Пристрій для лазерної пробивки отворів
Номер патенту: 102360
Опубліковано: 26.10.2015

Формула / Реферат
Пристрій для лазерної пробивки порожнин, який містить лазер з блоком живлення, фокусуючу лінзу, розташовану в корпусі, на протилежній стороні якого закріплено ущільнення для утримання заготовки підчас обробки, а порожнину корпусу з'єднано з датчиком тиску та через вузол вхідної діафрагми з вакуум-насосом, який відрізняється тим, що вузол вхідної діафрагми виконано у вигляді дроселя з приводом змінення його прохідного перерізу, який підключено до датчику тиску в пневмоциліндрі односторонньої дії, що встановлено під корпусом і використано як завантажувальний механізм оброблювальних заготовок шляхом їх переміщення від місця завантаження із бункера до ущільнення корпусу внаслідок розташування на торці штока пневмоциліндра, в якому виготовлено наскрізний отвір, причому обидва датчика тиску підключено до блока живлення лазера для лазерної пробивки отворів.
Текст
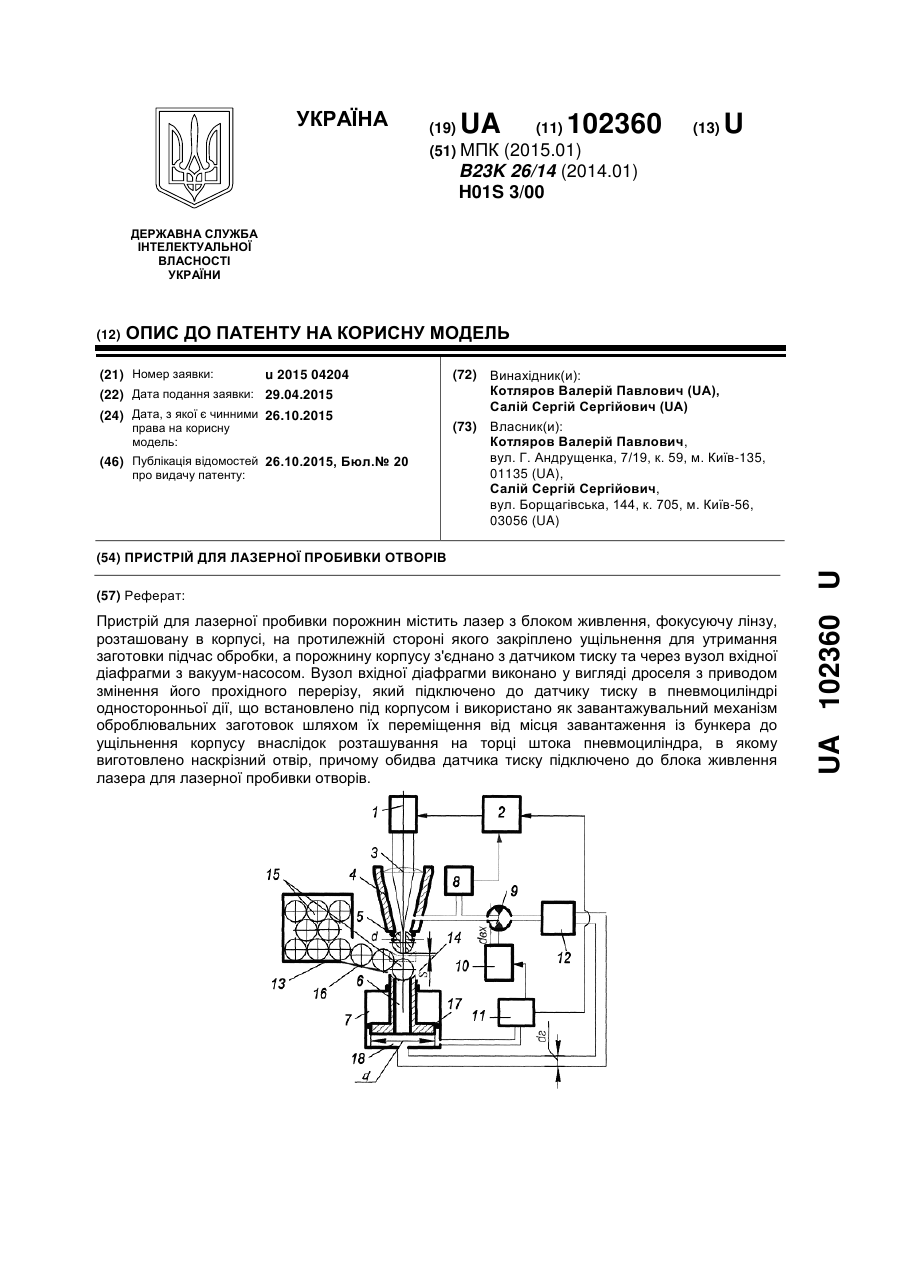
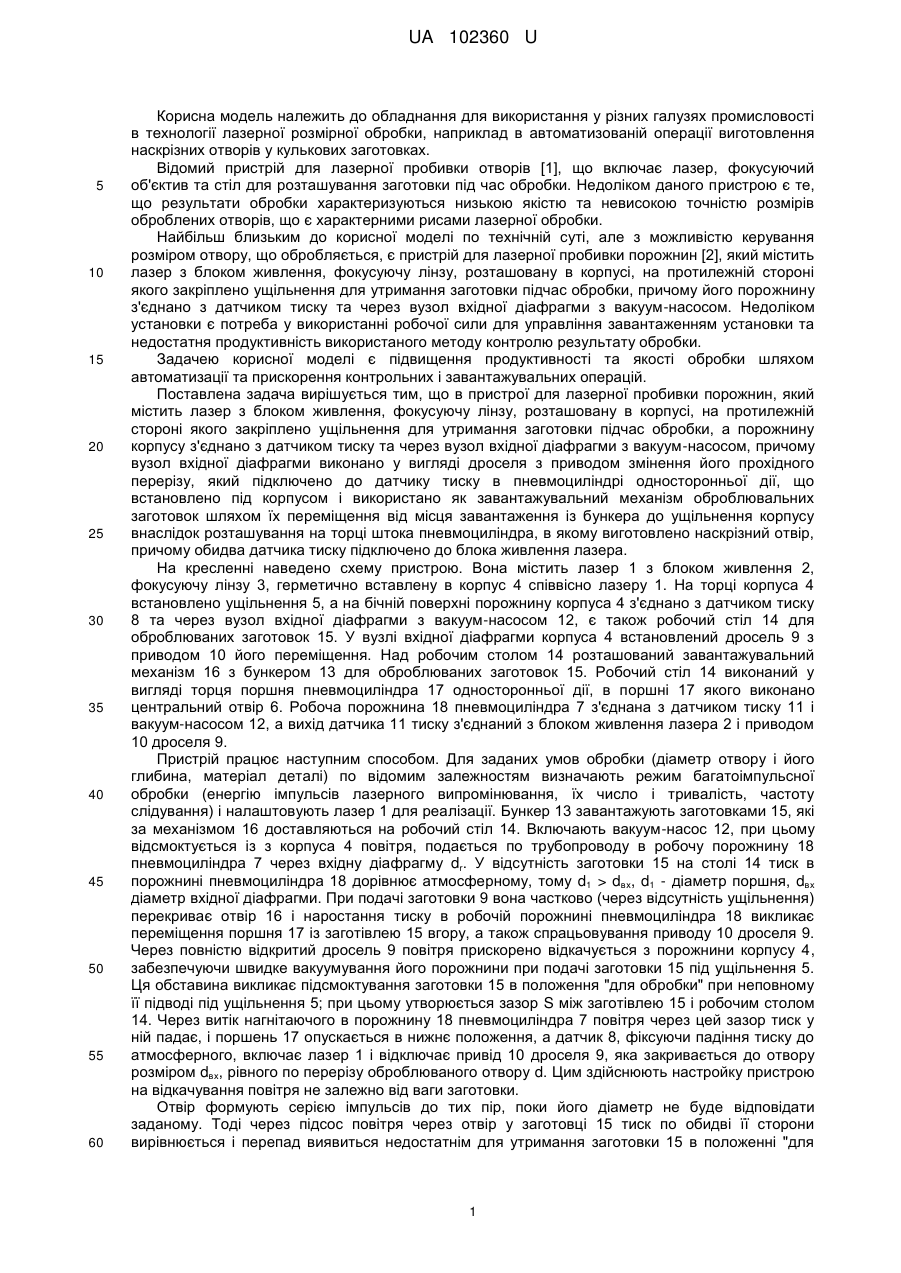
Реферат: Пристрій для лазерної пробивки порожнин містить лазер з блоком живлення, фокусуючу лінзу, розташовану в корпусі, на протилежній стороні якого закріплено ущільнення для утримання заготовки підчас обробки, а порожнину корпусу з'єднано з датчиком тиску та через вузол вхідної діафрагми з вакуум-насосом. Вузол вхідної діафрагми виконано у вигляді дроселя з приводом змінення його прохідного перерізу, який підключено до датчику тиску в пневмоциліндрі односторонньої дії, що встановлено під корпусом і використано як завантажувальний механізм оброблювальних заготовок шляхом їх переміщення від місця завантаження із бункера до ущільнення корпусу внаслідок розташування на торці штока пневмоциліндра, в якому виготовлено наскрізний отвір, причому обидва датчика тиску підключено до блока живлення лазера для лазерної пробивки отворів. UA 102360 U (54) ПРИСТРІЙ ДЛЯ ЛАЗЕРНОЇ ПРОБИВКИ ОТВОРІВ UA 102360 U UA 102360 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обладнання для використання у різних галузях промисловості в технології лазерної розмірної обробки, наприклад в автоматизованій операції виготовлення наскрізних отворів у кулькових заготовках. Відомий пристрій для лазерної пробивки отворів [1], що включає лазер, фокусуючий об'єктив та стіл для розташування заготовки під час обробки. Недоліком даного пристрою є те, що