Композитний виріб зі спеченого металевого порошку і спосіб його виготовлення
Номер патенту: 103620
Опубліковано: 11.11.2013
Автори: Чендлер Морріс Е., Олсен Ерік У., Мірчандані Пракаш К.
Формула / Реферат
1. Композитний виріб зі спеченого металевого порошку, який включає: першу зону, що містить матеріал з цементованих твердих частинок, що містить щонайменше 60 % об. твердих частинок, і другу зону, що містить метал або металевий сплав, вибраний зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму і вольфрамового сплаву, і від більше 0 аж до 50 % об. твердих частинок, причому перша зона металургійно зв'язана з другою зоною, і перша зона та друга зона мають товщину, більшу ніж 100 мікронів.
2. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони має теплопровідність, меншу, ніж теплопровідність цементованих твердих частинок.
3. Композитний виріб за п. 2, який відрізняється тим, що метал або металевий сплав другої зони має теплопровідність, меншу ніж 100 Вт/м·K.
4. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони має температуру плавлення, більшу 1200 °С.
5. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони містить від більше 0 аж до 50 % об. твердих частинок однієї або більше речовин, вибраних з карбіду, нітриду, силіциду, оксиду і їх твердих розчинів.
6. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони містить від більше 0 аж до 50 % об. частинок карбіду вольфраму.
7. Композитний виріб за п. 1, який відрізняється тим, що цементовані тверді частинки включають тверді частинки, дисперговані в безперервній фазі зв'язуючого.
8. Композитний виріб за п. 7, який відрізняється тим, що тверді частинки включають частинки однієї або більше речовин, вибраних з карбіду, нітриду, бориду, силіциду, оксиду та їх твердих розчинів, і фаза зв'язуючого містить щонайменше одну речовину, вибрану з кобальту, кобальтового сплаву, молібдену, молібденового сплаву, нікелю, нікелевого сплаву, заліза і залізного сплаву.
9. Композитний виріб за п. 7, який відрізняється тим, що тверді частинки включають частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію і вольфраму.
10. Композитний виріб за п. 1, який відрізняється тим, що цементовані тверді частинки включають частинки карбіду вольфраму.
11. Композитний виріб за п. 10, який відрізняється тим, що частинки карбіду вольфраму мають середній розмір зерен від 0,3 до 10 мкм.
12. Композитний виріб за п. 7, який відрізняється тим, що фаза зв'язуючого містить кобальт.
13. Композитний виріб за п. 1, який відрізняється тим, що матеріал з цементованих твердих частинок містить від 2 до 40 % об. суцільної фази зв'язуючого і від 60 до 98 % об. твердих частинок, диспергованих в суцільній фазі зв'язуючого.
14. Композитний виріб за п. 1, який відрізняється тим, що матеріал з цементованих твердих частинок включає гібридний цементований карбід.
15. Композитний виріб за п. 14, який відрізняється тим, що частинки гібридного цементованого карбіду включають: суцільну фазу цементованого карбіду, і дисперсну фазу цементованого карбіду, дисперговану в суцільній фазі цементованого карбіду, де коефіцієнт прилягання дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду, менший або дорівнює 0,48.
16. Композитний виріб за п. 14, який відрізняється тим, що об'ємна частка дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду становить менше 50 % об., і коефіцієнт прилягання дисперсної фази цементованого карбіду в фазі гібридного цементованого карбіду менший або дорівнює полуторній об'ємній частці дисперсної фази в частинках гібридного цементованого карбіду.
17. Спосіб виробництва композитного виробу зі спеченого металевого порошку, за яким:
забезпечують перший порошок в першій зоні прес-форми, причому перший порошок містить тверді частинки і порошкоподібне зв'язуюче і перший порошок містить щонайменше 60 % об. твердих частинок, забезпечують другий порошок у другій зоні прес-форми, при цьому другий порошок контактує з першим порошком і включає щонайменше один з металевого порошку і металевого сплаву, вибраний з сталевого порошку, нікелевого порошку, порошку нікелевого сплаву, молібденового порошку, порошку молібденового сплаву, титанового порошку, порошку титанового сплаву, кобальтового порошку, порошку кобальтового сплаву, вольфрамового порошку і порошку вольфрамового сплаву, і від більше 0 аж до 50 % об. твердих частинок, консолідують перший порошок і другий порошок в прес-формі, щоб забезпечити неспечене пресування, і спікають неспечене пресування для одержання композитного виробу зі спеченого металевого порошку, що містить зону цементованих твердих частинок, утворену з першого порошку і металургійно зв'язану з металевою другою зоною, утвореною з другого порошку.
18. Спосіб за п. 17, який відрізняється тим, що теплопровідність металевої другої зони менша, ніж теплопровідність зони цементованих твердих частинок.
19. Спосіб за п. 18, який відрізняється тим, що теплопровідність металевої другої зони становить менше 100 Вт/м·K.
20. Спосіб за п. 17, який відрізняється тим, що температура плавлення металевої другої зони становить більше 1200 °С.
21. Спосіб за п. 17, який відрізняється тим, що металева друга зона містить від більше 0 аж до 50 % об. твердих частинок однієї або більше речовин, вибраних з групи, яка складається з карбіду, нітриду, бориду, силіциду, оксиду та їх твердих розчинів.
22. Спосіб за п. 17, який відрізняється тим, що металева друга зона містить від більше 0 аж до 50 % об. частинок карбіду вольфраму.
23. Спосіб за п. 17, який відрізняється тим, що зона цементованих твердих частинок містить тверді частинки, дисперговані в суцільній фазі зв'язуючого.
24. Спосіб за п. 23, який відрізняється тим, що тверді частинки включають тверді частинки однієї або більше речовин, вибраних з карбіду, нітриду, бориду, силіциду, оксиду та їх твердих розчинів, і фаза зв'язуючого містить щонайменше одну речовину, вибрану з кобальту, кобальтового сплаву, молібдену, молібденового сплаву, нікелю, нікелевого сплаву, заліза та залізного сплаву.
25. Спосіб за п. 23, який відрізняється тим, що тверді частинки включають частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію та вольфраму.
26. Спосіб за п. 17, який відрізняється тим, що зона цементованих твердих частинок містить частинки карбіду вольфраму.
27. Спосіб за п. 26, який відрізняється тим, що частинки карбіду вольфраму мають середній розмір зерен від 0,3 до 10 мкм.
28. Спосіб за п. 23, який відрізняється тим, що фаза зв'язуючого містить кобальт.
29. Спосіб за п. 17, який відрізняється тим, що зона цементованих твердих частинок містить від 2 до 40 % об. суцільної фази зв'язуючого і від 60 до 98 % об. твердих частинок, диспергованих в суцільній фазі зв'язуючого.
30. Спосіб за п. 17, який відрізняється тим, що зона цементованих частинок містить частинки гібридного цементованого карбіду.
31. Спосіб за п. 30, який відрізняється тим, що частинки гібридного цементованого карбіду містять суцільну фазу цементованого карбіду і дисперсну фазу цементованого карбіду, дисперговану в суцільній фазі цементованого карбіду, при цьому коефіцієнт прилягання дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менший або дорівнює 0,48.
32. Спосіб за п. 31, який відрізняється тим, що об'ємна частка дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менша 50 % об., і коефіцієнт прилягання дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менший або дорівнює полуторній об'ємній частці дисперсної фази в частинках гібридного цементованого карбіду.
33. Спосіб за п. 17, який відрізняється тим, що металева друга зона має товщину щонайменше 100 мікронів.
Текст
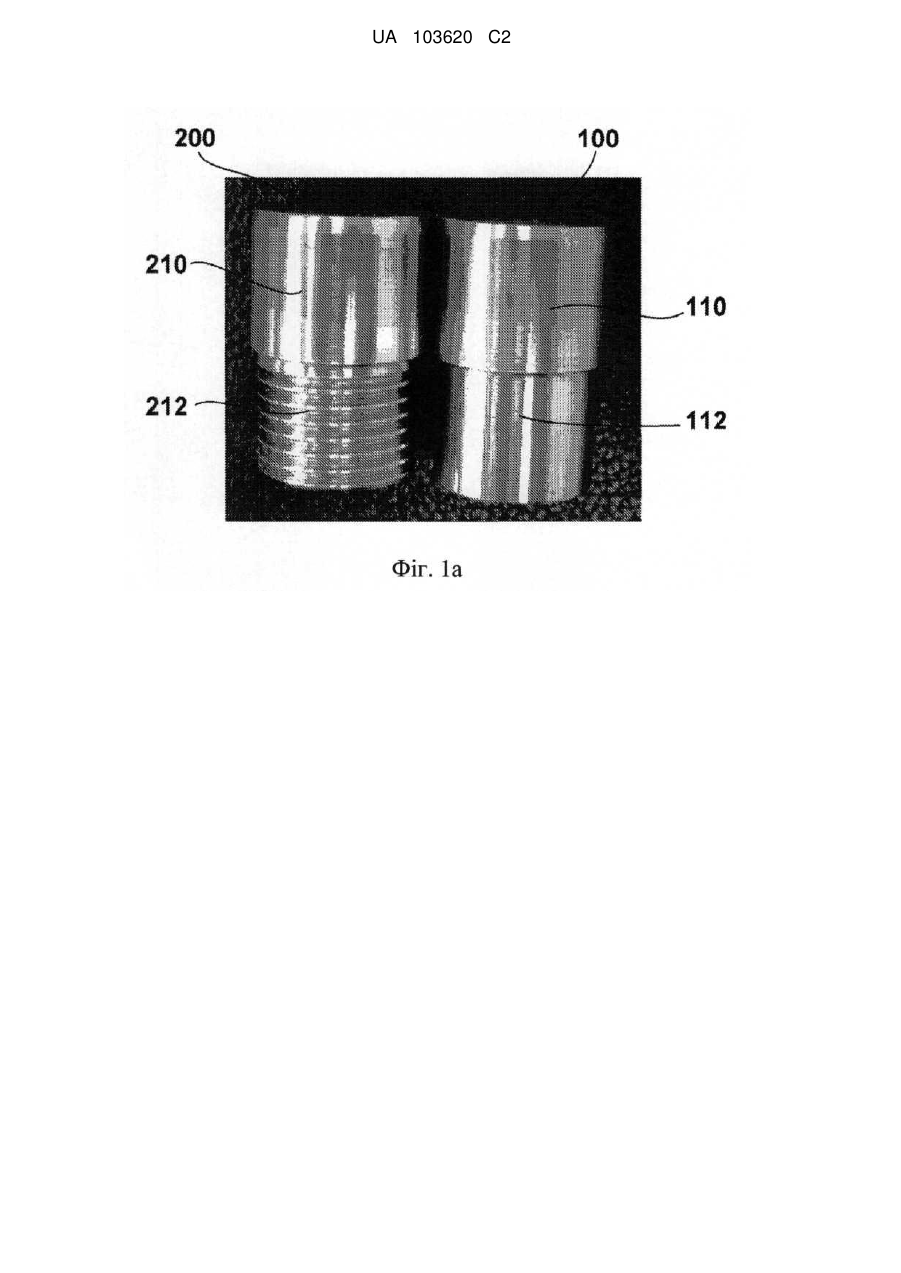
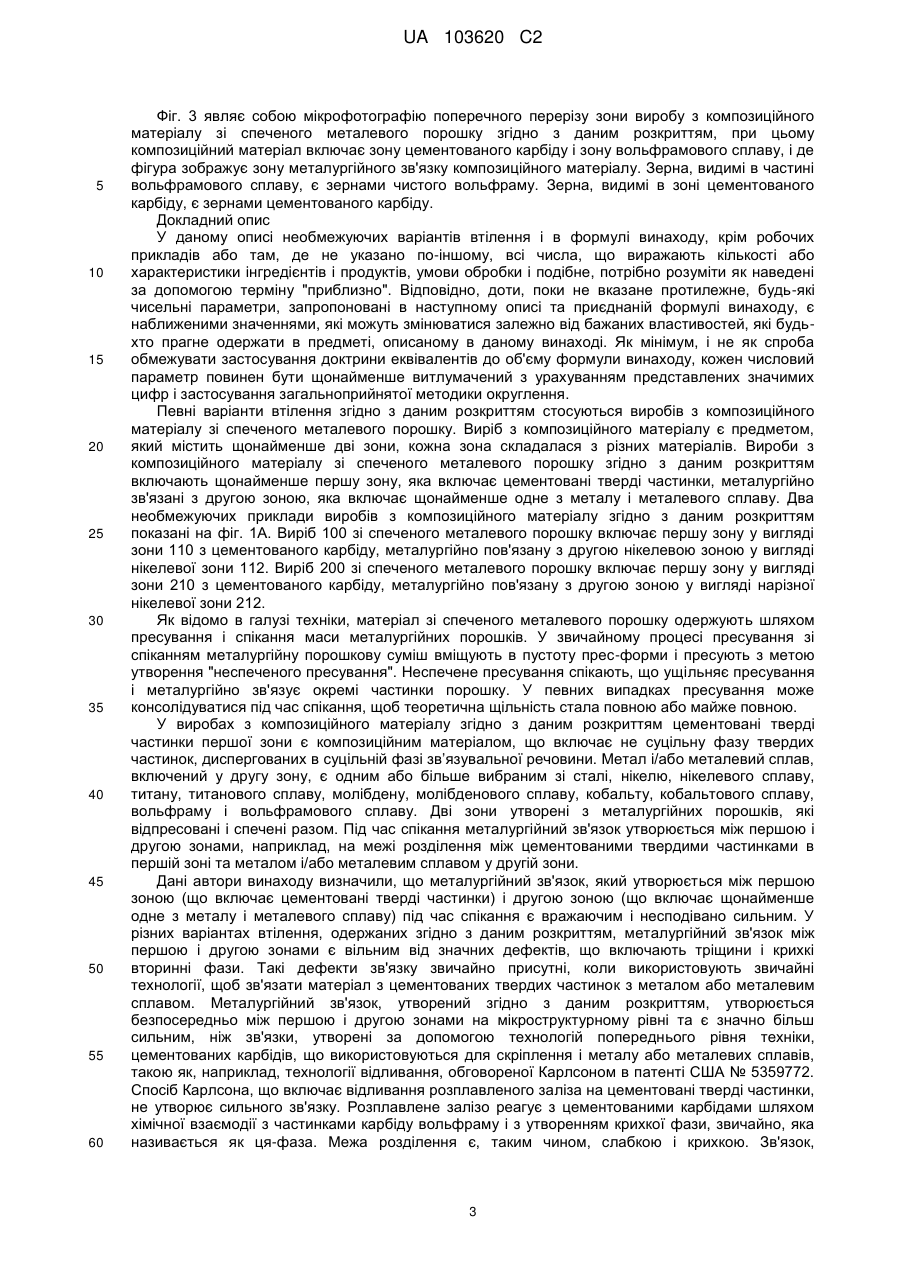
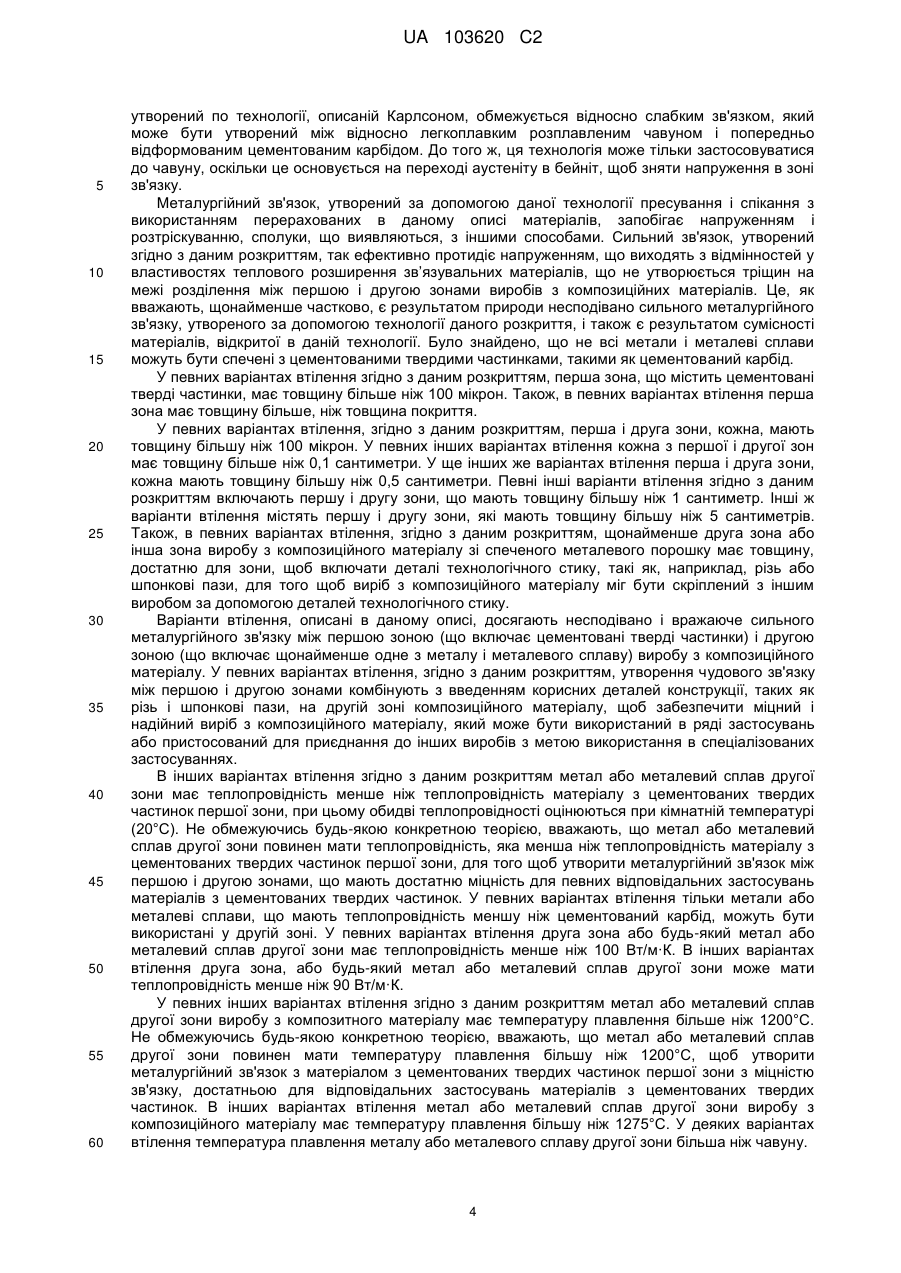
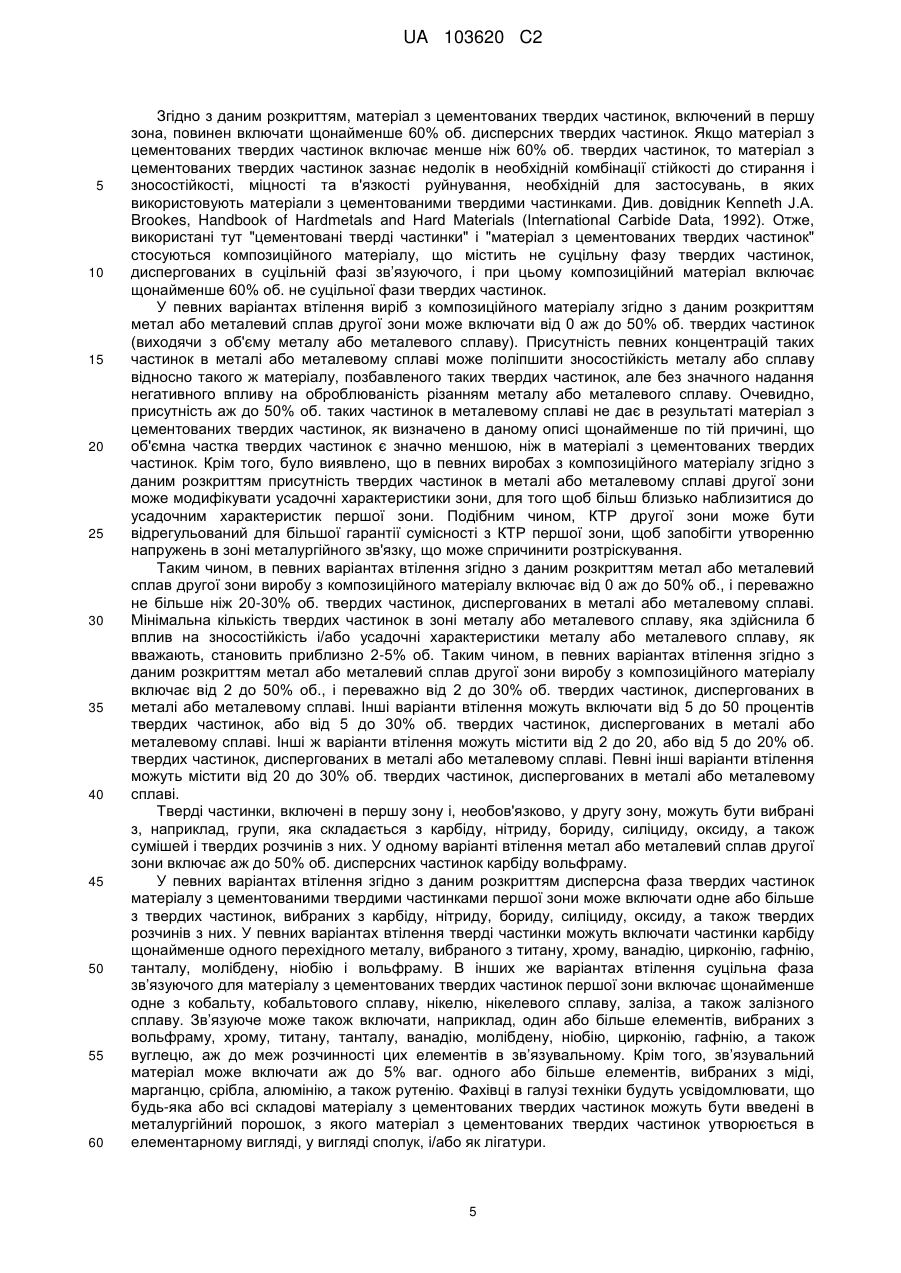
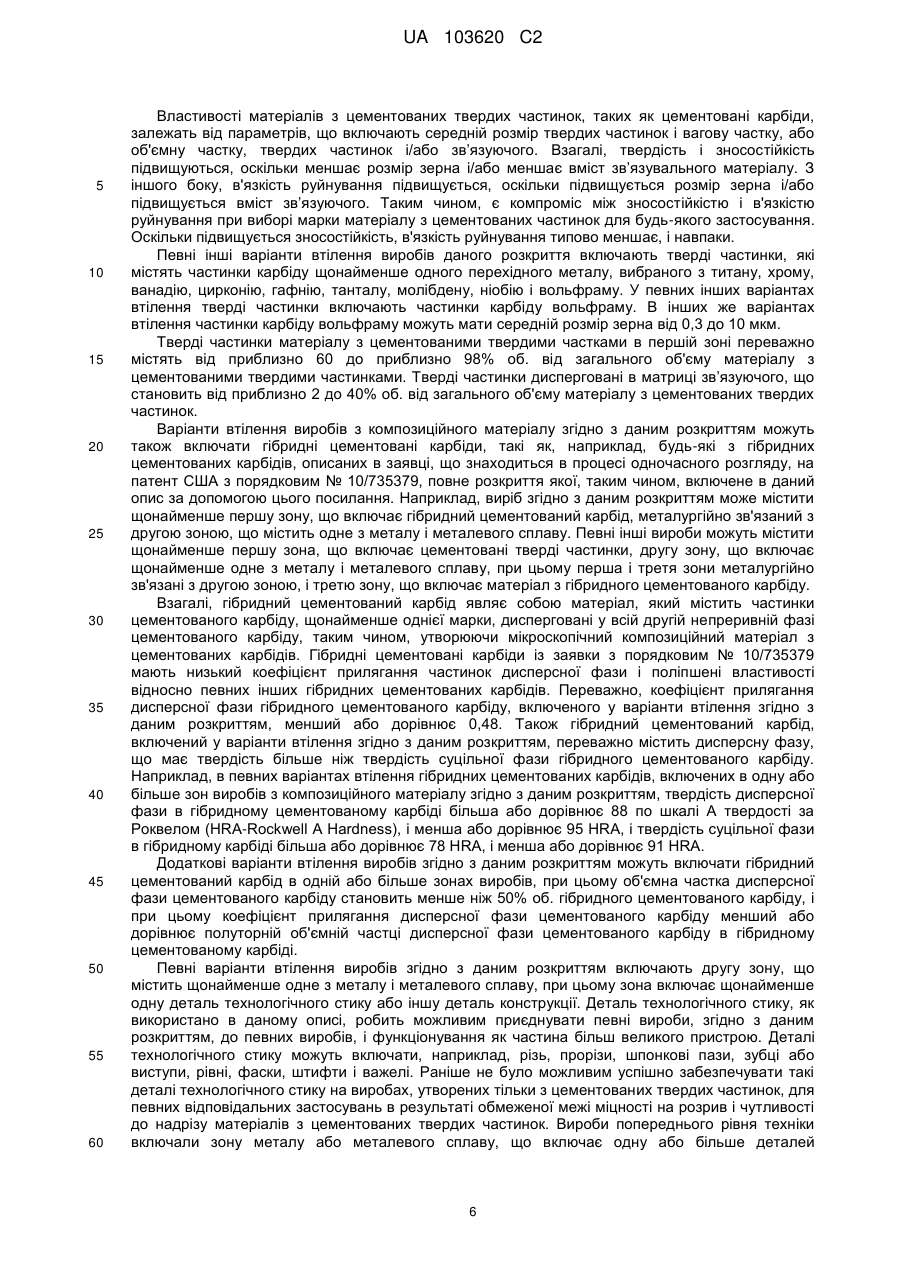
Реферат: Макроскопічний композитний виріб зі спеченого металевого порошку включає першу зону, що включає цементовані тверді частинки, наприклад цементованого карбіду. Виріб включає другу зону, що включає один з металу і металевого сплаву, вибраний з групи, яка складається зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму і вольфрамового сплаву. Перша зона металургійно зв'язана з другою зоною, і друга зона має товщину більше 100 мікронів. Також розкритий в даному описі спосіб виробництва макроскопічного композитного виробу зі спеченого металевого порошку. Спосіб включає спільне пресування і спікання першого металевого порошку, що включає тверді частинки і порошкове зв'язуюче, та другого металевого порошку, що включає метал або металевий сплав. UA 103620 C2 (12) UA 103620 C2 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 Галузь техніки Дане розкриття стосується поліпшених виробів, що включають цементовані тверді частинки і способів виробництва таких виробів. Рівень техніки Матеріали, що складаються з цементованих твердих частинок, мають промислове і комерційне значення. Цементовані тверді частинки включають не суцільну дисперсну фазу твердих металевих (тобто металовмісних) і/або керамічних частинок, впроваджених в суцільну фазу металевого зв’язуючого. Багато які такі матеріали мають унікальні комбінації стійкості до стирання і зносостійкості, міцності і в'язкості руйнування. Поняття, використані в даному описі, мають наступні значення. "Міцність" - це зусилля (навантаження), при якому матеріал розривається або ушкоджується. "В'язкість руйнування" це здатність матеріалу поглинати енергію і деформуватися пластично перед розтріскуванням. "В'язкість" пропорційна площі під кривою напруження-деформація від початку до точки розриву. Див. технічну енциклопедію McGraw Hill Dictionary of Scientific and Technical Terms (5th ed. 1994). "Зносостійкість" - це здатність матеріалу протистояти пошкодженню його поверхні. "Знос" звичайно призводить до наростаючої втрати матеріалу через відносний рух між матеріалом і контактуючою поверхнею або речовиною. Див. довідник Metals Handbook Desk Edition (2d ed. 1998). Дисперсна фаза твердих частинок звичайно включає зерна, наприклад, одного або більше з карбіду, нітриду, бориду, силіциду, оксиду, а також твердих розчинів будь-якої з цих