в їх структурі окремого силового елемента у вигляді центропоясного з фасонною в перерізі формою Z-голкоармованого композитного профілю. 8 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 У відповідності до вищеподаного, є цілком обґрунтованим, в тому числі і для ясності викладення предмета винаходу, розділення загального способу виготовлення на його дві умовно відособлені частини, а саме це спосіб виготовлення Z-голкоармованого композитного профілю, при цьому у найбільш складному варіанті його структури та спосіб виготовлення композитного багатонервюрного каркаса з цим профілем. Вказаний Z-голкоармований профіль зі ступінчатими, наприклад, металевими Z-голками, виробляють у найбільш складному варіанті зі стрічковими приповерховими шарами, як частини деталі, з такими в технологічній послідовності кроками: виготовляють заготовчий пакет приповерхових стрічкових шарів центропоясного профілю для здійснення в ньому багатоотвірного перфорування, що забезпечує його точне уміщення в формі чи прес-формі; перфорують складений заготовчий пакет, що має вигляд неметалевої перфострічки. Найпоширеніше, це відбувається шляхом пробиття множини отворів у відповідності зі схемою розміщення Z-голкової стерні. Далі укладають та розміщують хисткий перфорований пакет в самій формі чи прес-формі, або ж у її виносному базовому структурному компоненті, а саме базовій голкорозміщувальній платформі, наприклад, у вигляді простої у застосуванні смуги, на якій послідовно сполучають отвори пакета з вушками Z-голок. При цьому голкорозміщувальна платформа є знімною складовою частиною складеного пуансона основної прес-форми, яка в процесі формування прикріплена до його стаціонарної частини. Після установлення цього складання в основній формі з наявним у ній до загального об'єму неперфорованим матеріалом, виконують термосилове формування (пресування) центропоясного голкоармованого профілю. Для підготовки проведення операції перфорування матеріалу, проводять ущільнення розміщеного між поверховими антиадгезійними плівками пакета приповерхневих шарів профілю шляхом їх прокатування між валками при нормальній температурі, або шляхом їх площинного підпресування при нормальній чи підвищеній температурі. Після цього в цьому ущільненому пакеті проводять одночасне пробиття всього комплекту, охоплюючих вушка Z-голок, отворів, шляхом одноразового штампування пакета, що при цьому має нормальну температуру, чи знаходиться в охолодженому стані. Взагалі в цьому випадку це штампування дещо затверділого матеріалу, що близько належить до групи таких матеріалів, як бавовняна, шерстяна чи прорезинена тканина та ін. [17 та ін.]. Метод штампування в цьому випадку підбирається експериментально, оскільки все залежить від товщини та механічних властивостей композитного листового матеріалу та від рівня його твердуватості. Це можуть бути штампи з притискувальними плитами та з застосуванням протиопорних підпружинених елементів, або штампи з просікальними пуансонами трубчастого виду з застосуванням, наприклад, фібрових чи поліуретанових підкладок. Важливим питанням, що також визначається експериментально, є здійснення по двом варіантам способу отримання складання "базова голкорозміщувальна платформа перфорований пакет приповерхових шарів профілю - комплект Z-голок". Тут, як варіант, спочатку проводять укладання перфорованого профілю пакета приповерхових шарів на перфоровану базову виносну платформу основної форми чи прес-форми, а потім установлюють комплект Z-голок, або ж спочатку установлюють на формотворну поверхню перфорованої базової виносної платформи основної форми чи прес-форми комплект Z-голок, а потім перфорований пакет приповерхових шарів. При цьому по економічних, технологічних та фізичних чинниках вказана виносна платформа виконана, перш за все, з штабового заліза. Мова йде про зручне виконання вказаних вище дій, а також забезпечення стійкого в процесі операції вертикального положення Z-голок. Сталість цього положення багато в чому залежить від геометричних параметрів Z-голок, в тому числі від довжини вушок та діаметра голконаконечників, що базуються в отворах голкорозміщувальної платформи. В разі отримання негативного результату, підключають допоміжні заходи, що забезпечують здійснення зазначеної необхідної вимоги. Так, при виробленні складання "базова голкорозміщувальна платформа перфорований пакет приповерхових шарів профілю комплект Z-голок" використовують комплектувальне улаштування з пневматичним столом з можливістю притягання до його поверхні цього складання, або ж використовують комплектувальне улаштування з магнітним столом з можливістю притягання до його поверхні цього складання магнітним полем. При цьому комплект установлених на голкорозміщувальній платформі, наприклад металевих Z-голок, переносять для укладання в основній формі чи прес-формі в кількох можливих варіантах, а саме при нормальній температурі цього складання або ж після його попереднього підігріву, або ж підігріву, при необхідності, тільки однієї оправки, тобто практично без підігріву самого пакета композитних приповерхневих шарів. В останньому випадку пакет приповерхневих шарів сполучають з металевою виносною платформою і перед переносом цього складання в форму чи прес-форму, його підігрівають в установці індукційного нагріву. 9 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Переходячи до висвітлення другої виокремленої частини способу виготовлення, що заявляється, а саме способу виготовлення композитних багатонервюрних каркасів, до складу яких входять центропоясні Z-голкоармовані профілі, що конструктивно та технологічно виконані як окремі компоненти, учиняють їх з'єднання з обшивками, перш за все голкоадгезійне, та з'єднання цих профілів в хвостовій частині каркаса в площині нервюр попарно між собою, з такими в технологічній послідовності кроками: проводять підготовку поверхонь цих профілів для здійснення адгезійних з'єднань, наприклад, шляхом легкої піскоструминної обробки, і наносять на площинну поверхню тавроподібного профілю шар адгезиву, властивості якого в матеріалознавчому та технологічному планах відповідні з властивостями зв'язуючого полімерного композиційного матеріалу обшивок. У подальшому послідовно виконують у багатофункціональному складально-пристромлювальному пристрої, яке тимчасово приладнане до кожної з пакетом обшивок формотворної плити, такі узагальнюючого характеру чотири дії: розміщують кожен профіль в профільованому за його фасонною формою заглибленні в нижньому торці ложемента пристрою та установлюють і точно розміщують це спарене складання голкоармованою полицею профілю на поверхні пакета обшивок. Далі проводять одночасно для кожного центропоясного профілю по всій його довжині, а також для всього комплекту профілів в цілому, силове простромлювання Z-голками препрегових пакетів композитного матеріалу обшивок на всю їх товщину та фіксують після простромлення непорушне положення центропоясних профілів у їх присадженому до поверхні обшивок стані, одночасно використовуючи їх у фіксуючих технологічному процесі діях, а саме як поперечні рубильники оснащення, що запобігають випаданню обшивок при перевертанні формотворної плити оснастки та її транспортуванні. Всі подальші дії процесу пов'язані з відмінностями конструктивно-технологічних