Штамп для пробивки отворів
Номер патенту: 72991
Опубліковано: 10.09.2012
Автори: Клімов Віталій Олегович, Аніщенко Олександр Сергійович, Каргін Сергій Борисович, Каргін Борис Сергійович

Формула / Реферат
Штамп для пробивки отворів, який містить матрицю з робочим пояском і пуансон, що складається з хвостовика, центральної частини, а також робочої частини, торець та бокова поверхня якої створюють різальну кромку з діаметром, меншим за діаметр робочого пояска матриці, який відрізняється тим, що центральна частина пуансона виконана з діаметром що перевищує діаметр робочої частини пуансона, створюючи при цьому боковими поверхнями калібруючу кромку.
Текст
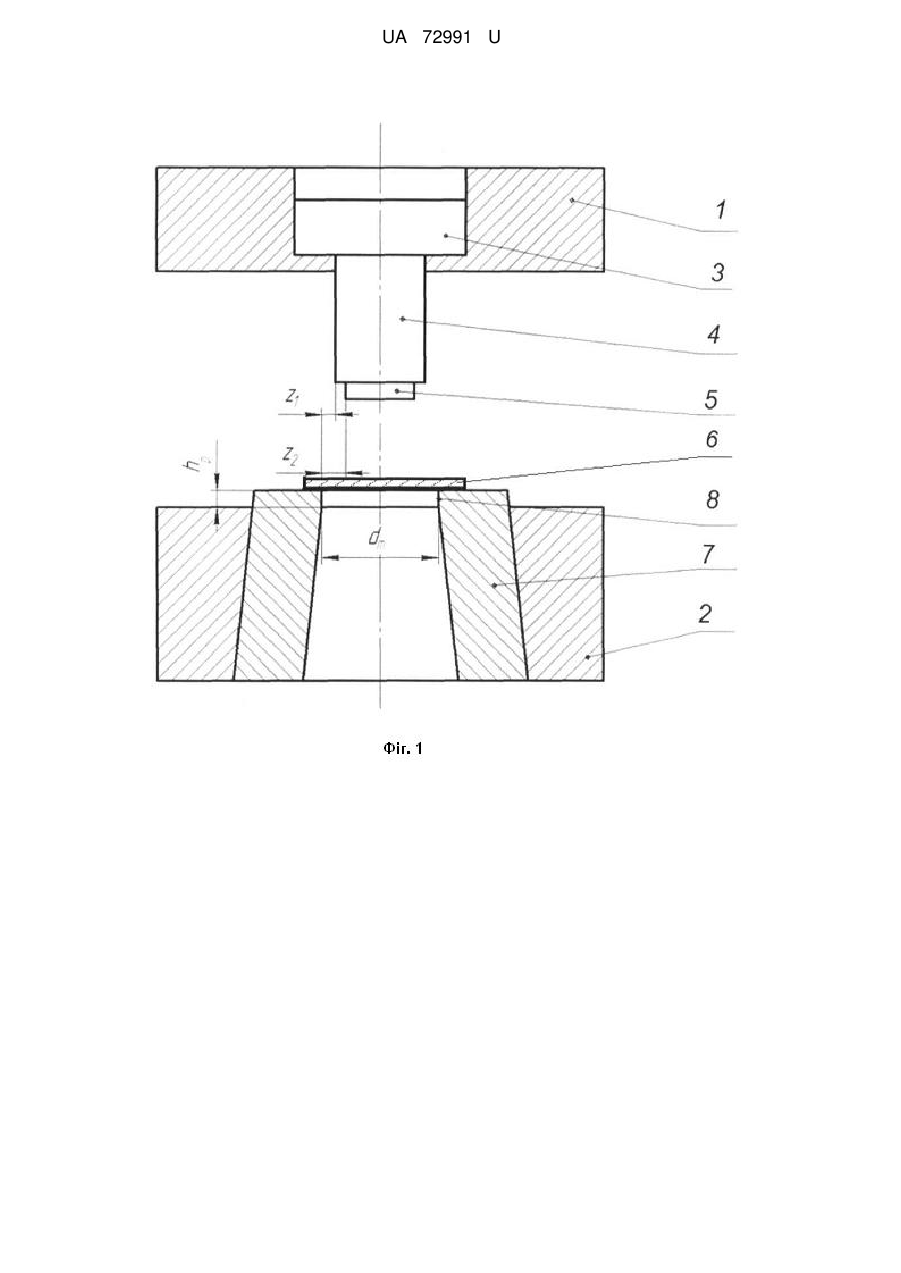
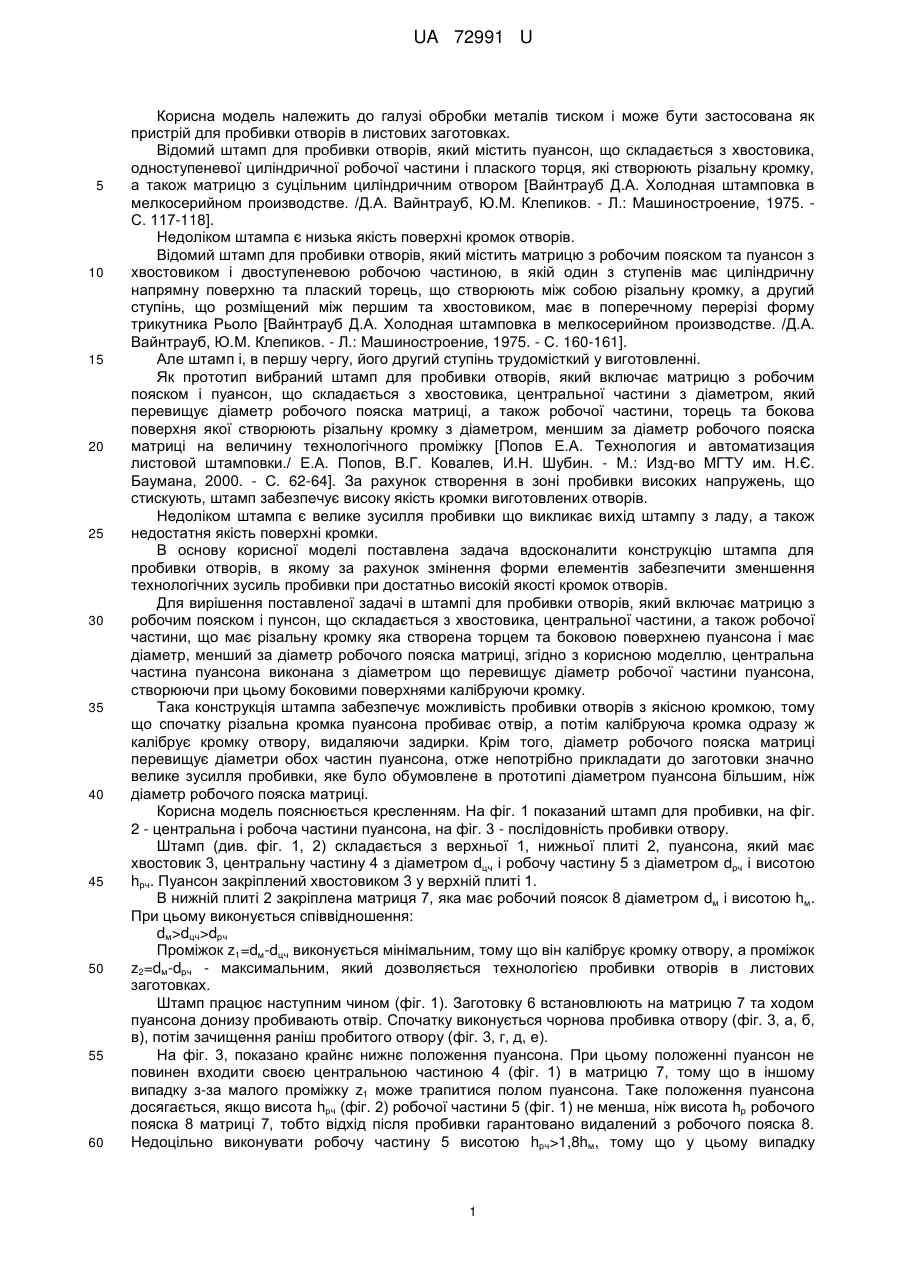
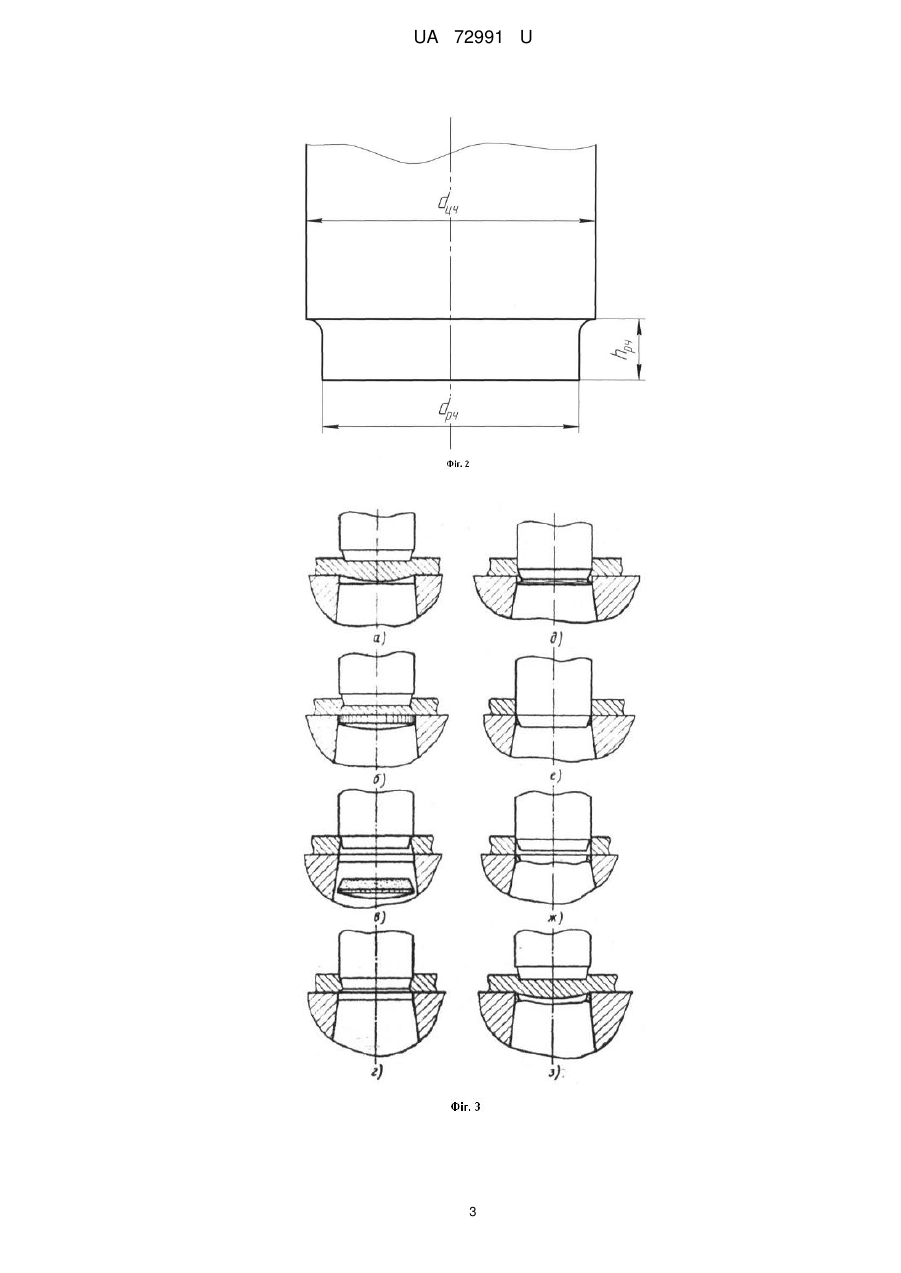
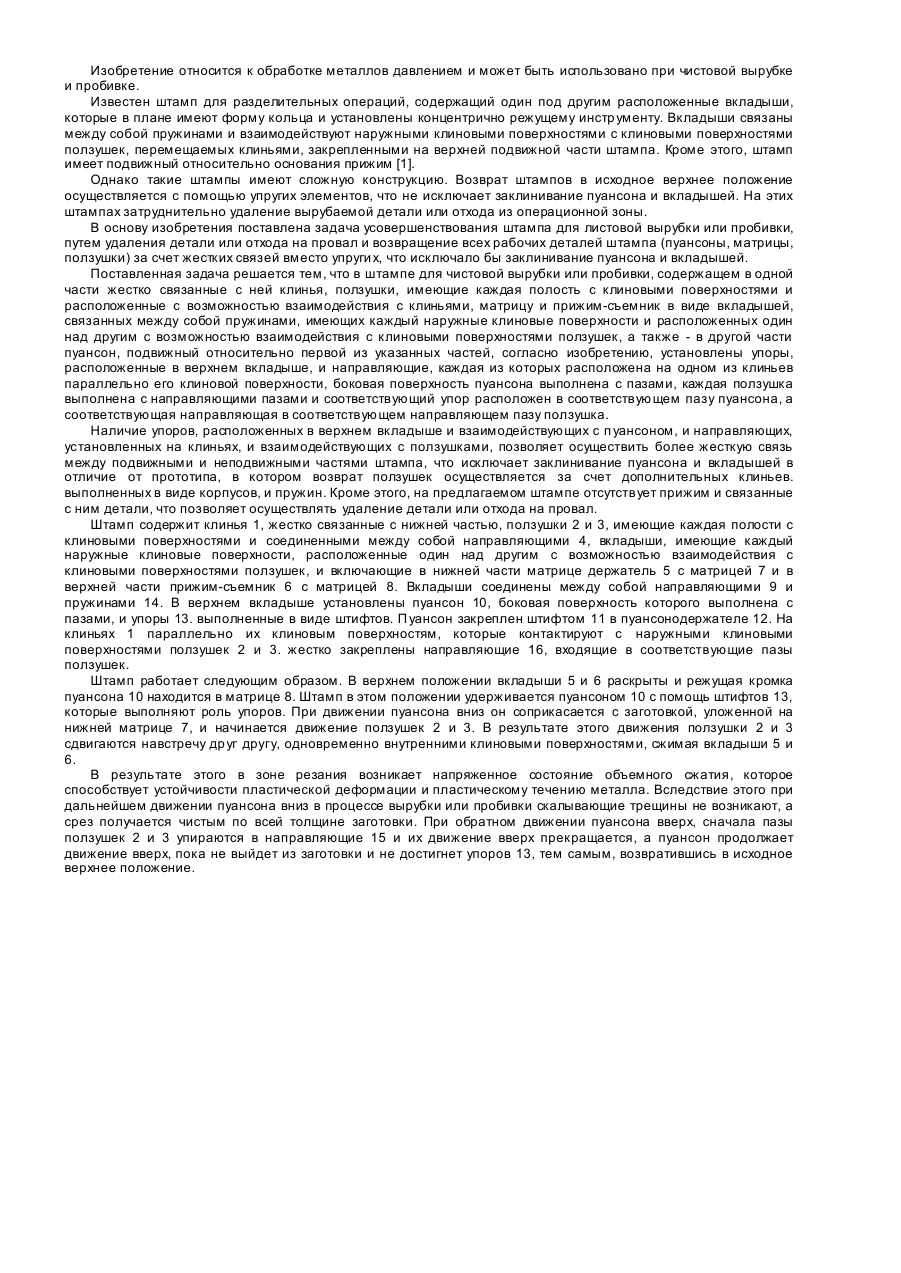
Реферат: Штамп для пробивки отворів містить матрицю з робочим пояском і пуансон, що складається з хвостовика, центральної частини, а також робочої частини, торець та бокова поверхня якої створюють різальну кромку з діаметром, меншим за діаметр робочого пояска матриці. Центральна частина пуансона виконана з діаметром що перевищує діаметр робочої частини пуансона, створюючи при цьому боковими поверхнями калібруючи кромку. UA 72991 U (54) ШТАМП ДЛЯ ПРОБИВКИ ОТВОРІВ UA 72991 U UA 72991 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі обробки металів тиском і може бути застосована як пристрій для пробивки отворів в листових заготовках. Відомий штамп для пробивки отворів, який містить пуансон, що складається з хвостовика, одноступеневої циліндричної робочої частини і плаского торця, які створюють різальну кромку, а також матрицю з суцільним циліндричним отвором [Вайнтрауб Д.