сполук. Тверді частинки, що звичайно використовуються в матеріалах з цементованими твердими частинками, являють собою металеві карбіди, такі як карбід вольфраму, і, таким чином, ці матеріали часто називають, загалом, "цементовані карбіди". Суцільна фаза зв’язуючого, яке зв'язує або "цементує" тверді частинки разом, звичайно включає, наприклад, щонайменше одне з кобальту, кобальтового сплаву, нікелю, нікелевого сплаву, заліза або залізного сплаву. Крім того, легуючі елементи, такі як, наприклад хром, молібден, рутеній, бор, вольфрам, тантал, титан і ніобій можуть бути включені в фазу зв’язуючого, щоб поліпшити конкретні властивості. Різні, комерційно доступні марки цементованих карбідів відрізняються, виходячи щонайменше з однієї властивості, такої як, наприклад склад, розмір зерна або об'ємні частини не суцільної і/або суцільної фаз. Для певних застосувань формовані деталі з цементованих твердих частинок, можуть потребувати прикріплення до формованих деталей з різних матеріалів, таких як, наприклад, сталі, кольорові металеві сплави і пластики. Технології, які використовували для скріплення таких деталей, включають металургійні технології, такі як, наприклад, паяння твердим припоєм, зварювання і паяння м'яким припоєм, а також механічні технології, такі як, наприклад, посадка або гаряче запресування, застосування епоксидної смоли та інших адгезивів, з’єднання деталей конструкції, таке як нарізне з'єднання і замкові пристрої. З проблемами стикаються при скріпленні деталей з цементованих твердих частинок з формованими деталями з сталей або кольорових сплавів, використовуючи звичайні металургійні або механічні технології. Різниця в коефіцієнті термічного розширення (КТР) між матеріалами з цементованого карбіду і більшістю сталей (а також більшістю кольорових сплавів) значна. Наприклад, КТР сталі -6 -6 змінюється від приблизно 10×10 мм/мм/°С до 15×10 мм/мм/°С, який становить приблизно -6 -6 подвоєний інтервал приблизно від 5×10 мм/мм/°С до 7×10 мм/мм/°С для цементованого карбіду. КТР певних кольорових сплавів перевищує КТР сталі, даючи в результаті ще більш значну невідповідність КТР. Якщо використовують технології металургійного скріплення, такі як паяння твердим припоєм або зварювання, для скріплення деталі з цементованого карбіду зі сталевою деталлю, наприклад, то можуть розвинутися величезні напруження на межі розділення між деталями під час охолоджування через різницю в швидкостях стиснення деталей. Ці напруження часто дають в результаті розвиток тріщин на межі розділення деталей і поблизу. Ці дефекти послабляють зв'язок між зоною цементованих твердих частинок цементованого карбіду і зоною металевою або металу, і також прилеглих зонах самих деталей. Загалом, звичайно не є практичним механічно скріплювати деталі з цементованих твердих частинок зі сталевими або іншими металевими деталями, з використанням різі, шпонкових пазів або інших деталей конструкції, оскільки в'язкість руйнування цементованих карбідів є низькою відносно сталі та інших металів і металевих сплавів. Більш того цементовані карбіди, наприклад, є надзвичайно чутливими до надрізу і допускаючими передчасне утворення тріщин на гострих кутах. Кутів важко уникнути, включаючи подекуди при конструктивному виконанні деталей конструкції, таких як різі та шпонкові пази на деталях. Таким чином, деталі з 1 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 цементованих твердих частинок можуть передчасно руйнуватися на ділянках, що об'єднують деталі конструкції. Технологія, описана в патенті США 5359772 Карлсоном (Carlsson) та іншими, намагається подолати певні труднощі, що зустрічаються в формуванні виробів з композиційних матеріалів, які мають зону з цементованого карбіду, скріплену з металевою зоною. Карлсон показує технологію відцентрового відливання заліза на попередньо відформовані кільця з цементованого карбіду. Карлсон заявляє, що технологія формує "металургійний зв'язок" між залізом і цементованим карбідом. Склад чавуну за Карлсоном так повинен ретельно регулюватися, що частина аустеніту утворює бейніт, для того щоб звільнитися від напружень, викликаних різницею в усадці між цементованим карбідом і чавуном під час охолоджування від температури розливання. Однак цей перехід відбувається під час етапу термообробки після того, як композиційний матеріал відформований, щоб зняти напруження, яке вже існує. Таким чином, зв'язок, утворений між чавуном і цементованим карбідом в способі Карлсона, може вже страждати від пошкодження через напруження. Крім того, спосіб з'єднання, як описано у Карлсона, має обмежену корисність і буде тільки потенційно ефективним при використанні відцентрового відливання і чавуну, і не був би ефективним з іншими металами або металевими сплавами. Труднощі, пов'язані зі скріпленням деталей з твердих цементованих частинок з деталями з різнорідних матеріалів, особливо з металевими деталями, поставили істотні проблеми інженерам-конструкторам і обмежили застосування для деталей з цементованих твердих частинок. По суті, є необхідність в поліпшених металовмісних з цементованими твердими частинками і споріднених матеріалах, способах і конструктивних виконаннях. Розкриття Один необмежуючий варіант втілення згідно з даним розкриттям стосується виробу з композиційного матеріалу зі спеченого металевого порошку, який включає першу зону, що включає цементовані тверді частинки, і другу зону, яка включає щонайменше одне з металу і металевого сплаву. Метал або металевий сплав вибирають зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму і вольфрамового сплаву. Перша зона металургійно зв'язана з другою зоною, і друга зона має товщину більшу ніж 100 мікрон. Інший необмежуючий варіант втілення згідно з даним розкриттям стосується способу виробництва виробу з композиційного матеріалу зі спеченого металевого порошку. Спосіб включає одержання першого порошку в першій зоні прес-форми і одержання другого порошку в другій зоні прес-форми, при цьому другий порошок контактує з першим порошком. Перший порошок включає тверді частинки і порошкове зв’язуюче. Другий порошок включає щонайменше одне з металевого порошку і порошку металевого сплаву, вибраного з сталевого порошку, нікелевого порошку, порошку нікелевого сплаву, молібденового порошку, порошку молібденового сплаву, титанового порошку, порошку титанового сплаву, кобальтового порошку, порошку кобальтового сплаву, вольфрамового порошку і порошку вольфрамового сплаву. Спосіб ще включає консолідування першого порошку і другого порошку в прес-формі для забезпечення неспеченого пресування. Неспечене пресування спікають, щоб одержати виріб з композиційного матеріалу зі спеченого металевого порошку, що включає першу зону, металургійно зв'язану з другою зоною. Перша зона включає матеріал з цементованих твердих частинок, утворений при спіканні першого порошку. Друга зона включає метал або металевий сплав, утворений при спіканні другого порошку. Короткий опис креслень Ознаки і переваги предмета, описаного в даному описі, можуть бути краще зрозумілі з посиланням на креслення, що додаються, в яких Фіг. 1А ілюструє необмежуючі варіанти втілення виробу з композиційного матеріалу зі спеченого металевого порошку згідно з даним розкриттям, що включає зону цементованого карбіду, металургійно зв'язаного з нікелевою зоною, при цьому виріб, зображений зліва, включає нарізану різь в нікелевій зоні. Фіг. 1В являє собою мікрофотографію поперечного перерізу зони металургійного зв'язку в одному необмежуючому варіанті втілення виробу з композиційного матеріалу цементований карбід-нікель згідно з даним винаходом. Фіг. 2 ілюструє один необмежуючий варіант втілення виробу з трьохшарового композиційного матеріалу зі спеченого металевого порошку згідно з даним розкриттям, при цьому композиційний матеріал включає зону цементованого карбіду, нікелеву зону і сталеву зону. 2 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фіг. 3 являє собою мікрофотографію поперечного перерізу зони виробу з композиційного матеріалу зі спеченого металевого порошку згідно з даним розкриттям, при цьому композиційний матеріал включає зону цементованого карбіду і зону вольфрамового сплаву, і де фігура зображує зону металургійного зв'язку композиційного матеріалу. Зерна, видимі в частині вольфрамового сплаву, є зернами чистого вольфраму. Зерна, видимі в зоні цементованого карбіду, є зернами цементованого карбіду. Докладний опис У даному описі необмежуючих варіантів втілення і в формулі винаходу, крім робочих прикладів або там, де не указано по-іншому, всі числа, що виражають кількості або характеристики інгредієнтів і продуктів, умови обробки і подібне, потрібно розуміти як наведені за допомогою терміну "приблизно". Відповідно, доти, поки не вказане протилежне, будь-які чисельні параметри, запропоновані в наступному описі та приєднаній формулі винаходу, є наближеними значеннями, які можуть змінюватися залежно від бажаних властивостей, які будьхто прагне одержати в предметі, описаному в даному винаході. Як мінімум, і не як спроба обмежувати застосування доктрини еквівалентів до об'єму формули винаходу, кожен числовий параметр повинен бути щонайменше витлумачений з урахуванням представлених значимих цифр і застосування загальноприйнятої методики округлення. Певні варіанти втілення згідно з даним розкриттям стосуються виробів з композиційного матеріалу зі спеченого металевого порошку. Виріб з композиційного матеріалу є предметом, який містить щонайменше дві зони, кожна зона складалася з різних матеріалів. Вироби з композиційного матеріалу зі спеченого металевого порошку згідно з даним розкриттям включають щонайменше першу зону, яка включає цементовані тверді частинки, металургійно зв'язані з другою зоною, яка включає щонайменше одне з металу і металевого сплаву. Два необмежуючих приклади виробів з композиційного матеріалу згідно з даним розкриттям показані на фіг. 1А. Виріб 100 зі спеченого металевого порошку включає першу зону у вигляді зони 110 з цементованого карбіду, металургійно пов'язану з другою нікелевою зоною у вигляді нікелевої зони 112. Виріб 200 зі спеченого металевого порошку включає першу зону у вигляді зони 210 з