Автоматизована установка для пробивки отворів лазерним випромінюванням
Номер патенту: 97198
Опубліковано: 10.03.2015
Автори: Котляров Валерій Павлович, Нікітченко Андрій Миколайович
Формула / Реферат
Автоматизована установка для пробивки отворів лазерним випромінюванням, яка містить лазер з блоком живлення, фокусуючу лінзу, встановлену з можливістю переміщення вздовж оптичної осі лазера, стіл з отвором для розміщення оброблюваної деталі, а також механізм для зміни положення фокусу лінзи по товщині деталі в процесі обробки, виконаний у вигляді пневмоциліндра з підпружиненим поршнем, з'єднаного з газовою магістраллю, до якого підключений датчик тиску, зв'язаний з блоком живлення лазера, яка відрізняється тим, що в установці при пробивці точних отворів фокусуюча лінза встановлена герметично в поршні пневмоциліндра, а його корпус розміщений співвісно з оптичною віссю лазера і зі сторони оброблюваної деталі забезпечений соплом з каліброваним отвором, співвісним з оптичною віссю лазера, для подачі газу в порожнину оброблюваного отвору.
Текст
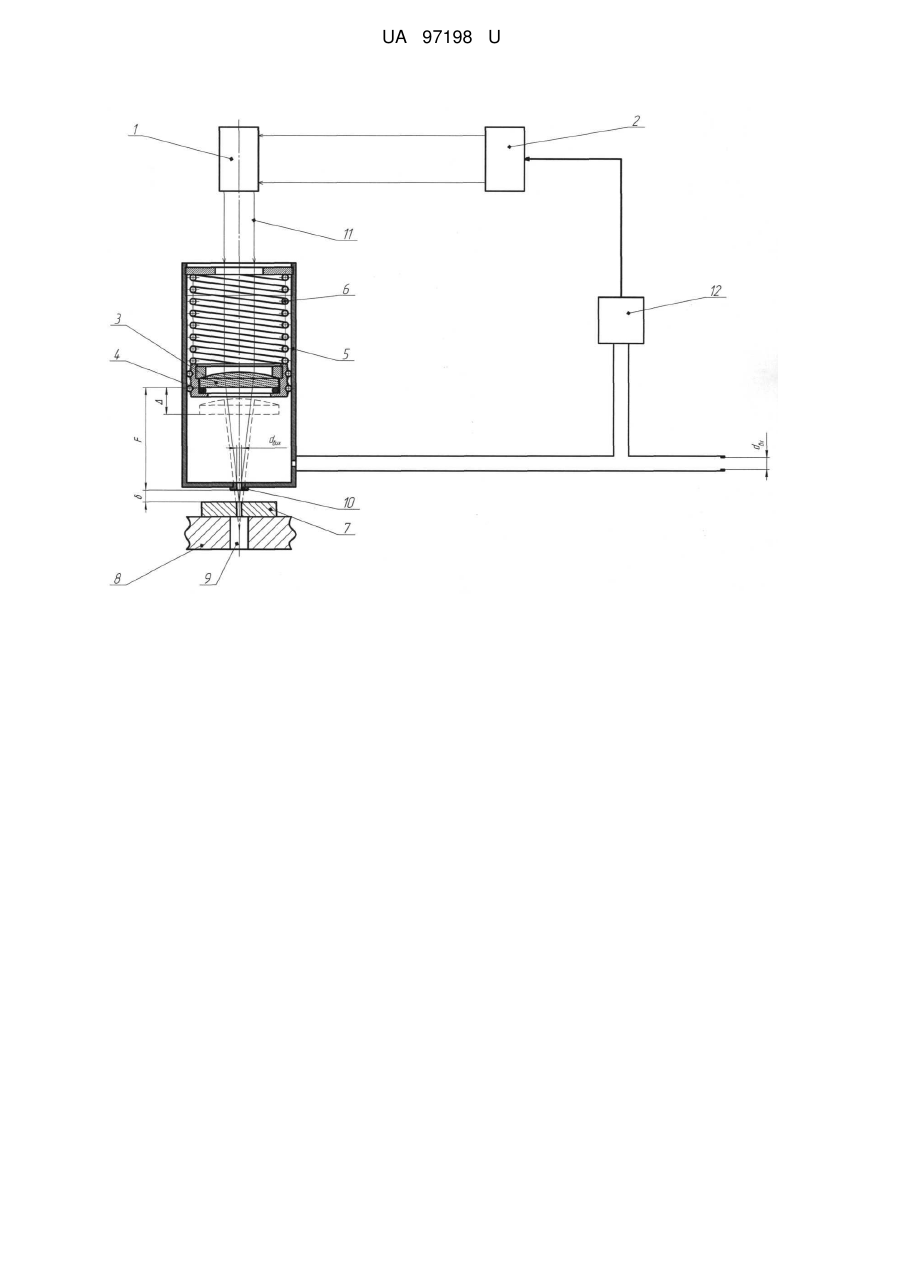
Реферат: UA 97198 U UA 97198 U 5 10 15 20 25 30 35 40 45 Дана установка призначена для обробки системи точних отворів в деталях складної форми і може бути застосована в різних галузях промисловості в технології розмірної обробки. Відома установка для обробки системи точних отворів (пат. Швейцарії № 572798, МПК В23К 26/00, опублікований 27.12.76), що містить лазер, фокусуючу лінзу, стіл з отвором для розміщення оброблюваної деталі, а також датчик для зміни поточного значення оброблюваного отвору і пристрій, який управляє по сигналу режимом обробки (енергією лазерних імпульсів). Недоліком відомої установки є те, що оброблюваний отвір, розміри якого більші, ніж розміри каустики сфокусованого лазерного випромінювання на величину, рівну товщині розплавленого і вимитого матеріалом, що випаровується, шару. Внаслідок цього, наступні імпульси, навіть з більшою енергією випромінювання не поглинаються поверхнею отвору і не можуть збільшувати його розмір. Найбільш близьким до заявлюваної корисної моделі за технологічною суттю та технічним рішенням є установка для пробивки отворів лазерним променем, що містить лазер з блоком живлення, фокусуючу лінзу, встановлену з можливістю