А. Холодная штамповка в мелкосерийном производстве. /Д.А. Вайнтрауб, Ю.М. Клепиков. - Л.: Машиностроение, 1975. С. 117-118]. Недоліком штампа є низька якість поверхні кромок отворів. Відомий штамп для пробивки отворів, який містить матрицю з робочим пояском та пуансон з хвостовиком і двоступеневою робочою частиною, в якій один з ступенів має циліндричну напрямну поверхню та плаский торець, що створюють між собою різальну кромку, а другий ступінь, що розміщений між першим та хвостовиком, має в поперечному перерізі форму трикутника Рьоло [Вайнтрауб Д.А. Холодная штамповка в мелкосерийном производстве. /Д.А. Вайнтрауб, Ю.М. Клепиков. - Л.: Машиностроение, 1975. - С. 160-161]. Але штамп і, в першу чергу, його другий ступінь трудомісткий у виготовленні. Як прототип вибраний штамп для пробивки отворів, який включає матрицю з робочим пояском і пуансон, що складається з хвостовика, центральної частини з діаметром, який перевищує діаметр робочого пояска матриці, а також робочої частини, торець та бокова поверхня якої створюють різальну кромку з діаметром, меншим за діаметр робочого пояска матриці на величину технологічного проміжку [Попов Е.А. Технология и автоматизация листовой штамповки./ Е.А. Попов, В.Г. Ковалев, И.Н. Шубин. - М.: Изд-во МГТУ им. Н.