результати обробки характеризуються низькою якістю та невисокою точністю розмірів оброблених отворів, що є характерними рисами лазерної обробки. Найбільш близьким до корисної моделі по технічній суті, але з можливістю керування розміром отвору, що обробляється, є пристрій для лазерної пробивки порожнин [2], який містить лазер з блоком живлення, фокусуючу лінзу, розташовану в корпусі, на протилежній стороні якого закріплено ущільнення для утримання заготовки підчас обробки, причому його порожнину з'єднано з датчиком тиску та через вузол вхідної діафрагми з вакуум-насосом. Недоліком установки є потреба у використанні робочої сили для управління завантаженням установки та недостатня продуктивність використаного методу контролю результату обробки. Задачею корисної моделі є підвищення продуктивності та якості обробки шляхом автоматизації та прискорення контрольних і завантажувальних операцій. Поставлена задача вирішується тим, що в пристрої для лазерної пробивки порожнин, який містить лазер з блоком живлення, фокусуючу лінзу, розташовану в корпусі, на протилежній стороні якого закріплено ущільнення для утримання заготовки підчас обробки, а порожнину корпусу з'єднано з датчиком тиску та через вузол вхідної діафрагми з вакуум-насосом, причому вузол вхідної діафрагми виконано у вигляді дроселя з приводом змінення його прохідного перерізу, який підключено до датчику тиску в пневмоциліндрі односторонньої дії, що встановлено під корпусом і використано як завантажувальний механізм оброблювальних заготовок шляхом їх переміщення від місця завантаження із бункера до ущільнення корпусу внаслідок розташування на торці штока пневмоциліндра, в якому виготовлено наскрізний отвір, причому обидва датчика тиску підключено до блока живлення лазера. На кресленні наведено схему пристрою. Вона містить лазер 1 з блоком живлення 2, фокусуючу лінзу 3, герметично вставлену в корпус 4 співвісно лазеру 1. На торці корпуса 4 встановлено ущільнення 5, а на бічній поверхні порожнину корпуса 4 з'єднано з датчиком тиску 8 та через вузол вхідної діафрагми з вакуум-насосом 12, є також робочий стіл 14 для оброблюваних заготовок 15. У вузлі вхідної діафрагми корпуса 4 встановлений дросель 9 з приводом 10 його переміщення. Над робочим столом 14 розташований завантажувальний механізм 16 з бункером 13 для оброблюваних заготовок 15. Робочий стіл 14 виконаний у вигляді торця поршня пневмоциліндра 17 