Металева форма для відливки корпусів прямоточних клапонів
Формула / Реферат
(57) 1. Металлическая форма для отливки корпусов прямоточных клапанов, содержащая подвижную и неподвижную полуформы с размещенными навстречу друг другу вставками с зубьями, формирующими внутренние полости отливки, зубья одних из вставок выполнены в сечении в виде трапеции с меньшей стороной, расположенной з вершине зуба и имеющей на боковой стороне выступ, а сопряжение зубьев осуществлено по поверхностям выступов, отличающаяся тем, что сечение трапециевидных зубьев имеет вид разнобокой трапеции, выступы выполнены на обеих боковых сторонах, з сопрягаемые с выступами поверхности зубьев противоположных вставок выполнены плоскими.
2. Форма по п.1, отличающаяся тем, что в вершине трапециевидного зуба по его длине выполнены плоскими.
Текст
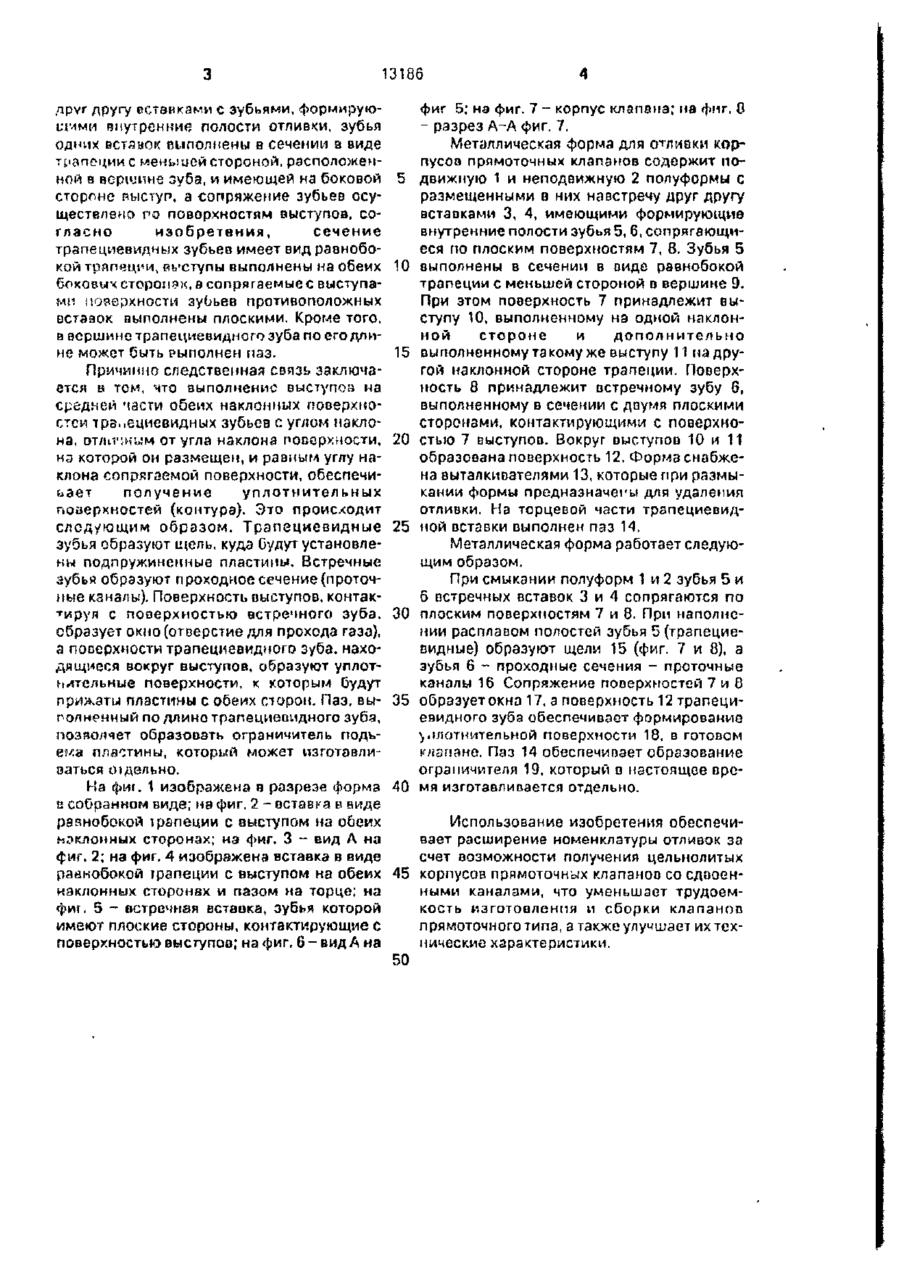
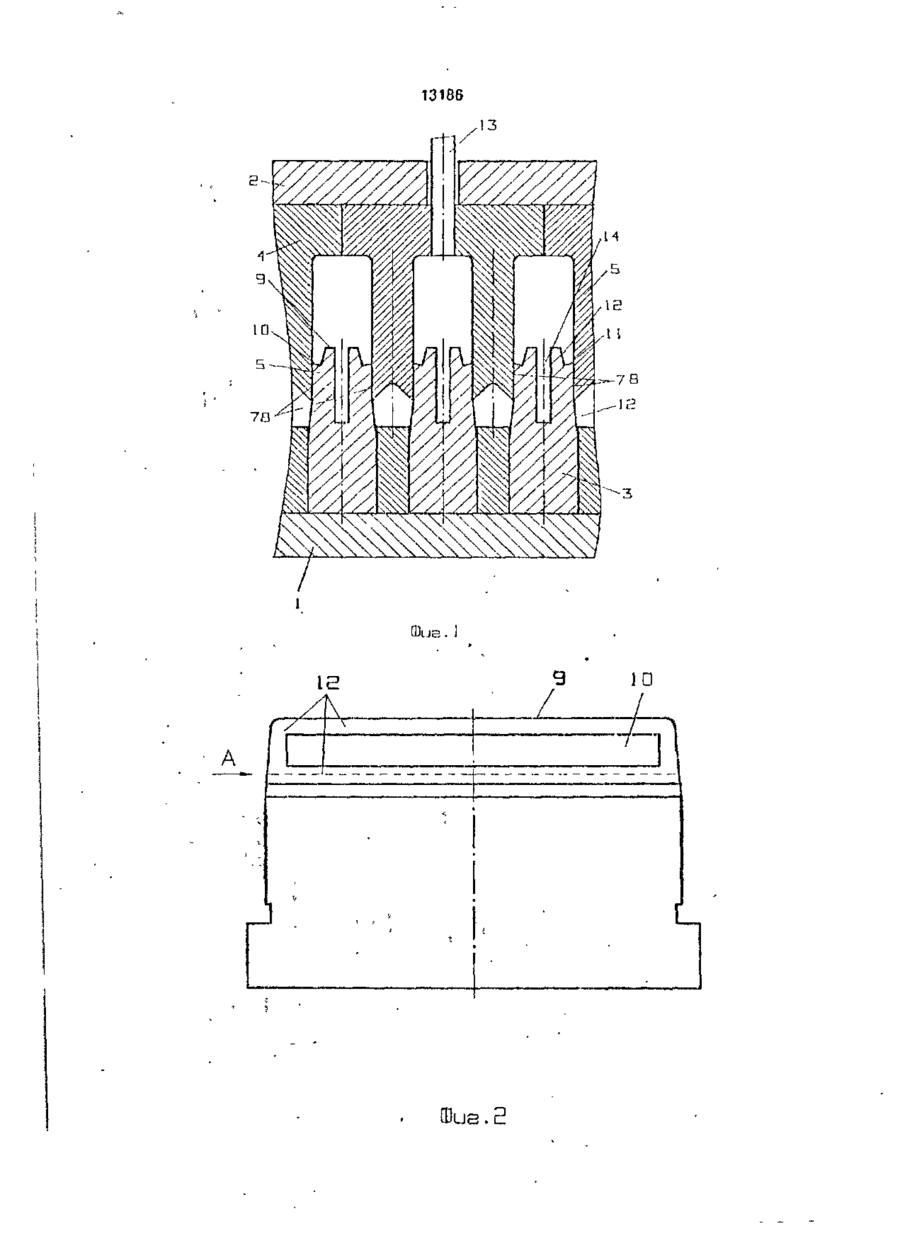
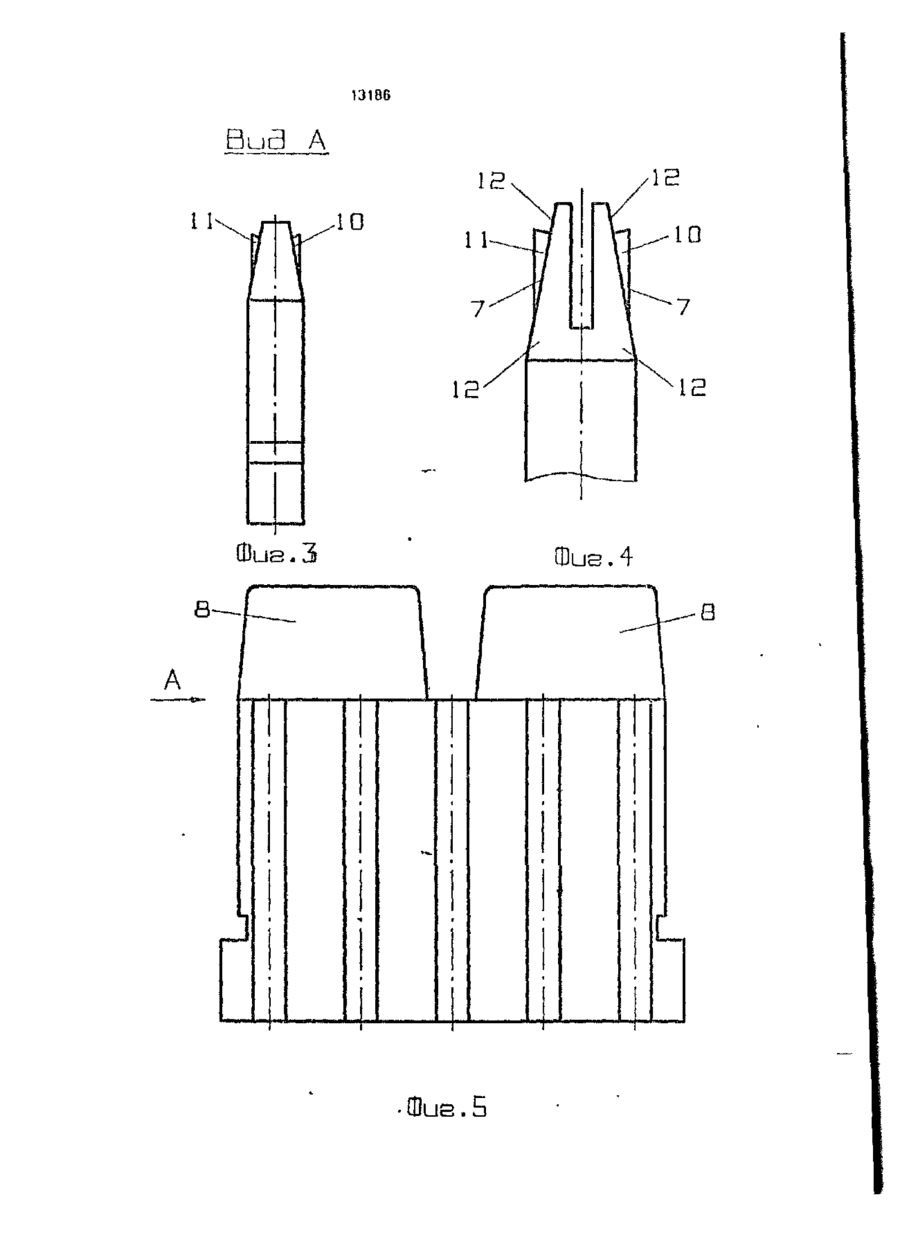
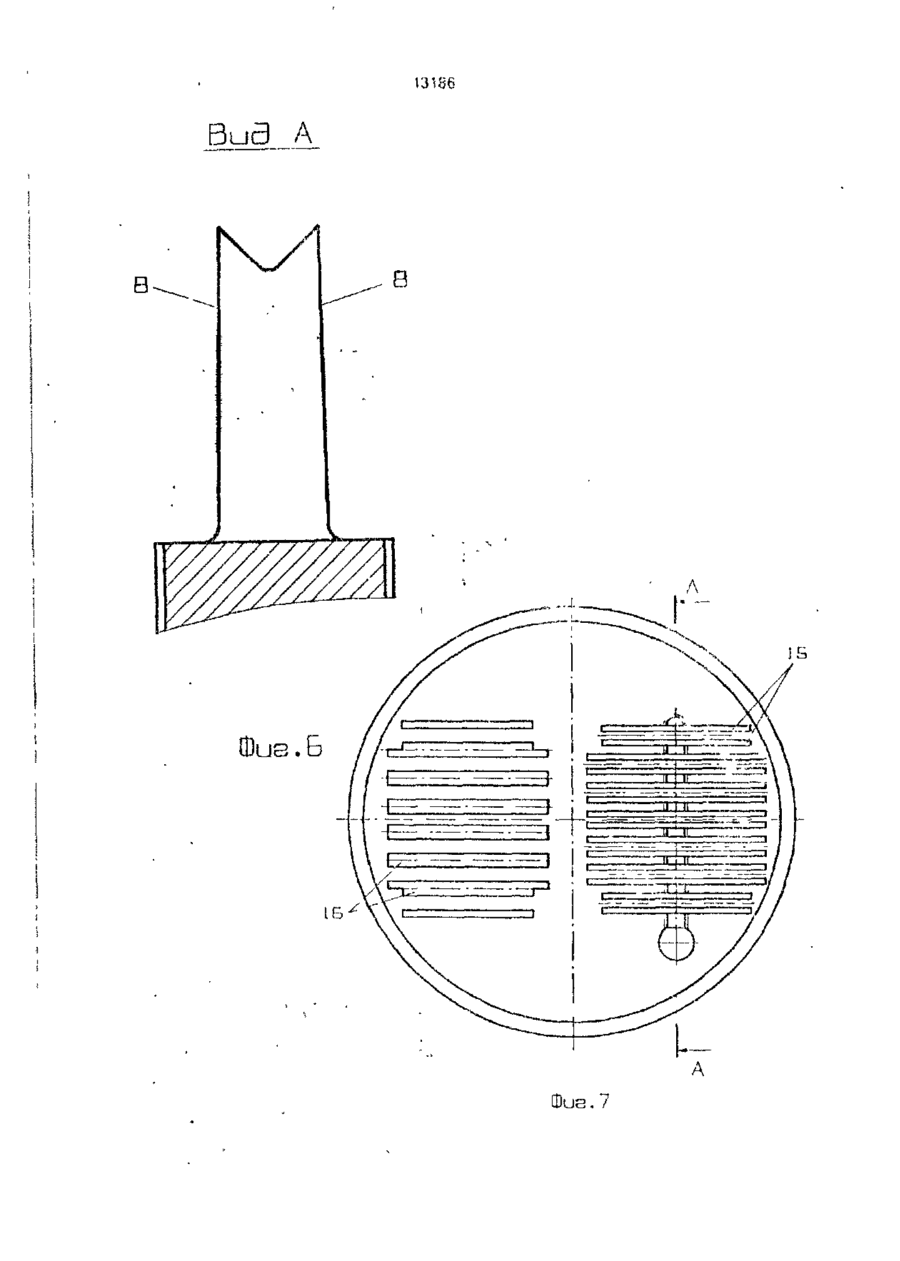
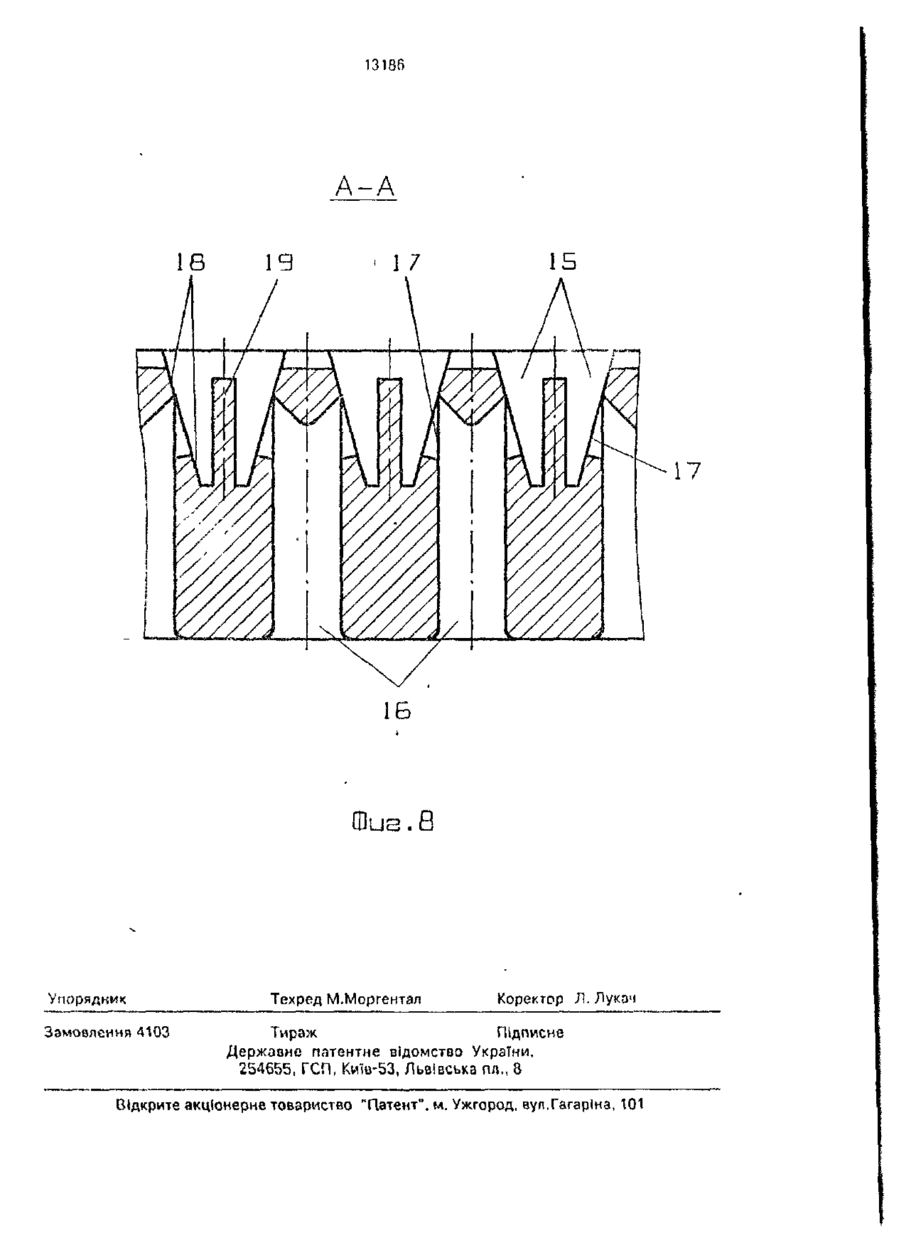
1. Металлическая форма длл огливки корпусоо прямоточных клапанов, содержащая подвижную и неподвижную полуформы с размещенными навстречу друг другу 2. Форма по п.1, о т л и ч а ю щ з я с я тем, что в вершине трапециевидного зуба по его длине выполнен пзз. -Изобретение относится к области литейного производства, в