Є. Баумана, 2000. - С. 62-64]. За рахунок створення в зоні пробивки високих напружень, що стискують, штамп забезпечує високу якість кромки виготовлених отворів. Недоліком штампа є велике зусилля пробивки що викликає вихід штампу з ладу, а також недостатня якість поверхні кромки. В основу корисної моделі поставлена задача вдосконалити конструкцію штампа для пробивки отворів, в якому за рахунок змінення форми елементів забезпечити зменшення технологічних зусиль пробивки при достатньо високій якості кромок отворів. Для вирішення поставленої задачі в штампі для пробивки отворів, який включає матрицю з робочим пояском і пунсон, що складається з хвостовика, центральної частини, а також робочої частини, що має різальну кромку яка створена торцем та боковою поверхнею пуансона і має діаметр, менший за діаметр робочого пояска матриці, згідно з корисною моделлю, центральна частина пуансона виконана з діаметром що перевищує діаметр робочої частини пуансона, створюючи при цьому боковими поверхнями калібруючи кромку. Така конструкція штампа забезпечує можливість пробивки отворів з якісною кромкою, тому що спочатку різальна кромка пуансона пробиває отвір, а потім калібруюча кромка одразу ж калібрує кромку отвору, видаляючи задирки. Крім того, діаметр робочого пояска матриці перевищує діаметри обох частин пуансона, отже непотрібно прикладати до заготовки значно велике зусилля пробивки, яке було обумовлене в прототипі діаметром пуансона більшим, ніж діаметр робочого пояска матриці. Корисна модель пояснюється кресленням. На фіг. 1 показаний штамп для пробивки, на фіг. 2 - центральна і робоча частини