односторонньої дії, в поршні 17 якого виконано центральний отвір 6. Робоча порожнина 18 пневмоциліндра 7 з'єднана з датчиком тиску 11 і вакуум-насосом 12, а вихід датчика 11 тиску з'єднаний з блоком живлення лазера 2 і приводом 10 дроселя 9. Пристрій працює наступним способом. Для заданих умов обробки (діаметр отвору і його глибина, матеріал деталі) по відомим залежностям визначають режим багатоімпульсної обробки (енергію імпульсів лазерного випромінювання, їх число і тривалість, частоту слідування) і налаштовують лазер 1 для реалізації. Бункер 13 завантажують заготовками 15, які за механізмом 16 доставляються на робочий стіл 14. Включають вакуум-насос 12, при цьому відсмоктується із з корпуса 4 повітря, подається по трубопроводу в робочу порожнину 18 пневмоциліндра 7 через вхідну діафрагму dr. У відсутність заготовки 15 на столі 14 тиск в порожнині пневмоциліндра 18 дорівнює атмосферному, тому d1 > dвх, d1 - діаметр поршня, dвх діаметр вхідної діафрагми. При подачі заготовки 9 вона частково (через відсутність ущільнення) перекриває отвір 16 і наростання тиску в робочій порожнині пневмоциліндра 18 викликає переміщення поршня 17 із заготівлею 15 вгору, а також спрацьовування приводу 10 дроселя 9. Через повністю відкритий дросель 9 повітря прискорено відкачується з порожнини корпусу 4, забезпечуючи швидке вакуумування його порожнини при подачі заготовки 15 під ущільнення 5. Ця обставина викликає підсмоктування заготовки 15 в положення "для обробки" при неповному її підводі під ущільнення 5; при цьому утворюється зазор S між заготівлею 15 і робочим столом 14. Через витік нагнітаючого в порожнину 18 пневмоциліндра 7 повітря через цей зазор тиск у ній падає, і поршень 17 опускається в нижнє положення, а датчик 8, фіксуючи падіння тиску до атмосферного, включає лазер 1 і відключає привід 10 дроселя 9, яка закривається до отвору розміром dвх, рівного по перерізу оброблюваного отвору d. Цим здійснюють настройку пристрою на відкачування повітря не залежно від ваги заготовки. Отвір формують серією імпульсів до тих пір, поки його діаметр не буде відповідати заданому. Тоді через підсос повітря через отвір у заготовці 15 тиск по обидві її сторони вирівнюється і перепад виявиться недостатнім для утримання заготовки 15 в положенні "для 1 UA 102360 U 5 10 обробки". Вона впаде, відкриваючи торець корпуса 4 для підсосу повітря і подачі в порожнину 18 пневмоциліндра 7 з встановленою