частности, к литью в металлические формы. Известна металлическая литейная форма, содержащая подвижную и неподвижную полуформы, о обоймах которых пмоигирооаны навстречу друг другу формирующие внутренние полости встапки, снабженные зубьями, сопряженными по наклонным плоским поверхностям [1] Однако изготовление отливки клапана трудоемко, требуется сложная механическая обработка, а также ограничена номенклатура оглнвок корпусов прямоточных клапанов. Изиестна металлическая форма для отливки прямоточных клапанов, содержащая подвижную и неподвижную полуформы и вставки, направленные встречно, и сопрягающиеся по плоским поверхностям. При этом, одни вставки выполнены с зубьями, имеющими криволинейную поверхность, а ответные вставки п сечении имеют сид прямоугольной трапеции, на наклонной поверхности которой выполнен выступ. По этому выступу осуществлено сопряжение поверхностей вставок [2] Недостатком описанной формы является невозможность отлипли корпусов прямоточных клапанов со сдооенными проточными каналами, которые лозполяют увеличить эквивалентную площадь клаплна на 30-35%. Задачей изобретения является расшир^чие номенклатуры отливок. Поставленная задача реіиается за счет того, что в иззестной металлической форме для отливки корпусов прямоточных клапаноп, содеfj-кащей подвижную и неподвижную полуформы С размещенными пглэстречу пияч 13186 фиг 5; на фиг. 7 - корпус клапана; иа фиг. О .