Двошнековий прес-екструдер для відокремлення твердих речовин від рідини


Формула / Реферат
1. Розділовий пристрій для відокремлення рідини від рідкої маси, яка містить тверді речовини, який має:
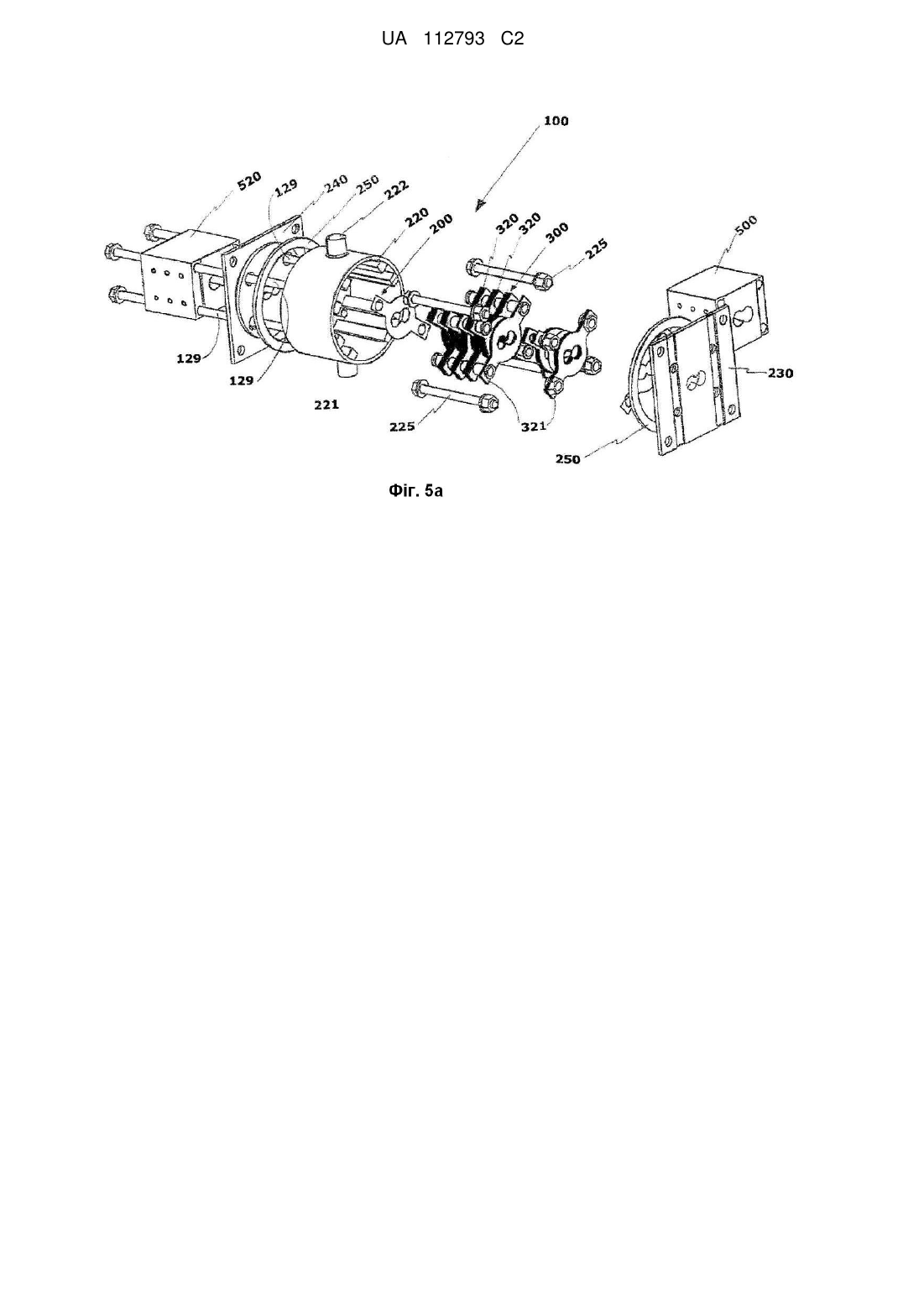
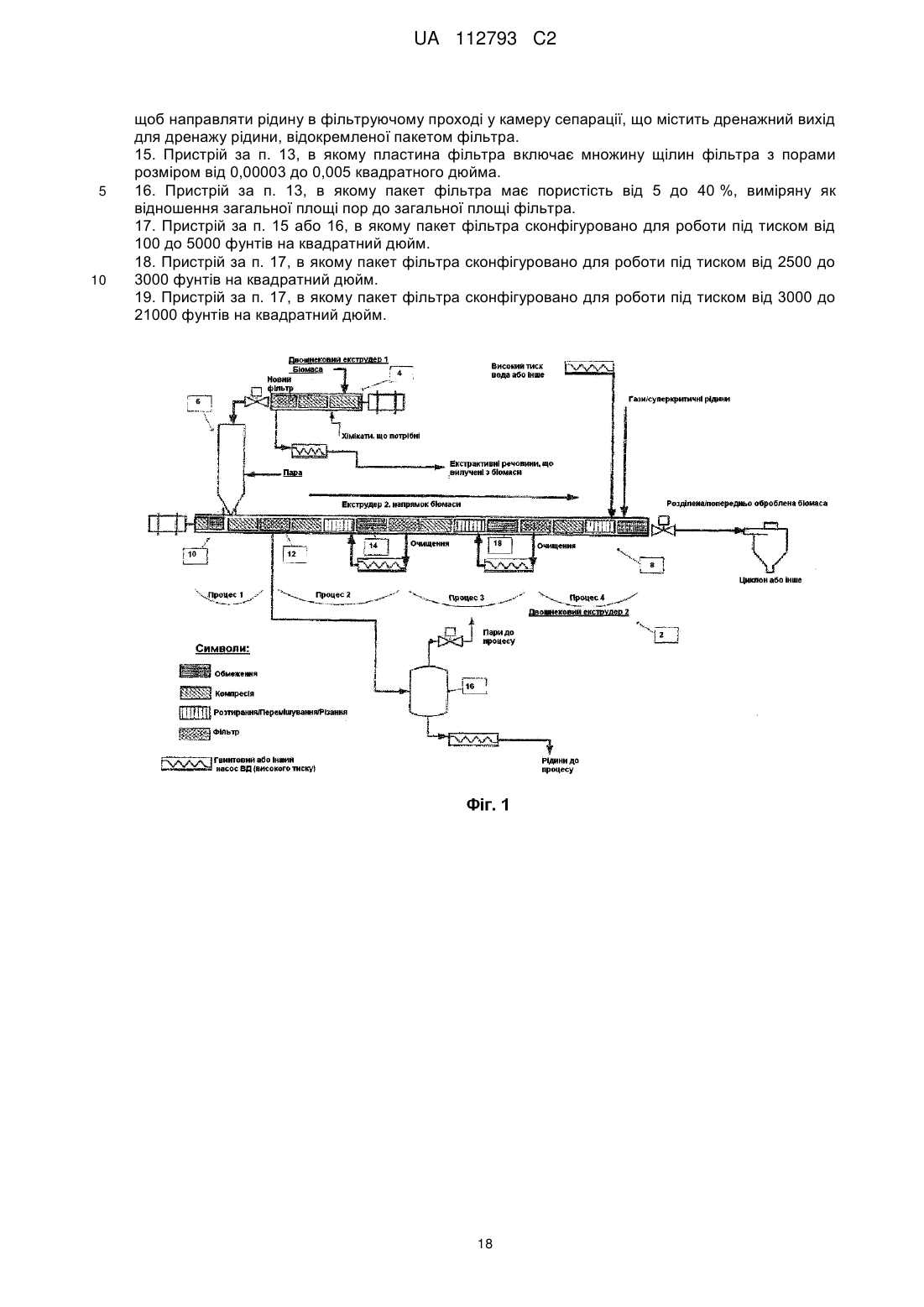
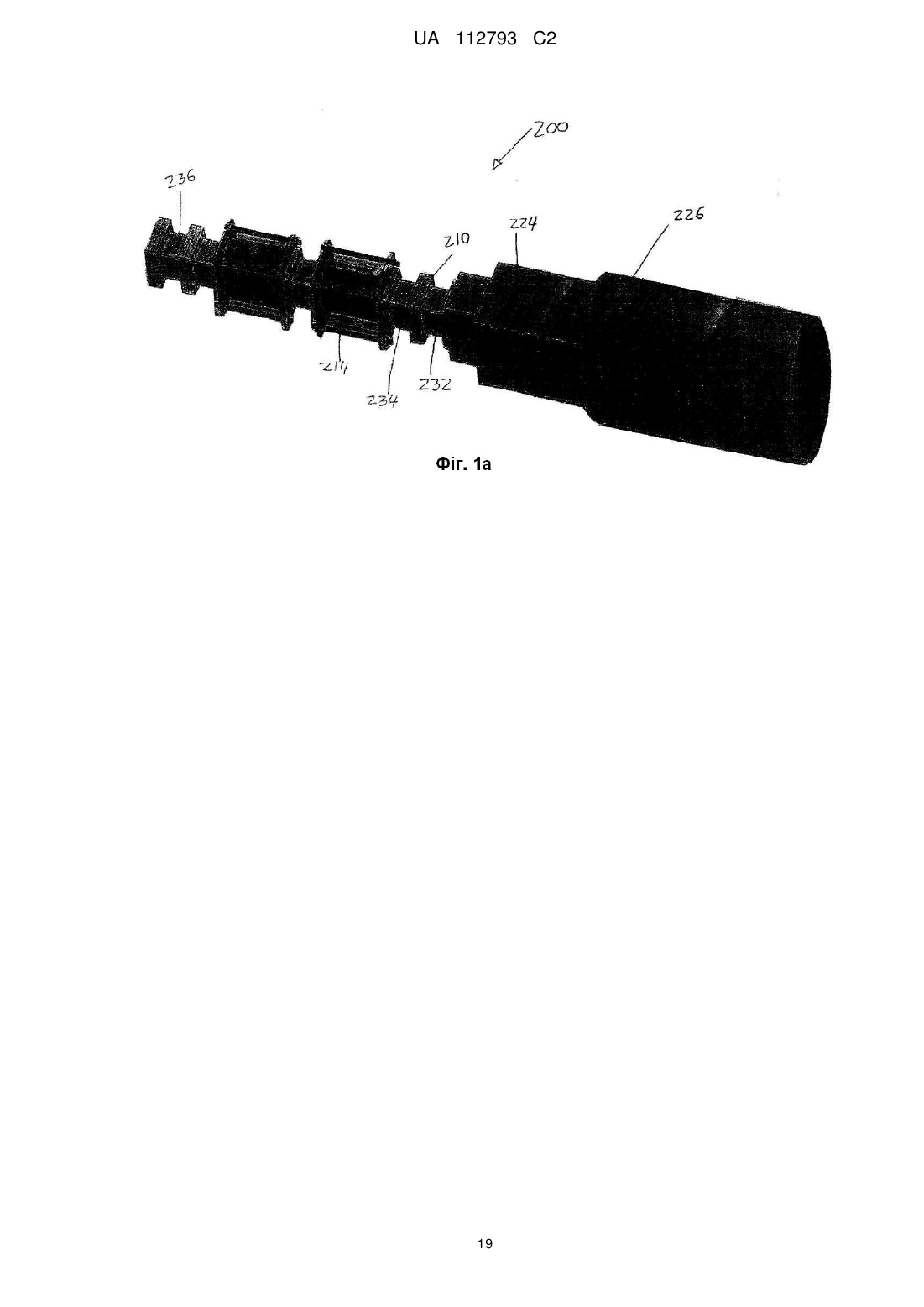
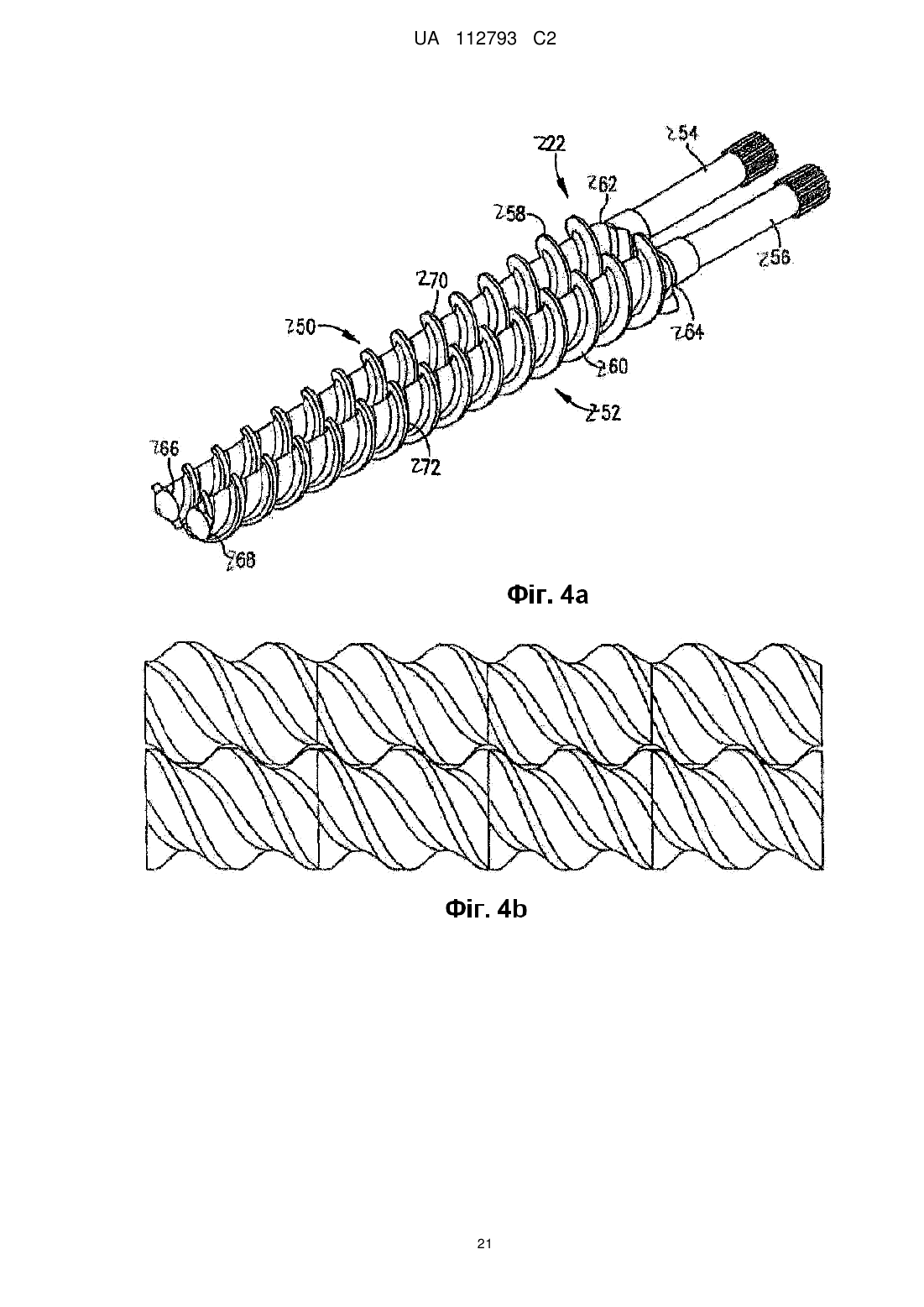
шнековий прес-екструдер для стискування рідкої маси, яка містить тверді речовини, причому цей прес-екструдер включає циліндр із вхідним кінцем і вихідним кінцем і двома або більше шнеками із вставленими плицями уздовж хоча б частини їх довжини;
фільтр для відокремлення рідини від стискуваної маси, який приєднаний до циліндра для утворення продовження циліндра і отримання пресованої маси, а також для продовження хоча б частини двошнекової ділянки;