варіантів композитних каркасів, і їх проводять без багатофункціонального пристрою. При цьому в варіанті повністю інтегральної конструкції наносять на виступаючу фасонну поверхню профілів по всій їх довжині шар адгезиву, враховуючи при цьому відмінність в задіяному положенні задніх робочих ділянок при формуванні каркаса чи від зовнішнього, чи внутрішнього контуру, після чого формотворні плити з розташованими на них пакетами обшивок, передають на загальне складання основної форми і конструкції в цілому, її термосилове, наприклад вакуум-автоклавне чи автоклавно-термокомпресійне формування з адгезійним з'єднанням в єдине ціле всіх компонентів конструкції, в тому числі по місцю стику прикінцевих скошених ділянок центропоясних профілів та проводять заключні дії по виготовленню інтегрального каркаса. В варіанті ж збірного каркаса, укладають між центропоясними профілями широкосмугові відрізки внутрішнього шару (-ів) пакета обшивок таким чином, щоб крайні відігнуті ділянки цього широкосмугового шару (-ів) в адгезійному з'єднанні "обшивка - центропоясний профіль" огортали унапуск поверхні правої та лівої лапок горизонтальної полиці тавроподібного в перерізі профілю, на які попередньо наносять шар адгезиву, і в такому стані це складання поміщають в технологічний пакет і проводять термосилове, наприклад, вакуум-автоклавне чи автоклавно-термокомпресійне формування верхньої та нижньої обшивної панелі, і після виконання заключних операцій ці панелі передають на загальне складання каркаса з широким застосуванням адгезійних та адгезійно-механічних з'єднань всіх його конструктивних елементів. В загальному випадку простромлення Z-голками препрегових пакетів композитного матеріалу обшивок центропоясними голко-армованими профілями проводять при нормальній температурі комбінованим силовим способом, по-перше, під дією ваги вертикально переміщуваних поперечних ложементів пристрою, а, по-друге, через використання ефекту притиснення вакуумного мішка до поверхні формотворної плити оснастки, який при цьому одночасно надавлює як на верхні розвинуті площинні торці ложементів, так і на міжпрофільно розташовані цулаги, які своїми крайніми відігнутими ділянками придавлюють праві та ліві лапки центропоясних профілів до внутрішньої поверхні обшивок. При цьому прикінцеве остаточне щільне прилягання та непорушне адгезійне з'єднання з обшивками центропоясних профілів проводять при термосиловому формуванні повністю інтегральної конструкції каркаса в цілому, чи окремо тільки двох обшивних інтегральних панелей в варіанті збірного каркаса. У відповідності до розділення способу виготовлення з новими конструктивно-технологічними рішеннями багатонервюрних композитних каркасів на дві умовно відособлені частини, а саме, на спосіб виготовлення Z-голкоармованих профілів, та спосіб виготовлення каркасів з цими профілями, то аналогічно цьому принципу розділення у подальшому висвітлений і комплект відповідного оснащення. Так, багатономенклатурний комплект оснащення для виготовлення центропоясного голкоармованого композитного профілю містить в собі: улаштування для укладання та ущільнення пакета стрічок композитних матеріалів, як приповерхової частини профілю; штамп 10 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 для одночасного пробивання у вказаному вище пакеті всієї множини отворів, який знаходиться при штампуванні, найпоширеніше, в охолодженому стані, наприклад, після витримки в промисловому холодильнику; комплектувальні улаштування з пневматичним, або магнітним столом, які застосовують при виробленні складання "виносна базова голкорозміщувальна платформа основної прес-форми перфорований пакет поверхових шарів профілю комплект Zголок"; основна прес-форма прямого пресування. Вона містить в структурі своїх компонентів знімну виносну з форми, голкорозміщувальну платформу, в отвори якої вставляють заданий комплект Z-голок, і на вушка яких, нанизуючи, одівають перфорований пакет приповерхових шарів профілю, далі вмонтовують це складання в форму, додають необхідний матеріал і проводять, перш за все під пресом, термосилове виготовлення профілю. При цьому виносна базова голкорозташувальна платформа основної прес-форми виконана переважно з металевих матеріалів, в тому числі зі значною магнітною проникністю і переважно із штабового заліза. Стосовно конструктивних особливостей, то при виконанні комплектації в улаштуванні з пневматичним столом, виносна базова голкорозміщувальна платформа основної прес-форми має поздовжні пази під рядами місць установлення Z-голок з висотою цих пазів, що дещо (незначно) перевищує довжину голко-наконечників. Щодо складу та особливостей другої частини технологічного оснащення, яке стосується виготовлення багатонервюрних композитних каркасів з наявними в їх структурі силових центропоясних Z-голкоармованих профілів, то воно, перш за все, стосується саме формотворної оснастки, як при виготовленні повністю чи частково інтегральних конструкцій. Це оснащення відрізняється від відомого тим, що формотворні плити основної форми споряджують тимчасово приладнаним до них по бокових сторонах багатофункціональним складальнопристромлювальним пристроєм у вигляді просторового багатостоякового каркаса, що містить в собі комплект попарно розташованих один проти одного стояків, які в нижній частині прикріплені до формотворної плити по місцях дистанційного розташування по довжині обшивки центральних профілів та приладнаних між протилежними стояками поперечних ложементів з можливістю їх вертикального переміщення. Ці поперечні ложементи в нижньому торці мають по своїй довжині профільоване заглиблення за формою фасонного центропоясного профілю, в яке поміщають цей профіль, який в даному випадку являє собою в технологічному призначенні пуансонний блок з голчастими пуансонами. Протилежний торець поперечних ложементів має дещо розвинуту площинну поверхню. Далі використовують як фіксуючі елементи оснащення, притиснуті до поверхні обшивок, та закріплені по торцю плит центропоясні профілі, які відіграють роль рубильників при перевертанні та транспортуванні формотворних плит. Наостанок, при автоклавному формуванні композитного каркаса інтегрального типу з залученням секційних клиновидної форми металевих чи надувних оправок, які впритул в основній формі стикуються між собою, використовують в їх кутових ділянках, тобто сугубо місцево, а саме в місці відгину тих приповерхневих шарів обшивок, що облягають лапки центропоясних профілів та невід'ємних від них початкових шарів стінок нервюр, профільовані з еластику, з'єднані з оправками, вузькі штабові вставки. Вони за формою робочої фасонної поверхні, відповідно такі ж, наприклад, як у зовнішній поверхні тавроподібних в перерізі центропоясних профілів. Один із результатів наведеного вище вирішення поставлених задач полягає в тому, що впровадження у практику нових конструктивно-технологічних рішень може здійснюватись варіантно, а саме по каркасу в цілому або ж вибірково, наприклад, починаючи з силових нервюр. Конструкція багатонервюрних композитних каркасів повністю чи частково інтегрального типу з наявністю в їх структурі силових центропоясних Z-голкофрмованих профілів, має, перш за все, такі чотири переваги (Кі, і= 1….4): К1. Підвищення міцності, жорсткості, надійності та експлуатаційної живучості