друг другу вставками с зубьями, формирую- разрез А-А фиг. 7. ілими внутренние полости отливки, зубья одних вставок выполнены в сечении в виде Металлическая форма для отливки кортрапеции с меньшей стороной, расположенпусоз прямоточных клапанов содержит поной в вершине зуба, и имеющей на боковой 5 движную 1 и неподвижную 2 полуформы с стороне выступ, а сопряжение зубьев осуразмещенными в них навстречу друг другу ществлено по поверхностям выступов, совставками 3, 4, имеющими формирующие гласно изобретения, сечение внутренние полости зубья 5, 6, сопрягающитрапециевидных зубьео имеет вид равнобоеся по плоским поверхностям 7, 8. Зубья 5 кой трапеции, вь'ступы выполнены на обеих 10 выполнены в сечении в виде равнобокой боковых сторонах, э сопрягаемые с выступатрапеции с меньшей стороной в вершине 9. ми поверхности зуЬьев противоположных При этом поверхность 7 принадлежит вывстааок выполнены плоскими. Кроме того, ступу 10, выполненному нэ одной наклонв вершине трапециевидного зуба по его длиной стороне и дополнительно не может быть рыполнен паз. 15 выполненному та кому же выступу 11 на другой наклонной стороне трапеции. ПоверхПричинно следственная связь заключаность 8 принадлежит встречному зубу б, ется в том, что выполнение выступоа на выполненному