пуансона, на фіг. 3 - послідовність пробивки отвору. Штамп (див. фіг. 1, 2) складається з верхньої 1, нижньої плиті 2, пуансона, який має хвостовик 3, центральну частину 4 з діаметром dцч і робочу частину 5 з діаметром dpч і висотою hpч. Пуансон закріплений хвостовиком 3 у верхній плиті 1. В нижній плиті 2 закріплена матриця 7, яка має робочий поясок 8 діаметром dм і висотою hм. При цьому виконується співвідношення: dм>dцч>dpч Проміжок z1=dм-dцч виконується мінімальним, тому що він калібрує кромку отвору, а проміжок z2=dм-dpч - максимальним, який дозволяється технологією пробивки отворів в листових заготовках. Штамп працює наступним чином (фіг. 1). Заготовку 6 встановлюють на матрицю 7 та ходом пуансона донизу пробивають отвір. Спочатку виконується чорнова пробивка отвору (фіг. 3, а, б, в), потім зачищення раніш пробитого отвору (фіг. 3, г, д, е). На фіг. 3, показано крайнє нижнє положення пуансона. При цьому положенні пуансон не повинен входити своєю центральною частиною 4 (фіг. 1) в матрицю 7, тому що в іншому випадку з-за малого проміжку z1 може трапитися полом пуансона. Таке положення пуансона досягається, якщо висота hрч (фіг. 2) робочої частини 5 (фіг. 1) не менша, ніж висота hp робочого пояска 8 матриці 7, тобто відхід після пробивки гарантовано видалений з робочого пояска 8. Недоцільно виконувати робочу частину 5 висотою hрч>1,8hм, тому що у цьому випадку 1 UA 72991 U 5 10 15 20 калібрування отвору відбувається вже після видалення відходу, що погіршує якість кромок отвору. На фіг. 3, ж показаний підйом