конструкції. Поперше, із-за відсутності поздовжніх галтельних жолобків в полицях нервюр. По-друге, підвищена міцність, жорсткість та надійність приєднання Z-голкоармованого профілю до обшивки, оскільки, як вже відмічалось, профіль має майже по всій його довжині комбіноване тривидове приєднання до обшивної компоненти: по-перше, Z-голкове з адгезійним з'єднанням голок; по-друге, адгезійне по контактуючій площинній поверхні профілю; по-третє, адгезійне з підпираючо-припасованим елементом з'єднання, за рахунок відігнутих ділянок внутрішнього (ніх) шару (-ів) обшивки, що огортають унапуск поверхні правої і лівої спадних в перерізі лапок горизонтальної полиці профілю. К2. Висока несуча здатність поясів нервюр та їх надійне з'єднання з елементами каркаса дозволяє в певних випадках застосування в ньому двопоясних (без стінок) нервюр, 11 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 компенсуючи, наприклад, цим деяке збільшення маси конструкції, завдяки наявності Zголкоармованих профілів. К3. Застосовувані в багатонервюрних композитних каркасах Z-голкоармрвані профілі мають не тільки конструктивне, а і супутнє до нього технологічне призначення, а саме як елементи технологічного оснащення. По-перше, вказаний профіль виступає в ролі пуансонної плити, в яку заформовані голчасті пуансони у вигляді ступінчатої форми Z-голок. Більший діаметр вушок порівняно з діаметром голко-наконечників, дозволяє, перш за все, при невеликій висоті вушок, міцно їх утримувати за рахунок збільшеної площини адгезійного з'єднання (див. також п. ТО2). При цьому слід відзначити, що застосування не гладких, а ступінчатих Z-голок,виходячи з відомих експериментальних даних в царині голкоармування композитних зразків, є оригінальним рішенням [10-14]. Наприклад, в патенті корпорації Нортроп [14] розглядаються трансверсально розташовані мініатюрні кріпильні елементи ступінчатої форми, у яких сама простромлювальна голка (тобто голко-наконечник) взагалі відсутня. По зовнішній формі вони нагадують гіперболоїди, або ж зімкнутий набір дискових електроізоляторів з деякими несуттєвими видозмінами. Технологія простромлення матеріалу з цими елементами виключається. По-друге, комплект Z-голкоармованих профілів відіграє роль фіксуючих рубильників при перевертанні та транспортуванні формотворних плит з розташованими на них пакетами обшивок каркаса. К4. Висока технологічність конструкції, в тому числі можливість застосування при виготовленні Z-голкоармованих профілів стрічкових прес-матеріалів, наприклад типу марок АГ4С, АГ-4НС, ГОСТ 20437-89. Останні мають набагато нижчу вартість (6-10 S/кг) порівняно з препреговими вуглематеріалами (60-120 S/кг), а також набагато коротший цикл пресування деталей порівняно з автоклавним формуванням. Технологічність конструкції Z-голкоармованого профілю забезпечується також і тим, що в його структурі за певних умов, як варіант, виділені цільні приповерхневі шари, на основі перфорованого пакета стрічок, у вигляді смуги, що одівається на вушка регіону Z-голок. У способі (С), що заявляється, мають місце, перш за все, такі три переваги (Ci, і= 1….3): С1. Простота виготовлення Z-голкоармованого композитного профілю, в тому числа введення в його тіло Z-голок у порівнянні з існуючими способами на основі використання проміжного несучого пінопластового елемента, армованого Z-голками з наступним їх послідовним видавлюванням та пристромленням при цьому незатверділого матеріалу композитної деталі. С2. Скорочення виробничого циклу та зниження енерговитрат за рахунок пресування Zголкоармованого профілю під пресом, ніж розповсюджене формування в автоклаві, що має місце у існуючих способах виготовлення голкоармованих зразків композитного матеріалу. С3. Повністю візуально контрольований процес точного розміщення, фіксації та початкового приєднання центропоясних Z-голкоармованих профілів до обшивок, що відсутнє, як недолік, у існуючих способах виготовлення, перш за все, повністю інтегральних композитних багатонервюрних каркасів, де приєднання зістикованих між собою половин полиць нервюр з дистанційним проміжком між ними по всій довжині відбувається неконтрольовано в закритому внутрішньому об'ємі основної форми. В той же час, як відомо, візуально контрольований процес значно підвищує якість з'єднання. Потовщене по діаметру вушко збільшує площу адгезійного з'єднання з полімерним композиційним матеріалом профілю. Протидіючи цим їх вириванню, зрушенню з місця та перекосу. При цьому потовщення діаметра вушка необхідне при невеликій їх висоті, перш за все, при необхідності зменшення товщини центропоясного композитного профілю. Все це забезпечує надійність роботи профілю - дирокола. Таким чином, в розглянутій вище системі "конструкція каркаса - спосіб його виготовлення оснащення" Z-голкоармований профіль є багатошаровим матеріалом (ПКМ), багатоскладовим (сполучення ПКМ з Z-голками) та багатофункціональним (конструктивне та технологічне призначення) елементом системи, що має багатовидове надійне з'єднання з обшивними компонентами каркаса. Запропонована конструкція багатонервюрного композитного каркаса рульової поверхні літака (РПЛ), спосіб його виготовлення та оснащення для реалізації цього способу (основні варіанти І, II, III з відповідними позначеннями V1, V2, V3) проілюстровані схематично кресленнями, на яких зображено: на фіг. 1 - загальний вигляд в аксонометрії типового багатонервюрного композитного каркаса інтегрального типу однолонжеронної РПЛ; 12 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 на фіг. 2 - вид у поперечному перерізі "А-А" (фіг. 1) композитного каркаса інтегрального типу (варіант І), де, як єдине ціле, заодно з обшивками сформований комплект цілісних балкових нервюр; на фіг. 3 вид по центру рисунка у поперечному перерізі за варіантом І конструктивно та технологічно виокремленої фігурної секційно з'єднаної композитної оболонки, наприклад, замкнутого контуру, що входить в структуру обшивок, а також стінок балкових нервюр; на фіг. 4 - вид в поперечному перерізі "А-А" (фіг. 1) фрагмента збірного з частковою інтегральністю композитного каркаса РПЛ на основі двох обшивних панелей та приєднаного до них в умовленому представленні комплекту стінок балкових нервюр (варіант II); на фіг. 5 - вид у поперечному перерізі "А-А" (фіг. 1, варіант II) збірної балкової нервюри з центропоясними композитними голкоармованими профілями; на фіг. 6 - вид в аксонометрії прилягаючого до обшивних поверхонь каркаса РПЛ (варіант І, II, III) центрального профілю поясів нервюр з одним із варіантів пунктирної дислокації поверхневого регіону Z-голчастої стерні; на фіг. 7 - вид у поперечному перерізі "В-В" (фіг. 6) центрального профілю пояса балкової нервюри з заформованими різнотовщинними по довжині Z-голками в композитний матеріал профілю (для спрощення приводиться у варіанті двох лінійчастих колонок); на фіг. 8 загальний вигляд ступінчастої (різнотовщинної) Z-голки; на фіг. 9 - вид "В" (фіг. 5) на поверхню протилежно розташованих в клиновидному каркасі РПЛ (варіанти І, II, III) центропоясних голкоармованих профілів з виділенням по їх довжині трьох характерних ділянок; на фіг. 10 - вид у поперечному перерізі "D-D" (фіг. 9) по двох задніх безголкових ділянках двох з'єднувальних у місці стику профілів, а саме верхнього та нижнього