в сечении с двумя плоскими средней масти обеих наклонных поверхносторонами, контактирующими с поверхностей трапециевидных зубьев с углом наклона, отлп'шим от угла наклона поверхности, 20 стыо 7 выступов. Вокруг выступов 10 и 11 нз которой он размещен, и равным углу наобразована поверхность 12. Форма снабжеклона сопрягаемой поверхности, обеспечина выталкивателями 13, которые при размыьает получение уплотнительных кании формы предназначегы для удаления поверхностей (контура). Это происходит отливки. На торцевой части трапециевидследующим образом, Трапециевидные 25 ной вставки выполнен паз 14. зубья образуют щель, куда Оудут установлеМеталлическая форма работает следуюны подпружиненные пластины. Встречные щим образом. эубьй образуют проходное сечение (проточПри смыкании полуформ 1 и 2 зубья 5 и ные каналы). Поверхность выступов, контак6 встречных вставок 3 и 4 сопрягаются по тируя с поверхностью встречного зуба, 30 плоским поверхностям 7 и 8. При наполнеобразует окно (отверстие для прохода газа), нии расплавом полостей зубья 5 (трапециеа пооерхности трапециевидного зуба, наховидные) образуют щели 15 (фиг. 7 и 8), а дящиеся вокруг выступов, образуют уплотзубьп 6 - проходные сечения - проточные hотельные поверхности, к которым будут каналы 16 Сопряжение пооерхностей 7 и 8 прижаты пластины с обеих сторон. Паз, вы35 образует окна 17, а поверхность 12 трапециполненный по длине трапециевидного зуба, евидного зуба обеспечивает формирование позволяет образовать ограничитель подъ^.