цементованого карбіду, металургійно пов'язану з другою зоною у вигляді нарізної нікелевої зони 212. Як відомо в галузі техніки, матеріал зі спеченого металевого порошку одержують шляхом пресування і спікання маси металургійних порошків. У звичайному процесі пресування зі спіканням металургійну порошкову суміш вміщують в пустоту прес-форми і пресують з метою утворення "неспеченого пресування". Неспечене пресування спікають, що ущільняє пресування і металургійно зв'язує окремі частинки порошку. У певних випадках пресування може консолідуватися під час спікання, щоб теоретична щільність стала повною або майже повною. У виробах з композиційного матеріалу згідно з даним розкриттям цементовані тверді частинки першої зони є композиційним матеріалом, що включає не суцільну фазу твердих частинок, диспергованих в суцільній фазі зв’язувальної речовини. Метал і/або металевий сплав, включений у другу зону, є одним або більше вибраним зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму і вольфрамового сплаву. Дві зони утворені з металургійних порошків, які відпресовані і спечені разом. Під час спікання металургійний зв'язок утворюється між першою і другою зонами, наприклад, на межі розділення між цементованими твердими частинками в першій зоні та металом і/або металевим сплавом у другій зони. Дані автори винаходу визначили, що металургійний зв'язок, який утворюється між першою зоною (що включає цементовані тверді частинки) і другою зоною (що включає щонайменше одне з металу і металевого сплаву) під час спікання є вражаючим і несподівано сильним. У різних варіантах втілення, одержаних згідно з даним розкриттям, металургійний зв'язок між першою і другою зонами є вільним від значних дефектів, що включають тріщини і крихкі вторинні фази. Такі дефекти зв'язку звичайно присутні, коли використовують звичайні технології, щоб зв'язати матеріал з цементованих твердих частинок з металом або металевим сплавом. Металургійний зв'язок, утворений згідно з даним розкриттям, утворюється безпосередньо між першою і другою зонами на мікроструктурному рівні та є значно більш сильним, ніж зв'язки, утворені за допомогою технологій попереднього рівня техніки, цементованих карбідів, що використовуються для скріплення і металу або металевих сплавів, такою як, наприклад, технології відливання, обговореної Карлсоном в патенті США № 5359772. Спосіб Карлсона, що включає відливання розплавленого заліза на цементовані тверді частинки, не утворює сильного зв'язку. Розплавлене залізо реагує з цементованими карбідами шляхом хімічної взаємодії з частинками карбіду вольфраму і з утворенням крихкої фази, звичайно, яка називається як ця-фаза. Межа розділення є, таким чином, слабкою і крихкою. Зв'язок, 3 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 утворений по технології, описаній Карлсоном, обмежується відносно слабким зв'язком, який може бути утворений між відносно легкоплавким розплавленим чавуном і попередньо відформованим цементованим карбідом. До того ж, ця технологія може тільки застосовуватися до чавуну, оскільки це основується на переході аустеніту в бейніт, щоб зняти напруження в зоні зв'язку. Металургійний зв'язок, утворений за допомогою даної технології пресування і спікання з використанням перерахованих в даному описі матеріалів, запобігає напруженням і розтріскуванню, сполуки, що виявляються, з іншими способами. Сильний зв'язок, утворений згідно з даним розкриттям, так ефективно протидіє напруженням, що виходять з відмінностей у властивостях теплового розширення зв’язувальних матеріалів, що не утворюється тріщин на межі розділення між першою і другою зонами виробів з композиційних матеріалів. Це, як вважають, щонайменше частково, є результатом природи несподівано сильного металургійного зв'язку, утвореного за допомогою технології даного розкриття, і також є результатом сумісності матеріалів, відкритої в даній технології. Було знайдено, що не всі метали і металеві сплави можуть бути спечені з цементованими твердими частинками, такими як цементований карбід. У певних варіантах втілення згідно з даним розкриттям, перша зона, що містить цементовані тверді частинки, має товщину більше ніж 100 мікрон. Також, в певних варіантах втілення перша зона має товщину більше, ніж товщина покриття. У певних варіантах втілення, згідно з даним розкриттям, перша і друга зони, кожна, мають товщину більшу ніж 100 мікрон. У певних інших варіантах втілення кожна з першої і другої зон має товщину більше ніж 0,1 сантиметри. У ще інших же варіантах втілення перша і друга зони, кожна мають товщину більшу ніж 0,5 сантиметри. Певні інші варіанти втілення згідно з даним розкриттям включають першу і другу зони, що мають товщину більшу ніж 1 сантиметр. Інші ж варіанти втілення містять першу і другу зони, які мають товщину більшу ніж 5 сантиметрів. Також, в певних варіантах втілення, згідно з даним розкриттям, щонайменше друга зона або інша зона виробу з композиційного матеріалу зі спеченого металевого порошку має товщину, достатню для зони, щоб включати деталі технологічного стику, такі як, наприклад, різь або шпонкові пази, для того щоб виріб з композиційного матеріалу міг бути скріплений з іншим виробом за допомогою деталей технологічного стику. Варіанти втілення, описані в даному описі, досягають несподівано і вражаюче сильного металургійного зв'язку між першою зоною (що включає цементовані тверді частинки) і другою зоною (що включає щонайменше одне з металу і металевого сплаву) виробу з композиційного матеріалу. У певних варіантах втілення, згідно з даним розкриттям, утворення чудового зв'язку між першою і другою зонами комбінують з введенням корисних деталей конструкції, таких як різь і шпонкові пази, на другій зоні композиційного матеріалу, щоб забезпечити міцний і надійний виріб з композиційного матеріалу, який може бути використаний в ряді застосувань або пристосований для приєднання до інших виробів з метою використання в спеціалізованих застосуваннях. В інших варіантах втілення згідно з даним розкриттям метал або металевий сплав другої зони має теплопровідність менше ніж теплопровідність матеріалу з цементованих твердих частинок першої зони, при цьому обидві теплопровідності оцінюються при кімнатній температурі (20°C). Не обмежуючись будь-якою конкретною теорією, вважають, що метал або металевий сплав другої зони повинен мати теплопровідність, яка менша ніж теплопровідність матеріалу з цементованих твердих частинок першої зони, для того щоб утворити металургійний зв'язок між першою і другою зонами, що мають достатню міцність для певних відповідальних застосувань матеріалів з цементованих твердих частинок. У певних варіантах втілення тільки метали або металеві сплави, що мають теплопровідність меншу ніж цементований карбід, можуть бути використані у другій зоні. У певних варіантах втілення друга зона або будь-який метал або металевий сплав другої зони має теплопровідність менше ніж 100 Вт/м·К. В інших варіантах втілення друга зона, або будь-який метал або металевий сплав другої зони може мати теплопровідність менше ніж 90 Вт/м·К. У певних інших варіантах втілення згідно з даним розкриттям метал або металевий сплав другої зони виробу з композитного матеріалу має температуру плавлення більше ніж 1200°С. Не обмежуючись будь-якою конкретною теорією, вважають, що метал або металевий сплав другої зони повинен мати температуру плавлення більшу ніж 1200°С, щоб утворити металургійний зв'язок з матеріалом з цементованих твердих частинок першої зони з міцністю зв'язку, достатньою для відповідальних застосувань матеріалів з цементованих твердих частинок. В інших варіантах втілення метал або металевий сплав другої зони виробу з композиційного матеріалу має температуру плавлення більшу ніж 1275°С. У деяких варіантах втілення температура плавлення металу або металевого сплаву другої зони більша ніж чавуну. 4 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 Згідно з даним розкриттям, матеріал з цементованих твердих частинок, включений в першу зона, повинен включати щонайменше 60% об. дисперсних твердих частинок. Якщо матеріал з цементованих твердих частинок включає менше ніж 60% об. твердих частинок, то матеріал з цементованих твердих частинок зазнає недолік в необхідній комбінації стійкості до стирання і зносостійкості, міцності та в'язкості руйнування, необхідній для застосувань, в яких використовують матеріали з цементованими твердими частинками. Див. довідник Kenneth J.A. Brookes, Handbook of Hardmetals and Hard Materials (International Carbide Data, 1992). Отже, використані тут "цементовані тверді частинки" і "матеріал з цементованих твердих частинок" стосуються композиційного матеріалу, що містить не суцільну фазу твердих частинок, диспергованих в суцільній фазі зв’язуючого, і при цьому композиційний матеріал включає щонайменше 60% об. не суцільної фази твердих частинок. У певних варіантах втілення виріб з композиційного матеріалу згідно з даним розкриттям метал або металевий сплав другої зони може включати від 0 аж до 50% об. твердих частинок (виходячи з об'єму металу або металевого сплаву). Присутність певних концентрацій таких частинок в металі або металевому сплаві може поліпшити зносостійкість металу або сплаву відносно такого ж матеріалу, позбавленого таких твердих частинок, але без значного надання негативного впливу на оброблюваність різанням металу або металевого сплаву. Очевидно, присутність аж до 50% об. таких частинок в металевому сплаві не дає в результаті матеріал з цементованих твердих частинок, як визначено в даному описі щонайменше по тій причині, що об'ємна частка твердих частинок є значно меншою, ніж в матеріалі з цементованих твердих частинок. Крім того, було виявлено, що в певних виробах з композиційного матеріалу згідно з даним розкриттям присутність твердих частинок в металі або металевому сплаві другої зони може модифікувати усадочні характеристики зони, для того щоб більш близько наблизитися до усадочним характеристик першої зони. Подібним чином, КТР другої зони може бути відрегульований для більшої гарантії сумісності з КТР першої зони, щоб запобігти утворенню напружень в зоні металургійного зв'язку, що може спричинити