центропоясних профілів балкової нервюри; на фіг. 11, 12 і 14 - види у поздовжніх перерізах збірних з частковою інтегральністю каркасів, переважно РПЛ, з застосуванням двопоясних (поздовжні стінки відсутні, варіант III) балкових нервюр; фіг. 11 - вид у поздовжньому перерізі клиновидного каркаса РПЛ з лонжероном, де прилонжеронний опорно-підтримувальний та одночасно з'єднувальний з лонжероном металевий кронштейн має охоплюючі центропоясні профілі та з'єднувальні з ними розтруби; фіг. 12 - вид у поздовжньому перерізі клиновидного каркаса РПЛ з лонжероном, де прилонжеронний опорно-підтримувальний та одночасно з'єднувальний з лонжероном металевий кронштейн має охоплюючі центропоясні профілі розтруби з відігнутими горизонтальними полицями (фіг. 13) для з'єднання ними, як з профілями, так і з обшивками; фіг. 14 - вид у поздовжньому перерізі міжлонжеронної частини дволонжеронної аеродинамічної поверхні (крило, оперення), де нижні два протилежно розташовані прилонжеронні опорно-підтримувальні та одночасно з'єднувальні з лонжеронами металеві кронштейни, мають охоплюючі центропоясні профілі розтруби з відігнутими горизонтальними полицями (фіг. 13) для з'єднання ними, як з профілями, так і з обшивками; на фіг. 13 - вид у поперечному перерізі прилонжеронного опорно-підтримувального та одночасно з'єднувального кронштейна, що має охоплюючі центропоясні профілі розтруби з відігнутими горизонтальними полицями (загальне концептуальне представлення); на фіг. 15 - загальний вигляд в аксонометрії багатонервюрного композитного каркаса інтегрального типу зі змішаним набором цілісних та двопоясних балкових нервюр (гіпотетичне концептуальне представлення); на фіг. 16 загальний вигляд виносної (зі стаціонарної форми) базової смуговидної платформи з установленим в її гніздах комплектом Z-голок та нанизаних на них шарів перфорованих приповерхових стрічок композитного матеріалу; на фіг. 17 - вид у поперечному перерізі "Е-Е" (фіг. 16) виносної базової платформи з установленими в ній Z-голками та шарами композитного матеріалу; на фіг. 18 - загальний спрощений вигляд технологічного пакета та його складових для виготовлення обшивних панелей каркаса РПЛ (для ясного представлення комплект антиадгезійних, фільтруючих, дренажних шарів та інших технологічних матеріалів відсутній); на фіг. 19 - загальний вигляд в аксонометрії вибірковий комплект секційних клиновидних оправок основної форми для виготовлення багатонервюрного композитного каркаса інтегрального типу; на фіг. 20 - виокремлений із фіг. 19 вид профільованих кутових ділянок секційних оправок основної форми; на фіг. 21 - вид у поперечному перерізі кутових ділянок секційних оправок основної форми з штабовими профільованими вставками з терморозширюваного еластику. 13 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Композитний багатонервюрний каркас клиновидної в перерізі форми рулів управління літака 1 містить в собі зовнішні верхню 2 та нижню 3 обшивки, закінцевий профіль каркаса 4 та набір балкових нервюр 5. Як було зазначено вище, композитний багатонервюрний каркас має декілька варіантів конструктивно-технологічних рішень, а саме в даній заявці їх виділено три з позначеннями V1, V2, V3, або ж варіант І, варіант II, варіант III. При цьому варіант І відповідає повністю, а варіант II частково інтегральній конструкції, в той час, як варіант III є підпорядкованим до цих основних двох варіантів і відповідає тим можливим окремим випадкам, коли в конструкції присутні і двопоясні нервюри. Але загальною непересічною ознакою для всіх трьох варіантів є наявність в конструкції композитного багатонервюрного каркаса центропоясних Z-голкоармованих профілів 6, 7. Верхня 2 та нижня 3 зазвичай вуглепластикові обшивки, складаються з цілісної регулярної частини відповідно 2а і 3а та смугових підкріплюючих накладок під пояси нервюр 2b і 3b. В варіанті повністю інтегральної конструкції внутрішні шари обшивок 2 і 3 та шари стінок нервюр 5 утворюють, наприклад, цілісні клиновидні оболонки (фіг. 3), що по розмаху (довжині) каркаса примикають одна до одної. Ці оболонки мають прямі горизонтальні ділянки 2d і 3d, що переходять в кутові фігурні ділянки 2с і 3с, а затим в вертикально-стінові ділянки 5а і 5b, які при з'єднанні між собою утворюють стінки нервюр 5 V1. В варіанті частково інтегральної конструкції кутові фігурні ділянки переважно несполучні з вертикально-стіновими ділянками. Вони в цьому випадку лише стикуються між собою десь у середині фігурної поверхні профілів 6 і 7. В частково інтегральній конструкції каркаса власне її інтегральними компонентами є верхня 8 та нижня 9 обшивні панелі, до складу яких входять регулярна частина шарів обшивок 2а і 3а, смугові накладки 2b і 3b, міжнервюрні кускові шари обшивок цих панелей, складаючи з прямих ділянок 2d і 3d та відігнутих фігурних кінцевих ділянок 2с і 3с, що охопоплюють спадні в перерізі лапки 6а і 6b верхнього 6 та 7а і 7b нижнього 7 Z-голкоармованих профілів. В частково інтегральній конструкції стінки 10 нервюр 5V2 складаються з двох симетричних половин 10а з відігнутими ділянками 10b і 10с, що охоплюють частину Z-голкоармованих профілів 6 і 7. Приєднання стінок нервюр 10 до обшивних панелей 8 і 9 здійснюють в залежності від конкретних вимог відомими способами, з них клейовим, наприклад за допомогою прошарку клейового адгезиву 15, клеємеханічним або іншими способами з'єднання. В перерізі стінки нервюр 10 мають схожість з прилонжеронними опорно-підтримувальними кронштейнами 17. Центропоясні з фасонною в перерізі Z-голкоармовані профілі 6 і 7 мають контактуючу з внутрішньою поверхнею обшивок 2 і і чи обшивних панелей 8 і 9 розвинену суцільну площинну полицю 14 з виступаючим на ній регіоном Z-голковій стерні, яка утілюється повстромленням в обшивці компоненти каркаса. Основу Z-голкоармованих профілів 6 і 7 складають суцільні композитні профілі 12 з тавроподібною в перерізі формою, в які заформовані Z-голки 13. В структуру композитних профілів входять, надаючи їм певну перевагу, приповерхові шари 12а. В зовнішній формі Zголкоармованих профілів наявні горизонтальна полиця 14, в якій з протилежної сторони відгалужені праві 6а, 7а та ліві 6b, 7b спадні в перерізі лапки, що закінчуються торцевим пологим скосом 12b, утворюючи при цьому плавну низхідну поверхню, та фігурний виступ 12с. Цей виступ може мати ті чи інші видозміни, в залежності від варіанта приєднання стінок нервюр. Заформування Z-голок здійснюється також і в лапки 6а, 7а та 6b, 7b поближче до центра профілю 12. Кожна Z-голка 13 має ступінчату форму, включаючи по своїй довжині малого діаметра голко-наконечник 13а та потовщене вушко 13b. В місці перепаду цих двох циліндричних поверхонь наявна кільцева опорна площинка 13с. Вушка мають наскрізний отвір 13b та прикінцеву фаску 13d для кращого сполучення з приповерхневими шарами 12а при їх напинанні на Z-голки. Центропоясні протилежно розташовані Z-голкоармовані профілі 6 та 7 попарно мають по три поздовжні конструктивно визначені робочі ділянки. Що спрощено показано на фіг. 9 - фіг. 12. Так, на поверхні полиці 14 довжиною ℓ, ці три ділянки визначені довжинами ℓ1 ℓ2 ℓ3, а саме: ℓ1 - передня прилонжеронна ділянка; ℓ2 - найбільш видовжена середня ділянка; ℓ3 - задня ділянка в районі закінцевого профілю каркаса. В останній ділянці верхні та нижні