шотнительной поверхности 18, в готовом ема пластины, который может изготавликлапане. Паз 14 обеспечивает образование ваться сідельно. ограничителя 19, который в настоящее вреИа фиі. 1 изображена в разрезе форма 40 мя изготавливается отдельно. 2 собранном виде; на фиг, 2 - вставка в виде разнобокой ірапеции с выступом на ооеих Использование изобретения обеспечипоклонных сторонах; на фиг. 3 - вид Л на вает расширение номенклатуры отливок за фиг. 2; на фиг, 4 изображена вставка в виде счет возможности получения цельнолитых раанобокой ірапеции с выступом на обеих 45 корпусов прямоточных клапанов со сдвоеннаклонных сторонах и пазом на торце; на ными каналами, что уменьшает трудоемфиг, 5 - встречная вставка, зубья которой кость изготовления и сборки клапанов имеют плоские стороны, контактирующие с прямоточного типа, а также улучшает их техповерхностью высгупоа; на фиг. 6-видА на нические характеристики. 50 13186 .13 14 fflus. 10 A 13186 Bu3 A ID IE fflua. 3 ffius.4 8 A •Шиа.5 13186 A A 8 Iі • " II II . . . - ' II Шиз, 7 • 13186 A-A 17 1Б ffiua.B Упорядник Замовлення 4103 Техред М.Моргентал Коректор Л. Лукам Тираж Підписне Державне патентне відомство України, 254655, ГСП, Киїа-53, Львівська пл„ 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMetal mold for casting of bodies of direct-flow valves