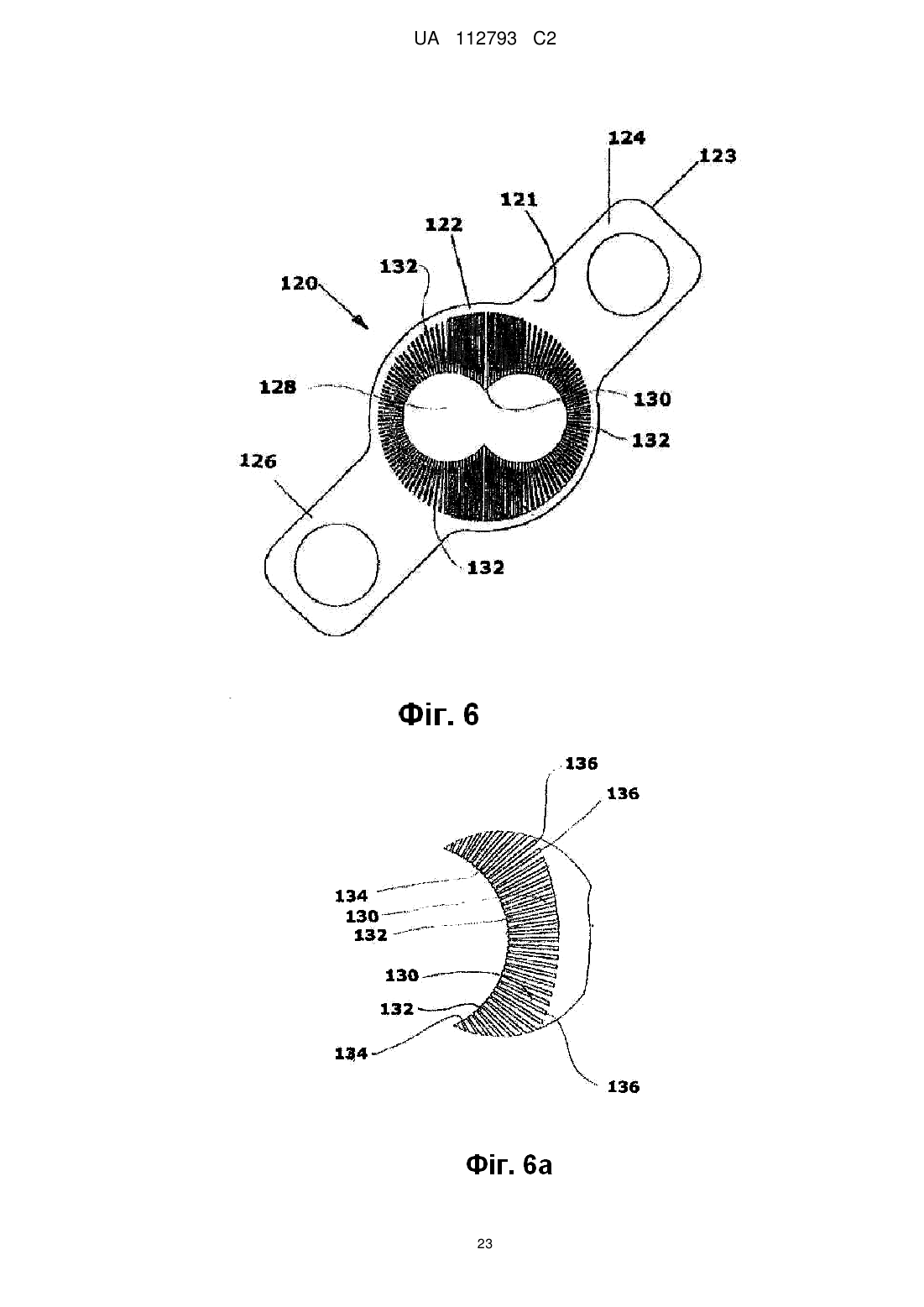
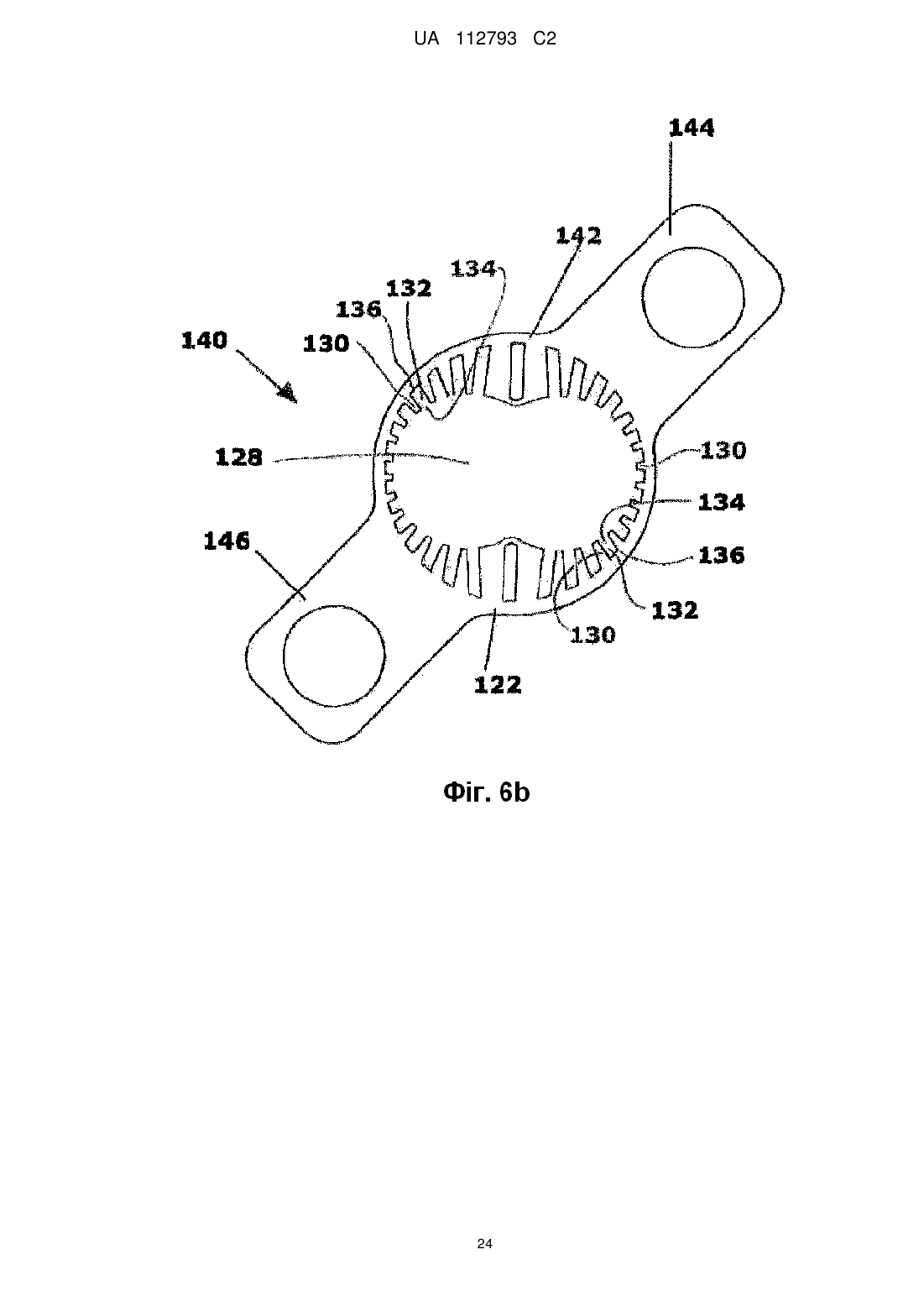
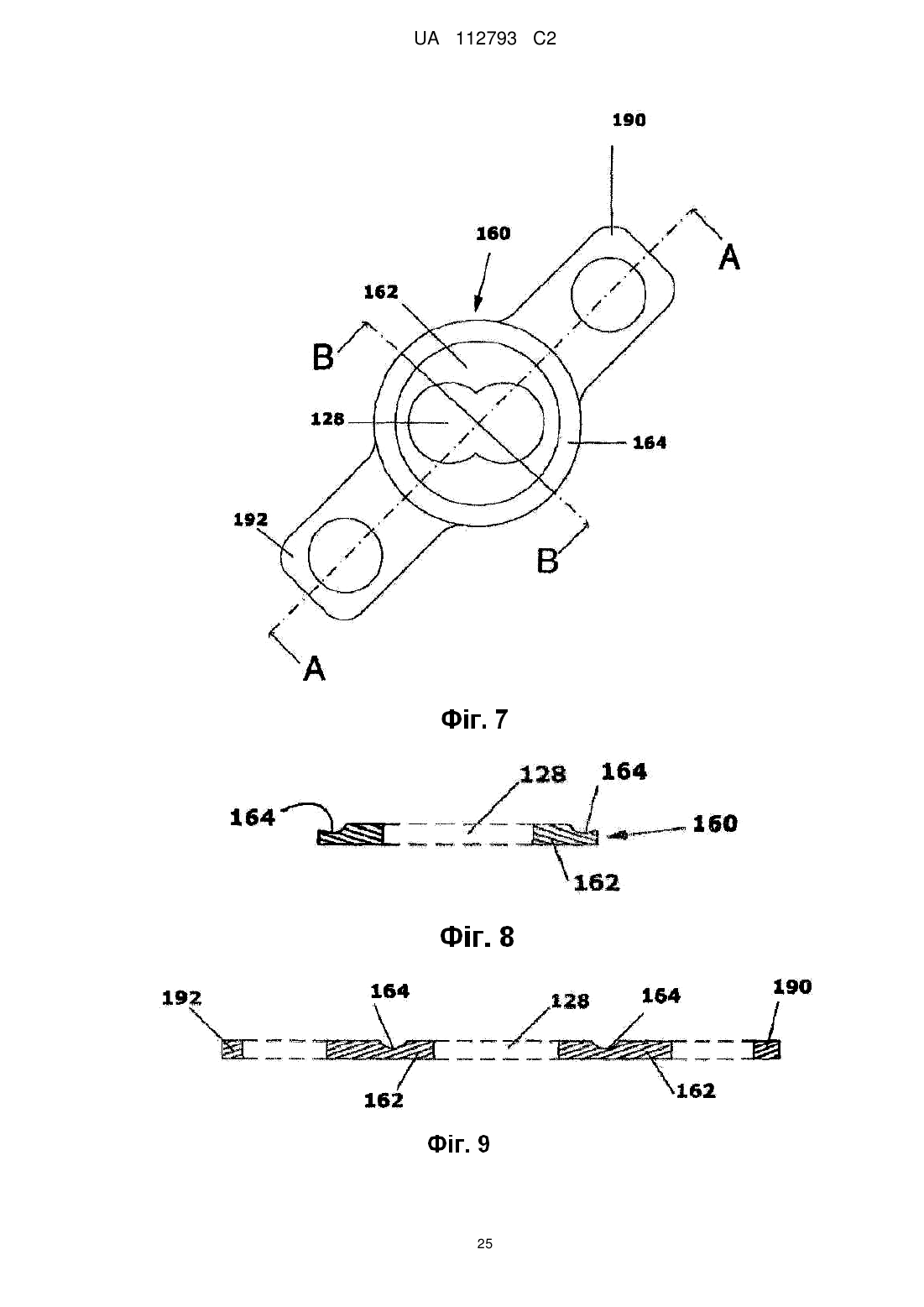
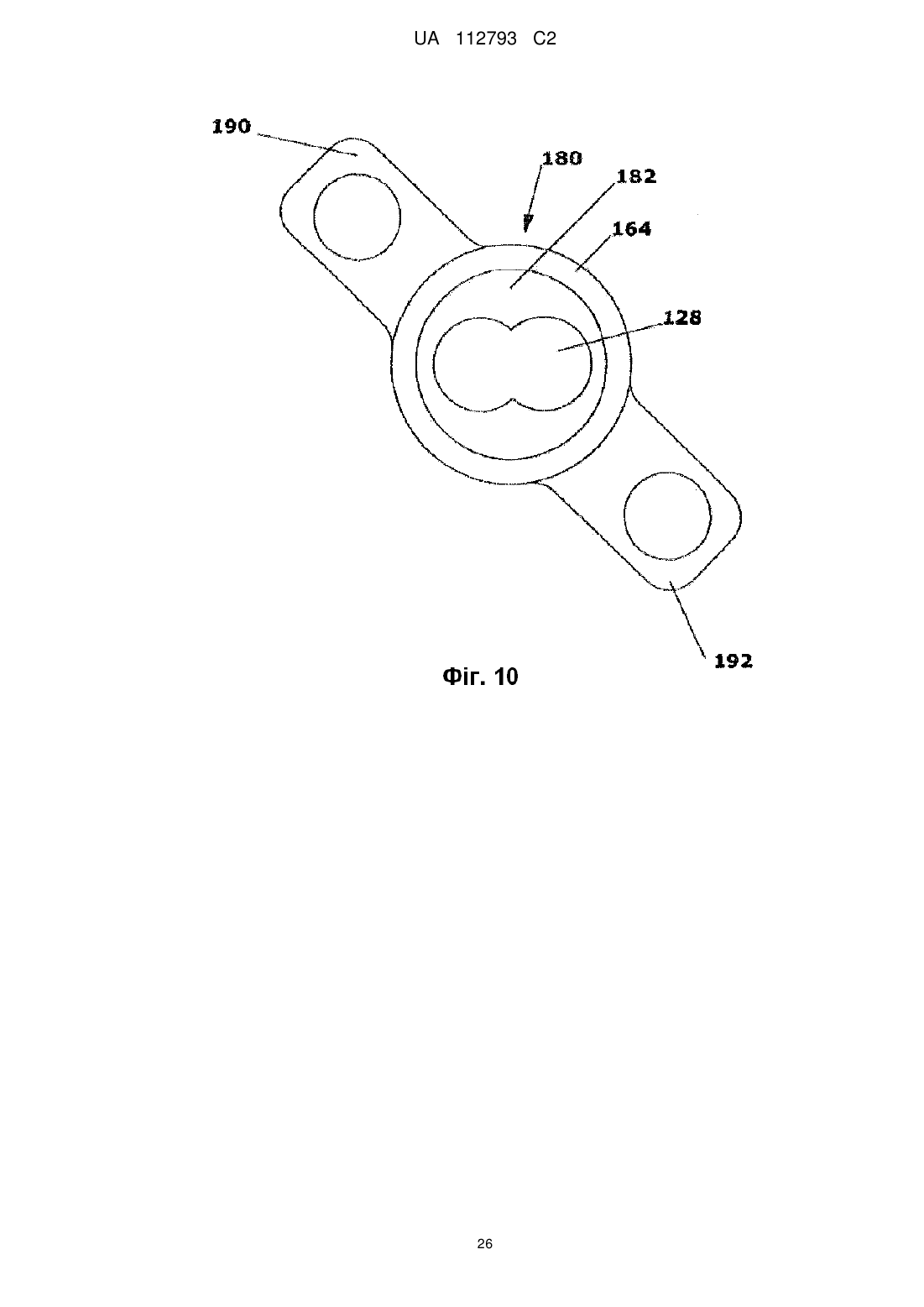
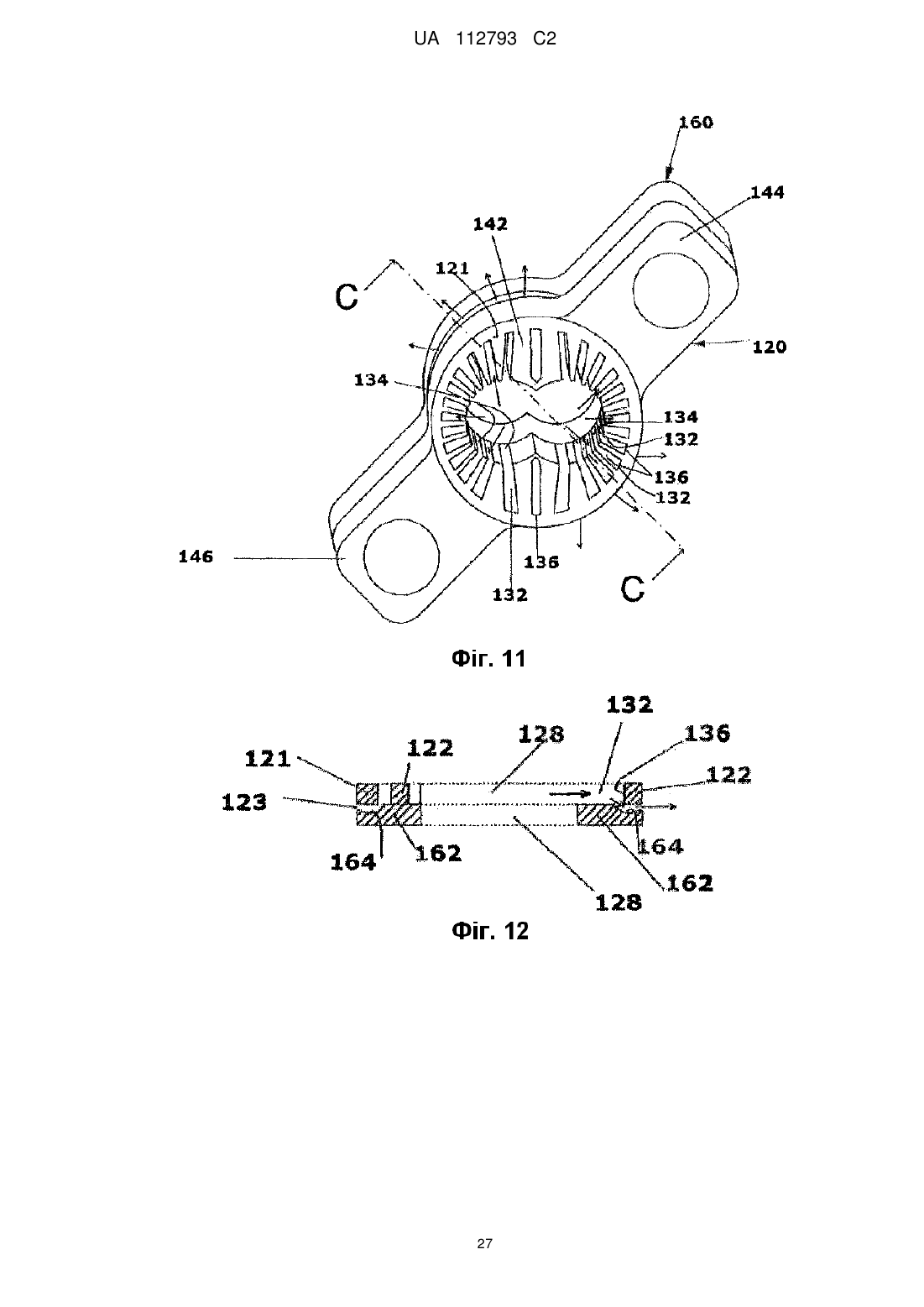
причому фільтр включає пакет фільтра, що складається з пластин фільтра і пластин задника; причому пластина фільтра має отвір таких форми і розміру, які дорівнюють основному отвору і наскрізній щілині фільтра, що простягається від основного отвору до пластини фільтра, щоб направляти рідину від основного отвору, і пластина задника також має отвір таких форми і розміру, які дорівнюють основному отвору і обмежують прохід для рідини, яка збирається у щілині фільтра, і направляють її до виходу з фільтр-пакету.