центропоясні профілі 6 і 7 мають прикінцеві скошення з переходом тавроподібної форми в пластинчасту (зона H, фіг. 6) з взаємно площинним 14 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 припасуванням та адгезійним з'єднанням 15. При цьому на визначеній частині довжини ℓ3 задньої ділянки наявна тонкість пластинчастих кінців, що унеможливлює процес заформування в них Z-голок. Застосування в визначених випадках двопоясних (поздовжні стінки відсутні) балкових нервюр завдяки розробленим новим конструктивно-технологічним рішенням стало можливим як в однолонжеронних, тобто клиновидної форми, каркасах 20, 25, так і в дволожеронних каркасах 30, при цьому в прилонжеронних зонах розташовані опорно-підтримувальні та одночасно з'єднувальні, в тому числі з лонжеронами 21, 22, 23 та обшивками кронштейни типу 16, 17 з застосуванням в конструкції клейових механічних та клеємеханічних з'єднань. При цьому механічні кріплення 18 є традиційними для цього виду конструкцій. Кожен з профілів типу 16 чи 17 має охоплюючі розтруби типу 17а, 17b, по формі поперечного перерізу кожної пари центропоясних профілів, при цьому кронштейни 17 відрізняються від кронштейнів 16 тим, що мають для з'єднання ще в горизонтальній полиці 17d і 17е. Технологічно здійсненна також і в варіанті повністю інтегральних каркасів така їх конструкція 35, де, наприклад, вибірково в деяких зонах присутні і двопоясні нервюри. Технологічна збірка 38, що установлюється в стаціонарну прес-форму для прямого пресування Z-голкоармованих профілів 6, 7, містить в собі виносну базову смугову платформу 31 з установленим в її гніздах комплектом Z-голок 13 та нанизаного на їх вушка 13b перфорованого пакета 32 на основі стрічкових шарів композитного матеріалу 12а. При великій їх кількості вони викладаються дещо з незначним уступом близько до спонукаючої до цього форми торця 12b. Платформа 31 має подовжні пази 31а під рядами місць для розташування Zголок. Висота цих пазів перевищує довжину голко-наконечників 13а. Технологічний пакет 40 спрощеної для наочності структури, призначений на перших етапах процесу для викладення, ущільнення або підформування під вакуумним мішком 44, наприклад, заготовчого пакета шарів нижньої обшивної панелі 9, а наприкінці цього процесу - для її термосилового вакуум-автоклавного формування. Вакуумний мішок 44 прикріплений до плити 41, на формотворній поверхні якої розміщені армуючі шари обшивки 3, перш за все, це препреги, на основі вуглестрічок. Тут комплектно мають місце зовнішні цілісні регулярні шари 3а, смугові підкріплюючі накладки під пояси нервюр 3b та внутрішньо розташовані міжнервюрні кускові шари обшивки, складаючись з прямих ділянок 3d та відігнутих кінцевих ділянок 3с, що охоплюють лапки встромлених в пакет обшивки 3, Z-голкоармованих профілів 7, розташованих між собою на відстані f. При цьому ці профілі 7 при процесному розміщенні по поверхні пакета обшивної компоненти з заданою дистанцією «f», подальшого устромлення, ущільнення або ж підформування разом з обшивною компонентою каркаса, знаходяться в фігурних заглибленнях ложементів 43, що мають досить розвинуті торцеві поверхні 43а. Для якісного ущільнення або підформування пакета шарів обшивки 3 та вакуумавтокламного формування обшивної панелі 9, на внутрішній поверхні обшивки 3 розміщені з заходженням на лапки профілів 7, тонкостінні кулаги 42. На фіг. 19 представлений вибірковий комплект 50 секційних клиновидних оправок основної форми для виготовлення багатонервюрного композитного каркаса інтегрального типу на основі даних [1, 2]. Це було також детально подано в описі прототипів відносно способу виготовлення каркаса та оснащення для його здійснення. В виокремлений ансамбль 50 типових секційних оправок входять: жорстка металева оправка 51 та напівжорстка надувна гермооправка 52. Як було зазначено, перші установлюються по місцях розташування силових нервюр, а другі по місцях розташування рядових нервюр. При цьому в бокових стінках оправки 52 заформовані притискні пластини 52b. Особливість цих оправок при формуванні каркасів з Zголкоармованими профілями, полягає в конструктивному оформленні їх кутових ділянок 51а та 51b, що мають форму відповідно до профілю Z-голкоармованих профілів 7. В цих місцях секційних оправок поміщають, наприклад, змінні штабові профільовані вставки 53 і 54 з терморозширюваного еластику. Наявність цих еластичних вставок підвищує надійність якісного зазначеного місцевого формування композитного матеріалу, а саме по фасонній поверхні профілів 6, 7. Практична реалізація винаходу, а саме клиновидної форми композитного каркаса поверхні управління літака; способу виготовлення виробу та оснащення для реалізації способу, вказані на прикладі гіпотетичного повністю інтегральної конструкції каркаса зі стіновими балковими нервюрами. Каркас формується від зовнішнього теоретичного контуру, як і в зазначеному вище прототипі [1, рис. 55], тобто має високу якість аеродинамічної поверхні. Довжина каркаса L ≈ 3500 мм, ширина В ≈ 1500 мм, розхил обшивок 2 і 3 каркаса в прилонжеронній зоні Н ≈ 500 мм. Можна вважати, що довжина Z-голкоармованих профілів 6, 7 при цьому становить 1400 мм. 15 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 Зовнішні обшивки 2 і 3 виконані з вуглепластику з порівняно невисокими термосиловими параметрами твердження і має такі зазначені нижче матеріально-конструктивні та технологічні особливості. Наприклад, тут може бути, перш за все, застосований вуглепластик з умовно посередніми параметрами термосилового формування конструкції на основі вуглестрічки ЭлурП-А та зв'язуючого епоксидного типу ЭДТ-69Н (розробка інституту ВІАМ, РФ) з температурою затвердіння на рівні 125 °C, як середньої в інтервалі 120-130 °C [18]. Для вказаних вище вуглестрічок товщина одного шару (моношару) в композитному матеріалі складає 0,11…0,13 мм, тобто вуглепластикові обшивка, наприклад, товщиною 1,5 мм містить 12-13 шарів, що достатньо в багатьох випадках для реалізації необхідної різнонаправленої схеми армування композитного матеріалу. Аналогічне має місце по матеріалах і параметрах формування і для стіночних нервюр, наприклад, товщиною 1,4-1,5 мм та накладок 2b і 3b, наприклад, товщиною 0,9-1,0 мм. Таким чином, товщина пакета шарів препрега, що підлягає при з'єднанні простромленню Z-голками 13, становить сумарно 2,3…2,5 мм. В цьому випадку довжина голко-наконечників 13а повинна бути на рівні hc=2,2 мм (фіг. 7). Z-голкоармовані профілі 6 і 7, маючи фасонну в перерізі форму, в даному прикладі виконані найперше з вугле- чи скловолокнистих конструкційних прес-матеріалів на основі стрічок, наприклад, в залежності від конструкційних особливостей деталі, товщиною 0,2-0,3 мм, або 0,5 мм. Тут, перш за все, мається на увазі саме прес-матеріали з так званими довгими волокнами, які використовують для створення високоміцних та високомодульних конструкційних композитів. Гіпотетичний Z-голкоармований профіль має висоту, наприклад, h1 = 15 мм, ширину b=20 мм, а приведена товщина цього профілю становить приблизно 4 мм. В композитний матеріал профілю пунктирно заформовані у вигляді трьох лінійчастих колонок приблизно 800 металевих, наприклад, з магнітом'яких матеріалів Z-голок 13, у яких діаметр голко-наконечників 13а 0,5 мм, а діаметр вушок 13b на рівні 1 мм. Дистанція