пуансона, на фіг. 3, з - початковий етап пробивки отвору в наступній заготовці. Кільцева висічка, що залишається в матриці 7 після зачищення першого отвору, виштовхується при наступній чорновій пробивці. Зусилля пробивки у такому штампі на 15-20 % нижче, ніж при пробивці у штампі - першому аналозі і на 25-35 % нижче, ніж у штампі-прототипі. Приклади конкретного виконання штампа 1. Пуансон має центральну частину діаметром 20,0 мм, робочу частину діаметром 18,0 мм і висотою 5,0 мм. Матриця має робочий поясок діаметром 20,8 мм, висотою 5,0 мм. Заготовка лист зі сталі 10 товщиною 8 мм. Кромка отвору - якісна, зусилля - на 32 % менше, ніж при пробивці у штампі-прототипі. 2. У порівнянні з прикладом 1 висота робочої частини збільшена до 9,0 мм. Кромка отвору якісна, зусилля - на 25 % менше, ніж при пробивці у штампі-прототипі. 3. Висота робочої частини збільшена до 12,0 мм. Все інше - як у прикладі 1. Кромка отвору в деяких місцях неякісна, зусилля - на 10 % менше, ніж при пробивці у штампі-прототипі. 4. Висота робочої кромки зменшена до 3,0 мм, все інше - як у прикладі 1. Пробивки отвору не відбулось, відхід зостався в робочому пояску матриці. Використання пропонує мого штампу дозволить поліпшити якість при пробивці, зменшити зусилля штампування та збільшити стійкість штампу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Штамп для пробивки отворів, який містить матрицю з робочим пояском і пуансон, що складається з хвостовика, центральної частини, а також робочої частини, торець та бокова поверхня якої