2. Пристрій за п. 1, де пластина фільтра включає множину щілин фільтра.
3. Пристрій за п. 1, де фільтр приєднано до циліндра у напрямку до його вихідного кінця.
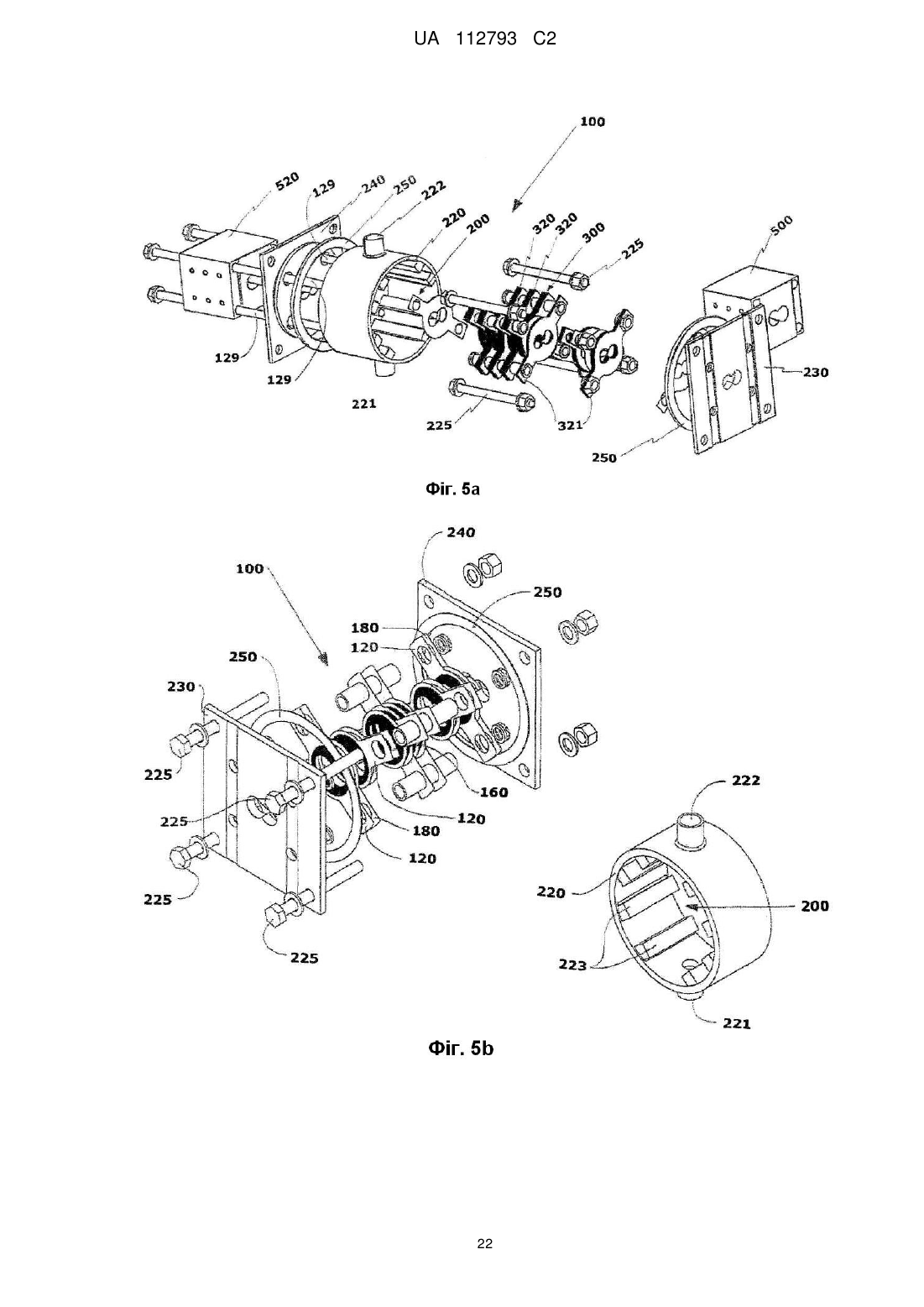
4. Пристрій за п. 1, де фільтр має множину фільтр-пакетів, складених стопкою один до одного, створюючи блок фільтра, включаючи пакет поперемінно розміщених пластин фільтра і задника, що окреслюють основний отвір.
5. Пристрій за п. 1, де фільтр має попередньо вибраний розмір пор, а щілина фільтра окреслює відкриту площу, відповідну попередньо вибраному розміру пор.
6. Пристрій за п. 4, в якому фільтр має попередньо вибраний розмір пор і попередньо вибрану пористість, причому кожна щілина фільтра визначає відкриту площу, відповідну попередньо вибраному розміру пор, а кожен фільтр-пакет має пористість, яку обчислено із загальної поверхні основного отвору, попередньо вибраного розміру пор і кількості щілин фільтра, при цьому фільтр включає кількість фільтр-пакетів, яка щонайменше дорівнює попередньо вибраній пористості фільтр-пакету.
7. Пристрій за п. 1, в якому щілина фільтра розширюється у напрямку від основного отвору.
8. Пристрій за п. 1, в якому є накопичувальна камера, яка має герметичну обшивку для вміщення фільтра, причому цю обшивку ізольовано у вхідному кінці пластиною вхідного кінця, і у вихідному кінці - пластиною вихідного кінця, а фільтр-пакет затиснуто між пластинами вхідного і вихідного кінців.
9. Пристрій за п. 8, в якому герметична обшивка включає окремі дренажні канали для рідин і газів.
10. Пристрій за п. 6, де фільтр має множину фільтр-пакетів, складених стопкою один до одного, утворюючи блок фільтра, який включає пакет поперемінно розміщених пластин фільтра і задника, затиснутий між пластинами вхідного і вихідного кінця.
11. Пристрій за п. 9, в якому кожна пластина фільтра має множину щілин фільтра.
12. Пристрій за п. 11, в якому пластина задника має заглиблення для визначення разом із задньою стороною пластини фільтра дренажного проходу з гідравлічним сполученням із збиральною камерою і щілиною фільтра.
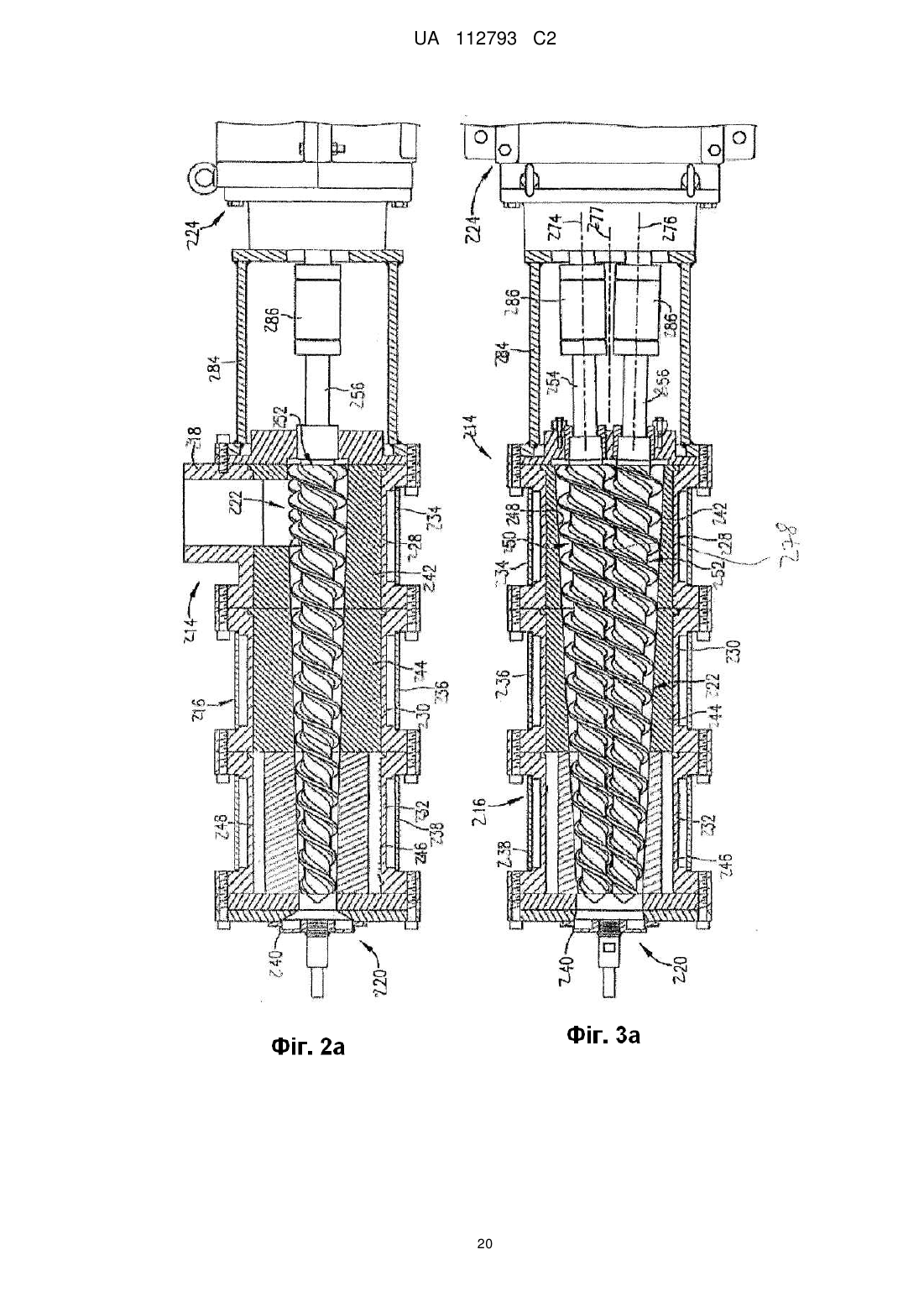
13. Пристрій для відокремлення твердих і рідинних речовин, який включає:
двошнековий прес-екструдер з циліндром екструдера і щонайменше парою встановлених поворотних шнеків, які щільно входять у циліндр екструдера; і
модуль сепарації, який включає:
герметичну камеру сепарації, яка приєднана до вхідного кінця циліндра екструдера, і яка має вихідний кінець; і
щонайменше один фільтр-пакет у камері сепарації, який визначає основний отвір, ізольований від камери сепарації для сполучення з циліндром екструдера, причому цей фільтр-пакет включає щонайменш одну пластину фільтра з наскрізною щілиною фільтра з гідравлічним сполученням з основним отвором, яка розміщена у напрямку пластини фільтра, щоб направляти рідину від основного отвору, і щонайменше одну пластину задника, щоб направляти рідину, зібрану у щілині фільтра, у камеру сепарації.
14. Пристрій за п. 13, в якому вхідний кінець, вихідний кінець, пластини фільтра і задника визначають межі основного отвору, ізольованого від збиральної камери, для сполучення з циліндром екструдера, причому пластина фільтра має щонайменш один фільтруючий прохід, який з'єднаний з основним отвором і направлений від нього, а пластина задника має виїмку, щоб направляти рідину в фільтруючому проході у камеру сепарації, що містить дренажний вихід для дренажу рідини, відокремленої пакетом фільтра.
15. Пристрій за п. 13, в якому пластина фільтра включає множину щілин фільтра з порами розміром від 0,00003 до 0,005 квадратного дюйму.
16. Пристрій за п. 13, в якому пакет фільтра має пористість від 5 до 40 %, виміряну як відношення загальної площі пор до загальної площі фільтра.
17. Пристрій за п. 15 або 16, в якому пакет фільтра сконфігуровано для роботи під тиском від 100 до 5000 фунтів на квадратний дюйм.
18. Пристрій за п. 17, в якому пакет фільтра сконфігуровано для роботи під тиском від 2500 до 3000 фунтів на квадратний дюйм.
19. Пристрій за п. 17, в якому пакет фільтра сконфігуровано для роботи під тиском від 3000 до 21000 фунтів на квадратний дюйм.
Текст
Реферат: Заявлено розподільний пристрій для відокремлення твердого матеріалу від рідини, який включає прес-екструдер, поєднаний з модулем сепарації для відокремлення рідини від маси твердих часток, стиснутих екструдером при високих тисках. Екструдер включає два або більше шнеки з вставленими плицями уздовж щонайменше частини циліндра екструдера. Модуль сепарації включає два або більше шнеки з вставленими один до одного плицями уздовж щонайменше частини циліндра екструдера. Модуль сепарації утворює продовження циліндру, отримує ущільнену масу і включає хоча б частину двошнекової ділянки. Крім того, цей модуль має пакет фільтра, що складається з пластини фільтра і пластини задника. Пластина фільтра має наскрізну щілину фільтра, яка простягається від основного отвору у пластину фільтра і направляє рідину від основного отвору. Пластина задника має основний отвір, який по формі і розміру дорівнює циліндру і визначає прохід для направлення рідини, зібраної у щілині фільтра, у зовнішній пакет фільтра. UA 112793 C2 (12) UA 112793 C2 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 ТЕХНІЧНА СФЕРА ВИНАХОДУ Даний винахід стосується методу обробки різних типів сумішей твердих матеріалів з рідкими, більш конкретно - до пристрою для відокремлення твердих речовин від рідини і, зокрема, - до вдосконалених шнекових приладів для різних сфер застосування, зокрема, для відокремлення різноманітних сумішей твердих/рідких матеріалів і рідких будівельних розчинів різної щільності, різного вмісту твердих речовин і різних типів твердих і рідких речовин. ПІДҐРУНТЯ ВИНАХОДУ Відомі різні процеси приготування або процеси обробки осадів для відокремлення твердих речовин від рідини, які потребують значного часу обробки, високої температури і високого тиску. Взагалі, рідину необхідно відокремлювати від оброблюваних твердих речовин за вказаних умов. Традиційне устаткування для роз'єднання твердих і рідких речовин не може забезпечити досягнення високих рівнів відокремлення твердих речовин від рідини і отримання твердих матеріалів з низьким вмістом рідини. Наприклад, при попередній обробці біомаси лігноцелюлози, гідролізованих напівцелюлозних цукрів, токсинів, інгібіторів і/або інших екстрактів, які мають бути вичавлені з твердої фракції біомаси/целюлози, дуже складно ефективно відокремити тверді речовини від рідини при високих температурі і тиску, потрібних для попередньої обробки целюлози. Багато біомас при етанолових процесах мають вологі волокна від гідросумішей, в яких розчинені сполуки і рідину необхідно відокремити на різних етапах процесу, щоб ізолювати тверду волокнисту частину. Відокремлення твердих/рідких матеріалів зазвичай виконують фільтрацією - як у перервному процесі, застосовуючи фільтр-преси, або у безперервному, застосовуючи шнекові преси. Відокремлення твердих/рідких матеріалів також необхідне у багатьох інших промислових процесах, таких як харчове виробництво (екстракція олії), зменшення обсягу потоку вичавків у мокрих процесах екстрагування, збезводнення, видалення твердих суспендованих часток. Промислові шнекові преси можуть застосовуватись для видалення вологи з будівельних сумішей твердих/рідких матеріалів. Але, збезводнений осад, що залишається, звичайно містить всього 40-50 % твердих речовин. Рівень відокремлення буде задовільним, якщо слідом за етапом фільтрації йде наступний етап розведення або обробки, але не тоді, коли бажано отримати максимум збезводнення гідросуміші, причому залишковою вологою є переважно вода. Причиною цього незадовільно низького вмісту твердих часток є традиційно низький максимальний тиск, з яким працюють шнекові преси, який звичайно перевищує тиск відокремлення не більше, ніж на 100-150 фунтів на квадратний дюйм. Можна застосовувати промислові Модульні Шнекові Пристрої (MSD) у поєднанні із дренажним шнеком, який може працювати з більш високим тиском - до 300 фунтів на квадратний дюйм. Проте, їх недоліками є властива для них висока вартість, складність і безперервне обмеження фільтрового осаду не більш, ніж як на 50 % вмісту твердих речовин. При сепарації твердих/рідких речовин кількість рідини, що залишається у твердій фракції (твердому брикеті) залежить від застосованого при цьому тиску, товщини брикетів твердих речовин і пористості фільтру. Пористість фільтру залежить від кількості і розміру пор. Зменшення тиску, збільшення товщини твердого брикету або зменшення пористості фільтру призводять до зменшення ефективності відокремлення і до зниження ступенювідокремлення рідини від твердого матеріалу і сухості твердої фракції. При конкретних товщині брикету твердого матеріалу і пористості фільтру максимального відокремлення досягають найвищим можливим тиском. При конкретних товщині брикету та тиску сепарації максимальне відокремлення залежить виключно від розміру пор фільтру. Високі тиски для сепарації, на жаль, потребують міцних наповнювачів фільтру, які здатні витримати такі тиски, що робить процес важким і потребує дуже дорогого обладнання, а товщину наповнювачів фільтру необхідно збільшувати, щоб він витримав такі тиски. Але, щоб зберігати таку саму загальну пористість, як і у фільтрі з тоншим наповнювачем, товстіший наповнювач потребує більшого розміру пор. Це може створити проблему, пов'язану з твердими частками, які потрібно затримати, оскільки прийнятний розмір пор обмежується розміром волокон і часток у твердій фракції, а чистота рідкої фракції обмежується виключно розміром пор наповнювача фільтру. Занадто великі пори дозволяють суттєвій кількості часток суспензії збиратися у рідкій фракції, тим самим знижуючи ефективність відокремлення рідких/твердих речовин. Вищої пористості можливо також досягти більшою загальною кількістю пор, але це або послабить наповнювач фільтру і цим знизить максимальну ефективність роз'єднання, або неналежно збільшить поверхню фільтру. Для того, щоб досягти прийнятного балансу між ефективністю відокремлення і розміром фільтру, традиційне обладнання для сепарації твердих/рідких речовин зазвичай працює на 1 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 менших, ніж бажано, тисках, і більших, ніж бажано, розмірах діаметрів пор. Але з часом це призводить до закупорювання наповнювача фільтру твердими частками з суспензії, таким чином не тільки знижуючи ефективність відокремлення, але й призводячи до ушкодження фільтру. Це стає особливо можливим при високому тиску, потрібному для попередньої обробки целюлози. Зазвичай, в цьому випадку потрібен зворотний потік води, щоб прочистити заблокований фільтр і відновити рівень сепарації. Як тільки фільтр закупорюється, необхідний високий тиск для промивання наповнювача фільтру зворотним потоком. А це є особливо проблематичним при наповнювачі, який працює на високому тиску, наприклад, більшому 1000 фунтів на квадратний дюйм, або в процесі, який має бути безперервним. Відомі традиційні одиночний, подвійний або потрійний шнекові преси, але вони мають неприйнятні потужності відокремлення. У US 7347140 описано шнековий прес з перфорованою оболонкою. Робочі тиски з таким шнековим пресом є низькими через низьку міцність перфорованої оболонки і відносно низькій пористості оболонки. У US 5515776 описано черв'ячний (шнековий) прес і дренажну перфорацію в його гільзі, що збільшує площу поперечного перетину потоку рідини, яку дренують. Патент US 7357074 описує шнековий прес з конічним зневоднюючим кожухом з множиною перфорацій для дренування води з маси твердих часток, стиснутої у пресі. Знову, застосовують перфоровану оболонку або кожух. Однак, чим більше перфорацій в оболонці, тим нижче її опір тиску. Більше того, свердління перфорації в обшивці або кожусі пресу пов'язано із серйозними проблемами, коли потрібні дуже маленькі отвори для відокремлення дуже тонких твердих часток. Таким чином, для шнекового пресу потрібний поліпшений наповнювач фільтра або зневоднюючий модуль. Завданням даного винаходу є усунути або зменшення хоча б один з недоліків попередніх пристроїв відокремлення твердих речовин від рідких. Подальшим завданням - поліпшити спосіб зневоднення різних суспензій, отримуваних і/або оброблюваних у різних застосуваннях. Ще одним завданням винаходу є вдосконалення пристрою і способу для відокремлення великої кількості різних типів твердих/рідких речовин у сумішах і суспензіях. Ще одним подальшим завданням даного винаходу - забезпечення вдосконаленого пристрою і способу для відокремлення рідин і газів з суспензій твердих речовин з рідкими. Для поліпшення відокремлення твердих/рідких речовин, даний винахід пропонує фільтруючий пристрій високого тиску, який включає двошнековий екструдер, поєднаний з модулем відокремлення рідини від суміші рідини з масою твердих часток, стиснутих двошнековим екструдером при тисках більше 100 фунтів на квадратний дюйм, бажано вище 300 фунтів на квадратний дюйм. Для отримання максимального виходу бажано, щоб фільтруючим пристроєм був двошнековий екструдер, але можна також застосовувати і потрійний екструдер, причому такі преси можуть застосовуватись з модулем відокремлення за даним винаходом. Як відомо, ефективність фільтрування прес-фільтру можна поліпшити, збільшуючи тиск фільтрування і пористість фільтру. Але відомі наповнювачі фільтрів суттєво обмежують тиск і пористість, яких можна досягти. Винахідники несподівано відкрили, що ефективність фільтрування шнековим пресом, включаючи і модуль відокремлення за цим винаходом, можна поліпшити не тільки коригуванням умов фільтрації і властивостями модуля, але її можна значно поліпшити, замінивши транспортуючий механізм шнекового типу шнековим екструдером з двома або більше шнеками з вставленими одна в одну плицями. Застосовуючи двошнековий екструдер для вичавлювання і транспортування суспензії, можна досягти значно більшого вмісту твердих часток у твердому брикеті фільтру, ніж у традиційних шнекових пресах при однакових фільтрових тисках і пористості. В той же час винахідники знайшли, що значно вищі тиски відокремлення і тому значно більшого вмісту твердих часток у брикеті фільтру можна досягти, поєднуючи двошнековий екструдер з механізмом розподілення твердих/рідких матеріалів високого тиску, здатним працювати на тисках, вищих 300 фунтів на квадратний дюйм і до 20 000 фунтів на квадратний дюйм. В одному із втілень даного винаходу зневоднення попередньо обробленої целюлозної біомаси в біомасі етанолового процесу очікується значно більшим від 50 %. І не лише виключно завдяки існуючої теорії, винахідники вважають, що поліпшена фільтрувальна потужність пресу, в тому числі і двошнекового екструдера, досягається також завдяки значній зрізаючій силі, яка утворюється у шнековому екструдері з кількома шнеками, такому як двошнековий екструдер. Теоретично можливо пояснити, що завдяки саме більш високого рівня зрізаючої сили, ці сили захоплюють рідину з твердих речовин у суспензії, а тільки тиском ця рідина не відокремлювалась би. Вважають, що ця зрізаюча сила сприятиме значному поліпшенню розділення твердих/рідких речовин у будь-якій суміші або суспензії, в якій хоча б частина рідини зв'язана або затримується твердими 2 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 частками. Двошнекові екструдери відомі і звичайно застосовуються при обробці пластмаси і у харчовій промисловості (екструзія кулінарних виробів), але не застосовувались, як це описано у даному винаході, для відокремлення твердих речовин від рідини під високим тиском. У переважному втіленні винаходу екструдер пристрою для відокремлення твердих часток від рідини, згідно даного винаходу, включає двошнековий агрегат, який має циліндричний кожух із щонайменше парою паралельних або непаралельних шнеків, що мають хоча б частково вставлені плиці. Плиці різних шнеків вставлені один в інший щонайменше уздовж частини довжини барабану екструдера, щоб забезпечити