між двома сусідніми лінійними колонками Z-голок та між рядами в них становить b2=4,0…4,5 мм, що практично повністю виключає вплив фактора простромлення запропонованими тонкими Zголками на міцність композитного матеріалу відповідно даним [8, 9]. В прикладі процентне значення показника густості в пунктирному розміщенні Z-голок 13 на поверхні профілю 14 становить = 0,5…0,55. Тут приймається, що загальна довжина Z-голок 13, принаймні, в крайніх лінійчастих колонках загальної дислокації становить 5,0…5,5 мм. При цьому середня колонка Z-голок прямує по осьовій лінії профілів 6, 7, а обабіч неї розташовані права та ліва колонки Z-голок з відстанню від краю профілів 6, 7 на рівні b1 = b3 = 5,5 мм (фіг. 7). Маси Z-голкоармованих профілів при виготовленні з вугле- чи скловолокнистих прес-матеріалів відповідно складають 180 г і 210 г. Для порівняння, маса вуглепластикової рядової нервюри в прототипі приблизно складає 300 г. Виготовлення композитного каркаса 1 повністю інтегральної конструкції починають з виготовлення комплекта Z-голкоармованих профілів 6 і 7. В прикладі розглядається варіант з наявністю специфічних приповерхових шарів 12а у структурі профілів 6 і 7. Для виготовлення пакета приповерхових шарів використовують вказані вище стрічкові прес-матеріали шириною 20 мм, при цьому вказаний пакет може складатись з трьох шарів товщиною 0,2…0,3 мм кожний, чи з двох шарів товщиною 0,4…0,5 мм. В кінці профілів б, 7 з наближеним до хвостової частини каркаса в зоні Н (фіг. 6) кількість приповерхових шарів 12а поступово зменшується. При цьому оптимальне рішення всіх цих питань установлюють експериментально. Отриманий пакет із стрічкових шарів ущільнюють, наприклад, припрокатуванням його між валками або під плитами, при цьому обабіч його знаходяться антиадгезійні полімерні плівки. Далі, при необхідності, пакет приповерхових шарів поміщають в промисловий холодильник, де він набирає необхідну твердість перед операцією перфорації отворів під вушка 13b Z-голок 13. Оптимальний діаметр цих отворів визначається експериментально, наприклад, в діапазоні 1,3…1,5 мм. Перфорацію пакета проводять шляхом одноразового штампування всього комплекта охоплюючих вушка Z-голок отворів. Вилучення однієї чи другої поверхневої антиадгезійної полімерної плівки, що розташовані обабіч пакета приповерхневих шарів 12а, визначається в процесі вироблення трикомпонентного складання 38 "базова голкорозміщувальна платформа 31 перфорований пакет приповерхових шарів 32 - комплект Z-голок 13". В той же час функціонально платформа 31 вказаного складання є знімною складовою частиною складеного пуансона основної прес-форми. Ця частина в процесі формування деталі, включно з її випресуванням, жорстко прикріплена до його стаціонарної частини, становлячи цим єдине ціле. 16 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Платформа 31 виконана з металевих матеріалів, перш за все, зі значною магнітною проникністю, наприклад з фермомагнетиків і переважно із штабового заліза. До властивостей феромагнетиків належить те, що вони мають залишковий магнетизм, розуміючи під цим намагніченість речовини, яка залишається після усування прикладеного магнітного поля. Як показано нижче, ця властивість знайшла застосування в способі виготовлення Zголкоармованих профілів 6, 7. Для зручності та прискорення складально-комплектувальних робіт при виготовленні вказаного трикомпонентного складання 38, використовують комплектувальне улаштування, наприклад, з магнітним столом з можливістю притягання до його поверхні вказаного складання 38 за допомогою дії магнітного поля. Ця дія розповсюджується на вказані два типи металевих елементів. Спочатку відбувається притягання до магнітного стола безпосередньо голкорозміщувальної платформи 31, а вже до неї - комплекта Z-голок 13. При цьому притягання Z-голок відбувається в двох зонах платформи 31, а саме голко-наконечників 13а в отворах платформи, і вушок 13b по їх опорних поверхнях 13с, що безпосередньо стикуються з поверхнею 31b платформи 31. Завдяки залишковому магнетизму забезпечується надійне притягання Z-голок до платформи 31 і тим самим операційна можливість маніпулювати з ним, включаючи перевертання, перш за все, при транспортуванні та розміщенні в основній пресформі. При необхідності додаткового закріплення прикінцевих ділянок пакета 32, то їх, наприклад, перев'язують склониткою, використовуючи для цього бокові штирки 33. При цьому якість процесу нанизуючого напинання перфорованого пакета приповерхових шарів 32 визначається рівномірним виступанням всіх вушок 13b над поверхнею 31b розташованого без зморщок на платформі 31 вказаного пакета 32. Якщо це положення не досягнуте, то проводять обтискування пакета 32 з Z-голками ІЗ в простому поверхнево-обтискувальному пристрої, наприклад, за допомогою прикочування м'якої еластичної смуги. Якщо по вимогах технологічного процесу, при укладанні в основній пресформі складання 38, його платформа 31 повинна бути підігріта, наприклад, до температури 80 °C без підігріву самого пакета композитних приповерхових шарів 32, то ця вимога може бути виконана в установці індукційного підігріву стандартного типу. В той же час відомо, при нагріві магнітів при температурі вище точки Кюрі (770 °C для Fe і 358 °C для Ni) магнітні властивості втрачаються. При цьому для феромагнетиків при температурах в інтервалі від 0 °C до 500 °C магнітна проникність практично зберігається незмінно, що забезпечує потрібну дію використовуваного в даному процесі магнітного поля. Основна прес-форма являє собою просту, стандартну конструкцію для пресування простої по загальній формі деталі, а саме профілів 6, 7. Кожен з цих симетричних в перерізі профілів має великі технологічні схили, що забезпечує просте його виштовхування з форми, а саме по поверхні стінового фігурного уступу профілю. При цьому профіль має середню товщину і в загальному достатньо зміцнений в точках дії виштовхувальних шпильок прес-форми. В матрицю прес-форми укладають визначені технологічним процесом відрізки пресматеріалу, з можливими при необхідності їх підпресовкою, а потім поверх них поміщають обтиснуте складання 38. Оптимальні параметри термосилового пресування підбираються експериментально і визначаються технологічним процесом з урахуванням вихідних даних ГОСТ 20437-89. Пресування виконують на універсальних чи стаціонарних пресах. У способі виготовлення пакета обшивок 2, 3 повністю інтегральної конструкції каркаса, чи пакета обшивних панелей 8, 9 частково інтегральної конструкції є багато співпадаючою, особливо це стосується установлення та простромлення вказаних пакетів Z-голкоармованими профілями 6, 7. Як звичайно, спочатку на поверхні двох формотворних для верхньої та нижньої обшивної компоненти плит оснастки (для прикладу 41, фіг. 18) укладають армуючі та захисні шари обшивок. Далі формотворні плити основної форми як для виготовлення повністю, так і частково інтегральної конструкції каркаса опоряджують тимчасово приладнаним до них обабіч, тобто по бокових сторонах складально-простромлювальним пристроєм у вигляді багатостоякового каркаса, що містить в собі комплект попарно розташованих один проти одного невеликої висоти вертикальних стояків, які в нижній частині прикріплені до формотворної плити (отвори для кріплення 45, фіг. 18),а саме