розтріскування. Таким чином, в певних варіантах втілення згідно з даним розкриттям метал або металевий сплав другої зони виробу з композиційного матеріалу включає від 0 аж до 50% об., і переважно не більше ніж 20-30% об. твердих частинок, диспергованих в металі або металевому сплаві. Мінімальна кількість твердих частинок в зоні металу або металевого сплаву, яка здійснила б вплив на зносостійкість і/або усадочні характеристики металу або металевого сплаву, як вважають, становить приблизно 2-5% об. Таким чином, в певних варіантах втілення згідно з даним розкриттям метал або металевий сплав другої зони виробу з композиційного матеріалу включає від 2 до 50% об., і переважно від 2 до 30% об. твердих частинок, диспергованих в металі або металевому сплаві. Інші варіанти втілення можуть включати від 5 до 50 процентів твердих частинок, або від 5 до 30% об. твердих частинок, диспергованих в металі або металевому сплаві. Інші ж варіанти втілення можуть містити від 2 до 20, або від 5 до 20% об. твердих частинок, диспергованих в металі або металевому сплаві. Певні інші варіанти втілення можуть містити від 20 до 30% об. твердих частинок, диспергованих в металі або металевому сплаві. Тверді частинки, включені в першу зону і, необов'язково, у другу зону, можуть бути вибрані з, наприклад, групи, яка складається з карбіду, нітриду, бориду, силіциду, оксиду, а також сумішей і твердих розчинів з них. У одному варіанті втілення метал або металевий сплав другої зони включає аж до 50% об. дисперсних частинок карбіду вольфраму. У певних варіантах втілення згідно з даним розкриттям дисперсна фаза твердих частинок матеріалу з цементованими твердими частинками першої зони може включати одне або більше з твердих частинок, вибраних з карбіду, нітриду, бориду, силіциду, оксиду, а також твердих розчинів з них. У певних варіантах втілення тверді частинки можуть включати частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію і вольфраму. В інших же варіантах втілення суцільна фаза зв’язуючого для матеріалу з цементованих твердих частинок першої зони включає щонайменше одне з кобальту, кобальтового сплаву, нікелю, нікелевого сплаву, заліза, а також залізного сплаву. Зв’язуюче може також включати, наприклад, один або більше елементів, вибраних з вольфраму, хрому, титану, танталу, ванадію, молібдену, ніобію, цирконію, гафнію, а також вуглецю, аж до меж розчинності цих елементів в зв’язувальному. Крім того, зв’язувальний матеріал може включати аж до 5% ваг. одного або більше елементів, вибраних з міді, марганцю, срібла, алюмінію, а також рутенію. Фахівці в галузі техніки будуть усвідомлювати, що будь-яка або всі складові матеріалу з цементованих твердих частинок можуть бути введені в металургійний порошок, з якого матеріал з цементованих твердих частинок утворюється в елементарному вигляді, у вигляді сполук, і/або як лігатури. 5 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 Властивості матеріалів з цементованих твердих частинок, таких як цементовані карбіди, залежать від параметрів, що включають середній розмір твердих частинок і вагову частку, або об'ємну частку, твердих частинок і/або зв’язуючого. Взагалі, твердість і зносостійкість підвищуються, оскільки меншає розмір зерна і/або меншає вміст зв’язувального матеріалу. З іншого боку, в'язкість руйнування підвищується, оскільки підвищується розмір зерна і/або підвищується вміст зв’язуючого. Таким чином, є компроміс між зносостійкістю і в'язкістю руйнування при виборі марки матеріалу з цементованих частинок для будь-якого застосування. Оскільки підвищується зносостійкість, в'язкість руйнування типово меншає, і навпаки. Певні інші варіанти втілення виробів даного розкриття включають тверді частинки, які містять частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію і вольфраму. У певних інших варіантах втілення тверді частинки включають частинки карбіду вольфраму. В інших же варіантах втілення частинки карбіду вольфраму можуть мати середній розмір зерна від 0,3 до 10 мкм. Тверді частинки матеріалу з цементованими твердими частками в першій зоні переважно містять від приблизно 60 до приблизно 98% об. від загального об'єму матеріалу з цементованими твердими частинками. Тверді частинки дисперговані в матриці зв’язуючого, що становить від приблизно 2 до 40% об. від загального об'єму матеріалу з цементованих твердих частинок. Варіанти втілення виробів з композиційного матеріалу згідно з даним розкриттям можуть також включати гібридні цементовані карбіди, такі як, наприклад, будь-які з гібридних цементованих карбідів, описаних в заявці, що знаходиться в процесі одночасного розгляду, на патент США з порядковим № 10/735379, повне розкриття якої, таким чином, включене в даний опис за допомогою цього посилання. Наприклад, виріб згідно з даним розкриттям може містити щонайменше першу зону, що включає гібридний цементований карбід, металургійно зв'язаний з другою зоною, що містить одне з металу і металевого сплаву. Певні інші вироби можуть містити щонайменше першу зона, що включає цементовані тверді частинки, другу зону, що включає щонайменше одне з металу і металевого сплаву, при цьому перша і третя зони металургійно зв'язані з другою зоною, і третю зону, що включає матеріал з гібридного цементованого карбіду. Взагалі, гібридний цементований карбід являє собою матеріал, який містить частинки цементованого карбіду, щонайменше однієї марки, дисперговані у всій другій непреривній фазі цементованого карбіду, таким чином, утворюючи мікроскопічний композиційний матеріал з цементованих карбідів. Гібридні цементовані карбіди із заявки з порядковим № 10/735379 мають низький коефіцієнт прилягання частинок дисперсної фази і поліпшені властивості відносно певних інших гібридних цементованих карбідів. Переважно, коефіцієнт прилягання дисперсної фази гібридного цементованого карбіду, включеного у варіанти втілення згідно з даним розкриттям, менший або дорівнює 0,48. Також гібридний цементований карбід, включений у варіанти втілення згідно з даним розкриттям, переважно містить дисперсну фазу, що має твердість більше ніж твердість суцільної фази гібридного цементованого карбіду. Наприклад, в певних варіантах втілення гібридних цементованих карбідів, включених в одну або більше зон виробів з композиційного матеріалу згідно з даним розкриттям, твердість дисперсної фази в гібридному цементованому карбіді більша або дорівнює 88 по шкалі А твердості за Роквелом (HRA-Rockwell А Hardness), і менша або дорівнює 95 HRA, і твердість суцільної фази в гібридному карбіді більша або дорівнює 78 HRA, і менша або дорівнює 91 HRA. Додаткові варіанти втілення виробів згідно з даним розкриттям можуть включати гібридний цементований карбід в одній або більше зонах виробів, при цьому об'ємна частка дисперсної фази цементованого карбіду становить менше ніж 50% об. гібридного цементованого карбіду, і при цьому коефіцієнт прилягання дисперсної фази цементованого карбіду менший або дорівнює полуторній об'ємній частці дисперсної фази цементованого карбіду в гібридному цементованому карбіді. Певні варіанти втілення виробів згідно з даним розкриттям включають другу зону, що містить щонайменше одне з металу і металевого сплаву, при цьому зона включає щонайменше одну деталь технологічного стику або іншу деталь конструкції. Деталь технологічного стику, як використано в даному описі, робить можливим приєднувати певні вироби, згідно з даним розкриттям, до певних виробів, і функціонування як частина більш великого пристрою. Деталі технологічного стику можуть включати, наприклад, різь, прорізи, шпонкові пази, зубці або виступи, рівні, фаски, штифти і важелі. Раніше не було можливим успішно забезпечувати такі деталі технологічного стику на виробах, утворених тільки з цементованих твердих частинок, для певних відповідальних застосувань в результаті обмеженої межі міцності на розрив і чутливості до надрізу матеріалів з цементованих твердих частинок. Вироби попереднього рівня техніки включали зону металу або металевого сплаву, що включає одну або більше деталей 6 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 технологічного стику, які були зчеплені з зоною цементованих твердих частинок методами, крім спільного пресування і спікання. Такі вироби попереднього рівня техніки страждали із-за відносно слабкого зв'язку між зоною металу або металевого сплаву і зоною цементованих твердих частинок, суворо обмежуючи можливі застосування виробів. Спосіб виробництва деталей з цементованих твердих частинок типово включає перемішування однорідних компонентів або змішування порошкоподібних інгредієнтів, що включають тверді частинки і порошкоподібне зв’язуюче, щоб утворити металургійну порошкову суміш. Металургійна порошкова суміш може бути консолідована або спресована для утворення неспеченого пресування. Неспечене пресування потім спікають, щоб утворити виріб або частину виробу. Згідно з одним способом, металургійну порошкову суміш консолідують шляхом механічного або ізостатичного пресування, щоб утворити неспечене пресування, типово при тиску між 10000 і 60000 psi (68948-413688 кПа). У певних випадках неспечене пресування може бути попередньо спечене при температурі між 400°С і 1200°С, щоб утворити "коричневе" пресування. Неспечене або коричневе пресування потім спікають, щоб автогенно зв'язати частинки металургійного порошку і додатково ущільнити пресування. У певних варіантах втілення порошкове пресування може бути спечене у вакуумі або водні. У певних варіантах втілення пресування спікають при більшому тиску в 300-2000 psi (2068-13790 кПа) і при температурі 1350-1500°С. Після спікання виріб може бути відповідно оброблений на станку, щоб утворити бажану форму або інші деталі виробу специфічної конфігурації. Варіанти втілення даного розкриття включають способи виробництва виробу з композиційного матеріалу зі спеченого металевого порошку. Один такий спосіб включає приміщення першого металургійного порошку в першу зону пустоти прес-форми, при цьому перший порошок включає тверді частинки і порошкоподібне зв’язуюче. Другу металургійну порошкову суміш вміщують у другу зону пустоти прес-форми. Другий порошок може включати щонайменше