на його поршні робочого стола 14 чергову заготовку 15. Цикл повторюється в автоматичному режимі до тих пір, поки здійснюється подача заготовок 15 з бункера 13. За рахунок автоматизації процесу досягають високої продуктивності і якості отворів, що пробиваються, шляхом отримання стабільних результатів. Джерела інформації:: 1. Патент Російської федерації № 2208504, МПК В23K 26/38, H01S 3/08, А61В 17/22, опубл. 20.07.2003 р. 2. Авторське свідоцтво СРСР № 3945788 В23K 26/00 опуб. 01.12.1986 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Пристрій для лазерної пробивки порожнин, який містить лазер з блоком живлення, фокусуючу лінзу, розташовану в корпусі, на протилежній стороні якого закріплено ущільнення для утримання заготовки підчас обробки, а порожнину корпусу з'єднано з датчиком тиску та через вузол вхідної діафрагми з вакуум-насосом, який відрізняється тим, що вузол вхідної діафрагми виконано у вигляді дроселя з приводом змінення його прохідного перерізу, який підключено до датчику тиску в пневмоциліндрі односторонньої дії, що встановлено під корпусом і використано як завантажувальний механізм оброблювальних заготовок шляхом їх переміщення від місця завантаження із бункера до ущільнення корпусу внаслідок розташування на торці штока пневмоциліндра, в якому виготовлено наскрізний отвір, причому обидва датчика тиску підключено до блока живлення лазера для лазерної пробивки отворів. Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for laser punching holes
Автори англійськоюKotliarov Valerii Pavlovych, Salii Serhii Serhiiovych
Назва патенту російськоюУстройство для лазерной пробивки отверстий
Автори російськоюКотляров Валерий Павлович, Салий Сергей Сергеевич
МПК / Мітки
МПК: B23K 26/14, H01S 3/00
Мітки: отворів, пробивки, пристрій, лазерної
Код посилання
<a href="https://ua.patents.su/4-102360-pristrijj-dlya-lazerno-probivki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для лазерної пробивки отворів</a>
Спосіб лазерної пробивки крізних отворів
Номер патенту: 75168
Опубліковано: 26.11.2012
Автори: Котляров Валерій Павлович, Котельніков Дмитро Володимирович
МПК: B23K 26/00
Мітки: лазерної, отворів, спосіб, пробивки, крізних
Формула / Реферат:
Спосіб лазерної пробивки крізних отворів, при якому обробку виконують в багатоімпульсному режимі, який відрізняється ним, що в процесі обробки вимірюють тиск в порожнині деталі, підключаючи її до датчика тиску.