по місцях дистанційного розташування по довжині обшивки поперечних ложементів 43, які мають можливість невеликого вертикального переміщення в пазах вертикальних стояків. При цьому поперечні ложементи 43 в нижньому торці мають по своїй довжині профільоване заглиблення за формою фасонних центропоясних профілів 6, 7, в які поміщують і закріплюють ці профілі. Протилежний торець поперечних ложементів має дещо розвинуту поверхню 43а. 17 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 В даному способі пара "ложемент 43 - Z-голкоармований профіль 6, 7" являє собою пуансонний блок, де як пуансонотримач виступає ложемент 43, а як голчасті пуансони - профілі 6, 7. Перед розміченням Z-голкоармованих профілів 6, 7 на поверхні пакетів обшивок 2, 3 та адгезійного з'єднання як з ними, так між собою, їхні поверхні повинні бути відповідним чином підготовлені для здійснення цих операцій в зазначеній для прикладу повністю інтегральній конструкції каркаса. Вказане може бути здійснене, наприклад, шляхом легкої піскоструминної обробки. Після цього на поверхню 14 профілю наносять шар адгезиву. Як було уже зазначено, верхні та нижні центропоясні профілі 6, 7 в зоні їх взаємного перерізу (зона Я, фіг. 6), мають прикінцеві скошення з переходом тавроподіної форми в пластинчасту зі взаємним площинним припасуванням та адгезійним з'єднанням в цій зоні, наприклад з використанням спінюваного клею. В цьому випадку пара "зв'язуюче ПКМ (зв'язуюча матриця композитних обшивок, наприклад, ЭДТ-69Н) спінюваний клей" повинна мати: загальну допустиму царину свого застосування, враховуючи і температурні умови експлуатації конструкції, а також співпадаючі технологічні режими затвердіння ПКМ та клею. Цим вимогам для зв'язуючого ЭДТ-69Н відповідає, наприклад, спінюваний клей типу ВКВ-3 [18]. Простромлення Z-голками 13 препрегових пакетів композитного матеріалу обшивок центропоясними голкоармованими профілями 6, 7 в загальному випадку проводять при нормальній температурі комбінованим силовим способом, по-перше, під дією ваги вертикально переміщуваних поперечних ложементів 43 пристрою, а, по-друге, через використання ефекту притиснення вакуумного мішка 44 до поверхні плити 41, який при цьому одночасно надавлює як на верхні розвинуті площинні торці 43а ложементів, так і на міжпрофільно розташовані цулаги 42, які своїми крайніми відігнутими ділянками придавлюють праві та ліві лапки, а саме 6а і 6b чи 7а і 7b центропоясних профілів 6, 7 до внутрішньої поверхні обшивок 2, 3. При виконанні простромлення пакета обшивок 2, 3 з присадженням профілів 6, 7, одночасно відбувається і його підформування. Після приєднання Z-голкоармованих профілів 6, 7 багатофункціональне складальнопростромлювальний пристрій демонтують і використовують профілі 6, 7, як поперечні рубильники оснащення, що запобігають зміщенню і випаданню обшивок при транспортуванні формотворних плит, наприклад 41, та їх перевертанні, перш за все, при загальному складанні основної форми зі складовими композитними компонентами перед підготовкою до вакуумавтоклавного формування каркаса 1 рульової поверхні літака. Але перед цим на виступаючу відриту поверхню профілів 6, 7 наносять шар адгезиву 15. Комплекс ряду незазначених дій у наведеному для прикладу вище способі виготовлення композитного каркаса 1 повністю інтегральної конструкції, перш за все, що саме пов'язані з виготовленням заготовок нервюр 5, їх укладанні на секційні оправки основної форми, наприклад, типу 57, 52, розміщенні цих секційних оправок з композитними заготовками, а також пакетів обшивок в основній формі, виготовленні технологічного пакета та проведенні термосилового вакуум-автоклавного формування каркаса 1, практично мають традиційний характер і достатньо визначені та подані у відомих аналогічних способах виготовлення інтегральних конструкцій, наприклад [1, 2, 3 та ін.]. Джерела інформації: 1. Забашта В.Ф., Кривое Г.А., Бондарь ВТ. Полимерные композиционные материалы конструкционного назначения. - Київ: Техніка, 1993. - 157 с. 2. Король В.Н., Двейрин A.З. и др. Создание агрегатов самолетов из композиционных материалов - новые подходы, интегральные решения // Технологические системы. - 2011. - № 4. - С. 32-35. 3. Братухин А.Г., Ромашин А.Г. Авиационные конструкции из композиционных материалов // Вестник машиностроения. - 1999. - №11. - С. 30-36. 4. Інформація Internet-видань. 5. Митрофанов О. В. К вопросу о проектировании многозамкнутых конструкций из композитных материалов с учетом особенностей закритического поведения обшивки // Техника воздушного флота. - 2001.75, № 1. - С. 52-58. 6. Baker A., Dutton S., Kelly D. Composite materials for aircraft structures. AIAA education series. - 2004. - 597 p. 7. Кривцов B.C., Карпов Я.С, Федотов М.М. Інженерні основи функціонування і загальна будова аерокосмічної техніки. Ч. 2. - Харків: ХАІ, 2002. - 722 с 8. Карпов Я.С. Научные основы решения проблемы соединения высоконагруженных деталей летательных аппаратов из композиционных материалов // Технологические системы. К., 2000. - Вып. 3. - С. 36-40. 18 UA 107410 C2 5 10 15 20 25 30 35 40 45 50 55 9. Карпов Я.С. Соединения деталей и агрегатов из композиционных материалов. - Харьков: ХАИ, 2006. - 358 с. 10. Koh Т. Improving the Mechanical Properties of Aerospace Carbon Fibre-Epoxy Joints by ZPinning. RMIT University, 2012.-231 p. 11. Vazquez J. Т. and other. Experimental Analysis and Modeling of Z-pinned Joints under Pullout, Shear and Flexure Loadings. Comp Test. - 2008. Dayton. 20-22 October, 2008. - 27 p. 12. Tong L., Mouritz A.P., Bannister M. 3D Fibre Reinforced Polymer Composites.-2002. - P. 254. 13. Патент US N 6.436.507B1 кл. В32 B5/22, опубл. 20.08.2002. 14. Патент US N 6.514.593B1 кл. В32 ВЗ/06, опубл. 04.02.2003. 15. Руль высоты и стабилизатор из перспективных КМ для самолетов В-727 и В-737/ВЦП. th № П-17721. - М.: Пер. статьи из материалов конф.: 23 National SAMPE Symposium and Exibstion. - 1978. - Vol. 23. - P. 1131-1149. 16. Hawley A.V. Ten years of thight service with DC-10 composite rudders "SAE Techn. Run. Ser.", 1986, № 861674, p. 33-40. 17. Романовский В.П. Справочник по холодной штамповке. - Л.: Машиностроение, 1979. 520 с. 18. Ривин Г. Д. Ремонт конструкций из полимерных композиционных материалов летательных аппаратов. - 2000. - Интернет-издание. ФОРМУЛА ВИНАХОДУ 1. Композитний багатонервюрний каркас рухливих несучих поверхонь літака, таких як рулі напрямку, висоти та крену, виконаний з вуглепластиків, який складається з верхньої та нижньої тонкостінних обшивних панелей, поперечних балкових нервюр, які в поперечному перерізі мають двотаврову форму, з кінцевим профілем, який відрізняється тим, що для з’єднання нервюр з обшивними панелями використано окремий силовий елемент у вигляді композитного профілю, який розміщений у верхній та нижній частині кожної нервюри та має контактуючу з внутрішньою поверхнею обшивних панелей ділянку тавроподібної в перерізі форми з отворами, в яку вмонтовані, на відповідну товщину ділянки, Z-голки, з відповідним коефіцієнтом заповнення ділянки, які встромлені в обшивні панелі, при цьому для з′єднання армованого Zголками композитного профілю з обшивними панелями додатково використано адгезійне з'єднання Z-голок та поверхні профілю, при цьому за рахунок відігнутих ділянок внутрішньої поверхні обшивних панелей, що огинають поверхні правої і лівої ланок армованого композитного профілю, створена кінцева замикаюча ланка профілю. 