створюють різальну кромку з діаметром, меншим за діаметр робочого пояска матриці, який відрізняється тим, що центральна частина пуансона виконана з діаметром що перевищує діаметр робочої частини пуансона, створюючи при цьому боковими поверхнями калібруючу кромку. 2 UA 72991 U 3 UA 72991 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюDie for hole punching
Автори англійськоюKargin Borys Serhiiovych, Anischenko Oleksandr Serhiiovych, Kargin Sergii Borysovych, Klimov Vitalii Olehovych
Назва патенту російськоюШтамп для пробивки отверстий
Автори російськоюКаргин Борис Сергеевич, Анищенко Александр Сергеевич, Каргин Сергей Борисович, Климов Виталий Олегович
МПК / Мітки
МПК: B21D 28/14
Мітки: отворів, пробивки, штамп
Код посилання
<a href="https://ua.patents.su/6-72991-shtamp-dlya-probivki-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Штамп для пробивки отворів</a>
Штамп для чистової вирубки або пробивки
Номер патенту: 4642
Опубліковано: 28.12.1994
Автор: Совгірь Олександр Євгенович
МПК: B21D 28/02
Мітки: штамп, чистової, вирубки, пробивки
Формула / Реферат:
Штамп для чистовой вырубки или пробивки, содержащий в одной части жестко связанные с ней клинья, ползушки, имеющие каждая полость с клиновыми поверхностями и расположенные с возможностью взаимодействия с клиньями, матрицу и прижим-съемник в виде вкладышей, связанных между собой пружинами, имеющих каждый наружные клиновые поверхности и расположенных один над другим с возможностью взаимодействия с клиновыми поверхностями ползушек, а также - в...