тісний зазор між парою шнеків і між шнеками і циліндром. Можуть застосовуватись циліндричні, клиноподібні або конічні шнеки. Можна вживати клиноподібні, конічні шнеки, так само як непаралельні конічні шнеки з клиновидною серцевиною. Тісний зазор створює щільні зони з підвищеною зрізаючою силою. Ці щільні зони створюють зони високого тиску у барабані, які проштовхують матеріал вперед, поки він змішується і зрізується. Ще в одному варіанті втілення екструдер включає спеціальний модуль, відокремлюючий рідину, який дозволяє ефективно видалити рідину з оброблюваної суміші при високому робочому тиску шнекового екструдера. Вважається, що це обладнання надасть важливі переваги різноманітним процесам, де рідкі речовини необхідно відокремити від твердих, і рідина повинна мати низьке забруднення суспендованими твердими частками. Очікується також, що це обладнання має переваги для процесів, в яких тверді речовини необхідно відокремити від рідини, а остання містить нерозчинні сполуки, які треба видалити промиванням або змивом, причому отримана рідина повинна мати низький рівень забруднення суспендованими твердими частками. Потужність сепарації двошнекового екструдера, згідно з даним винаходу, можна покращити, застосовуючи фільтр з поліпшеними властивостями сепарації, як описано в одній з двох заявок США, що розглядається US2012-0118517 (USSN13/292,449), яку повністю включено у дану заявку. Модуль відокремлення (сепарації) включає фільтр з пористістю від 5 % до 40 % (сумарна площа пор до загальної поверхні фільтру). Переважно, модуль витримує робочий тиск до 20000 фунтів на квадратний дюйм, більш бажано 10000 фунтів на квадратний дюйм, найбільш бажано 3000 фунтів на квадратний дюйм при пористості фільтрувід 5 до 40 %, більш бажано від 11 до 40 %. Переважно фільтр включає велику кількість пор розміром від 0,00005 до 0,005 квадратного дюйму. Винахідники даної заявки також несподівано виявили, що можна застосовувати однакові базові конструкції екструдера з двома або більше шнеками і модулем сепарації, відповідним до вищеописаного фільтру і без його забивання, для відокремлення рідини від різноманітних сумішей і суспензій твердих часток з рідкими, які раніше не відокремлювались пристроєм або методом, які базувались на такому ж самому принципі. У переважному втіленні фільтр має пори розміром від 0,00005 квадратного дюйму для відокремлення тонких твердих часток, пористість 5,7 % і стійкість до тиску 2500 фунтів на квадратний дюйм. В іншому втіленні фільтр має пори розміром 0,005 квадратного дюйму, пористість 20 % і стійкість до тиску 5000 фунтів на квадратний дюйм. У ще одному переважному втіленні фільтр має пори розміром 0,00005 квадратного дюйму і пористість 11,4 %. У ще одному переважному втіленні фільтр має пори розміром 0,005 квадратного дюйму і пористість 40 %. В іншому втіленні фільтр включає пори розміром 0,00003 квадратного дюйму. Щоб максимізувати ефективність відокремлення твердих/рідких речовин, бажано мінімізувати розмір пор фільтру, максимізуючи при цьому пористість фільтру і працюючи на високих тисках сепарації. Мінімізація розміру пор - це проблема у традиційних шнекових пресах через необхідність зменшення циліндричних проходів до обшивки фільтру. У запатентованому винаході винахідники вирішили цю проблему. У фільтрі даного винаходу його пори утворюють простим прорізуванням щілин у пластині фільтру, чого досягти значно простіше, ніж свердлити отвори в обшивці, що сприймає тиск. Прорізування щілин також дозволяє створювати пори фільтру значно меншого розміру, застосовуючи відносно тонкі пластини фільтру і відносно вузькі щілини. Наприклад, використовуючи пластину фільтру товщиною 0,005 дюйму і прорізаючи в ній щілини шириною 0,01 дюйму, можна досягти розміру пор всього 0,00005 квадратного дюйму. Більше того, для того, щоб забезпечити відносно високу пористість на високих робочих тисках, застосовують модуль сепарації як ущільнююче з'єднання з джерелом герметизованої маси рідини, що містить тверді частки, наприклад, шнекового пресу. В одному з аспектів винаходу пристрій для відокремлення включає герметизовану накопичувальну камеру, що витримує тиск маси, під яким її туди направляють, і фільтр, для отримання витискуваної маси. Фільтр має пори попередньо вибраних розміру і пористості. 3 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 Фільтр включає щонайменше одну пластину з протилежними передньою і задньою сторонами, і передню пластину, що взаємодіє з передньою стороною пластини фільтру, і задню пластину (задник), що взаємодіє з задньою стороною пластини фільтру. Ці пластини визначають наскрізний основний отвір, заізольований від накопичувальної камери для отримання витискуваної маси. Пластини фільтру переважно також продовжуються до основного отвору, але можуть мати розміри, достатні для того, щоб мати центральний отвір, трохи більший від основного отвору. Пластина фільтру має щонайменше одну наскрізну щілину, що проходить від основного отвору до пластини фільтру, причому передню і задню сторони щілини фільтру ізолюють передньою і задньою пластинами для утворення проходу попередньо вибраного розміру фільтру. Задня пластина має заглиблення для визначення разом із задньою стороною дренажного проходу при сполученні з накопичувальною камерою збору і фільтру. Пластина фільтру переважно включає множину окремих щілин для збільшення пористості фільтру, а дренажний прохід утворюється у сполученні рідини з усіма щілинами фільтру. Щоб збільшити пористість фільтру навіть ще більше, фільтр переважно включає численні пари пластин фільтру і задньої пластини, розташованих за передньою пластиною у пакеті поперемінно розміщених пластин фільтру і передньої пластини, завдяки чому кожна задня пластина затиснута між двома пластинами фільтру і функціонує як пластина для однієї сторони і передньої пластини для другої сторони пластини фільтру. Поперемінне розташування пластин фільтру і задніх пластин підвищує потужність тиску сепарації фільтру. Крім того, потужність тиску фільтру можна підвищити, встановлюючи задні пластини, товстіші від пластин фільтру. Так само використовуючи задні пластини і пластини фільтру, які є більшими у діаметрі, так саме можливо підвищити потужність тиску фільтру. В одному з втілень модуль сепарації може бути змонтованим на циліндрі шнекового пресу або бути сумісним з ним, а розмір основного отвору можна підігнати так, щоб точно отримувати одну окрему частку із шнекового екструдера. Шнек екструдера переважно має жорсткі розмірні допуски основного отвору фільтру, щоб безперервно відскоблювати стискуваний матеріал від поверхні фільтру, і в той же час генеруючи значний тиск сепарації. В разі, якщо невелика кількість волокон затримується на поверхні фільтру, вони будуть розрізані елементами екструдера на менші шматочки, і кінець кінцем, пройдуть через фільтр і вийдуть назовні з потоком рідини як дуже тонкі частки. Таким чином, створено пристрій для відокремлення твердих речовин від рідини, який дозволяє відділяти порції твердих матеріалів від рідких при високому тиску і, якщо бажано, навіть при високій температурі середовища. У ще одному аспекті модуль сепарації для відокремлення рідини або газів від маси рідини, що містить тверді частки і знаходиться під тиском, включає герметичний корпус, який має оболонку під тиском, що камери для збору рідини або газів; виходи в обшивці, відповідно, для рідини або газу, які дренуються з камери, вхідну кінцеву пластину, кінцеву вхідну пластину, безпечно пристосовану до вхідного кінця обшивки; вихідну кінцеву пластину, безпечно пристосовану до вихідного кінця обшивки, і щонайменше один фільтр, який включає пластину фільтру і пластину задника, затиснуті між вхідною і вихідною кінцевими пластинами; пластини фільтру і задника з вирівняними в лінію основними отворами, ізольовані від камери збору для отримання ущільненої маси, де пластина фільтру включає щонайменше одну наскрізну щілину, простягнуту від основного отвору до пластин фільтру і задника, які визначають межі проходу у сполученні рідини із щілиною фільтру і камерою збору. Переважно, запечатуване гніздо має дві або більше пари пластин фільтру і задника. Пластина фільтру переважно має велику кількість щілин фільтру. Кожна пластина задника, переважно, має кільцевий жолобок у сполученні рідини з усіма щілинами фільтру у суміжній пластині фільтру. Переважно, кожна пластина фільтру і задника має пару протилежних вушок для формування співвісності і взаємозв'язку пластин. Кожне монтажне вушко може мати отвір для кріпильного прогонича для формування співвісності і з'єднання пакета пластин фільтру і задника у безперервний блок фільтру. Альтернативно, цей отвір для кріпильного прогонича пропускають, і обшивка під тиском включає ребра на внутрішній поверхні для вирівнювання вушок і запобігання обертанню пластин фільтру і задника, суміжних з основним отвором. У подальшому аспекті даний опис наводить застосування сепаратного модуля для відокремлення рідини від твердих часток, як описано щодо обробки матеріалу, який має частини твердої речовини, рідини і газу, щоб відокремити тверду частину від рідини і газу. Ще в одному аспекті даний винахід стосується процесу попередньої підготовки біомаси, зокрема, лігноцелюлозної біомаси. Інші аспекти і властивості даного опису стануть очевидними звичайно досвідченим спеціалістам в існуючій технології після огляду наступного опису конкретних втілень, поєднаних 4 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 з наведеними фігурами. КОРОТКИЙ ОПИС КРЕСЛЕНЬ Для того, щоб краще зрозуміти описані тут втілення і ясніше показати, як їх можна реалізувати, будуть зроблені посилання - виключно на прикладах - на наведені креслення ілюстративних втілень, в яких: На Фігурі 1 показано схематичний вид ілюстративної попередньої системи обробки целюлози, яка включає двошнековий екструдер з модулем відокремлення твердих речовин від рідини; Фігура 1a є частковим схематичним видом збоку ілюстративного сепаративного пристрою для роз'єднання твердих часток/рідини за даним винаходом; Фігура. 2a є фрагментарним горизонтальним секційним видом у розрізі ілюстративного пристрою, показаного на Фіг. 1a, але який включає заради простоти тільки модуль сепарації для відокремлення твердих часток від рідини; Фігура 3a є вертикальним перетином ілюстративного пристрою, показаного на Фігурі 1a, але який включає заради простоти тільки модуль сепарації для відокремлення твердих часток від рідини; Фігура. 4a - це вид у перспективі переважної установки двошнекового клиноподібного екструдера, застосованої в ілюстративному втіленні, показаному на Фіг. 1a; Фігура. 4b - це план не установки клиноподібного двошнекового екструдера, яку можна застосувати в ілюстративному втіленні, показаному на Фіг. 1a разом з циліндричним барабаном; Фігура 5a схематично зображує втілення сепаративного модуля у компонентному вигляді; На Фігурі 5b показано компонентний вигляд сепаративного модуля, зображеного на Фігурі 5a; На Фігурі 6 показано пластину фільтру (плашку) сепаративного модуля, який має вузькі фільтрувальні щілини в якості дренажних каналів; На Фігурі 6a зображено збільшений детальний вид пластини фільтру (плашки), показаної на Фігурі 4; На фігурі 6b показано пластину фільтру (плашку) сепаративного модуля, що має ширші фільтрові щілини, ніж у втіленні, показаному на Фігурах 6 і 6a; На Фігурі 7 показано задню сторону правосторонньої пластини із втілення, зображеного на Фігурі 3; Фігура 8 є поперечним перетином по лінії B-B задньої пластини з Фігури 7; Фігура 9 є поперечним перетином по лінії А-А задньої пластини з Фігури 7; На Фігурі 10 показано лівосторонню задню пластину із втілення, зображеного на Фігури 3; Фігура 11- аксонометрія при пластин - фільтру і задника - згідно з фігурами 6 і 7; фігура 12 є поперечним перетином по лінії С - С пари пластин - фільтру і задника - з фігури 11; На Фігурі 13 показано розподіл розмірів часток у фільтраті, отриманому в одному із втілень сепаративного модуля; Фігура 14 ілюструє придатність сепаративного пристрою за даним винаходом для видалення води і олії з масляної сировини, яку перероблюють у промисловості; Фігура 15 ілюструє придатність сепаративного пристрою за даним винаходом для видалення розчину цукрози з сировини цукрових буряків; Фігура 16 ілюструє придатність сепаративного пристрою за даним винаходом для видалення олії і води з сировини вимоченої сої, яка подається на обробку у промисловості; і Фігура 17 придатність сепаративного пристрою за даним винаходом для видалення води з попередньо обробленої лігноцелюлозної біомаси, яка подається у промисловість в якості сировини для подальшої обробки. ДЕТАЛЬНИЙ ОПИС ПЕРЕВАЖНИХ ВТІЛЕНЬ Буде оцінено, якщо заради простоти і ясності ілюстрацій довідкові номери - там де буде вважатись доречним - будуть повторюватись серед чисел для ознаки відповідних або аналогічних елементів чи кроків. Більше того, для ґрунтовного розуміння ілюстративних втілень, описаних тут, наводяться численні особливі деталі. Але ті, хто володіє звичайним досвідом існуючої технології, зрозуміють, що описані тут втілення можуть бути реалізовані без цих особливих деталей. В інших випадках добре відомі методи, процедури і компоненти детально описані тут, щоб не вносити неясності в описувані втілення. Далі, у будь-якому разі не слід вважати, що даний опис обмежує обсяг описаних тут втілень; він просто пояснює, як реалізовувати різні описані втілення. Переважна установка екструдера за даним винаходом включає двошнековий комплект, який має паралельні або непаралельні із колонковими вставними шнеками щонайменше уздовж 5 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 частини довжини барабану екструдера щоб означити межі чіткого зазору між шнеками і барабаном і шнеками. Можуть застосовуватись шнекові екструдери з більше ніж двома шнеками. Циліндричні, клиновидні, конічні шнеки також можуть вживатись. Переважними є клиновидні, конічні шнеки, найбільш переважними є непаралельні конічні шнеки. Чіткий зазор створює щільні зони із збільшеною зрізаючою силою. Ці зони створюють зони високого тиску у барабані, які просувають матеріал вперед, доки він змішується і ріжеться. Спеціальне відокремлення рідини також проводиться, що дозволяє ефективно видаляти рідину з визискуваної екструдером суміші. Винахідники розробили фільтруючий пристрій для відокремлення твердих часток від рідини за допомогою конвеєра із шнековим пресом, в якому фільтруючий прилад міг працювати з дуже високим тиском (до 20,000 фунтів на квадратний дюйм) і генерувати дивовижний рівень твердих часток 50-90 %, значно більший від будь-якого комерційно доступного або застосовного в лабораторії, якщо його об'єднують із двошнековим пресом-екструдером. До того видалена рідка частина містила мало завислих твердих часток, завдяки дуже маленькому розміру пор фільтруючого пристрою, що забезпечує додаткові вигоди. Цей пристрій одночасно розглядається у Патентній Заявці США US2012-0118517 (USSN13/292,449). Результати відокремлення і значно вищий вміст твердих часток у бруску фільтра дуже вражали, оскільки результатом сполучення високого тиску фільтра з двошнековим пресом - екструдером було відокремлення твердих часток від рідини давало можливість отримати очевидно сухий брусок, що було неможливо досягти до теперішнього часу без наступних кроків осушування. Теорія каже, подвійний шнек здатний зрізати дуже тонкий шар бруска при тиску, що значно перевищує 300 фунтів на квадратний дюйм, одночасно дозволяючи затримувати і зв'язувати рідкі речовини і воду на шляху від твердих часток і далі при видаленні через новий фільтровий пристрій. З пристроєм за даним винаходом застосувати значні зрізаючі сили / напруги до рідини, що містить як рідкі, так і тверді речовини, і ці сили прикладаються у тонкому брикеті зсередини дуже сильного і дуже тонкого фільтрувального механізму s (сила фільтрувального механізму досягає 20000 фунтів на квадратний дюйм, з