Автори англійськоюZakharzhevskyi Heorhii Leonidovych
Назва патенту російськоюМеталлическая форма для отливки корпусов прямоточных клапанов
Автори російськоюЗахаржевский Георгий Леонидович
МПК / Мітки
МПК: B22D 11/049
Мітки: прямоточних, клапонів, відливки, форма, металева, корпусів
Код посилання
<a href="https://ua.patents.su/6-13186-metaleva-forma-dlya-vidlivki-korpusiv-pryamotochnikh-klaponiv.html" target="_blank" rel="follow" title="База патентів України">Металева форма для відливки корпусів прямоточних клапонів</a>
Металева форма для відливки прямоточних клапанів
Номер патенту: 1962
Опубліковано: 20.12.1994
Автор: Захаржевський Георгій Леонідович
МПК: B22D 11/049
Мітки: відливки, металева, клапанів, форма, прямоточних
Формула / Реферат:
Металлическая форма для отливки прямоточных клапанов, содержащая подвижную и неподвижную полуформы и вставки, направленные встречно и сопрягающиеся по плоским поверхностям, отличающаяся тем, что одни вставки выполнены с зубьями, имеющими криволинейную поверхность, а ответные вставки в сечении имеют вид прямоугольной трапеции; при этом сопряжение поверхностей вставок осуществлено по выступу, выполненному на наклонной стороне трапеции.