Автоматизована установка для пробивки отворів лазерним випромінюванням
Номер патенту: 97198
Опубліковано: 10.03.2015
Автори: Нікітченко Андрій Миколайович, Котляров Валерій Павлович
МПК: H01S 3/09
Мітки: лазерним, пробивки, отворів, установка, випромінюванням, автоматизована
Формула / Реферат:
Автоматизована установка для пробивки отворів лазерним випромінюванням, яка містить лазер з блоком живлення, фокусуючу лінзу, встановлену з можливістю переміщення вздовж оптичної осі лазера, стіл з отвором для розміщення оброблюваної деталі, а також механізм для зміни положення фокусу лінзи по товщині деталі в процесі обробки, виконаний у вигляді пневмоциліндра з підпружиненим поршнем, з'єднаного з газовою магістраллю, до якого підключений...
Пристрій для пробивки отворів на плівці
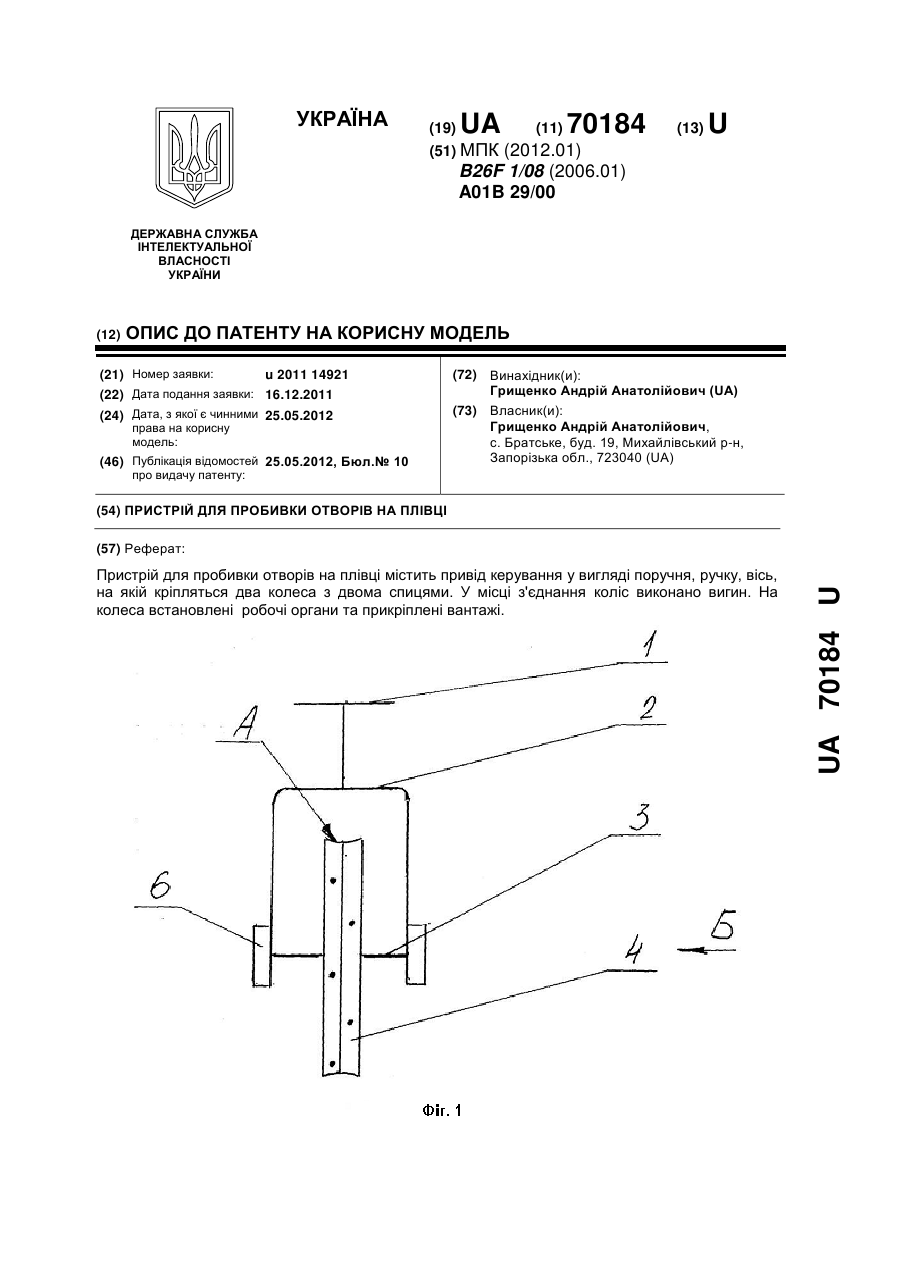
Номер патенту: 70184
Опубліковано: 25.05.2012
Автор: Грищенко Андрій Анатолійович
МПК: B26F 1/08, A01B 29/00
Мітки: пробивки, плівці, пристрій, отворів
Формула / Реферат:
1. Пристрій для пробивки отворів на плівці, що складається з приводу керування у вигляді поручня, до якого прикріплена ручка, робочих органів, осі, який відрізняється тим, що на осі встановлені два з'єднаних між собою колеса з двома спицями в кожному з них для жорсткості, причому у місці з'єднання коліс виконано вигин і на колесах встановлені робочі органи та прикріплені вантажі.2. Пристрій по п. 1, який відрізняється тим, що робочі...
Пристрій для пробивки отворів в стінках порожнистих виробів