порами розміром до 5 мікрон при температурі до 500C), що одночасно дозволяє звільняти рідину щоб виходити їй крізь цей тонкий фільтр. Таким чином очікують, що поєднання цього фільтрувального пристрою з двошнековим пресекструдером забезпечить важливі вигоди целюлозному етаноловому процесу і іншим процесам, особливо тим, які мають справу із збезводненням неньютонових рідин, або в'язкопластичних матеріалів, які ламаються у певних твердих або рідких компонентах, якщо до матеріалу прикласти специфічну зрізаючу силу. Звертаємось тепер до креслень. Фігура 1a схематично ілюструє приклад пристрою 200 для відокремлення твердих речовин від рідких за даним винаходом. Цей пристрій включає двошнековий екструдер 210 з модулем барабану 212 і сепаративним модулем 214, і цей екструдер 210 рухається двигуном 226 через проміжну коробку передач 224, причому і двигун, і коробка передач є звичайними компонентами. Фігури 2a і 3a ілюструють спрощений приклад пристрою, показаного на Фігурі 1a, який включає лише один модуль сепарації 214. Як очевидно з Фігур 2a і 3a, пристрій 200 широко включає поділений на секції барабан 216 із вхідним отвором 218 і вихідним отвором 220, із спеціалізованим комплектом подвійного шнеку 222 всередині барабану 216; комплект 222 сполучений через коробку передач 224 із двигуном 226. Барабан 216 у спрощеній ілюстрації прикладу втілення зроблений з двох взаємозв'язаних трубчастих днищ барабанів 228, 230, і сепаратного модуля 232. Кожне днище барабану має зовнішню обшивку 234, 236, що дозволяє циркуляцію охолоджуючого або нагрівального засобу для регулювання температури екструдера. Модуль сепарації 232 включає зовнішню камеру тиску 238. Далі стане очевидним, що перше днище 228 має вхідний отвір 218, в той час як модуль сепарації 238 має деталь у формі кубика 240. Ця деталь має центральний отвір ширину якого підбирають, щоб виробляти бажаний зворотній тиск у барабані 216 і відокремлювати модуль 238. Тиск у барабані 216 і сепаративному модулі 238 можна також регулювати пригонкою шнеків 250,252 до днища 216 і швидкістю обертання двигуна 226 і, таким чином, шнеків 250, 252. Кожне з днищ 228-230 також включає внутрішні рукави 242, 244, які разом визначають межі клиновидного, неперервного отвору 248 у барабані. для отримання шнекового комплекту. Цей отвір 248 зазвичай має форму цифри "вісім" для того, щоб розмістити комплект шнеку 222. Як показано, цей отвір 248 є найширшим у задньому днищі 228 і поступово і рівномірно звужується до кінця пристрою коло вихідного отвору 220 у барабані 216. Шнековий комплект 222 включає перший і другий подовжені шнеки 250, 252, розташовані поруч, що можна найкраще побачити на Фігурі 4a. Якщо застосовується не конусний барабан постійного поперечного перетину (не показано), то може бути застосована пара прямих 6 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 циліндричних шнеків, як показано на Фігурі 4b, як шнеки 250 і 252. Кожен із шнеків 250, 252 включає подовжені центральні вали 254, 256, а також спіральні плиці 258, 260, які подовжуються назовні. У конусних шнеках, показаних на Фігурах. 2a і 3a, вали 254, 256 кожен має зовнішні поверхні, які поступово і рівномірно звужуються через перший кут звужування від точок 262, 264 ближче до задніх кінців відповідних валів 254, 256, до передніх точок 266, 268, є суміжними із передніми кінцями валів. Конічний кут зазвичай змінюється від 0,5° до 5°, а більш переважно від приблизно 1° до 2.2° Показане втілення має кут звужування біля 1,3424°. Проліт 258, 260 (ілюстроване втілення, в якому застосовані подвійні прольоти, але одинарні або множинні прольоти також можливі), суттєво тягнеться уздовж повної довжини валів 252, 254 між точками 262, 266 і 264, 268. Таким чином, проліт 258, 260 проходить від заднього кінця, суміжного з точкою 262, 264, неперервно до передньої точки 266, 268. Крім того, цей проліт представляє зовнішню поверхню 270, 272 кожного із шнеків 250, 252. Геометрія прольотів 258, 260 є такою, що глибина прольоту поступово і рівномірно зменшується, коли проліт проходить від заднього до переднього кінця шнеків 250, 252. Врешті зовнішні поверхні 270, 272 прольоту 258, 260 також рівномірно поступово загострюються від заднього до переднього кінця. Другий кут загострення глибини прольоту і його зовнішньої поверхні може досягати від 2° до 6°, а в показаному втіленні дорівнює 3,304°. Зрештою, проліт 258, 260 запроектований так, що ширина зовнішніх поверхонь 270, 272 збільшується рівномірно і поступово від заднього до переднього кінця шнека. Цю конфігурацію найкраще ілюстровано на Фігурах 3a і 4a, де можна побачити, що ширина відносно невелика на задніх кінцях шнеків 250, 252, але збільшується до більшої ширини у їхніх передніх кінців. Але, як показано вище, ширина може бути постійною по всій довжині шнеків або може звужуватись до їхніх передніх кінців. Відповідно, відношення ширини у переднього, або вхідного, кінця кожного шнеку до ширини заднього, або вихідного. кінця, може коливатись приблизно від 0,5 до 5. Шнеки 250, 252 переважно орієнтовані так, що їхні відповідні центральні осі у збіжному куті одна до одної, так що кут профілю різьби визначається центральними осями. Цей кут профілю різьби може коливатись від 1 до 8°. Цей кут профілю різьби на показаному втіленні дорівнює 2.3240°. Коли шнеки 250, 252 орієнтовані, як описано, в отворі барабану 248, проліт 258, 260 відповідних шнеків 250, 252 є вставним, тобто кожен з прольотів визначає уявний зріз конуса між заднім і переднім кінцями відповідних шнеків, і проліт 258, 260 тягнеться в уявній зрізаній фігурі суміжного шнеку. Як показано, і в силу відбору відповідних першого і другого кутів загострення і профілів різьби між центральними осями 274, 276, проліт представляє множину тісних зон щільних зазорів 278 уздовж шнекового комплекту 222. Ці щільні зони представляють зазор між прольотами 258, 260 який є переважно в значній мірі постійним уздовж шнекового комплекту 222. Більш загально кажучи, якщо бажано, щоб такі щільні зазори могли збільшуватись або зменшуватись уздовж шнекового комплекту 222. Крім цих щільних зон 278, можна побачити, що комплект 222 також представляє матеріальний пропускний канал зворотного потоку 280 і зони змішування 282 між шнеками 250, 252. Протягом цієї операції відокремлювана суміш проходить в екструдер 214 і виходить з нього. Шнековий комплект 222 обертається так, щоб співобертатись із шнеками 250, 252, зазвичай із швидкістю приблизно від 20 до 1200 обертів у хвилину. Тиск в екструдері звичайно максимальний поруч із вихідною деталлю, і може бути приблизно від 300-20000 фунтів на квадратний дюйм, більш переважно від 1000-10000 фунтів на квадратний дюйм. Максимальні температури в екструдері можуть коливатись в межах від 40 до 500° C. Екструзивні умови створюються у пристрої 214 такими, що отримуваний з барабану екструдера продукт має зазвичай вищий вміст твердих речовин, ніж продукт, який подають в екструдер, і може бути досягнутий у виробництві біопалива з лігноцелюлозної біомаси із застосуванням сепаративного пристрою за даним описом є більше 50 %. Під час проходу витискуваної суміші через барабан 216, шнековий комплект 222 діє на суміш, щоб створити разом із найдальшою кінцевою деталлю 240, бажаний тиск для відокремлення. Специфічна конфігурація шнеків 252, 254, як показано вище, створює сепаративні умови не такі, як раніше, що знаходимо у традиційних шнекових пресах. Тобто, якщо суміш просувається протягом довжини шнеків, що спів-обертаються, 252, 254, вона безперервно зіштовхується перемінно з верхніми і нижніми зонами щільних зазорів 278, які генерують відносно високі локалізовані тиски, які служать, щоб виштовхувати або "викачувати насосом" матеріал вперед; одночасно матеріал змішується у зонах 282, коли шнеки обертаються, і зворотний потік матеріалу допускається через пропускні канали 280. В результаті утворюється інтенсивне змішування/розрізування і кулінарна обробка в барабані 216. Далі, було знайдено, що можна відокремити широку різноманітність твердих/рідких сумішей із 7 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 застосуванням обладнання за даним винаходом, просто змінюючи швидкість обертання шнекового комплекту 222 і, якщо необхідно, температурні умови у барабані, що означає просто змінюючи робочі характеристики пристрою. Цей ступінь гнучкості і різносторонності безпрецедентна у попередній технології фільтрації. Одне втілення безмембранного сепаративного модуля 100 за даним винаходом показано на Фігурах 5 і 5a; він здатен витримувати дуже високі внутрішні температурні сили (до 5000 фунтів на квадратний дюйм). Цей модуль сепарації для відокремлення твердих і рідких речовин може бути використаний у процесі і з пристроєм, показаних на Фігурі 1, будучи здатен регулювати проникність/пористість (фільтрувальну потужність) пластинами фільтру різної конфігурації і товщини, які потрібні для типу оброблюваної біомаси. Приклад втілення сепаративного модуля 214, показаного на Фігурі 1a, більш детально зображений на Фігурі 5 як модуль сепарації 100 для відокремлення твердих/рідких речовини. Він застосовується як частина пристрою для відокремлення твердих/рідких речовин, зображеного на Фігурі 1a, і змонтований між барабаном 500 (звідси на барабані і блоку екструдера 520). Модуль 100 відокремлює рідину і/або газ) від рідини, яка містить тверду масу, стиснуту шнековим пресом переважно до тиску більше 100 фунтів на квадратний дюйм. Цей модуль сепарації 100 включає збиральну камеру 200 і фільтр 300 з пористістю від 5 % до 40 % (загальна площа пор відносно до сумарної площі поверхні фільтру). Переважно модуль 100 витримує робочий тиск до 5000 фунтів на квадратний дюйм при пористості фільтру від 5 до 40 %, більш переважно від 11 до 40 %. Фільтровий пристрій 300 переважно включає багато фільтрових пор розміром від 0,00005 до 0,005 квадратного дюйму. У переважному втіленні фільтровий пристрій 300 має пори розміром 0,00005 квадратного дюйму для відокремлення тонких твердих часток, пористість 5,7 % і опір тиску 2 500 фунтів на квадратний дюйм. В іншому втіленні, фільтровий пристрій 300 включає пори розміром 0,005 квадратного дюйму, 20 % і опір тиску 5000 фунтів на квадратний дюйм. У ще одному переважному фільтровий агрегат 300 має фільтрові пори розміром 0.00005 квадратного дюйму і пористість 11,4 %. Ще в одному переважному втіленні фільтровий агрегат 300 має фільтрові пори розміром 0,005 квадратного дюйму і пористість 40 %. Основна конструкція сепаративного модуля 100 показана на Фігурах 5 і 5a. Збиральна камера 200, здатна витримувати найвищий тиск з усіх компонентів, які застосовуються для відокремлення відфільтрованих рідин і газів. Збиральну камеру визначає герметична обшивка або інше закрите приміщення 220 і вхідні і вихідні пластини 230 і 240. Рідину можна дренувати із збиральної камери 200 через дрену для рідини 221, яку переважно розміщують у найнижчій точці герметичної обшивки 220. Остання далі включає велику кількість центруючих ребер 223, простягнутих паралельно поздовжній осі обшивки в її середині, для вирівнювання пластин фільтру і задника у збиральній камері 200. Газ, накопичений у збиральній камері 200, може бути випущений з камери через газову дрену 222, переважно розташовану у найвищій точці герметичної обшивки 220. Збиральна камера високого тиску 200 герметизована кільцевими пломбами 250, розміщеними між осьовими кінцями герметичної обшивки 220 і кінцевими пластинами 230, 240. Ця здатність витримувати високий тиск/високу температуру дозволяє змивати біомасу такими рідинами, як нашатирний спирт, CO2 і вода, які зазвичай мають газоподібний стан в процесах при температурах від 50 до 250 °C. Модуль сепарації скріплюється разом болтами комплекту 225, розміщеними зовні герметичної обшивки 220, для затягування кінцевих пластин 230, 240 разом і закріплення між ними герметичної обшивки 220 і кільцевих пломб 250. Болти 129 для скріплення фільтруючого пристрою (див. Фігуру 2) можна також застосовувати для скріплення разом фільтрувальних пакетів 321, 322 у фільтровому пристрої 300. У переважному втіленні болти для скріплення фільтруючого пристрою протягуються через кінцеві пластини 230, 240 і забезпечують додаткове скріплення разом сепаративного модуля 200. Болти 129 для скріплення фільтруючого пристрою можуть також простягатись через блок екструдера 520 для його прикріплення до сепаративного модуля. Але, щоб мінімізувати кількість точок проникнення у модуль сепарації 200, який необхідно надійно герметизувати для утримання тиску у збиральній камері 200, болти для Скріплення фільтруючого пристрою пропускають, і все скріплення разом частин сепаративного пристрою досягають кріпильними інструментами, таким як болти 225, розміщеними зовні герметичної обшивки. Залежно від застосованого тиску деякі гази можуть бути відокремленими просто у збиральній камері 200 або, у деяких обставинах (як показано на Фігурі 1) можна використати окремий резервуар для оптимізації загальної ефективності процесу. Фільтруючий пристрій 300 включає кілька блоків пластин 320, зібраних з основних фільтрових пакетів 321, 322 за даним винаходом, сполучення пластин фільтру 120, розміщеної поруч з пластинами заднику 160,180, які описані більш детально нижче з посиланням на Фігури 8 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 від 4 до 12. У показаному втіленні є правосторонні пакети фільтру 321 із пластиною фільтру 120 і правосторонньою пластиною задника 160, і лівосторонні пакети фільтру 322 з пластиною фільтру 120 і лівосторонньою пластиною задника 180. Але, можливі також повністю симетричні втілення, які не потребують ліво- і правосторонніх компонентів. В одному з аспектів, модуль сепарації включає збиральну камеру 200 під тиском і фільтруючий пристрій unit 300 для герметичного отримання витискуваної маси (не показано). Фільтруючий пристрій 300 має попередньо підібрані розмір пор і пористість. Фільтруючий пристрій 300 включає щонайменше одну пластину фільтру 120, яка має передню і задню сторони 121, 123, пластину обшивки 230, яка включає передню сторону 121 пластини фільтру 120 і пластину заднику 160, 180, що включає задню сторону 123 пластини фільтру 120. Пластини фільтру, обшивки і заднику (120, 230, 160/180) визначають межі центрального отвору 128 герметизовані від збиральної камери 200 для отримування витискуваної маси (не показано). Пластина фільтру 120 має щонайменше одну наскрізну щілину фільтру 132, яка тягнеться від основного отвору 128 до пластини фільтру, щілина фільтру 132 герметизована з передньої і задньої сторін 121, 123 пластинами обшивки і задника 230, 160/180 для формування проходу фільтру із попередньо вибраним розміром пор фільтру. Пластина заднику 160/180 має виїмку 164 для визначення разом із задньою стороною 123 дренажного проходу у сполученні рідини із збиральною камерою 200 і щілиною фільтру 132 (див. Фігури 11 і 12). Для збільшеної пористості пластина фільтру 120 переважно включає велику кількість окремих щілин фільтру 132, а дренажний прохід 164 знаходиться у сполученні рідини за усіма щілинами фільтру 132. Щоб збільшити пористість пристрою фільтру навіть ще далі, пристрій фільтру переважно включає багато пар пластин фільтру і заднику (120, 160/180), розміщених за пластиною обшивки 230 у стопці поперемінно розташованих пластин фільтру і заднику, причому кожна пластина заднику 160/180, що знаходиться між двома пластинами фільтру 120 функціонує як пластина заднику для однієї пластини фільтру і як лист обшивки для іншої пластини. Переміжним розміщенням пластин фільтру і заднику (120, 160/180) збільшують потужність сепаратного тиску у фільтрі 300. Використанням пластин заднику 160/180, товщих ніж пластини фільтру 120, потужність тиску у фільтрі 300 можна поліпшити далі. У втіленні, показаному на фігурі 5, модуль сепарації 100 змонтований на барабані 500 шнекового пресу і основний отвір 128 має такий розмір, щоб точно приймати частину шнеку (не показано). Шнек