одне з металевого порошку і порошку металевого сплаву, вибране з групи, яка складається зі сталевого порошку, нікелевого порошку, порошку нікелевого сплаву, молібденового порошку, порошку молібденового сплаву, титанового порошку, порошку титанового сплаву, кобальтового порошку, порошку кобальтового сплаву, вольфрамового порошку і порошку вольфрамового сплаву. Другий порошок може стикатися з першим порошком або на початку може бути відділений від першого порошку в прес-формі за допомогою розділових пристроїв. Залежно від бажаного числа зон з цементованих твердих частинок і металу або металевого сплаву у виробі з композиційного матеріалу прес-форма може бути розгороджена на додаткові зони, в яких можуть розміщуватися додаткові металургійні порошкові суміші. Наприклад, прес-форма може бути розділена на зони шляхом приміщення механічних перегородок в пустоті прес-форми, щоб визначити декілька зон, і/або шляхом просто наповнення зон прес-форми різними порошками без забезпечення перегородок між суміжними порошками. Металургійні порошки вибирають, щоб досягати бажаних властивостей відповідних зон виробу, як описано в даному описі. Матеріали, використані у варіантах втілення способів даного розкриття можуть містити будь-який з матеріалів, обговорених в даному описі, але в порошковій формі, для того щоб вони могли бути спресовані і спечені. Одноразово порошки завантажують в прес-форму, видаляють будь-які перегородки і потім порошки консолідуються з утворенням неспеченого пресування. Порошки можуть бути консолідовані, наприклад, шляхом механічного або ізостатичного пресування. Неспечене пресування може бути потім спечене, щоб забезпечити виріб з композиційного матеріалу зі спеченого металевого порошку, що включає зону цементованих твердих частинок, утворену з першого порошку і металургійно зв'язану з другою зоною, утвореною з другого металу або порошку металевого сплаву. Наприклад, спікання може бути здійснене при температурі, придатній до автогенного скріплення частинок порошку, і відповідно ущільнити виріб, як наприклад, при температурах аж до 1500°С. Звичайні методи приготування металокерамічного виробу можуть використовуватися для забезпечення спечених виробів різної форми і що включають різні геометричні елементи. Такі звичайні методи добре відомі фахівцям в зоні техніки. Такі фахівці після розгляду даного розкриття можуть легко пристосувати звичайні методи для одержання виробів з композиційних матеріалів згідно з даним розкриттям. Додатковий варіант втілення способу згідно з даним розкриттям містить консолідування першого металургійного порошку в прес-формі з утворенням першого неспеченого пресування і вміщення першого неспеченого пресування у другу прес-форму, при цьому перше неспечене пресування заповнює частину другої прес-форми. Друга прес-форма може бути, щонайменше частково, заповнена другим металургійним порошком. Другий металургійний порошок і перше неспечене пресування можуть бути консолідовані, щоб утворити друге неспечене пресування. 7 UA 103620 C2 5 10 15 20 25 30 3540 45 50 55 Зрештою, друге неспечене пресування спікають, щоб додатково ущільнити пресування і утворити металургійний зв'язок між зоною першого металургійного порошку і зоною другого металургійного порошку. Якщо необхідно, перше неспечене пресування може бути попередньо спечене при температурі аж до 1200°С, щоб забезпечити додатковою міцністю перше неспечене пресування. Такі варіанти втілення способів згідно з даним розкриттям забезпечують підвищену гнучкість в конструктивному виконанні різних зон виробу з композиційного матеріалу для конкретних застосувань. Перше неспечене пресування може бути конструктивно виконане в будь-якій бажаній формі з будь-якого бажаного порошкового металевого матеріалу згідно з варіантами втілення в даному описі. До того ж, процес може бути повторюваний стільки разів, скільки бажано, переважно до спікання. Наприклад, після консолідування для утворення другого неспеченого пресування, друге неспечене пресування можна вмістити в третю прес-форму з третім металургійним порошком, і консолідувати для утворення третього неспеченого пресування. За допомогою такого періодичного процесу можуть бути утворені більш складні форми. Можуть бути утворені вироби, що включають множину чітко певних зон різних властивостей. Наприклад, виріб з композиційного матеріалу даного розкриття може включати матеріали з цементованих твердих частинок, де бажані, наприклад, властивості підвищеної зносостійкості, а також метал або металевий сплав в зонах виробу, в яких бажано забезпечити деталі технологічного стику. Певні варіанти втілення способів згідно з даним розкриттям стосуються виробів з композиційного матеріалу зі спеченого металевого порошку. Використаний в даному описі виріб з композиційного матеріалу є предметом, який містить щонайменше дві зони, кожна зона складалася з різного матеріалу. Вироби з композиційного матеріалу зі спеченого металевого порошку згідно з даним розкриттям включають щонайменше першу зону, яка включає цементовані тверді частинки, металургійно зв'язану з другою зоною, яка включає щонайменше одне з металу або металевого сплаву. Два необмежуючих приклади виробів з композиційного матеріалу згідно з даним розкриттям показані на фіг. 1А. Виріб 100 зі спеченого порошку включає першу зону у вигляді зони 110 з цементованого карбіду, металургійно зв'язаної з нікелевою зоною 112. Виріб 200 зі спеченого металевого порошку включає першу зона у вигляді зони 210 з цементованого карбіду, металургійно зв'язану з другою зоною у вигляді нікелевої зони 212 з різзю. У виробах з композиційного матеріалу згідно з даним розкриттям цементовані тверді частинки першої зони являють собою композиційний матеріал, що включає не суцільну фазу твердих частинок, дисперговану в суцільній фазі зв’язуючого. Метал або металевий сплав, включений у другу зону, є одним або більш вибраним зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму, а також вольфрамового сплаву. Дві зони утворюються з металургійних порошків, які пресують і спікають разом. Під час спікання металургійний зв'язок утворюється між першою і другою зонами, наприклад, на межі розділення між цементованими твердими частинками в першій зоні і металом або металевим сплавом у другій зоні. У варіантах втілення способів даного розкриття, дані автори винаходу знайшли, що металургійний зв'язок, який утворюється між першою зоною (що включає цементовані тверді частинки) і другою зоною (що включає щонайменше одне з металу і металевого сплаву) під час спікання, є вражаюче і несподівано сильною. У різних варіантах втілення, одержаних згідно з даним розкриттям, металургійний зв'язок між першою і другою зонами є вільним від значних дефектів, включаючи тріщини. Такі дефекти зв'язку звичайно присутні, якщо використовуються звичайні технології для скріплення матеріалу з цементованих твердих частинок з металом або металевим сплавом. Металургійний зв'язок, що утворився згідно з даним розкриттям, утворюється безпосередньо між першою і другою зонами на мікроструктурному рівні, і є значно більш сильною, ніж зв'язки, що утворилися за допомогою технологій попереднього рівня техніки, щоб зв'язати цементовані карбіди і метал або металеві сплави, такий як технологія відливання, обговорена в патенті США № 5359772 Карлсона, який описаний вище. Металургійний зв'язок, що утворився способом пресування і спікання з використанням матеріалів, перерахованого в даному описі, виключає напруження і розтріскування, одержані на практиці іншими способами з'єднання. Вважають, що це є, щонайменше частково, результатом природи сильного металевого зв'язку, що утворилася способом даного розкриття, і також є результатом сумісності матеріалів, використаних в даному способі. Було знайдено, що не всі метали і металеві сплави можуть спікатися з цементованими твердими частинками, такими як цементований карбід. Також, сильний зв'язок, що утворився згідно з даним розкриттям, ефективно протидіє напруженням, що виходять від відмінностей у властивостях теплового розширення з’єднаних 8 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 матеріалів, так що не утворюється жодних тріщин на межі розділення між першою і другою зонами виробів з композиційного матеріалу. У певних варіантах втілення способів згідно з даним розкриттям перша зона, що містить цементовані тверді частинки, має товщину більше ніж 100 мікрон. Також, в певних варіантах втілення перша зона має товщину більше ніж покриття. Варіанти втілення способів, описаних в даному описі, досягають несподівано і вражаюче сильного металургійного зв'язку між першою зоною (що включає цементовані тверді частинки) і другою зоною (що включає щонайменше одне з металу і металевого сплаву) виробу з композиційного матеріалу. У певних варіантах втілення способів згідно з даним розкриттям утворення чудового зв'язку між першою і другою зонами комбінують з етапом введення корисних деталей конструкції, таких як різь або шпонкові пази, у другій зони композиційного матеріалу, щоб забезпечити міцний і довговічний виріб з композиційного матеріалу, який можна використовувати у множині застосувань, або пристосувати для з'єднання з іншими виробами з метою використання в специфічних застосуваннях. У певних варіантах втілення способів згідно з даним розкриттям перша і друга зони, кожна, мають товщину більше 100 мікрон. У певних інших варіантах втілення кожна з першої і другої зон має товщину більше ніж 0,1 сантиметри. В інших же варіантах втілення перша і друга зони, кожна, мають товщину більшу ніж 0,5 сантиметри. Певні інші варіанти втілення згідно з даним розкриттям включають першу і другу зони, що мають товщину більше 1 сантиметри. Інші ж варіанти втілення містять першу і другу зони, що мають товщину більшу ніж 5 сантиметрів. Також, в певних варіантах втілення способів згідно з даним розкриттям, щонайменше друга зона або інша зона виробу з композиційного матеріалу зі спеченого металевого порошку має товщину, достатню для зони, щоб включати деталі технологічного стику, такі як різь або шпонкові пази, так що виріб з композиційного матеріалу може бути прикріплений до іншого виробу за допомогою