переміщення вздовж оптичної осі променя, робочий стіл для розміщення оброблюваної деталі, виконаний у вигляді ємкості, з'єднаної з газовою магістраллю, датчик тиску газу, підключений до блока живлення лазера, а також механізм для зміни положення фокусу лазерного променя деталі в процесі обробки, з'єднаний з газовою магістраллю виконаний у вигляді пневмоциліндра з підпружиненим поршнем, шток котрого з'єднаний з фокусуючою лінзою (а.с. № 965677 МПК В23К, опублікований 15.10.82 р.). Недоліком відомої установки є складність її виготовлення, а також неефективність при обробці системи отворів в одній деталі або деталях, котрі неможливо герметизувати (сита, діафрагми, труби дренажу, розпилювачі форсунок и т. ін.). В основу корисної моделі поставлена задача удосконалення установки при пробивці точних отворів і спрощення її конструкції. Поставлена задача вирішується тим, що запропонована установка для пробивки отворів лазерним променем, містить лазер з блоком живлення, фокусуючу лінзу, встановлену з можливістю переміщення вздовж оптичної осі лазера, стіл з отвором для розміщення оброблюваної деталі, а також механізм для зміни положення фокусу лінзи деталі в процесі обробки, виконаний у вигляді пневмоциліндра з підпружиненим поршнем, з'єднаного газовою магістраллю, до якого підключений датчик тиску, зв'язаний з блоком живлення лазера, причому фокусуюча лінза встановлена герметично в поршні пневмоциліндра, його корпус розміщений співвісно з оптичною віссю лазера і зі сторони оброблюваної деталі забезпечений соплом з каліброваним отвором, співвісним з оптичною віссю лазера, для подачі газу в порожнину оброблюваного отвору. Новим є те, що в установці при пробиванні точних отворів, фокусуюча лінза встановлена герметично в поршні пневмоциліндра, а його корпус розміщений співвісно з оптичною віссю лазера, крім того зі сторони оброблюваної деталі корпус забезпечений соплом з каліброваним отвором, співвісним з оптичною віссю лазера, для подачі газа в порожнину оброблюваного отвору. Суть корисної моделі пояснюється схемою. Установка складається з лазера 1 з блоком живлення 2, на оптичній осі лазера, співвісно з нею встановлена фокусуюча лінза 3, причому остання закріплена герметично в стакані 4, котрий разом з корпусом 5 утворює пневмоциліндр з підпружиненим