пресу зазвичай має дуже жорсткі допуски до основного отвору 128 блоку фільтру 300 і неперервно шкребе стиснутий матеріал поверхні фільтру, і одночасно генерує важливий сепаративний тиск. В разі, якщо незначна кількість волокон залишається на поверхні фільтру, їх розріжуть шнеки екструдера на маленькі частки, і врешті вони пройдуть через фільтр і вийдуть з потоком рідини як дуже тонкі частинки. Це створює сепаративний пристрій, який дозволяє відокремлення твердих речовин матеріалу від рідких у середовищі з високими тиском і температурі. Завдяки тому, що пори фільтру 134 побічні до удару шнеку екструдера, сепаративний пристрій менш сприйнятливий до засмічення. Через високу пористість і опір тиску сепаративного модуля 100 за даним винаходом можливий вихід сухого матеріалу до 90 %, одночасно досягають відносно чистої рідини, завдяки маленькому розміру пор, із суспендованими твердими частками не більше 1 %. Легко зрозуміти, що модуль сепарації відокремлення твердих часток від рідини за даним винаходом може використовуватись у багатьох різних застосуваннях, щоб відділяти тверді частки матеріалу від рідких. У пробному тестуванні на неперервній основі 100g біомаси, які містять 40г твердих часток і 60г води, змивались 40г води, після чого рідини витискували з фільтру, застосовуючи внутрішню силу 600 фунтів на квадратний дюйм при температурі 100 °C, щоб отримати вихід біомаси (тверду частину рідкої/твердої біомаси), що містить 39г завислих часток і 5г води. Фільтрат, який містить 95г води, був відносно чистим, містячи всього 1г завислих твердих часток розміром у 5 мкн і розподілом часток, показаним на Фігурі 13. Далі, оскільки сепаративний пристрій твердих/рідких речовин за даним винаходом менш сприйнятливий до засмічення, існує менше потреби у догляді, який періодично потребує відомими сепаративними пристроями. Тому, цей сепаративний пристрій може бути застосований у процесі з меншими простоями і меншим доглядом, і в результаті з вищою виробничою потужністю і меншими витратами. На Фігурі 6 показано тонку пластину фільтру 120 з кільцевою середньої секцією 122, приєднаною до першого опорного вушка 124 і другого опорного вушка 126. Кільцева середня секція 122 має основний отвір у формі цифри вісім 128 for щільного приймання шнеків двошнекового пресу. Пластина фільтру 120 має передню сторону 121 і задню сторону 123. Основний отвір128 оточений багатьма тонкими штифтами 130 і проміжними щілинами фільтру 9 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 132. Щоб досягти максимальної ефективності відокремлення твердих часток від рідини, бажано мінімізувати розмір пор фільтру, максимізуючи фільтрацію. Мінімізація розміру пор - це проблема у традиційних шнекових пресах через необхідність прорізування циліндричних проходів у обшивці фільтру. Ця проблема вирішується фільтром а даним винаходом, де пори фільтру формують просто прорізуючи щілину 132 у тонкій пластині фільтру 120. Щілину фільтру 132 прорізують через всю товщину пластини 120, і тому тут її називають наскрізною. Дуже маленьких пор фільтру можна досягти з пластинами фільтру 120 за даним винаходом, застосовуючи дуже тонкі пластини фільтру 120 і дуже тонкі щілини 132, як показано на Фігурах 6 і 6a. Наприклад, можна досягти розміру пор всього 0.00005 квадратного дюйму, застосувавши пластину фільтру товщиною 0.005 дюйму і прорізавши щілини шириною 0.01 дюйму у пластині фільтру. Як показано на Фігурі 6a, дуже тонкі щілини 132 і проміжні тонкі штифти 130 мають форму і розташовані так, що забезпечують щілини фільтру, які тягнуться від основного отвору 128 до пластини фільтру 120 і до зовнішньої частини середньої секції 122. Переважно кінці щілин фільтру 132 розміщені по колу, концентричному зовнішньому краю кільцевої середньої секції 122 і розміщеному в її середині. Щоб поліпшити потік рідини через тонкі дренажні канали, їх роблять вужчими на внутрішньому кінці 134 до основного отвору 128, і вони розширюються назовні до їхнього зовнішнього кінця 136. Пластину фільтру 120 розміщено поруч із пластиною заднику, як показано на Фігурах 11 і 12. Це буде обговорено більш детально нижче. У зображеному втіленні є два типи пластин задника - лівосторонні пластини задника 160, показані на Фігурі 7, і правосторонні пластини задника 180, показані на Фігурі 10. Ліво- і правосторонні пластини задника 160, 180 мають однаковий принцип конструкції і включають кільцеву середню частину 162, 182 з основним отвором 128 і монтажні вушка 190, 192, які витягуються від центральної частини 162, 182. Єдина різниця між ліво- і правосторонніми пластинами задника полягає в орієнтації монтажних вушок 190, 192 відносно основного отвору 128, з вушками, що тягнуться вправо під кутом 45 градусів відносно поперечної осі основного отвору 128 у правосторонньому вушку задника 160 і під кутом 45 градусів у лівосторонній пластині 180.Таким чином ліво- і правосторонні пластини задника використовують, щоб створити 90-градусний зсув в утримуючій структурі пластин і надати засіб для стоку рідини на дно збиральної камери і виходу газів з її верху, якщо конкретна біомаса потребує відокремлення рідини/газу на цій стадії. Кількість послідовних правосторонніх пластин (або, навпаки, лівосторонніх пластин з проміжними пластинами фільтру) зазвичай дорівнює щонайменше 0.25" товщини, але може бути всього 1" товщини в залежності від загальної кількості пластин. Перші монтажні вушка пластини фільтру 124, 126 і монтажні вушка пластини задника 190, 192 усі сформовані так, щоб щільно входити між парами розташованих по одній лінії ребер 223, змонтованих на внутрішній стіні обшивки під тиском 220. Кожен тип пластини задника має механічно оброблений периферичний жолобок 164 на центральній частині 162, 182, як очевидно з Фігур 7-9 і 10, з поперечних перетинів лівосторонньої пластини задника 180, ідентичної перетинам правосторонньої пластини 180 задника, показаним на Фігурах 8 і 9. Периферичний жолобок 164 розміщений, щоб відповідати зовнішнім кінцям 136 і щілинам 132 у пластині фільтру 120 (див. Фігури. 4-6), коли пластина фільтру 120 і пластина задника 160, 180, розміщені паралельно основному отвору128, і вирівняні, як показано на Фігурах 11 і 12. Фігури 11 і 12 ілюструють основний фільтр-пакет за даним винаходом: пластина фільтру 120 і пластина задника, що зачіпляє задню сторону 123 пластини фільтру. Рідкі речовини (рідина і/або газ) втягнуті у масу, що знаходиться під тиском (не показана), завантажену через основний отвір 128, наявний сепаративний тиск змушує текти у щілини фільтру 132 (див. стрілки). В кінці 136 щілини фільтру рідину перенаправляють до периферичного жолобка 164 у пластині задника 160 і вона виходить з нього у збиральну камеру (див. Фігури 11, 12 і 3). Як така, тонка пластина фільтру 120 може відфільтрувати рідину і навіть маленькі частки, які проходять через щілини фільтру 132 у напрямку, протилежному потоку біомаси через основний отвір 128 у формі цифри вісім. Протилежно конфігурації більших пор, таких, як показані на Фігурі 6b, які пропускають більші частки / волокна біомаси целюлози, обмежуючим фактором пористості є товщина пластини фільтру. Було знайдено з целюлозною біомасою, що ця жорсткіша конфігурація пластини фільтру забезпечує добре відокремлення твердих часток від рідких, одночасно мінімізуючи площу поверхні і кількість пластин, потрібних для досягнення такого ж відокремлення рідини з однаковим внутрішнім станом, як і з тонкою пластиною фільтру, показаною на Фігурі 6. Як показано на Фігурі 6b, більша пора у грубішій пластині фільтру 140 має кільцеву середню секцію фільтру 142, прикріплену до першого опорного вушка 144 другого опорного вушка 146. 10 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 Кільцева середня секція фільтру 142 має основний отвір у формі цифри вісім 128, означений великою кількістю більших штифтів 130 між щілинами фільтру 132, прорізаних крізь пластину фільтру 140. Як показано на Фігурі 6b, більші штифти 130 розміщені між грубими дренажними каналами 132. Груба пластина фільтру 140 розташована поруч з пластиною задника, так щоб лівостороння пластина задника 160, показана на Фігурі 7, досягла фільтр-пакета, як показано на Фігурах 11 і 12. Взагалі, з вищою потужністю тиску, або більше рідини може бути витиснути з твердої маси, або при однаковій сухості матеріалу, можна досягти вищого рівня продуктивності на одиницю площі фільтрації. Якість фільтрації (захоплення твердих часток) можна контролювати в залежності від конфігурацій і товщин. Фільтрація / рівень тиску /капітальні витрати можуть бути оптимізовані в залежності від потреб фільтрації конкретної біомаси. Конфігурації пластин можуть бути встановлені в екструдері (одинарному, подвійному або потрійному) щоб створити високий тиск, високій вихід, неперервне відокремлення. Модуль сепарації відокремлення твердих від рідких речовин самоочищається (при подвійних і потрійних шнеках) завдяки витираючому характеру шнеків і формі потоку з перехресними осями. Площа фільтрації є гнучкою в залежності від потреб процесу, оскільки довжину пакета пластин можна зробити придатною для конкретних потреб. Модуль можна використовувати для змивання твердих часток за потоком або проти конфігурації потоку в одній або численних стадіях за один раз знижуючи капітальні витрати на механізми і енергетичні потреби. Тиск фільтрату рідини можна регулювати від умов вакууму до навіть вищого, ніж внутрішній тиск, у блоці фільтру (від 2 000 000 фунтів на квадратний дюйм), якщо потрібно. Це забезпечує гнучкість процесу для подальших відокремлень у потоці рідини (приклад: зверх критичний CO 2 під високим тиском, нашатирний спирт, використовуваний для змивання під високим тиском, або випуск газів VOC і аміаку у камеру рідкого фільтрату з використанням вакууму). Високу потужність зворотного тиску (вищу, ніж внутрішній тиск у блоці) можна використати для промивання фільтру зворотним потоком під час операції в разі підключення фільтру або зняття з нього окалини, мінімізуючи час простою. Тонка пористість фільтру. Розмір тонких пор - це товщина тонкої пластини фільтру × ширина щілини біля основного отвору. У пластині фільтру на Фігурі 6 розмір пор 0,005" (товщина пластини × 0.010" (ширина щілини біля отвору) = 0,00005 квадратного дюйму на кожну пору. У кожній пластині 144 пори, то загальна площа пор = 0,0072 квадратного дюйму на одній пластині. В експериментальній установці, де використовували маленький двошнековий екструдер діаметром в 1 дюйм, цю тоненьку пластину з'єднували з пластиною задника 0,020" товщиною, отримуючи в результаті загальну площу фільтрації у 0,1256 квадратного дюйму. Тому загальна відкрита площа експериментальних пластин (фільтр-пакета) цієї установки була обчислена як 0,0072/0,1256=5,7 %. При цій пористості пара експериментальних пластин (пластин задника товщиною 0,020") була здатна витримати тиск сепарації 2500 фунтів на квадратний дюйм. A пакет експериментальних пластин товщиною 1" включав 40 пластин фільтру загальною відкритою площею × 0,0072 квадратного дюйму = 0,288 квадратного дюйму. Це дорівнює діаметру труби більше 0,5", і все це досягнуто в межах відстані тільки в 1 дюйм довжини використаного маленького екструдера діаметром 1" дюйм. Пористість грубого фільтра. У використаній експериментальній грубій пластині фільтру, яка показана на Фігурі 6b, щодо потужності фільтрації і шляху потоку рідини, ширина щілин фільтру була в основному такою ж самою, як і товщина пластини фільтру в результаті серії осьових жолобків. Сумарна відкрита площа одного комплекту пластин (груба пластина фільтру + пластина задника) дорівнює відношенню товщини пластини, яка у цьому разі = 0,005/0,025=20 %, або приблизно в 4 рази більше відкритої площі системи пластин фільтру. Використовуючи пакет пластин товщиною в 1", у 40 тонких пластин всього, ми закінчили із 40 × 0,0209 квадратного дюйму відкритої площі на пластину = 0,837 квадратного дюйму відкритої площі. Це більше діаметру труби в 1", і все досягнуто на відстані довжини 1 дюйму маленького використаного екструдера діаметром 1". Для обох типів пластин пористість може бути суттєво збільшеною шляхом зменшення товщини пластин задника, залишаючи пластину фільтру із незмінною товщиною. Зменшуючи товщину пластини задника на 50 %, ми подвоїмо пористість всього фільтру. При цьому його сила зменшиться, якщо зменшимо товщину пластини задника, але цьому може перешкоджати збільшення загального діаметра пластин задника, що зробить шлях потоку рідини злегка довшим, але відкриту площу тримаючи тією ж самою. Використання пластин фільтру 120 для виробництва модуля фільтру дозволяє зменшити вартість виробництва фільтру, оскільки можна застосувати методи виробництва низької 11 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 вартості. Пластини можна різати лазером, або можна штампувати пластини для грубішої фільтрації. Загальна вартість обладнання для попередньої обробки біомаси також нижча завдяки потужності, при численних кроках процесу в одному механізмі. Модуль відокремлення твердих часток від рідини можна одночасно пристосувати до трьохфазної сепарації. Тип матеріалу, використовуваного для виробництва фільтру, можна адаптувати до різних умов процесу. Наприклад, застосовуючи матеріали низьких якостей рH/корозії як титан, можна використати високо нікелеві і молібденові сплави. Зокрема, винахідники розробили сепаративний пристрій для відокремлення твердих речовин від рідких, який є менш сприйнятливим до засмічення у порівнянні з відомими сепаративними пристроями. Вважається, що пристрій для відокремлення твердих речовин від рідких може застосовуватись у багатьох різних процесах для сепарації частин твердого матеріалу від рідкого. Далі, оскільки пристрій для відокремлення твердих речовин від рідких за даним винаходом є менш сприйнятливим до засмічування, є менше потреби догляду за ним, включаючи зворотне промивання, якого періодично потребують відомі пристрої. Тому, сепаративний пристрій для відокремлення твердих речовин від рідких за даним винаходом може використовуватись у процесі з меншими простоями і меншим доглядом, при більшій продуктивності і меншій вартості. В описаному сепаративному пристрої для відокремлення твердих речовин від рідких, шнекові елементи, які передають матеріал внутрішньо у самому пристрої, переважно мають дуже жорсткі допуски до внутрішньої поверхні блоку фільтру і безперервно шкребуть матеріал з поверхні фільтру. В разі, якщо невелика кількість волокон залишається на поверхні фільтру, її згодом поріжуть у менші частки щільно розташовані елементи екструдера, і врешті вони пройдуть крізь фільтр і вийдуть назовні з потоком рідини. Загальна кількість пар пластин (тонких пластин і пластин задника) може змінюватись залежно від біомаси і регулювання загальної площі фільтру. Для однакових умов відокремлення потрібно більше пластин / більша площа поверхні для менших пор. Розмір пор регулює кількість твердих часток, які проходять у рідку частину. Кожна біомаса потребує певного розміру пор для захоплення певних твердих часток (кількості суспендованих твердих часток у рідкому фільтраті). У наступних прикладах наводиться серія сепаративних циклів відокремлення кількох різних типів сумішей твердого матеріалу з рідким, рідких будівельних сумішей і т.