Спосіб визначення оброблюваності матеріалів точінням
Номер патенту: 102766
Опубліковано: 25.11.2015
Автори: Вишняк Валентина Юріївна, Максимчук Іван Вікторович, Глазов Сергій Андрійович, Русанов Ярослав Сергійович

Формула / Реферат
Спосіб визначення оброблюваності матеріалів точінням, в якому задають обертальний рух оброблюваної деталі і рух повздовжньої подачі, вимірюють сигнал акустичної емісії, який відрізняється тим, що формують імпульс подачі, по закінченні імпульсу подачі вимірюють час затухання сигналу акустичної емісії, по часу затухання оцінюють оброблюваність матеріалу.
Текст
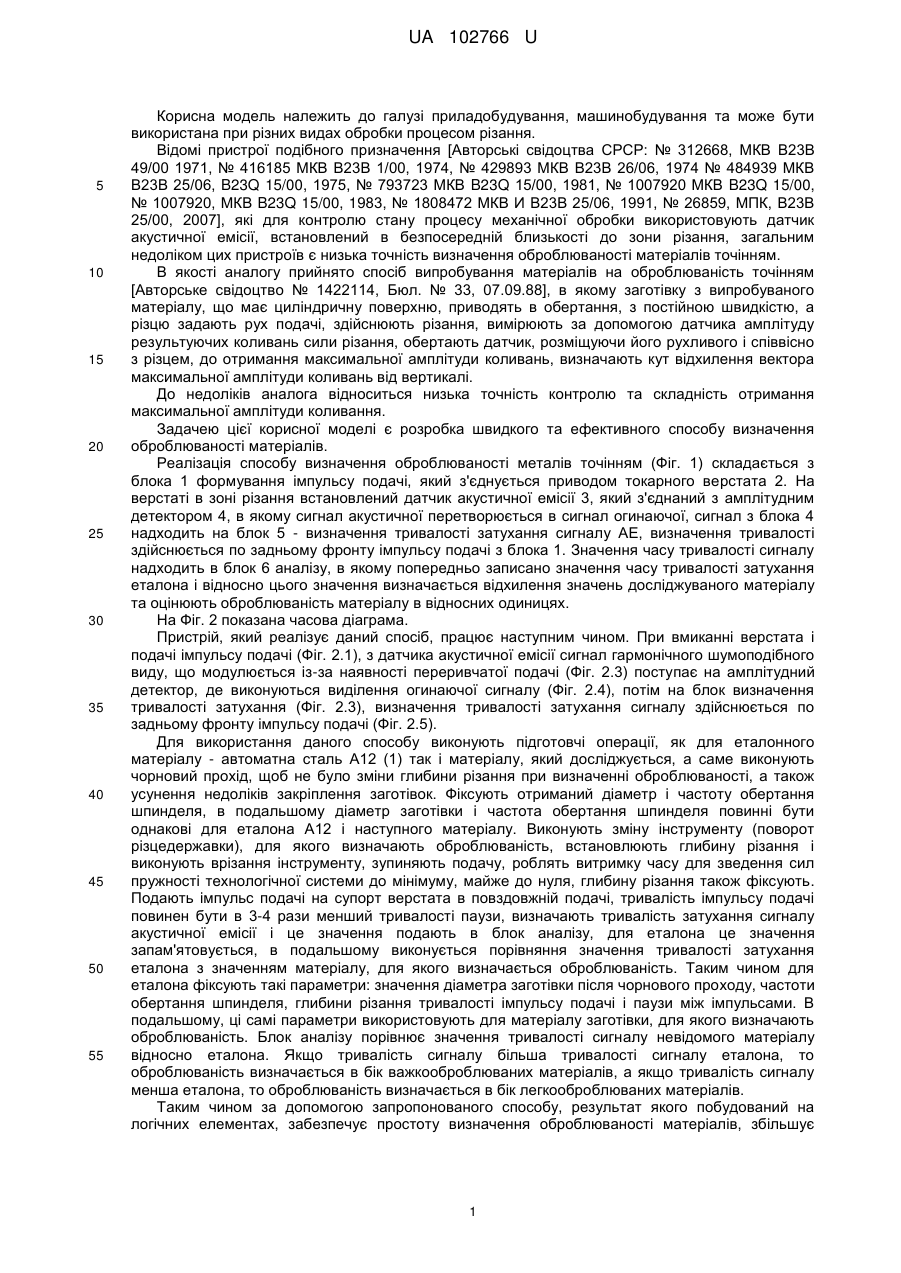
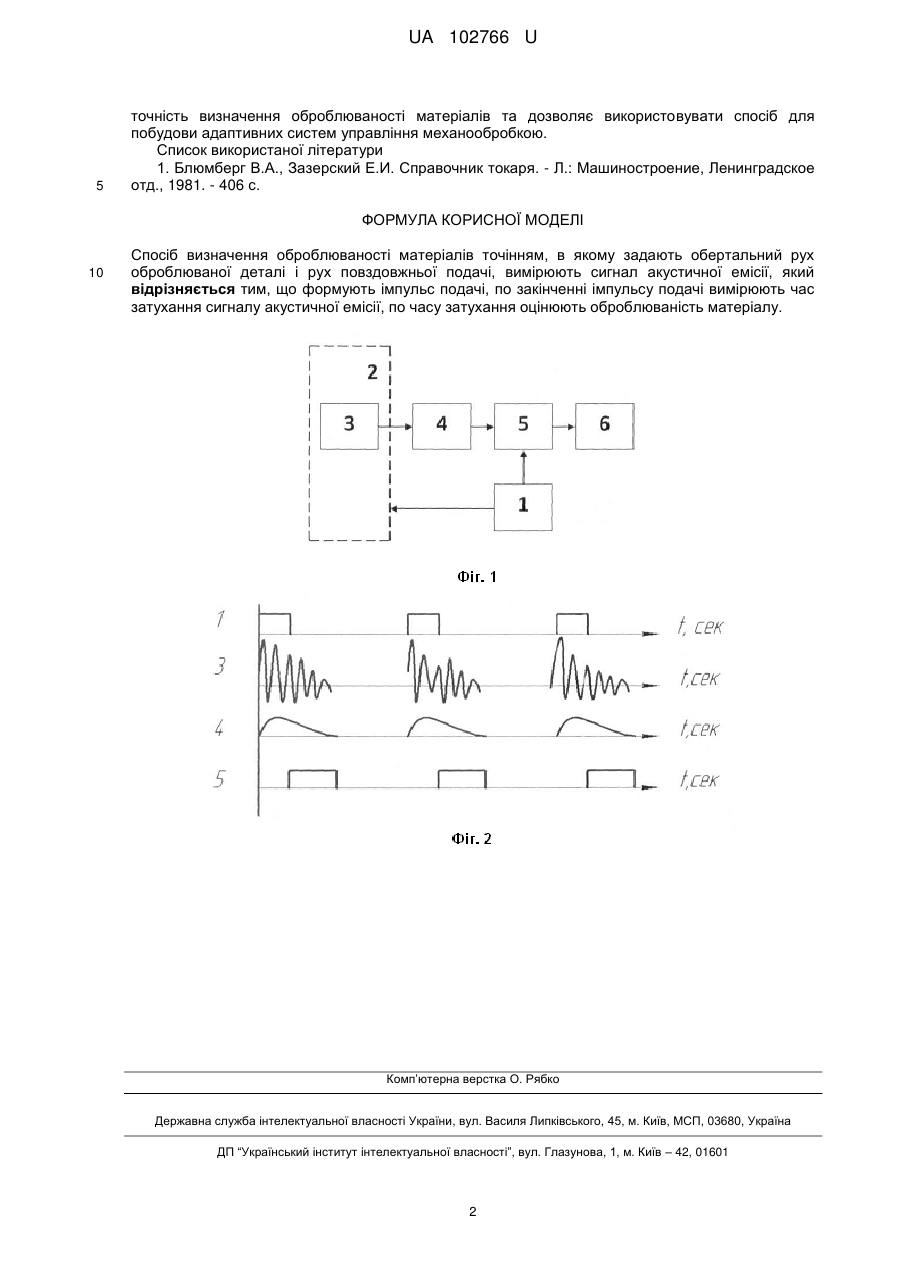
Реферат: Спосіб визначення оброблюваності матеріалів точінням, в якому задають обертальний рух оброблюваної деталі і рух повздовжньої подачі, вимірюють сигнал акустичної емісії. Формують імпульс подачі, по закінченні імпульсу подачі вимірюють час затухання сигналу акустичної емісії, по часу затухання оцінюють оброблюваність матеріалу. UA 102766 U (12) UA 102766 U UA 102766 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі приладобудування, машинобудування та може бути використана при різних видах обробки процесом різання. Відомі пристрої подібного призначення [Авторські свідоцтва СРСР: № 312668, МКВ В23В 49/00 1971, № 416185 МКВ В23В 1/00, 1974, № 429893 МКВ В23В 26/06, 1974 № 484939 МКВ В23В 25/06, B23Q 15/00, 1975, № 793723 МКВ B23Q 15/00, 1981, № 1007920 МКВ B23Q 15/00, № 1007920, МКВ B23Q 15/00, 1983, № 1808472 МКВ И В23В 25/06, 1991, № 26859, МПК, В23В 25/00, 2007], які для контролю стану процесу механічної обробки використовують датчик акустичної емісії, встановлений в безпосередній близькості до зони різання, загальним недоліком цих пристроїв є низька точність визначення оброблюваності матеріалів точінням. В якості аналогу прийнято спосіб випробування матеріалів на оброблюваність точінням [Авторське свідоцтво № 1422114, Бюл. № 33, 07.09.88], в якому заготівку з випробуваного матеріалу, що має циліндричну поверхню, приводять в обертання, з постійною швидкістю, а різцю задають рух подачі, здійснюють різання, вимірюють за допомогою датчика амплітуду результуючих коливань сили різання, обертають датчик, розміщуючи його рухливого і співвісно з різцем, до отримання максимальної амплітуди коливань, визначають кут відхилення вектора максимальної амплітуди коливань від вертикалі. До недоліків аналога відноситься низька точність контролю та складність отримання максимальної амплітуди коливання. Задачею цієї корисної моделі є розробка швидкого та ефективного способу визначення оброблюваності матеріалів. Реалізація способу визначення оброблюваності металів точінням (Фіг. 1) складається з блока 1 формування імпульсу подачі, який