Штамп для пробивання отворів
Номер патенту: 34000
Опубліковано: 25.07.2008
Автори: Дворянкін Ігор Олександрович, Морозюк Віра Вікторівна
МПК: B21D 28/14, B21D 28/24
Мітки: отворів, пробивання, штамп
Формула / Реферат:
1. Штамп для пробивання отворів, що містить верхню плиту, на якій встановлені притискач з пуансонами, пуансонотримач, що їх охоплює, і розташований між пуансонотримачем і притискачем пружний елемент, а також напрямні колонки, і нижню плиту, на якій встановлені опори, з розміщеними на них нижнім корпусом, жорстко зв'язаним з державкою із змінною матрицею, а також напрямні втулки, який відрізняється тим, що притискач виконаний з виступами, які...
Пристрій для пробивки отворів на плівці
Номер патенту: 70184
Опубліковано: 25.05.2012
Автор: Грищенко Андрій Анатолійович
МПК: B26F 1/08, A01B 29/00
Мітки: плівці, отворів, пробивки, пристрій
Формула / Реферат:
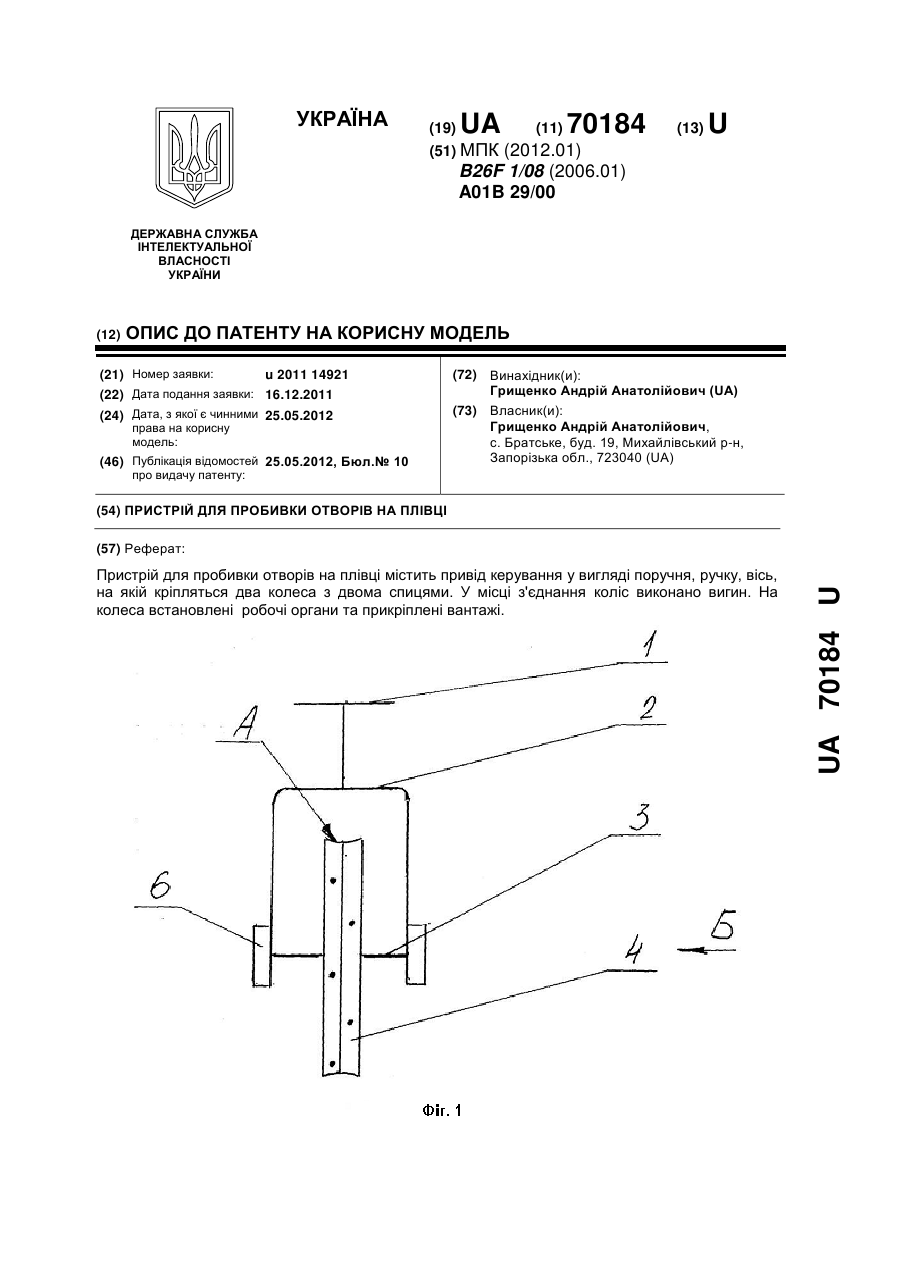
1. Пристрій для пробивки отворів на плівці, що складається з приводу керування у вигляді поручня, до якого прикріплена ручка, робочих органів, осі, який відрізняється тим, що на осі встановлені два з'єднаних між собою колеса з двома спицями в кожному з них для жорсткості, причому у місці з'єднання коліс виконано вигин і на колесах встановлені робочі органи та прикріплені вантажі.2. Пристрій по п. 1, який відрізняється тим, що робочі...
Пристрій для пробивки отворів в стінках порожнистих виробів
Номер патенту: 11151
Опубліковано: 25.12.1996