п. з використанням поліпшеного двошнекового екструдера як сепаративного пристрою за даним винаходом. Але, потрібно зрозуміти, що ці приклади надані як ілюстрації, і нічого в них не можна прийняти як обмеження загального обсягу винаходу. Приклад I Процес біопалива Як показано на Фігурі 1, система 2 простої безперервної попередньої обробки целюлозного етанолу за даним винаходом складається тільки з трьох машин. Першу з них - екструдер 4 використовують як безкінечний поршневий затвор високого тиску для подачі і змішування біомаси. Екструдер 4 подає біомасу у вертикальний реактор 6. Вертикальний реактор 6 здатен витримувати тривале перебування маси. Вертикальний реактор 6 подає біомасу у другий екструдер 8, який є переважно двошнековим. Процес попередньої обробки включає протікання біомаси через перший екструдер 4, вертикальний реактор 6 і другий екструдер 8. Екструдер 4, який може також бути двошнековим екструдером, використовують для забезпечення безперервної подачі у герметичний вертикальний реактор 6. Змішування різних хімічних препаратів в екструдері 4 є можливим в залежності від типу сировини Екструдер 4 має автоматичний затвор, який закривається після втрати подачі сировини, щоб попередити втрату тиску при втраті сировини. Вертикальний реактор 6 здатен працювати з різноманітними хімікатами при тисках до 350 фунтів на квадратний дюйм і температурах до 425 °F (220 °C), в залежності від біомаси. Тривалість перебування маси у вертикальному реакторі 6 може змінюватись від кількох хвилин до багатьох годин, залежно від біомаси. Частково оброблену біомасу направляють з вертикального реактора 6 у другий екструдер 8 у герметичній зоні живлення 10. У другому екструдері 8 більшість твердої біомаси рухається до вихідного кінця (права сторона Фігури 1), і невеличка частина передається назад, щоб створити герметичне ущільнення на привідних валах. У другому екструдері 8 генеруються вищі тиски, ніж у першому реакторі, як потребують різні біомаси, і процес попередньої обробки завершується в два, три або більше окремих процесів, в залежності від біомаси. Змивальна рідина (вода, нашатирний спирт або інша) рухається проти потоку або за потоком твердої біомаси (наліво на Фігурі 1), так що біомаса змивається найчистішою рідиною в 12 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 кінці екструдера. Гази або зверх критичні рідини, такі як двоокис вуглецю, можна впорснути у вихідний кінець, щоб поліпшити вибухову силу, як необхідно в залежності від оброблюваної біомаси. На вихідному кінці можна застосувати різні шнеки екструдерів. і/або іншу посудину реактора, і/або регулюючий насос, і/або обертальну насадку, щоб створити динамічне ущільнення і вибухову силу, потрібні для різних типів біомаси при різних тисках і вмісті сухого матеріалу. Після вибухового виходу біомаси з одного з цих пристроїв, застосовують циклон або інший сепаративний пристрій, щоб зібрати тверді і газові речовини, які виштовхуються. Після входу у другий екструдер 8, більшість біомаси передається вперед, а невелика кількість передається назад, щоб створити динамічний тиск для ущільнення, з метою запобігти просочуванню з вертикального реактора 6. Біомаса входить в стадію процесу 1, як показано на Фігурі 1, і піддається вищому тиску, високій температурі початкового зустрічного потоку фільтраційної зони, першого сепараційного пристрою 12 відокремлення твердого матеріалу від рідкого, як буде описано нижче більш детально з посиланням на Фігури від 2 до 13. В цьому пункті тільки деяка частина біомаси потребує вичавки екстрактів і сиропу геміцелюлози і може не потребувати промивної води. У цьому сепаративному пристрої рідкий сироп геміцелюлози і екстракти видаляють, контролюючи товщину брикету із застосуванням різних шнекових елементів. Проникність, розмір пор, площа фільтрації і рівень тиску регулюють, застосовуючи різний дизайн пластин фільтру, в залежності від типу оброблюваної біомаси. Тиск на рідину і її злив регулюють, користуючись резервуаром з контрольованим тиском 16. Після виходу з сепаративного пристрою 12 відокремлення твердих речовин від рідких біомаса передається вперед (вправо на Фігурі 1) і нагрівається паром / водою під високим тиском з передньої зони, а також застосовують воду під високим тиском через стиснення / транспортування різними елементами шнеку. На стадії процесу 2, показаній на Фігурі 1, біомасу піддають змішуванню / подрібненню під високим тиском за допомогою різної енергії розрізування для різних біомас, щоб поліпшити попередню обробку. Високий тиск, висока температура, кінцевий зворотний тік фільтрації (може тільки вичавити частковий сироп геміцелюлози і екстракти і не зворотний потік змиває, як потребують деякі біомаси) рідкої геміцелюлози трапляється у брикеті контрольованої товщини із застосуванням різних елементів шнеку. Проникність, розмір пор, площа фільтрації і рівень тиску регулюють, підбираючи пластини фільтру відповідного дизайну у другому сепаративному пристрої 14 залежно від типу оброблюваної біомаси. Тиск рідини і витікання регулюють, використовуючи резервуар під регульованим тиском 16. На стадії процесу 3, біомасу піддають нагріву і тиску через стиснення / транспортування різними шнековими елементами екструдера. Енергію різання вносять в біомасу, щоб поліпшити доступність ензимів, що необхідно для поліпшення попередньої підготовки різних біомас. Змішування / подрібнення під високим тиском біомас з різною енергією різання застосовують для різних біомас для поліпшення попередньої обробки. Високий тиск, висока температура на середині циклу (або на фіналі циклу, залежно від біомаси) можуть бути надані, використовуючи прямоточну або зворотно-поточну фільтрацію рідкого сиропу геміцелюлози при регульованій товщині брикету із застосуванням різних елементів шнеку. Проникність, розмір пор, площу фільтрації і рівень тиску регулюють, підбираючи пластини фільтру відповідного дизайну у третьому сепаративному пристрої 18, щоб відповідали властивостям біомаси. Тиск рідини і випуск регулюють, використовуючи резервуар під регульованим тиском 16. На стадії процесу 4, показаній на Фігурі 1, біомасу піддають нагріву і тиску через стиснення / транспортування різними шнековими елементами екструдера. Змішування / подрібнення під високим тиском біомас з різною енергією різання підбирають для різних біомас. На стадії процесу 4 біомасу змішують з водою під високим тиском або іншими рідинами / розчинами для кінцевої стадії змиву. Інші рідини можуть включати молекули, які є газами при кімнатній температурі, а при високій температурі рідким CO 2 високого тиску, які стануть зверхкритичними в екструдері завдяки вищій температурі аміаку, який буде газом під високим тиском. Тверда волокниста біомаса далі подається під найвищий тиск системи через другий екструдер 8 і одну з альтернатив динамічного ущільнення і виходить під контрольованою вибуховою декомпресією стиснутих газів таких як пар, аміак або зверхкритичні рідини у волокнах на виході з двошнекового екструдера у сепаративний пристрій відокремлення твердих речовин від газів (циклон або інший). Коли використовують рідкий CO 2 високого тиску, завдяки зверх критичному характеру цієї рідини, коли вона досягає нагрітої біомаси, вона проникає у проміжки між твердими волокнами, подібно газу, результатом чого є частковий потік рідини проти течії, проти профілю тиску рідких речовин, подібно газу. Ця зверх критична рідина серед волокон прикладає вибухову силу з більшості волокон у багато разів більшу, ніж стандартний газ після виходу з екструдера через динамічне ущільнення, змінюючи тверді частки целюлози і 13 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 тому збільшуючи доступність ензимів. Крім того, на виході з подвійного шнеку є автоматичний контрольний затвор, який використовують, щоб тримати систему дещо ущільненою на випадок втрати подачі сировини або енергії. Ілюстративна установка екструдера для тестування Ілюстративна установка екструдера застосовувалась, щоб встановити, що на тому ж самому принципі можна встановити сепаративний пристрій за даним описом, включаючи двошнековий екструдер у поєднанні з модулем фільтру, і можна його використовувати для обробки не тільки лігноцелюлозної біомаси, але і інших численних видів сировини. Ті інші види сировини мають консистенції, які дуже відрізняються від лігноцелюлозної біомаси, і в минулому оброблювались з використанням різноманітних пристроїв і установок. Успішне застосування єдиного ілюстративного двошнекового екструдера за даним описом для таких різноманітних типів сировини доводить широку корисність концепту сепаративного пристрою за даним описом. Ілюстративний екструдер мав в основному установку двошнекового екструдера, яка обговорювалась вище. Екструдер включав пару ідентичних циліндричних шнеків 25мм діаметром r × 1143мм довжини шнеку (загальна довжина 1290мм), і був куплений у Harden Industries Ltd. (Гунджоу, Китай) і мав барабан з 11 блоків, з яких 7 були ідентичними твердими модулями барабану і 2 були модулями фільтру, конструкцію яких буде обговорено детально нижче. Модуль фільтра 1 був розміщений у блоці 4&5 і модуль 2 був розташований у блоці 8&9. Це значить, що барабан був довжиною в 11 блоків, при довжині кожного блоку 4", а кожен модуль фільтру покривав довжину у 2 блоки барабану. Екструдер приводився в рух 3-фазним електродвигуном 7.5HP (модель 575 TEFC; повністю закритим, охолоджуваним вентилятором), купленим у фірмі Electrozad, (Четем, Онтаріо, Канада), при швидкості обертання 40 оборотів у хвилину, що було біля 5 % максимальної швидкості. Кожен блок фільтру включав 480 перемінних пластин фільтру і задника із щілинами, що означає 240 пластин фільтру із щілинами і 240 твердих пластин задника. Товщина пластин фільтру була 0,0050" і товщина опорних пластин була 0,020". Кожна пластина фільтру мала численні щілини (22) шириною від 0,0150" до 0,163", що в результаті складало відкриту ширину кожної пластини по центру 1,94" (44.6 % периметру основного отвору) і загальну відкриту площу 0,0097 квадратного дюйму кожної пластини. Загальна довжина стопки з 480 пластин була 6", а загальна довжина корпусу блоку фільтру, що оточував стопку пластин, була 8". Загальна відкрита площа кожного модуля фільтру була 2,328 квадратних дюймів, а сумарна відкрита площа модулів фільтру в екструдері складала 4,656 квадратних дюймів. Пористість кожного блоку фільтру була 8.9 %. До початку обробки різної сировини в екструдері, експлуатували ілюстративний екструдер, завантажуючи його тільки водою, для того, щоб встановити базовий розмір навантаження на електричний двигун, потрібний, щоб експлуатувати екструдер в умовах відсутності завантаження. Приклад II Сировина - соєві боби Джерело соєвих бобів було місцевим (їх вирощували у Четем-Кенті, Південне Онтаріо, Канада). Аналіз вмісту соєвих бобів показав, що ця сировина складалася з 70.7 % твердих часток і 29.3 % рідини (за вагою), у формі 13.8 % олії і 15.5 % води (за вагою). Соєві боби подавались в екструдер цілими, без попередньої обробки. Загальна кількість сої, що подавалась у екструдер, була 1384 кг цілих бобів, і сумарний робочий час екструдера дорівнював одній годині. В процесі екструзії соєвих бобів навантаження на двигун було у 8 разів вищим базисної лінії, встановленої з водою. Рівень подачі сировини, рівень виходу твердого матеріалу і рівень виходу фільтрату з часом графічно показані на Фігурі 16. Як очевидно з графіка, вихід фільтрату залишався постійним протягом всієї години роботи, показуючи нульовий рівень засмічення блоку фільтру. Загальний вихід екструдера був 11.5 % фільтрату, з 5:95 % рівного повернення з кожного блок-фільтру №1 і №2, таким чином показуючи, що рівень фільтрації кожного блок-фільтру не залежить від відносного вмісту сировини, і що загальний рівень фільтрації екструдера прямо пропорційний кількості застосовуваних блок-фільтрів. Це також доводить, що загальний рівень фільтрації екструдера можна легко підвищити, замінюючи блоки барабану блоками фільтру. Загальний випуск твердого матеріалу був 88.5 % за вагою. Фільтрат складався з 55.1 % олії, 0.4 % завислих твердих часток і 44.5 % води за вагою, а випуск твердого матеріалу складався 8.4 % олії, 79.9 % твердих речовин і 11.7 % води, за вагою. Це означає, що 46.0 % від вхідної олії у сировині було відновлено у фільтраті, тобто отримано 6.3 % соєвої олії від ваги завантажених соєвих бобів, або один літр соєвої олії з кожних 14,5 кг вхідної соєвої сировини. Приклад III 14 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 60 Сировина - цукрові буряки Джерело цукрових буряків було місцевим (вирощені у Четем-Кенті, Південне Онтаріо, Канада. Буряки отримували цілими безпосередньо з поля після збору врожаю і зберігали на зовнішньому складі. До початку обробки цукрові буряки потребували миття, щоб видалити відходи (бруд, каміння і т.п.). Ручний сікач був потрібен для розколювання цукрових буряків, після чого ці скиби буряків подавали у кухонний комбайн, використовуючи перший пропускний отвір з ґратчастими лезами, а за ним - другий з ріжучими лезами. Це давало біомасу з розміром часток ~ 5мм × 5мм, яку можна було подавати в екструдер. Аналіз вмісту цукрових буряків показав, що сировина складалася 16,9 % цукрози за вагою, 1,4 %/ інших розчинних твердих часток, 1,3 % нерозчинних твердих часток і 80.4 % води за вагою. Загальна кількість цукрових буряків, поданих в екструдер, була 3,219 кг подрібнених цукрових буряків, а загальний час роботи екструдера дорівнював одній годині. Протягом екструзії цукрових буряків навантаження на двигун було на 25 % вищим базової лінії, встановленої з водою. Рівень подачі сировини, рівень виходу твердого матеріалу і рівень виходу фільтрату з часом графічно ілюстровані на фігурі 15. Як очевидно з графіка, вихід фільтрату залишався постійним протягом всієї години роботи, показуючи нульовий рівень засмічення блоку фільтру. Загальний вихід екструдера був 66.2 %/ фільтрату, із 40:60 повернення з модулів фільтру №1 і №2, таким чином показуючи, що рівень фільтрації залежить від тиску, але не залежить від відносного вмісту твердого матеріалу в сировині, і що загальний рівень фільтрації екструдера прямо пропорційний кількості застосовуваних блок-фільтрів і тиску. Це також означає, що загальний рівень фільтрації екструдера можна збільшувати, замінюючи більше блоків барабана блоками фільтру і/або збільшуючи робочу швидкість екструдера, щоб збільшити тиск. Загальний вихід твердого матеріалу був 33.8 % за вагою. Фільтрат складався 14.1 % цукрози, 0.8 % інших розчинних твердих часток, 2.6 % завислих твердих часток і 82.5 % води за вагою, а вихід твердого матеріалу складався з 22,4 % цукрози, 2,4 % інших розчинних твердих речовин, 1,7 % нерозчинних твердих речовин і 73,5 % води за вагою. Це означає, що 55.2 % вхідної цукрози було повернено з фільтратом, тобто всього було отримано 9.3 % цукрози (за вагою) з поданої сировини цукрового буряку, або один кілограм цукрози на кожні 10,7 кг вхідної сировини цукрового буряку. Приклад IV Сировина - маслини Цілі сирі чорні маслини отримувались від постачальника у США не запаковані у воду чи олію. З отримуваних маслин були вийняті кісточки і вони були попередньо порізані скибочками. Ці попередньо порізані скибочками маслини були далі попередньо оброблені із застосуванням кухонного комбайну, щоб досягти розміру часток ~5мм × 5мм. Аналіз вмісту отриманої в результаті сировини маслин складався з 19,4 % твердого матеріалу і 80,6 % рідини за вагою, розділивши, отримаємо 27,7 % олії і 52,9 % води. Загальна кількість сировини, поданої в екструдер, складала 1458 кг подрібнених маслин, а загальна тривалість роботи екструдера складала одну годину. Протягом екструзії маслин, навантаження двигуна було таким самим, як і за базовою лінією, встановленою з водою. Рівень подачі сировини, рівень виходу твердого матеріалу і рівень виходу фільтрату з часом графічно ілюстровані на фігурі 14. Як очевидно з графіка, вихід фільтрату залишався постійним протягом всієї години роботи, показуючи нульовий рівень засмічення модулів фільтру. Загальний вихід фільтрації екструдера був 32,3 % фільтрату, із 20:80 відновлення через модулі фільтру №1 and №2, показуючи таким чином, що рівень фільтрації дуже сильно залежить від тиску, але не залежить від відносного вмісту твердого матеріалу у сировині, і що загальний рівень фільтрації екструдера прямо пропорційний кількості застосовуваних модулів фільтру і тиску. Це також показує, що загальний рівень фільтрації можна підвищити, замінивши більше блоків барабану на модулі фільтру і/або збільшивши швидкість екструдера для збільшення