пружиною 6. В одній із торцевих сторін корпуса пневмоциліндра 5, зверненої до оброблюваної деталі 7, встановленої на столі 8 з отвором 9, розміщено сопло 10 з каліброваним отвором діаметром dвих . , співвісним зі сфокусованим лінзою променем лазера 11. Порожнина пневмоциліндра між лінзою 3 і соплом 10 з'єднана з газовою магістраллю, причому для контроля тиску в порожнині передбачений датчик 12, підключений до блока живлення 2 лазера 1. 50 Установка працює наступним чином: з газової магістралі через вхідне сопло dвх в пневмоциліндр подається стиснений газ (повітря) тиском Pc . Якщо під соплом 10 немає оброблюваної деталі 7, то внаслідок великого перетину витікання газу через сопло dвих (S1 dвих 2 / 4) , під поршнем пневмоциліндра (лінза 3 + стакан 4) встановлюється невеликий 55 тиск, недостатній для зміщення підпружиненої лінзи 3 і спрацювання датчика тиску 12. Після розміщення деталі 7 на столі 8 під соплом 10, площа поверхні витікання газу зменшується до величини S2 dвих ( - зазор між поверхнею деталі і торцем корпуса пневмоциліндра). Внаслідок цього підвищення тиску в пневмоциліндрі зміщуюється поршень-лінза 3, 1 UA 97198 U 5 10 15 забезпечуючи автоматичне фокусування лазерного променя 11 на поверхню деталі. При цьому спрацьовує датчик 12, запускаючи лазер 1 на генерацію імпульсів випромінювання в автоматичному режимі з встановленою частотою. Матеріал деталі руйнується, видаляючись витікаючим з сопла газом, який також захищає поверхню лінзи від руйнування продуктами лазерної ерозії. Розмір площі поверхні витікання газу не змінюється до формування наскрізного отвору. Її величина, рівна S3 dвих dt / 4 ( dt - поточний розмір отвору), визначає тиск в порожнині циліндра і положення в ньому лінзи 3. Але по мірі збільшення оброблюваного отвору лінза наближається до деталі, зміщуючи каустику сфокусованого променя, піддаючи деталь впливу її більш повних ділянок. Це викликає збільшення розміру отвору, наближаючи його до заданого. Процес обробки продовжується до тих пір, поки отвір не досягне необхідного розміру, а тиск в циліндрі - відповідного значення, на яке налаштований датчик 12. Лазер відключається. Деталь зміщується на заданий крок або замінюється. Процес повторюється в тій же послідовності, забезпечуючи пробивку системи ідентичних отворів. Джерела інформації: 1. Пат. Швейцарії № 572798, МПК В23К 26/00, опублікований 27.12.76 2. А.