з'єднується приводом токарного верстата 2. На верстаті в зоні різання встановлений датчик акустичної емісії 3, який з'єднаний з амплітудним детектором 4, в якому сигнал акустичної перетворюється в сигнал огинаючої, сигнал з блока 4 надходить на блок 5 - визначення тривалості затухання сигналу АЕ, визначення тривалості здійснюється по задньому фронту імпульсу подачі з блока 1. Значення часу тривалості сигналу надходить в блок 6 аналізу, в якому попередньо записано значення часу тривалості затухання еталона і відносно цього значення визначається відхилення значень досліджуваного матеріалу та оцінюють оброблюваність матеріалу в відносних одиницях. На Фіг. 2 показана часова діаграма. Пристрій, який реалізує даний спосіб, працює наступним чином. При вмиканні верстата і подачі імпульсу подачі (Фіг. 2.1), з датчика акустичної емісії сигнал гармонічного шумоподібного виду, що модулюється із-за наявності переривчатої подачі (Фіг. 2.3) поступає на амплітудний детектор, де виконуються виділення огинаючої сигналу (Фіг. 2.4), потім на блок визначення тривалості затухання (Фіг. 2.3), визначення тривалості затухання сигналу здійснюється по задньому фронту імпульсу подачі (Фіг. 2.5). Для використання даного способу виконують підготовчі операції, як для еталонного матеріалу - автоматна сталь А12 (1) так і матеріалу, який досліджується, а саме виконують чорновий прохід, щоб не було зміни глибини різання при визначенні оброблюваності, а також усунення недоліків закріплення заготівок. Фіксують отриманий діаметр і частоту обертання шпинделя, в подальшому діаметр заготівки і частота обертання шпинделя повинні бути однакові для еталона А12 і наступного матеріалу. Виконують зміну інструменту (поворот різцедержавки), для якого визначають оброблюваність, встановлюють глибину різання і виконують врізання інструменту, зупиняють подачу, роблять витримку часу для зведення сил пружності технологічної системи до мінімуму, майже до нуля, глибину різання також фіксують. Подають імпульс подачі на супорт верстата в повздовжній подачі, тривалість імпульсу подачі повинен бути в 3-4 рази менший тривалості паузи, визначають тривалість затухання сигналу акустичної емісії і це значення подають в блок аналізу, для еталона це значення запам'ятовується, в подальшому виконується порівняння значення тривалості затухання еталона з значенням матеріалу, для якого визначається оброблюваність. Таким чином для еталона фіксують такі параметри: значення діаметра заготівки після чорнового проходу, частоти обертання шпинделя, глибини різання тривалості імпульсу подачі і паузи між імпульсами. В подальшому, ці самі параметри використовують для матеріалу заготівки, для якого визначають оброблюваність. Блок аналізу порівнює значення тривалості сигналу