тиску. Загальний вихід твердого матеріалу був 67,7 % за вагою. Фільтрат складався з 50,9 % олії, 4.1 % завислих твердих часток і 45 % води за вагою, і вихід твердого матеріалу складався з 16,6 % олії, 26,7 % твердих часток і 56,6 % води за вагою. Це означає, що 59,4 % вхідної олії було відновлено у фільтраті, що складає 16,4 % оливкової олії (за вагою) з усієї вхідної сировини маслин, або один літр оливкової олії з 5,5 кг сировини маслин. Як зазначалось вище, вихід можна збільшити, додаючи модулі фільтрів, або підвищуючи робочий тиск, але також можливо збільшити повернення речовини з сировини, застосовуючи розчинники або розчини, наприклад, гексан, що підіймає рівень повернення олії, який можна додавати до сировини, перш ніж подавати її в екструдер або вприскувати розчин безпосередньо в екструдер в процесі роботи. Приклад V Сировина - попередньо гідролізовані кукурудзяні качани 15 UA 112793 C2 5 10 15 20 25 30 35 40 45 50 55 Попередньо гідролізовані кукурудзяні качани отримувались в процесі, описаному у Прикладі I. Аналіз вмісту сировини після гідролізу показав наявність 4,8 % геміцелюлози, 6,.8 % целюлози, 5.4 % інших твердих речовин і 83 % води за вагою. Загальна кількість сировини, поданої в екструдер, складала 7,025 кг, а екструдер в цілому працював одну годину. Протягом екструзії попередньо гідролізованої сировини, навантаження на двигун було на 40 % вищим від базової лінії, встановленої з водою. Рівень подачі сировини, рівень виходу твердого матеріалу і рівень виходу фільтрату з часом графічно ілюстровані на фігурі 17. Як очевидно з графіка, вихід фільтрату залишався постійним протягом всієї години роботи, показуючи нульовий рівень засмічення модулів фільтру. Загальний вихід фільтрації екструдера був 8,0 % фільтрату і 99:1 повернення через модулі фільтру №1 і №2, показуючи тим самим, що рівень фільтрації дуже сильно залежить від тиску і, можливо, залежить від відносного вмісту твердого матеріалу у сировині. Очікувалось, що повернення у фільтраті буде значно більшим при вищих тисках в екструдері (при вищій швидкості обертання або інших конфігураціях шнеків). Але ясно з постійного потоку протягом всієї години роботи, що модулі фільтру не засмічувались сировиною. Це також доводить, що загальний рівень фільтрації екструдера можна збільшити, замінивши більше блоків барабану модулями фільтру і/або підвищивши робочу швидкість екструдера, щоб збільшити тиск. Загальний вихід твердого матеріалу був 92 %/ваги. Фільтрат складався з 4,8 % геміцелюлози, 0,5 % завислих твердих часток (60:40 целюлози:інших часток) і 94,4 % води за вагою, і вихід твердого матеріалу складався з 4,7 % геміцелюлози, 13,3 % твердих часток (56:54 целюлози:інших твердих часток) і 82 % води за вагою. Це означає, що 8,7 % вхідної геміцелюлози повернено у фільтраті, а це показує один кілограм цукрів геміцелюлози з кожних 44,6 кг вхідної попередньо гідролізованої сировини. Як зазначено вище, збільшення виходу можна досягти, додавши модулів фільтру або підвищивши робочий тиск. Подальші застосування/Види сировини Зневоднення пульпи і паперових розчинів, харчових розчинів, фруктової пульпи (виробництво сидру) у даний час обмежене, і очікується, що двошнековий екструдер в якості пристрою для відокремлення за даним винаходом дозволить зневоднювати ці види сировини до рівня від 50 до 60 % сухого матеріалу (СМ) з економічним використанням енергії. Очікується також, що сепаративний пристрій у вигляді двошнекового екструдера за даним винаходом також дозволить створювати біоенергетичні кульки з вологих відходів твердого матеріалу без потреби додаткового висушування, так само, як очікують виробляти більше 80 % сухого твердого матеріалу, який далі може подаватись прямо на гранулювання і мінімальне кінцеве осушування вироблених біоенергетичних кульок, з використанням дуже низької енергії. Маючи на увазі дотримувану у даний час багатогранність сепаративного пристрою у вигляді двошнекового екструдера за даним винаходом, очікується, що цей пристрій буде також придатним для зневоднення різних кінцевих відходів шахтних робіт, які є тиксотропними. Очікується, що воду можна витискувати з цих гідросумішей за допомогою пристрою за даним винаходом до їхнього випуску у водоймища для відходів (хвостів). Це буде корисно для оточуючого середовища і збереже велику частину потужності таких водоймищ. Прикладом цього можуть бути відходи (хвости) виробництва синтетичного поташу від фірми Solvay. Беручи до уваги успішну обробку соєвих бобів і іншої сировини, як обговорювалось вище, очікується, що сепаративний пристрій у вигляді двошнекового екструдера за даним винаходом буде також придатним для фабричної екстракції олії з коноплі, кукурудзи і багатьох інших типів горіхів і зерна шляхом витискування і пресування, з розчинами або без них. Беручи до уваги успішну обробку багатьох типів різної сировини, як обговорювалось вище, очікується, що сепаративний пристрій у вигляді двошнекового екструдера за даним винаходом буде також придатним для додаткового зневоднення, застосовуваного у багатьох харчових процесах, таких як томатна паста, томатний кетчуп, виробництво картопляного крохмалю, соків і інших паст і джемів. Хоча цей винахід описується і ілюструється на прикладах певних втілень, треба також розуміти, що описані система, пристрої і методи не обмежені цими конкретними втіленнями. Скоріше, зрозуміло, що всі ці втілення, які є просто функціональними або механічними еквівалентами конкретних втілень, а сюди просто включені їхні характеристики і специфічні втілення, описані і ілюстровані тут. Слід зрозуміти, що, хоча різні характеристики були описані тут відносно того чи іншого із втілень, різні характеристики і втілення можуть комбінуватись або застосовуватись у поєднанні з іншими характеристиками і втіленнями, як описано і ілюстровано тут. 16 UA 112793 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 60 1. Розділовий пристрій для відокремлення рідини від рідкої маси, яка містить тверді речовини, який має: шнековий прес-екструдер для стискування рідкої маси, яка містить тверді речовини, причому цей прес-екструдер включає циліндр із вхідним кінцем і вихідним кінцем і двома або більше шнеками із вставленими плицями уздовж хоча б частини їх довжини; фільтр для відокремлення рідини від стискуваної маси, який приєднаний до циліндра для утворення продовження циліндра і отримання пресованої маси, а також для продовження хоча б частини двошнекової ділянки; причому фільтр включає пакет фільтра, що складається з пластин фільтра і пластин задника; причому пластина фільтра має отвір таких форми і розміру, які дорівнюють основному отвору і наскрізній щілині фільтра, що простягається від основного отвору до пластини фільтра, щоб направляти рідину від основного отвору, і пластина задника також має отвір таких форми і розміру, які дорівнюють основному отвору і обмежують прохід для рідини, яка збирається у щілині фільтра, і направляють її до виходу з фільтр-пакета. 2. Пристрій за п. 1, де пластина фільтра включає множину щілин фільтра. 3. Пристрій за п. 1, де фільтр приєднано до циліндра у напрямку до його вихідного кінця. 4. Пристрій за п. 1, де фільтр має множину фільтр-пакетів, складених стопкою один до одного, створюючи блок фільтра, включаючи пакет поперемінно розміщених пластин фільтра і задника, що окреслюють основний отвір. 5. Пристрій за п. 1, де фільтр має попередньо вибраний розмір пор, а щілина фільтра окреслює відкриту площу, відповідну попередньо вибраному розміру пор. 6. Пристрій за п. 4, в якому фільтр має попередньо вибраний розмір пор і попередньо вибрану пористість, причому кожна щілина фільтра визначає відкриту площу, відповідну попередньо вибраному розміру пор, а кожен фільтр-пакет має пористість, яку обчислено із загальної поверхні основного отвору, попередньо вибраного розміру пор і кількості щілин фільтра, при цьому фільтр включає кількість фільтр-пакетів, яка щонайменше дорівнює попередньо вибраній пористості фільтр-пакета. 7. Пристрій за п. 1, в якому щілина фільтра розширюється у напрямку від основного отвору. 8. Пристрій за п. 1, в якому є накопичувальна камера, яка має герметичну обшивку для вміщення фільтра, причому цю обшивку ізольовано у вхідному кінці пластиною вхідного кінця, і у вихідному кінці - пластиною вихідного кінця, а фільтр-пакет затиснуто між пластинами вхідного і вихідного кінців. 9. Пристрій за п. 8, в якому герметична обшивка включає окремі дренажні канали для рідин і газів. 10. Пристрій за п. 6, де фільтр має множину фільтр-пакетів, складених стопкою один до одного, утворюючи блок фільтра, який включає пакет поперемінно розміщених пластин фільтра і задника, затиснутий між пластинами вхідного і вихідного кінця. 11. Пристрій за п. 9, в якому кожна пластина фільтра має множину щілин фільтра. 12. Пристрій за п. 11, в якому пластина задника має заглиблення для визначення разом із задньою стороною пластини фільтра дренажного проходу з гідравлічним сполученням із збиральною камерою і щілиною фільтра. 13. Пристрій для відокремлення твердих і рідинних речовин, який включає: двошнековий прес-екструдер з циліндром екструдера і щонайменше парою встановлених поворотних шнеків, які щільно входять у циліндр екструдера; і модуль сепарації, який включає: герметичну камеру сепарації, яка приєднана до вхідного кінця циліндра екструдера, і яка має вихідний кінець; і щонайменше один фільтр-пакет у камері сепарації, який визначає основний отвір, ізольований від камери сепарації для сполучення з циліндром екструдера, причому цей фільтр-пакет включає щонайменш одну пластину фільтра з наскрізною щілиною фільтра з гідравлічним сполученням з основним отвором, яка розміщена у напрямку пластини фільтра, щоб направляти рідину від основного отвору, і щонайменше одну пластину задника, щоб направляти рідину, зібрану у щілині фільтра, у камеру сепарації. 14. Пристрій за п. 13, в якому вхідний кінець, вихідний кінець, пластини фільтра і задника визначають межі основного отвору, ізольованого від збиральної камери, для сполучення з циліндром екструдера, причому пластина фільтра має щонайменш один фільтруючий прохід, який з'єднаний з основним отвором і направлений від нього, а пластина задника має виїмку, 17 UA 112793 C2 5 10 щоб направляти рідину в фільтруючому проході у камеру сепарації, що містить дренажний вихід для дренажу рідини, відокремленої пакетом фільтра. 15. Пристрій за п. 13, в якому пластина фільтра включає множину щілин фільтра з порами розміром від 0,00003 до 0,005 квадратного дюйма. 16. Пристрій за п. 13, в якому пакет фільтра має пористість від 5 до 40 %, виміряну як відношення загальної площі пор до загальної площі фільтра. 17. Пристрій за п. 15 або 16, в якому пакет фільтра сконфігуровано для роботи під тиском від 100 до 5000 фунтів на квадратний дюйм. 18. Пристрій за п. 17, в якому пакет фільтра сконфігуровано для роботи під тиском від 2500 до 3000 фунтів на квадратний дюйм. 19. Пристрій за п. 17, в якому пакет фільтра сконфігуровано для роботи під тиском від 3000 до 21000 фунтів на квадратний дюйм. 18 UA 112793 C2 19 UA 112793 C2 20 UA 112793 C2 21 UA 112793 C2 22 UA 112793 C2 23 UA 112793 C2 24 UA 112793 C2 25 UA 112793 C2 26 UA 112793 C2 27 UA 112793 C2 28
ДивитисяДодаткова інформація
Назва патенту англійськоюTwin screw extruder press for solid/fluid separation
Автори англійськоюLehoux, Richard, Romeo, Bradt, Christopher, Bruce
Автори російськоюЛэу Ришар Ромео, Брэдт Кристофер Брюс
МПК / Мітки
МПК: B01D 29/82, B30B 9/16
Мітки: рідини, твердих, відокремлення, прес-екструдер, двошнековий, речовин
Код посилання
<a href="https://ua.patents.su/32-112793-dvoshnekovijj-pres-ekstruder-dlya-vidokremlennya-tverdikh-rechovin-vid-ridini.html" target="_blank" rel="follow" title="База патентів України">Двошнековий прес-екструдер для відокремлення твердих речовин від рідини</a>
Пристрій для відокремлення твердих речовин від рідини і спосіб обробки біомаси, який включає відокремлення твердих речовин від рідини
Номер патенту: 111729
Опубліковано: 10.06.2016
Автори: Бредт Крістофер Брюс, Леу Рішар Роміо
МПК: C12P 19/00, C13K 1/00, C12P 7/10, B01D 25/00, C08H 8/00
Мітки: відокремлення, пристрій, спосіб, речовин, біомаси, твердих, рідини, включає, обробки
Формула / Реферат:
1. Модуль для відокремлення твердої/плинної фракцій для звільнення спресованої маси від рідини, що вміщує тверді частки, який включає:герметичну камеру накопичення і щонайменше один фільтр для відокремлення рідини від спресованої маси і виведення цієї рідини у камеру накопичення,фільтр, що має серединний отвір, ізольований від камери накопичення, для отримання спресованої маси, і який включає фільтр-пакет, складений з...
Спосіб та пристрій для відокремлення твердих речовин у формі частинок від газового потоку
Номер патенту: 101523
Опубліковано: 10.04.2013
Автори: Райн Норберт, Едер Томас, Мілльнер Роберт, ШЕНК Йоханнес-Леопольд
МПК: B01D 46/24, B01D 50/00, B01D 46/02, B01D 46/00
Мітки: твердих, спосіб, газового, відокремлення, пристрій, речовин, форми, потоку, частинок
Формула / Реферат:
1. Пристрій для відокремлення твердих речовин у формі частинок від потоку газу-носія (3), що служить для транспортування твердих речовин (4) у формі частинок, який має принаймні один транспортуючий трубопровід (2), що входить тангенціально у сепаруючу камеру (5), приєднаний сухий фільтр (9) для відокремлення пилоподібних і/або дрібних частинок твердої речовини, відвідний трубопровід (12) для відведення очищеного газу та накопичувач (1) для...
Спосіб та пристрій для відокремлення більш твердих від менш твердих речовин
Номер патенту: 53610
Опубліковано: 17.02.2003
Автор: Боттен Баард
Мітки: спосіб, відокремлення, речовин, більш, менш, пристрій, твердих
Формула / Реферат:
1. Спосіб відокремлення більш твердих від менш твердих речовин компактної заготовки, яка містить більш та менш тверді речовини, такі як магній та алюміній з заготовки шлаку та відходи, які містять магній та алюміній, який відрізняється спрямовуванням на заготовку принаймні одного струменя рідини під тиском принаймні 400 бар з метою відокремлення більш твердих від менш твердих речовин шляхом відламування шматків від заготовки, причому сопло чи...
Пристрій для відокремлення від твердих тіл більш важких домішок в потоці рідини
Номер патенту: 40129
Опубліковано: 25.03.2009
Автори: Даценко Микола Мефодійович, Пономаренко Віталій Васильович
МПК: B03B 5/26, A23N 12/00
Мітки: більш, пристрій, відокремлення, потоці, рідини, тіл, домішок, твердих, важких
Формула / Реферат:
Пристрій для відокремлення від твердих тіл більш важких домішок в потоці рідини, що складається з коритоподібного корпусу, всередині якого розміщений по суті горизонтальний циліндричний перфорований барабан, укріплений на валу за допомогою спиць з приводом для обертання, що має спіральні прямокутні канавки для переміщення відокремлених домішок, а також колесо для приймання та їх вивантаження, яке розміщене співвісно перед указаним барабаном...
Процес відокремлення твердих фракцій від рідини
Номер патенту: 88454
Опубліковано: 26.10.2009
Автори: Хуфф Джордж А., Робертс Скотт, Стефанскі Рональд, Вілсак Ричард А., Комсток Ден Б.
МПК: B01D 29/11
Мітки: твердих, процес, рідини, фракцій, відокремлення
Формула / Реферат:
1. Процес відокремлення твердих фракцій із рідин у фільтраційній зоні, яка визначається зоною вищої концентрації та зоною нижчої концентрації, розділених фільтром; процес складається з таких стадій:(а) спрямовування живлячої суміші вихідної речовини, що складається з твердих та рідких фракцій, до зони вищої концентрації;(б) спрямовування витісняючого флюїду до зони вищої концентрації у напрямку, протилежному до напрямку живлячої...
Попередній патент: Спосіб одержання високоміцного сталевого матеріалу з високою стійкістю до сульфідного розтріскування під напруженням
Наступний патент: Спосіб контролю ступеневого перемикача
Випадковий патент: Металева форма для відливки корпусів прямоточних клапонів