с. № 965677 МПК В23К 26/08, опублікований 15.10.82 р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 Автоматизована установка для пробивки отворів лазерним випромінюванням, яка містить лазер з блоком живлення, фокусуючу лінзу, встановлену з можливістю переміщення вздовж оптичної осі лазера, стіл з отвором для розміщення оброблюваної деталі, а також механізм для зміни положення фокусу лінзи по товщині деталі в процесі обробки, виконаний у вигляді пневмоциліндра з підпружиненим поршнем, з'єднаного з газовою магістраллю, до якого підключений датчик тиску, зв'язаний з блоком живлення лазера, яка відрізняється тим, що в установці при пробивці точних отворів фокусуюча лінза встановлена герметично в поршні пневмоциліндра, а його корпус розміщений співвісно з оптичною віссю лазера і зі сторони оброблюваної деталі забезпечений соплом з каліброваним отвором, співвісним з оптичною віссю лазера, для подачі газу в порожнину оброблюваного отвору. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюKotliarov Valerii Pavlovych
Автори російськоюКотляров Валерий Павлович
МПК / Мітки
МПК: H01S 3/09
Мітки: лазерним, пробивки, отворів, автоматизована, установка, випромінюванням
Код посилання
<a href="https://ua.patents.su/4-97198-avtomatizovana-ustanovka-dlya-probivki-otvoriv-lazernim-viprominyuvannyam.html" target="_blank" rel="follow" title="База патентів України">Автоматизована установка для пробивки отворів лазерним випромінюванням</a>
Установка для лазерного пробивання отворів
Номер патенту: 94453
Опубліковано: 10.11.2014
Автори: Котляров Валерій Павлович, Перехейда Андрій Вікторович
МПК: B23K 26/00
Мітки: лазерного, отворів, пробивання, установка
Формула / Реферат:
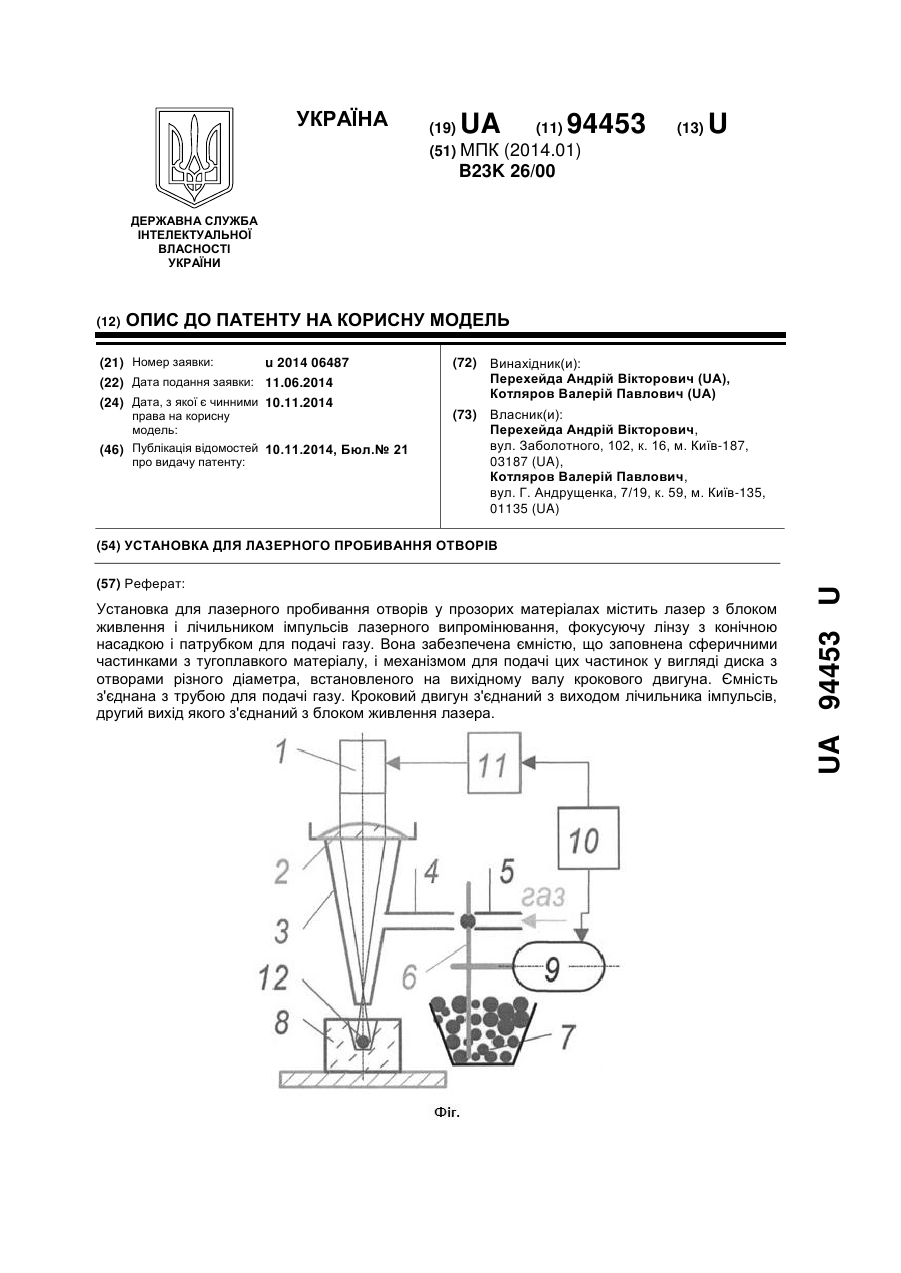
Установка для лазерного пробивання отворів у прозорих матеріалах, що містить лазер з блоком живлення і лічильником імпульсів лазерного випромінювання, фокусуючу лінзу з конічною насадкою і патрубком для подачі газу, яка відрізняється тим, що вона забезпечена ємністю, заповненою сферичними частинками з тугоплавкого матеріалу, і механізмом для подачі цих частинок у вигляді диска з отворами різного діаметра, встановленого на вихідному валу...