2. Каркас за п. 1, який відрізняється тим, що Z-голки виконані з матеріалів, що мають значення модуля пружності, вище за 107 ГПа, з металевих або з композитних матеріалів. 3. Каркас за п. 1, який відрізняється тим, що для з'єднання профілів нервюр як адгезив використано спінювальний клей, що використовують при термосиловому формуванні каркаса. 4. Каркас за пп. 1, 3, який відрізняється тим, що для підтримування та одночасного з'єднання профілю нервюр з лонжероном та обшивними панелями додатково містить кронштейни, кожен з яких в прилонжеронній зоні має розтруби, що по формі відповідають формі профілю. 5. Каркас за пп. 1, 3, який відрізняється тим, що профіль виконано із композитів з неперервними і/або рубленими волокнами. 6. Каркас за п. 5, який відрізняється тим, що профілі виконані з композитних матеріалів з температурою формування та пресування, вищою за температуру формування обшивних панелей. 7. Каркас за пп. 1, 2, який відрізняється тим, що Z-голки мають по довжині різну форму та товщину. 8. Каркас за п. 7, який відрізняється тим, що Z-голки мають наскрізний поперечний отвір. 9. Спосіб виготовлення композитного багатонервюрного каркаса рухливих несучих поверхонь літака, таких як, рулів напрямку, висоти та крену, виконаний з вуглепластиків за п. 1, при якому застосовують препрегові технології з операціями викладення заготовок обшивних панелей та нервюр, їх ущільнення з подальшим їх складанням; автоклавного і/або термокомпресійного формування; складання каркаса в цілому з залученням адгезійних, механічних і/або клеємеханічних з'єднань та фінішну обробку каркаса, який відрізняється тим, що додатково на нижніх та верхніх частинах нервюр розміщують композитний профіль, який виконують з шарів із стрічкових прес-матеріалів і/або з тканих матеріалів, в який вмонтовують Z-голки та проводять термосилове формування профілю, а для здійснення адгезійного з'єднання з обшивними панелями проводять попередню підготовку поверхонь профілю, потім послідовно виконують 19 UA 107410 C2 5 операції з′єднання профілю з обшивними панелями каркаса, після чого здійснюють з'єднання в єдине ціле всіх елементів каркаса. 10. Спосіб за п. 9, який відрізняється тим, що перед вмонтовуванням Z-голок в профілі виконують відповідні отвори для їх розміщення. 11. Спосіб за п. 10, який відрізняється тим, що Z-голки виконують по довжині різної форми та товщини. 20 UA 107410 C2 21 UA 107410 C2 22 UA 107410 C2 23 UA 107410 C2 24 UA 107410 C2 25 UA 107410 C2 26 UA 107410 C2 27 UA 107410 C2 28
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B64C 5/00, B64C 3/20, B64C 9/00, B32B 5/22
Мітки: виготовлення, каркас, композитний, поверхні, управління, літака, спосіб
Код посилання
<a href="https://ua.patents.su/32-107410-kompozitnijj-karkas-poverkhni-upravlinnya-litaka-ta-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Композитний каркас поверхні управління літака та спосіб його виготовлення</a>
Композитний матеріал із побутових відходів і спосіб його виготовлення
Номер патенту: 106516
Опубліковано: 10.09.2014
Автори: Мельничук Микола Анатолійович, Лютий Павло Володимирович, Бехта Павло Антонович
МПК: B09B 3/00, B29B 11/12, B29B 7/00, C08L 23/06
Мітки: спосіб, матеріал, побутових, відходів, композитний, виготовлення
Формула / Реферат:
1. Композитний матеріал із побутових відходів, який містить частинки побутових відходів, який відрізняється тим, що містить частинки подрібнених відходів пакувальної харчової термозбіжної поліетиленової плівки з поліетилену високого тиску, картонних пакувань для рідких харчових продуктів і пакувальної харчової плівки цукерок з поліетилену високого тиску за об'ємного співвідношення між цими частинками відповідно 10:60:30, 20:60:20 або...
Композитний відсік фюзеляжу, спосіб його виготовлення та оснащення для здійснення способу виготовлення композитного відсіку фюзеляжу
Номер патенту: 105688
Опубліковано: 10.06.2014
Автор: Забашта Володимир Федорович
МПК: B29C 69/00, B29C 43/02, B64C 1/00, B64C 3/26
Мітки: відсіку, здійснення, фюзеляжу, композитний, способу, композитного, оснащення, відсік, спосіб, виготовлення
Формула / Реферат:
1. Відсік фюзеляжу літального апарата, зокрема центральної частини фюзеляжу великого літака, переважно у вигляді довгомірної циліндричної обшивної оболонки з композитних матеріалів, зокрема вуглепластиків, який складається з композитної багатошарової несучої оболонки, безпосередньо приєднаного до неї по довжині внутрішньої поверхні поперечного набору шпангоутів, а саме: стикових, силових та нормальних, при цьому виокремлені серед інших з...
Композитний виріб зі спеченого металевого порошку і спосіб його виготовлення
Номер патенту: 103620
Опубліковано: 11.11.2013
Автори: Мірчандані Пракаш К., Олсен Ерік У., Чендлер Морріс Е.
МПК: C22C 29/00, B22F 7/02
Мітки: спеченого, виріб, металевого, виготовлення, порошку, спосіб, композитний
Формула / Реферат:
1. Композитний виріб зі спеченого металевого порошку, який включає: першу зону, що містить матеріал з цементованих твердих частинок, що містить щонайменше 60 % об. твердих частинок, і другу зону, що містить метал або металевий сплав, вибраний зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму і вольфрамового сплаву, і від більше 0 аж до 50 % об. твердих...
Каркас колодки барабанного гальма та спосіб його виготовлення
Номер патенту: 20614
Опубліковано: 05.08.1997
Автори: Шумейко Дмитро Іванович, Шумейко Павло Дмитрович, Василенко Ольга Валентиновна, Шумейко Андрій Дмитрович
МПК: F16D 65/04, B21D 7/00
Мітки: барабанного, каркас, виготовлення, колодки, спосіб, гальма
Формула / Реферат:
1. Каркас колодки барабанного тормоза, содержащий полку с ребром, сформированных в изогнутый тавровый профиль с выемкой над ребром, отличающийся тем, что он снабжен опорным элементом, выполненным в виде пластины, которая неразъемно соединена с полкой вдоль ее продольных периферийных частей и изогнута на заданную кривизну, соответствующую кривизне полки.2. Каркас по п. 1, отличающийся тем, что на пластине, по крайней мере, со...
Композитний матеріал для запобігання утворенню висолів на поверхні будівельних матеріалів
Номер патенту: 23374
Опубліковано: 25.05.2007
Автори: Кравченко Олександр Васильович, Кирейченко Валентина Сергійовна, Жоров Роман Романович, Майко Володимир Прохорович, Турчин Олександр Леонідович
МПК: C04B 28/14
Мітки: матеріалів, запобігання, висолів, поверхні, будівельних, композитний, утворенню, матеріал
Формула / Реферат:
Композитний матеріал для запобігання утворенню висолів на поверхні будівельних матеріалів, який містить як в'яжуче портланд- або шлакопортландцемент, а як заповнювач - один із перелічених нижче матеріалів, а саме: дрібний пісок, вапняк середньої щільності, продукт від розпилювання черепашнику (тирсу), гранульований доменний шлак, а також забарвлювач та воду для приготування бетонного розчину при напівсухому формуванні будівельних виробів,...
Попередній патент: Система розміщення донного розливного стакана для розміщення в днищі металургійного резервуара
Наступний патент: Спосіб одержання аноду для електрохімічних процесів
Випадковий патент: Трансмісія вітрогенератора