невідомого матеріалу відносно еталона. Якщо тривалість сигналу більша тривалості сигналу еталона, то оброблюваність визначається в бік важкооброблюваних матеріалів, а якщо тривалість сигналу менша еталона, то оброблюваність визначається в бік легкооброблюваних матеріалів. Таким чином за допомогою запропонованого способу, результат якого побудований на логічних елементах, забезпечує простоту визначення оброблюваності матеріалів, збільшує 1 UA 102766 U 5 точність визначення оброблюваності матеріалів та дозволяє використовувати спосіб для побудови адаптивних систем управління механообробкою. Список використаної літератури 1. Блюмберг В.А., Зазерский Е.И. Справочник токаря. - Л.: Машиностроение, Ленинградское отд., 1981. - 406 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 Спосіб визначення оброблюваності матеріалів точінням, в якому задають обертальний рух оброблюваної деталі і рух повздовжньої подачі, вимірюють сигнал акустичної емісії, який відрізняється тим, що формують імпульс подачі, по закінченні імпульсу подачі вимірюють час затухання сигналу акустичної емісії, по часу затухання оцінюють оброблюваність матеріалу. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining workability of materials by turning
Автори англійськоюRusanov Yaroslav Serhiiovych, Maksymchuk Ivan Viktorovych, Vyshniak Valentyna Yuriivna, Hlazov Serhii Andriiovych
Назва патенту російськоюСпособ определения обрабатываемости материалов точением
Автори російськоюМаксимчук Иван Викторович, Вишняк Валентина Юрьевна, Русанов Ярослав Сергеевич, Глазов Сергей Андреевич
МПК / Мітки
МПК: B23B 25/06
Мітки: матеріалів, оброблюваності, спосіб, точінням, визначення
Код посилання
<a href="https://ua.patents.su/4-102766-sposib-viznachennya-obroblyuvanosti-materialiv-tochinnyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення оброблюваності матеріалів точінням</a>
Спосіб визначення матеріалів на оброблюваність точінням
Номер патенту: 34414
Опубліковано: 11.08.2008
Автори: Довгопол Євгенія Олександрівна, Максимчук Іван Вікторович, Войтюк Оксана Анатоліївна, Заєць Сергій Сергійович, Симута Микола Олександрович
МПК: G01N 3/58
Мітки: спосіб, матеріалів, точінням, визначення, оброблюваність
Формула / Реферат:
Спосіб визначення матеріалів на оброблюваність точінням, який полягає в тому, що заготівці задають обертання з постійною швидкістю, здійснюють поздовжню подачу різця, проводять процес точіння, який відрізняється тим, що подачу різця здійснюють переривисто, фіксують момент закінчення подачі, вимірюють час затухання віброакустичної емісії в зоні різання і по ньому судять про оброблюваність матеріалу.
Спосіб визначення оброблюваності матеріалів різанням
Номер патенту: 56274
Опубліковано: 10.01.2011