Спосіб лазерної пробивки крізних отворів
Номер патенту: 75168
Опубліковано: 26.11.2012
Автори: Котельніков Дмитро Володимирович, Котляров Валерій Павлович
МПК: B23K 26/00
Мітки: отворів, крізних, лазерної, пробивки, спосіб
Формула / Реферат:
Спосіб лазерної пробивки крізних отворів, при якому обробку виконують в багатоімпульсному режимі, який відрізняється ним, що в процесі обробки вимірюють тиск в порожнині деталі, підключаючи її до датчика тиску.
Штамп для пробивки отворів
Номер патенту: 72991
Опубліковано: 10.09.2012
Автори: Аніщенко Олександр Сергійович, Каргін Борис Сергійович, Клімов Віталій Олегович, Каргін Сергій Борисович
МПК: B21D 28/14
Мітки: пробивки, штамп, отворів
Формула / Реферат:
Штамп для пробивки отворів, який містить матрицю з робочим пояском і пуансон, що складається з хвостовика, центральної частини, а також робочої частини, торець та бокова поверхня якої створюють різальну кромку з діаметром, меншим за діаметр робочого пояска матриці, який відрізняється тим, що центральна частина пуансона виконана з діаметром що перевищує діаметр робочої частини пуансона, створюючи при цьому боковими поверхнями калібруючу...
Пристрій для розмітки лазерним випромінюванням
Номер патенту: 67324
Опубліковано: 10.02.2012
Автори: Олещук Леонід Маркович, Першак Наталія Сергіївна
МПК: B23K 26/08
Мітки: пристрій, розмітки, лазерним, випромінюванням
Формула / Реферат:
Пристрій для розмітки лазерним випромінюванням конструктивних і символьних елементів на поверхнях макетів, що містить лазер, оптичний сканатор лазерного випромінювання, волоконний променепровід між лазером і сканатором та двокоординатний портальний маніпулятор, який відрізняється тим, що на каретці портального маніпулятора закріплена основа механізму з паралельною кінематикою, до рухомої платформи якого приєднано сканатор, що фокусує...
Установка для гравірування лазерним променем
Номер патенту: 87090
Опубліковано: 27.01.2014
Автори: Котляров Валерій Павлович, Рокочий Володимир Володимирович
МПК: B23K 26/04
Мітки: лазерним, гравірування, установка, променем
Формула / Реферат:
Установка для гравірування лазерним променем, яка містить лазер і встановлені послідовно на шляху променя систему з двох дзеркал, перше з яких забезпечено приводом його коливання щодо осі, перпендикулярної осі променя, а друге - щодо осі, перпендикулярної осі коливання першого дзеркала, а так само лінзу і предметний столик, причому входи приводів і лазера підключені до керуючого пристрою, а лінза додатково забезпечена приводами нахилу...
Попередній патент: Штамп для вирубування тонколистових деталей
Наступний патент: Муфта
Випадковий патент: Спосіб одержання поліфенольного комплексу з анаболічною дією