деталей технологічного стику. В інших варіантах втілення згідно з способами даного розкриття метал або металевий сплав другої зони має теплопровідність менше ніж теплопровідність матеріалу з цементованих твердих частинок першої зони, при цьому обидві теплопровідності оцінюються при кімнатній температурі (20°C). Не обмежуючись будь-якою конкретною теорією, вважають, що метал або металевий сплав другої зони повинен мати теплопровідність, яка менша, ніж теплопровідність матеріалу з цементованих твердих частинок першої зони, для того щоб утворити металургійний зв'язок між першою і другою зонами, маючу достатню міцність для певних відповідальних застосувань матеріалів з цементованих твердих частинок. У певних варіантах втілення тільки метали або металеві сплави, що мають теплопровідність менше, ніж цементований карбід, можуть бути використані у другій зони. У певних варіантах втілення друга зона, або будь-який метал або металевий сплав другої зони, має теплопровідність менше ніж 100 Вт/м·К. В інших варіантах втілення друга зона, або будь-який метал або металевий сплав другої зони, може мати теплопровідність менш ніж 90 Вт/м·К. У певних інших варіантах втілення способів згідно з даним розкриттям метал або металевий сплав другої зони виробу з композиційного матеріалу має температуру плавлення більше ніж 1200°С. Не обмежуючись будь-якою конкретною теорією, вважають, що метал або металевий сплав другої зони повинен мати температуру плавлення більше ніж 1200°С, щоб утворити металургійний зв'язок з матеріалом з цементованих твердих частинок першої зони з міцністю зв'язку, достатньою для певних відповідальних застосувань матеріалів з цементованих твердих частинок. В інших варіантах втілення метал або металевий сплав другої зони виробу з композиційного матеріалу має температуру плавлення більшу ніж 1275°С. У деяких варіантах втілення температура плавлення металу або металевого сплаву другої зони є більшою, ніж чавуну. Згідно з даним розкриттям, матеріал з цементованих твердих частинок, включений в першу зону, повинен включати щонайменше 60% об. дисперсних твердих частинок. Якщо матеріал з цементованих твердих частинок включає менше ніж 60% об. твердих частинок, то матеріал з цементованих твердих частинок втратить необхідну комбінацію стійкості до стирання і зносостійкості, міцності, а також ударній в'язкості, необхідну для застосувань, в яких використовуються матеріали з цементованих твердих частинок. Отже, використані в даному описі "цементовані тверді частинки" і "матеріал з цементованих твердих частинок" стосується композиційного матеріалу, що містить не суцільну фазу твердих частинок, диспергованих в суцільному зв’язувальному матеріалі, і при цьому композиційний матеріал включає щонайменше 60% об. не суцільної фази твердих частинок. У певних варіантах втілення способів виробництва виробів з композиційних матеріалів згідно з даним розкриттям метал або металевий сплав другої зони може включати від 0 до 50% 9 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 об. твердих частинок (виходячи з об'єму металу або металевого сплаву). Присутність певних концентрацій таких частинок в металі або металевому сплаві може поліпшити зносостійкість металу або сплаву відносно такого ж матеріалу, позбавленого таких твердих частинок, але без значно несприятливого здійснення впливу на оброблюваність різанням металу або металевого сплаву. Очевидно, присутність аж до 50% об. таких частинок в металевому сплаві не дає в результаті в матеріалі з цементованих твердих частинок, як визначено в даному описі щонайменше такої причини, що об'ємна частка твердих частинок є значно меншою, ніж в матеріалі з цементованих твердих частинок. До того ж, було знайдено, що в певних виробах з композиційного матеріалу, згідно з даним розкриттям, присутність твердих частинок в металі або металевому сплаві другої зони може модифікувати усадочні характеристики зони, для того щоб ближче наблизитися до усадочних характеристик першої зони. Таким чином, КТР другої зони може бути так відрегульований, щоб більше гарантувати сумісність з КТР першої зони для запобігання утворенню напружень в зони металургійного зв'язку, які могли б спричинити розтріскування. Таким чином, в певних варіантах втілення способів, згідно з даним розкриттям, метал або металевий сплав другої зони виробу з композиційного матеріалу включає від 0 до 50% об., і переважно не більше ніж 20-30% об. твердих частинок, диспергованих в металі або металевому сплаві. Мінімальна кількість твердих частинок в зони металу або металевого сплаву, яке впливало б на зносостійкість і/або усадочні характеристики металу або металевого сплаву, як вважають, становить від приблизно 2 до 5% об. Таким чином, в певних варіантах втілення згідно з даним розкриттям, металевий сплав другої зони виробу з композиційного матеріалу включає від 2 до 50% об., і переважно від 2 до 30% об. твердих частинок, диспергованих в металі або металевому сплаві. Інші варіанти втілення можуть включати від 5 до 50% твердих частинок, або від 5 до 30% об. твердих частинок, диспергованих в металі або металевому сплаві. Інші ж варіанти втілення можуть містити від 2 до 20, або від 5 до 20% об. твердих частинок, диспергованих в металі або металевому сплаві. Певні інші варіанти втілення можуть містити від 20 до 30% об. твердих частинок, диспергованих в металі або металевому сплаві. Тверді частинки, включені в першу зону і, необов'язково, у другу зону, можуть бути вибрані з, наприклад, групи, яка складається з карбіду, нітриду, бориду, силіциду, оксиду і сумішей і твердих розчинів з них. У одному варіанті втілення метал або металевий сплав другої зони включає аж до 50% об. дисперсних частинок карбіду вольфраму. У певних варіантах втілення способів, згідно з даним розкриттям, дисперсна фаза твердих частинок матеріалу з цементованих твердих частинок першої зони може включати одне або більше з твердих частинок, вибраних з карбіду, нітриду, бориду, силіциду, оксиду і твердих розчинів з них. У певних варіантах тверді частинки можуть включати частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію і вольфраму. В інших же варіантах втілення суцільна фаза зв’язуючого в матеріалі з цементованих твердих частинок першої зони включає щонайменше одне з кобальту, кобальтового сплаву, нікелю, нікелевого сплаву, заліза і залізного сплаву. Зв’язувальний матеріал може включати, наприклад, один або більше елементів, вибраних з вольфраму, хрому, титану, танталу, ванадію, молібдену, ніобію, цирконію, гафнію і вуглецю, аж до меж розчинності цих елементів в зв’язувальному. До того ж, зв’язувальний матеріал може включати аж до 5% ваг. одного або більше елементів, вибраних з міді, марганцю, срібла, алюмінію і рутенію. Фахівці в зоні техніки будуть усвідомлювати, що будь-яка, або вся, з складових частин матеріалу з цементованих твердих частинок може бути введена в металургійний порошок, з якого утворюється матеріал з цементованих твердих частинок, в елементарній формі, як сполука, і/або як лігатури. Властивості матеріалів з цементованих твердих частинок, таких як цементовані карбіди, залежать від параметрів, що включають середній розмір зерен твердих частинок, і вагову частку або об'ємну частку твердих частинок і/або зв’язуючого. Взагалі, твердість і зносостійкість підвищуються, оскільки розмір зерна меншає і/або меншає вміст зв’язуючого. З іншого боку, в'язкість руйнування підвищується, оскільки розмір зерен збільшується і/або вміст зв’язуючого збільшується. Таким чином, є компроміс між зносостійкістю і в'язкістю руйнування при виборі марки матеріалу з цементованих твердих частинок для будь-якого застосування. Оскільки зносостійкість підвищується, в'язкість руйнування типово меншає, і навпаки. Певні інші варіанти втілення способів, щоб виготовити вироби даного розкриття, включають тверді частинки, що містять частинки карбідів щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію і вольфраму. У певних інших варіантах втілення, тверді частинки включають частинки карбіду вольфраму. В 10 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 інших же варіантах втілення частинки карбіду вольфраму можуть мати середній розмір зерен від 0,3 до 10 мкм. Тверді частинки матеріалу з цементованих твердих частинок в першій зоні переважно містять від приблизно 60 до приблизно 98% об. від загального об'єму матеріалу з цементованих твердих частинок. Тверді частинки дисперговані в матриці зв’язуючого, що переважно становить від приблизно 2 до приблизно 40% об. від загального об'єму матеріалу з цементованих твердих частинок. Варіанти втілення способів для виробництва виробів з композиційного матеріалу згідно з даним розкриттям можуть також включати гібридні цементовані карбіди, такі як, наприклад, будь-які з цементованих карбідів, описаних в тій, що знаходиться одночасно на розгляді заявці на патент Сполучених Штатів з порядковим № 10/735379, повне розкриття якого включене таким чином в даний опис за допомогою цього посилання. Наприклад, виріб згідно з даним розкриттям може містити щонайменше першу зону, що включає гібридний цементований карбід, металургійно зв'язаний з другою зоною, що містить одне з металу і металевого сплаву. Певні інші вироби можуть містити щонайменше першу зону, що включає цементовані тверді частинки, другу зону, що включає щонайменше одне з металу і металевого сплаву, і третю зону, що включає матеріал з гібридного цементованого карбіду, при цьому перша і третя зони металургійно зв'язані з другою зоною. Взагалі, гібридний цементований карбід являє собою матеріал, що містить частинки щонайменше однієї марки цементованого карбіду, дисперговані у всій другій суцільній фазі цементованого карбіду, таким чином, утворюючи мікроскопічний композиційний матеріал з цементованих карбідів. Цементований гібрид заявки порядковий № 10/735379 має низький коефіцієнт прилягання частинок дисперсної фази і поліпшені властивості відносно певних інших гібридних цементованих карбідів. Переважно, коефіцієнт прилягання дисперсної фази гібридного цементованого карбіду, включеного у варіанти втілення згідно з даним розкриттям, менше або дорівнює 0,48. Також, гібридний