Автор: Афанасієв Микола Миколайович
МПК: B21D 28/24
Мітки: отворів, виробів, порожнистих, пристрій, стінках, пробивки
Формула / Реферат:
(57) Устройство для пробивки отверстий в стенках полых изделий, содержащее на неподвижной нижней плите опору для установки изделия, упоры, ограничивающие его положение, матрицу, стойку, рычаг, шарнир-но связанный одним концом со стойкой и несущий на другом конце пуансон, а такжесодержащее деталь, связывающую рычаг с подвижной верхней частью и шарнирно связанную с ней, и элементы направления рычага, отличающееся тем, что деталь, связывающая...
Штамп для відбортовки отворів в листових заготовках
Номер патенту: 12697
Опубліковано: 28.02.1997
Автори: Шумейко Дмитрій Іванович, Шумейко Андрій Дмитрович, Шумейко Павло Дмитрович
МПК: B21D 28/24, B21D 35/00
Мітки: листових, відбортовки, штамп, отворів, заготовках
Текст:
...ыс и ть и н тенс ив нос ть рас тяж ения материала в рад иальном направлении, что обеспечивает увеличение ко- 30 э ффициента вытяжки. На чертеже показан ш тамп в исход ном и рабочем положениях . Штамп с од ержит верх нюю плиту 1, пуансон-матрицу 2 со с тупенями пробивки 3, отбортовки 4 и выс ту - 35 по м 5, п р иж им 6. Н а ни ж н юю п л и ту 7 штампа опирается отборточная матрица 8 и опорная плита 9. В отбортовочной матрице 8 установлен...
Попередній патент: Картоплезбиральна машина
Наступний патент: Фурма для продувки конвертерної ванни
Випадковий патент: Фільтр для розділення водних суспензій