Лист із алюмінієвого сплаву для виготовлення корпусів банок та спосіб його виготовлення

Номер патенту: 4774
Опубліковано: 28.12.1994
Автор: Дідьє Тейрлінк
МПК: C22C 21/06, C22F 1/04
Мітки: корпусів, спосіб, алюмінієвого, сплаву, банок, виготовлення, лист
Формула / Реферат:
1. Лист из алюминиевого сплава для изготовления корпусов банок преимущественно путем штамповки-вытяжки для газированных и негазированных напитков, содержащий кремний, железо, марганец, медь, магний, титан и алюминий, отличающийся тем, что, с целью повышения качества поверхности банок, лист имеет на 10-25% поверхности равномерно распределенные частицы, образованные аморфными оксидами алюминия и кристаллическими оксидами магния и алюминия...
Установка для безперервної відливки виробів
Номер патенту: 9915
Опубліковано: 30.09.1996
Автор: Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: безперервної, виробів, установка, відливки
Формула / Реферат:
(57) Установка для непрерывной отливки изделий, содержащая полуформы, установленные на тележках, закрепленных на цепях сопряженных между собой конвейеров, образующие общий заливочный канал, и заливочное устройство, отличающаяся тем, что полуформы закреплены на тележках шарнирно, ось вращения которых смещены относительно центра тяжести, а конвейер выполнен вертикально-замкнутым и установлен наклонно к горизонтальной плоскости.
Піддон для відливки зливок у крізьні виливниці

Номер патенту: 1468
Опубліковано: 25.07.1994
Автори: Савченко Леонід Степанович, Дворядкін Борис Олександрович, Кущенко Олександр Іванович, Бросєв Олександр Олександрович, Локтіонов Петро Якович, Тарасов Віктор Іванович, Бондаренко Микола Андрійович
МПК: B22D 7/06
Мітки: піддон, виливниці, відливки, зливок, крізьні
Формула / Реферат:
Поддон для отливки слитков в сквозные изложницы в виде плиты с выступами по периметру внутренних стенок изложницы, отличающийся тем, что плита выполнена выпуклой, вытянутой в сторону узких граней и плавно переходящей в выступы по периметру, а величина выпуклости составляет 0,15...0,3 толщины поддона.
Установка для безперервної відливки виробів
Номер патенту: 9946
Опубліковано: 30.09.1996
Автори: Жеребний Олександр Михайлович, Жеребний Михайло Олександрович
МПК: B22D 15/00
Мітки: відливки, безперервної, установка, виробів
Формула / Реферат:
(57) 1. Установка для непрерывной отливки изделий, содержащая сопряженные между собой горизонтально замкнутые цепи с полуформами, имеющими формообразующие полости и образующими общий металло-лриемник в виде усеченного конуса, отличающаяся тем, что металлоприемник соединен с формообразующими полостями полуформ или с литниковым каналом, соединенным с формообразующими полостями, при этом полуформы установлены наклонно к горизонтальной...
Попередній патент: Сонячний колектор з антиконвективною структурою
Наступний патент: Акустичний пиловловлювач
Випадковий патент: Зварювальний інвертор-накопичувач