Автори: Даценко Михайло Андрійович, Усачов Петро Антонович, Волошко Оксана В'ячеславівна
МПК: G01N 3/58
Мітки: матеріалів, різанням, оброблюваності, визначення, спосіб
Формула / Реферат:
Спосіб визначення оброблюваності матеріалів різанням, що включає визначення об'єму V зрізаного матеріалу і роботи А різання в заданих умовах обробки, який відрізняється тим, що за заданий період часу t при однакових умовах (n - швидкість різання, s - подача, t - глибина різання) обробки різанням матеріалів - що досліджується і еталонного, замірюють кількість М кожного зрізаного матеріалу, затрачену на різання потужність верстата N і параметр...
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 87048
Опубліковано: 27.01.2014
Автори: Вислоух Сергій Петрович, Барандич Катерина Сергіївна, Філіппова Марина В`ячеславівна, Волошко Оксана В'ячеславівна
МПК: G01N 3/58
Мітки: матеріалів, оброблюваності, спосіб, визначення, відносної
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів швидкістю різання V60, що включає визначення відносної оброблюваності способом тертя ковзання за моделлю зношування інструментального матеріалу, за якою досліджують один зразок, при якому визначають величину зношування інструментального матеріалу від шляху тертя по двом точкам S21, S22, потім розраховують параметри моделі зношування і шлях тертя, який порівнюють з шляхом тертя для сталі...
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 67468
Опубліковано: 15.06.2004
Автори: Мельнійчук Юрій Олексійович, Клименко Сергій Анатолійович, Копєйкіна Марина Юріївна, Муковоз Юрій Олександрович
МПК: G01N 3/58
Мітки: визначення, матеріалів, спосіб, відносної, оброблюваності
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, який відрізняється тим, що одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора...
Спосіб визначення оброблюваності конструкційних матеріалів
Номер патенту: 55404
Опубліковано: 10.12.2010
Автори: Волошко Оксана В'ячеславівна, Вислоух Сергій Петрович
МПК: B23Q 15/00
Мітки: конструкційних, оброблюваності, матеріалів, визначення, спосіб
Формула / Реферат:
Спосіб визначення оброблюваності конструкційних матеріалів, який полягає в тому, що для порівняння оброблюваності двох матеріалів при однакових умовах обробки експериментально знаходять швидкості різання при заданому періоді стійкості інструмента, який відрізняється тим, що визначають реальні характеристики (хімічний склад, фізико-механічні властивості та структуру) досліджуваного конструкційного матеріалу, обраховують відносну...
Попередній патент: Кришка вакуумна для закупорювання скляних банок при консервуванні
Наступний патент: Спосіб управління обробкою нежорстких валів на токарному верстаті точінням
Випадковий патент: Автобус міський середнього класу з низьким рівнем підлоги