цементований карбід, включений у варіанти втілення згідно з даним розкриттям, переважно містить дисперсну фазу, що має твердість більше, ніж твердість суцільної фази гібридного цементованого карбіду. Наприклад, в певних варіантах втілення гібридних цементованих карбідів, включених в одну або більше зон виробів з композиційного матеріалу, згідно з даним розкриттям твердість дисперсної фази в гібридному цементованому карбіді переважно більше або дорівнює 88 по шкалі А твердість за Роквелом (HRA), і менше або дорівнює 95 HRA, і твердість суцільної фази в гібридному карбіді більше або дорівнює 78 HRA, і менше або дорівнює 91HRA. Додаткові варіанти втілення способів для виробництва виробів згідно з даним розкриттям можуть включати гібридний цементований карбід в одній або більше зонах виробів, при цьому об'ємна частка дисперсної фази цементованого карбіду становить менше ніж 50% об. гібридного цементованого карбіду, і при цьому коефіцієнт прилягання дисперсної фази цементованого карбіду менше або дорівнює полуторній об'ємній частці дисперсної фази цементованого карбіду в гібридному цементованому карбіді. Певні варіанти втілення способів для виробництва виробів, згідно з даним розкриттям, включають утворення деталі технологічного стику або іншого технологічного стику щонайменше у другій зоні, що включає щонайменше одне з металу і металевого сплаву. Деталь механічного стику, як використано в даному описі, робить можливою певні вироби згідно з даним розкриттям, що приєднуються до певних інших виробів, і функціонування як частина більшого пристрою. Деталі механічного стику можуть включати, наприклад, різь, прорізи, шпонкові пази, зубці або виступи, рівні, фаски, штифти і важелі. Раніше не було можливо успішно включати такі деталі технологічного стику у вироби, утворені виключно з цементованих твердих частинок для певних відповідальних застосувань через обмежену міцність на розрив і чутливість до надрізу матеріалів з цементованих твердих частинок. Вироби попереднього рівня техніки включають зону металу або металевого сплаву, що включає одну або більше деталей механічного стику, які були прикріплені за допомогою іншого, ніж спільне пресування і спікання з зоною з цементованих твердих частинок. Такі вироби попереднього рівня техніки страждали від відносно слабкого зв'язку між зоною металу або металевого сплаву і зоною з цементованих твердих частинок, суворо обмежуючи можливі застосування виробів. Приклад 1 Фіг. 1А показує вироби 100, 200 з металевого композиційного матеріалу цементований карбід-металевий сплав, 110, що складаються з частини, 210 з цементованого карбіду, металургійно зв'язану з нікелевою частиною 112, 212, яка була виготовлена з використанням наступного способу згідно з даним розкриттям. Шар цементованого порошку карбіду (комерційно доступного від ATI FirthSterling, Madison, Alabama, USA, як FL30™ порошок), що 11 UA 103620 C2 5 10 15 20 25 30 35 40 45 50 55 60 складається з 70% карбіду вольфраму, 18% кобальту і 12% нікелю, вміщували в прес-форму в контакті з шаром нікелевого порошку (комерційно доступного від Inco Special Products, Wyckoff, New Jersey, USA, як високочистий нікель Inco Type 123) і пресували спільно, щоб утворити єдине неспечене пресування, що складається з двох окремих шарів консолідованих порошкових матеріалів. Пресування (або консолідування) проводили на 100-тонном гідравлічному пресі, використовуючи тиск пресування приблизно 20000 psi (137896 кПа). Неспечене пресування, що виходить, являло собою циліндр приблизно 1,5 дюйми (38,1 мм) в діаметрі і приблизно 2 дюйми (50,8 мм) в довжину. Шар цементованого карбіду становив приблизно 0,7 дюймів (17,78 мм) в довжину, і нікелевий шар становив приблизно 1,3 дюйми (43,18 мм) в довжину. Після пресування, пресування з композиційного матеріалу спікали у вакуумній печі при 1380°С. Під час пресування лінійна усадка пресування становила приблизно 18% вздовж будь-якого напрямку. Вироби зі спеченого композиційного матеріалу шліфували по зовнішньому діаметру, і виточували різь в нікелевій частині 212 одні з виробів. Фіг. 1В являє собою мікрофотографію, що показує мікроструктуру виробів 100 і 200 на межі розділення матеріалу 300 з цементованого карбіду і нікелевого матеріалу 301. Фіг. 1В ясно показує частини цементованого карбіду і нікелеву, металургійно зв'язані в зоні 302 межі розділення. Не було помітно жодних тріщин в зоні поверхні розділення. Приклад 2 Фіг. 2 показує виріб 400 з композиційного матеріалу цементований карбід-металевий сплав, який було одержаний за допомогою технологій пресування порошкового металу і спікання згідно з даним розкриттям, і включало три окремих шари. Перший шар 401 складався з цементованого карбіду, утвореного з FL30™ (див. вище). Другий шар 402 складався з нікелю, утвореного з нікелевого порошку, і третій шар 403 складався зі сталі, утвореної з сталевого порошку. Спосіб, використаний для виробництва композиційного матеріалу, був по суті ідентичним способу, використаному в прикладі 1, виключаючи те, що три шари порошків пресували разом, щоб утворити неспечене пресування, замість двох шарів. Три шари виявилися однорідно металургійно зв'язаними, щоб утворити виріб з композиційного матеріалу. Жодних тріщин не було помітно зовні спеченого виробу поблизу межі розділення між зонами з цементованого карбіду і нікелю. Приклад 3 Виріб з композиційного матеріалу, що складається з частини з цементованого карбіду і частини з вольфрамового сплаву, виготовляли згідно з даним розкриттям, використовуючи наступний метод. Шар порошку з цементованого карбіду (FL30™ порошок) розміщували в пресформі в контакті з шаром порошку вольфрамового сплаву (що складається з 70% вольфраму, 24% нікелю і 6% міді) і пресували спільно, щоб утворити єдине неспечене пресування з композиційного матеріалу, що складається з двох окремих шарів консолідованих порошків. Пресування (або консолідацію) проводили на 100-тонном гідравлічному пресі, використовуючи тиск пресування приблизно 20000 psi (137896 кПа). Неспечене пресування являло собою циліндр приблизно 1,5 дюйми (38,1 мм) в діаметрі і приблизно 2 дюйми (50,8 мм) в довжину. Шар цементованого карбіду становив приблизно 1,0 дюйм (25,4 мм) по довжині, і шар вольфрамового сплаву становив також приблизно 1,0 дюйм (25,4 мм) по довжині. Після пресування пресування з композиційного матеріалу спікали при 1400°С у водні, який мінімізує або виключає окислення при спіканні вольфрамових сплавів. Під час спікання лінійна усадка пресування становила приблизно 18% вздовж будь-якого напрямку. Фіг. 3 ілюструє мікрофотографію, яка ясно показує частини 502 цементованого карбіду і 500 вольфрамових сплави, металургійно зв'язану на межі розділення 501. Жодного розтріскування не було помітно в зоні межі розділення. Хоча попередній опис обов'язково представляє тільки обмежене число варіантів втілення, фахівці, що стосуються зони техніки, будуть розуміти, що такими фахівцями можуть бути зроблені різні зміни в предметі та інших деталях прикладів, які описали і ілюстрували в даному описі, і всі такі модифікації будуть залишатися в принципі і об'ємі даного розкриття, як точно виражено в даному описі і прикладеній формулі винаходу. Наприклад, хоча справжнє розкриття обов'язково представляє тільки обмежене число варіантів втілення ротаційних напилків, сконструйованих згідно з даним розкриттям, буде зрозуміле, що справжнє розкриття і пов'язана формула винаходу цим не обмежені. Фахівці легко ідентифікують додаткові конструктивні виконання ротаційних напилків і можуть спроектувати і створити додаткові ротаційні напилки в напрямку і по суті обов'язково обмеженого числа варіантів втілення, обговорених в даному описі. Тому зрозуміло, що даний винахід необмежений конкретними варіантами втілення, розкритими або введеними в даний опис, але збирається охоплювати модифікації, які укладені в принципі і об'ємі винаходу, як визначено формулою винаходу. 12 UA 103620 C2 Фахівці в даній зоні техніки можуть також оцінити, що зміни можуть бути зроблені в згаданих раніше варіантах втілення без виходу за межі суті цього винаходу. ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Композитний виріб зі спеченого металевого порошку, який включає: першу зону, що містить матеріал з цементованих твердих частинок, що містить щонайменше 60 % об. твердих частинок, і другу зону, що містить метал або металевий сплав, вибраний зі сталі, нікелю, нікелевого сплаву, титану, титанового сплаву, молібдену, молібденового сплаву, кобальту, кобальтового сплаву, вольфраму і вольфрамового сплаву, і від більше 0 аж до 50 % об. твердих частинок, причому перша зона металургійно зв'язана з другою зоною, і перша зона та друга зона мають товщину, більшу ніж 100 мікронів. 2. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони має теплопровідність, меншу ніж теплопровідність цементованих твердих частинок. 3. Композитний виріб за п. 2, який відрізняється тим, що метал або металевий сплав другої зони має теплопровідність, меншу ніж 100 Вт/м·K. 4. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони має температуру плавлення, більшу 1200 °С. 5. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони містить від більше 0 аж до 50 % об. твердих частинок однієї або більше речовин, вибраних з карбіду, нітриду, силіциду, оксиду і їх твердих розчинів. 6. Композитний виріб за п. 1, який відрізняється тим, що метал або металевий сплав другої зони містить від більше 0 аж до 50 % об. частинок карбіду вольфраму. 7. Композитний виріб за п. 1, який відрізняється тим, що цементовані тверді частинки включають тверді частинки, дисперговані в безперервній фазі зв'язуючого. 8. Композитний виріб за п. 7, який відрізняється тим, що тверді частинки включають частинки однієї або більше речовин, вибраних з карбіду, нітриду, бориду, силіциду, оксиду та їх твердих розчинів, і фаза зв'язуючого містить щонайменше одну речовину, вибрану з кобальту, кобальтового сплаву, молібдену, молібденового сплаву, нікелю, нікелевого сплаву, заліза і залізного сплаву. 9. Композитний виріб за п. 7, який відрізняється тим, що тверді частинки включають частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію і вольфраму. 