Номер патенту: 11151
Опубліковано: 25.12.1996
Автор: Афанасієв Микола Миколайович
МПК: B21D 28/24
Мітки: стінках, виробів, пристрій, пробивки, отворів, порожнистих
Формула / Реферат:
(57) Устройство для пробивки отверстий в стенках полых изделий, содержащее на неподвижной нижней плите опору для установки изделия, упоры, ограничивающие его положение, матрицу, стойку, рычаг, шарнир-но связанный одним концом со стойкой и несущий на другом конце пуансон, а такжесодержащее деталь, связывающую рычаг с подвижной верхней частью и шарнирно связанную с ней, и элементы направления рычага, отличающееся тем, что деталь, связывающая...
Штамп для пробивки отворів
Номер патенту: 72991
Опубліковано: 10.09.2012
Автори: Каргін Борис Сергійович, Аніщенко Олександр Сергійович, Клімов Віталій Олегович, Каргін Сергій Борисович
МПК: B21D 28/14
Мітки: пробивки, отворів, штамп
Формула / Реферат:
Штамп для пробивки отворів, який містить матрицю з робочим пояском і пуансон, що складається з хвостовика, центральної частини, а також робочої частини, торець та бокова поверхня якої створюють різальну кромку з діаметром, меншим за діаметр робочого пояска матриці, який відрізняється тим, що центральна частина пуансона виконана з діаметром що перевищує діаметр робочої частини пуансона, створюючи при цьому боковими поверхнями калібруючу...
Попередній патент: Циклон
Наступний патент: Пристрій для лазерної обробки отворів
Випадковий патент: Перемикання в пасивному режимі в мережі пакетних даних