10. Композитний виріб за п. 1, який відрізняється тим, що цементовані тверді частинки включають частинки карбіду вольфраму. 11. Композитний виріб за п. 10, який відрізняється тим, що частинки карбіду вольфраму мають середній розмір зерен від 0,3 до 10 мкм. 12. Композитний виріб за п. 7, який відрізняється тим, що фаза зв'язуючого містить кобальт. 13. Композитний виріб за п. 1, який відрізняється тим, що матеріал з цементованих твердих частинок містить від 2 до 40 % об. суцільної фази зв'язуючого і від 60 до 98 % об. твердих частинок, диспергованих в суцільній фазі зв'язуючого. 14. Композитний виріб за п. 1, який відрізняється тим, що матеріал з цементованих твердих частинок включає гібридний цементований карбід. 15. Композитний виріб за п. 14, який відрізняється тим, що частинки гібридного цементованого карбіду включають: суцільну фазу цементованого карбіду і дисперсну фазу цементованого карбіду, дисперговану в суцільній фазі цементованого карбіду, де коефіцієнт прилягання дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менший або дорівнює 0,48. 16. Композитний виріб за п. 14, який відрізняється тим, що об'ємна частка дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду становить менше 50 % об., і коефіцієнт прилягання дисперсної фази цементованого карбіду в фазі гібридного цементованого карбіду менший або дорівнює полуторній об'ємній частці дисперсної фази в частинках гібридного цементованого карбіду. 17. Спосіб виробництва композитного виробу зі спеченого металевого порошку, за яким: забезпечують перший порошок в першій зоні прес-форми, причому перший порошок містить тверді частинки і порошкоподібне зв'язуюче і перший порошок містить щонайменше 60 % об. твердих частинок, забезпечують другий порошок у другій зоні прес-форми, при цьому другий порошок контактує з першим порошком і включає щонайменше один з металевого порошку і металевого сплаву, вибраний з сталевого порошку, нікелевого порошку, порошку нікелевого сплаву, молібденового порошку, порошку молібденового сплаву, титанового порошку, порошку 13 UA 103620 C2 5 10 15 20 25 30 35 40 45 титанового сплаву, кобальтового порошку, порошку кобальтового сплаву, вольфрамового порошку і порошку вольфрамового сплаву, і від більше 0 аж до 50 % об. твердих частинок, консолідують перший порошок і другий порошок в прес-формі, щоб забезпечити неспечене пресування, і спікають неспечене пресування для одержання композитного виробу зі спеченого металевого порошку, що містить зону цементованих твердих частинок, утворену з першого порошку і металургійно зв'язану з металевою другою зоною, утвореною з другого порошку. 18. Спосіб за п. 17, який відрізняється тим, що теплопровідність металевої другої зони менша, ніж теплопровідність зони цементованих твердих частинок. 19. Спосіб за п. 18, який відрізняється тим, що теплопровідність металевої другої зони становить менше 100 Вт/м·K. 20. Спосіб за п. 17, який відрізняється тим, що температура плавлення металевої другої зони становить більше 1200 °С. 21. Спосіб за п. 17, який відрізняється тим, що металева друга зона містить від більше 0 аж до 50 % об. твердих частинок однієї або більше речовин, вибраних з групи, яка складається з карбіду, нітриду, бориду, силіциду, оксиду та їх твердих розчинів. 22. Спосіб за п. 17, який відрізняється тим, що металева друга зона містить від більше 0 аж до 50 % об. частинок карбіду вольфраму. 23. Спосіб за п. 17, який відрізняється тим, що зона цементованих твердих частинок містить тверді частинки, дисперговані в суцільній фазі зв'язуючого. 24. Спосіб за п. 23, який відрізняється тим, що тверді частинки включають тверді частинки однієї або більше речовин, вибраних з карбіду, нітриду, бориду, силіциду, оксиду та їх твердих розчинів, і фаза зв'язуючого містить щонайменше одну речовину, вибрану з кобальту, кобальтового сплаву, молібдену, молібденового сплаву, нікелю, нікелевого сплаву, заліза та залізного сплаву. 25. Спосіб за п. 23, який відрізняється тим, що тверді частинки включають частинки карбіду щонайменше одного перехідного металу, вибраного з титану, хрому, ванадію, цирконію, гафнію, танталу, молібдену, ніобію та вольфраму. 26. Спосіб за п. 17, який відрізняється тим, що зона цементованих твердих частинок містить частинки карбіду вольфраму. 27. Спосіб за п. 26, який відрізняється тим, що частинки карбіду вольфраму мають середній розмір зерен від 0,3 до 10 мкм. 28. Спосіб за п. 23, який відрізняється тим, що фаза зв'язуючого містить кобальт. 29. Спосіб за п. 17, який відрізняється тим, що зона цементованих твердих частинок містить від 2 до 40 % об. суцільної фази зв'язуючого і від 60 до 98 % об. твердих частинок, диспергованих в суцільній фазі зв'язуючого. 30. Спосіб за п. 17, який відрізняється тим, що зона цементованих частинок містить частинки гібридного цементованого карбіду. 31. Спосіб за п. 30, який відрізняється тим, що частинки гібридного цементованого карбіду містять суцільну фазу цементованого карбіду і дисперсну фазу цементованого карбіду, дисперговану в суцільній фазі цементованого карбіду, при цьому коефіцієнт прилягання дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менший або дорівнює 0,48. 32. Спосіб за п. 31, який відрізняється тим, що об'ємна частка дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менша 50 % об., і коефіцієнт прилягання дисперсної фази цементованого карбіду в частинках гібридного цементованого карбіду менший або дорівнює полуторній об'ємній частці дисперсної фази в частинках гібридного цементованого карбіду. 33. Спосіб за п. 17, який відрізняється тим, що металева друга зона має товщину щонайменше 100 мікронів. 14 UA 103620 C2 15 UA 103620 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 16
ДивитисяДодаткова інформація
Назва патенту англійськоюCemented carbide-metallic alloy composites
Автори англійськоюMirchandani, Prakash, K., Chandler, Morris, E., Olsen, Eric, W.
Автори російськоюМирчандани Пракаш К.
МПК / Мітки
МПК: B22F 7/02, C22C 29/00
Мітки: порошку, спосіб, композитний, металевого, виготовлення, спеченого, виріб
Код посилання
<a href="https://ua.patents.su/18-103620-kompozitnijj-virib-zi-spechenogo-metalevogo-poroshku-i-sposib-jjogo-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Композитний виріб зі спеченого металевого порошку і спосіб його виготовлення</a>
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64358
Опубліковано: 16.02.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B22F 3/20
Мітки: виготовлення, прутків, спосіб, порошку, металевого
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає заповнення контейнера порошком, вакуумування, герметизацію, нагрів і послідовне по довжині радіальне обтиснення заготовки, з одночасним прикладанням тиску до її торців, який відрізняється тим, що первісне радіальне кування контейнера здійснюють зі ступенем деформації 30-35 % без зміни довжини заготовки.
Спосіб пресування металевого порошку і пристрій для його здійснення
Номер патенту: 62880
Опубліковано: 15.12.2003
Автори: Блохін Олександр Григорович, Матус Володимир Ігорович, Василенко Тетяна Володимирівна
МПК: B22F 3/02, B30B 11/02
Мітки: порошку, пресування, спосіб, пристрій, здійснення, металевого
Формула / Реферат:
1. Спосіб пресування металевого порошку, що включає попереднє формування й остаточне пресування заготовки, сполучене з деформацією зрушенням у напрямку, перпендикулярному напрямку пресування, який відрізняється тим, що після попереднього здійснюють пророблення порошку, змінюючи кут між напрямком пресування і формування поверхнею інструмента, при цьому напруги на етапі пророблення порошку змінюються від
Спосіб виготовлення прутків з металевого порошку
Номер патенту: 64447
Опубліковано: 16.02.2004
Автори: Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна, Лазоркін Віктор Андрійович
МПК: B22F 3/02
Мітки: металевого, виготовлення, прутків, порошку, спосіб
Формула / Реферат:
Спосіб виготовлення прутків з металевого порошку, що включає засипання порошку в металевий контейнер при віброущільненні, герметизацію контейнера й ущільнення порошку шляхом послідовних по довжині контейнера радіальних обтиснень ділянок його бічної поверхні інструментом, що пресує, з подачею на довжину ділянки і кантуванням контейнера після кожного обтиснення і додатком під час обтиснення осьового тиску до його торцевої поверхні з боку...
Попередньо легований металевий порошок, спосіб його виготовлення та застосування та формований виріб, виготовлений з цього порошку
Номер патенту: 95824
Опубліковано: 12.09.2011
Автори: Лампрехт Інес, Гілле Герхард, Менде Бернд
МПК: C22C 33/02, C22B 3/44, B22F 3/10, B22F 1/00, B22F 9/24
Мітки: металевій, легований, порошку, порошок, цього, застосування, виготовлений, попередньо, формований, виріб, спосіб, виготовлення
Формула / Реферат:
1. Попередньо легований металевий порошок, що містить елементи залізо, кобальт і молібден, який відрізняється тим, що рентгенівська дифрактограма вказаного порошку при 2 Тета, що складає 37,5º, має пік (FeCo)7Mo6.2. Попередньо легований металевий порошок за п. 1, який відрізняється тим, що містить від 20 мас. % до 90 мас. % заліза, до 65 мас. % кобальту і від 3 мас. % до 60 мас. % молібдену.3. Попередньо легований...
Спосіб одержання металевого порошку і пристрій для його здійснення
Номер патенту: 67287
Опубліковано: 15.06.2004
Автори: Терновий Юрій Федорович, Лазоркін Віктор Андрійович
МПК: B22F 9/08
Мітки: металевого, спосіб, пристрій, одержання, здійснення, порошку
Формула / Реферат:
1. Спосіб одержання металевого порошку, що включає вплив на струмінь розплавленого металу газовими потоками й охолодження розпилених часток, який відрізняється тим, що додатково на струмінь розплаву впливають відбитими потоками акустичних коливань, що виходять із зони розпилення, шляхом спрямування їх у фокус розпилення.2. Пристрій для одержання металевого порошку, який містить вузол подачі металу зі зливним отвором для рідкого...
Попередній патент: Похідні 3,5,7,11-тетраазатрицикло[7.3.1.02,7]тридец-2-ен-8-селенону
Наступний патент: Пристрій мобільного зв’язку
Випадковий патент: Комплексний спосіб оцінки функціонального стану міокарда у молоді