Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 67468
Опубліковано: 15.06.2004
Автори: Копєйкіна Марина Юріївна, Клименко Сергій Анатолійович, Мельнійчук Юрій Олексійович, Муковоз Юрій Олександрович
Формула / Реферат
Спосіб визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, який відрізняється тим, що одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора визначають миттєві значення її тангенціальної складової, а як параметр, що характеризує ці значення, приймають величину фрактальної розмірності їх сукупності.
Текст
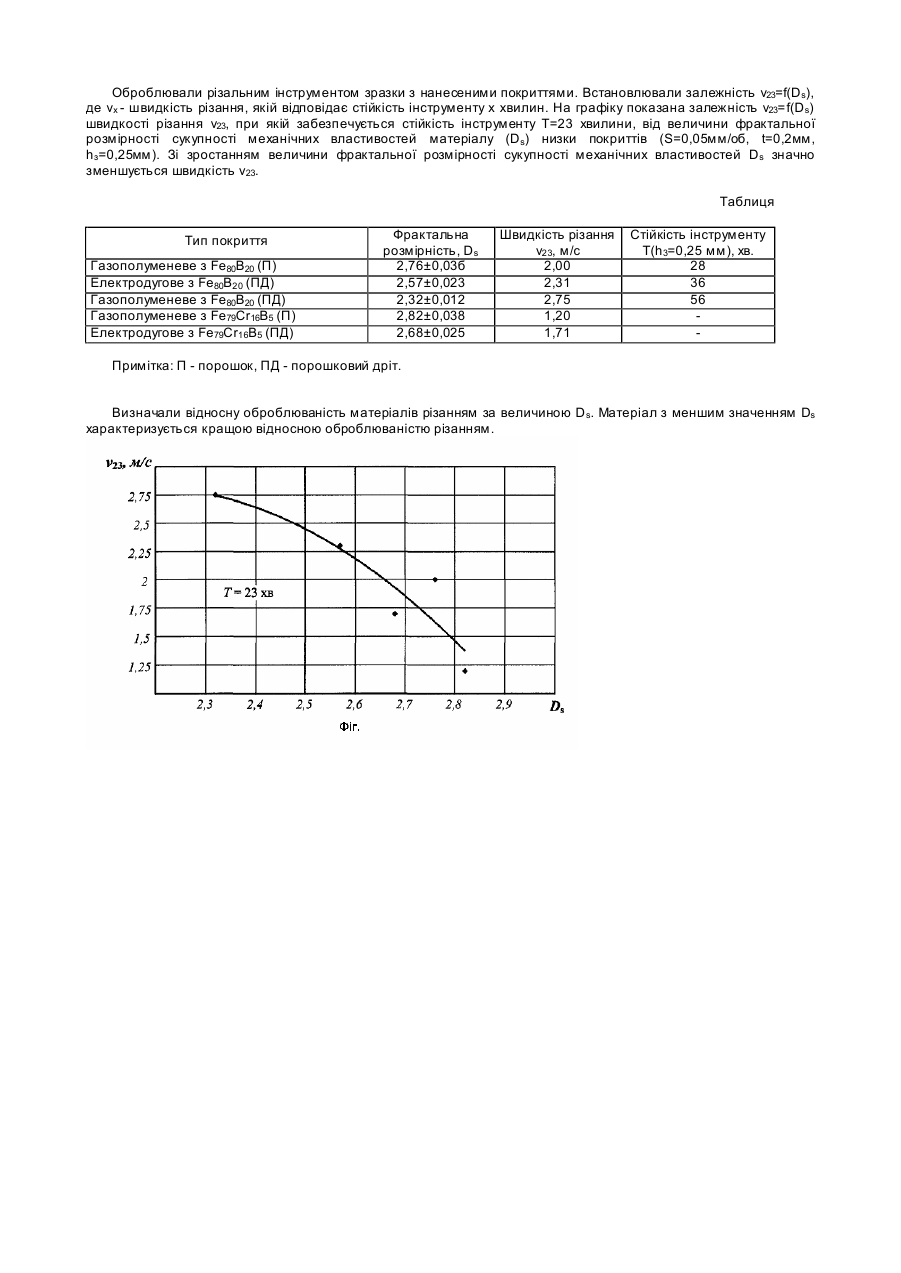
Винахід відноситься до обробки матеріалів різанням, а саме до прискореної оцінки рівня оброблюваності різних матеріалів, у тому числі нових марок сплавів, наплавлених та напилених матеріалів, композиційних матеріалів. Відомий спосіб визначення відносної оброблюваності матеріалів, а саме сталей перлітного та феритного класів, за величиною мікротвердості (див. авт. св. №518688, МПК2 G01N3/58, опубл. 25.06.76р., Бюл. №23), який полягає в тому, що визначають мікротвердість структурних складових матеріалу, що досліджується, та визначають оброблюваність за величиною максимальних та мінімальних значень мікротвердості та їх різниці. Цей спосіб не враховує характер розподілу структурних складових в оброблюваному матеріалі і тому не дозволяє точно оцінити оброблюваність матеріалів. При однаковій різниці між максимальними і мінімальними значеннями мікротвердості матеріалу його оброблюваність значно відрізняється через відмінність умов контактної взаємодії між різальним інструментом та оброблюваним матеріалом. Відомий найбільш близький за технічною суттю до винаходу спосіб визначення відносної оброблюваності матеріалів (див. авт. св. №1070457, МПК2 G01N3/58, опубл. 30.01.84 р., Бюл. №4), який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, при цьому як параметр, що характеризує сукупність значень цієї сили, визначають максимальну твердість кореня стружки в контактній зоні по передній поверхні інструмента, вимірюють відстань від зони з максимальною твердістю до різальної кромки та визначають інтенсивність наростання зміцненого матеріалу, за величиною якої оцінюють відносну оброблюваність матеріалів. Недоліком цього способу є складність і трудомісткість проведення вимірювань, а також неможливість розповсюдити його на широку гамму різних матеріалів таких як наплавлені та напилені матеріали, композиційні і т.ін., через що він не отримав широкого розповсюдження. В основу винаходу покладено завдання такого удосконалення способу визначення відносної оброблюваності матеріалів, при якому за рахунок визначення структурного стану та нестабільності механічних властивостей оброблюваного матеріалу кількісною статистичною характеристикою забезпечується підвищення продуктивності, точності та вірогідності визначення відносної оброблюваності матеріалів різанням, забезпечується розширення можливості визначення рівня оброблюваності матеріалів з гетерогенною структурою, зокрема захисних покриттів. Означене завдання вирішується завдяки тому, що у способі визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, згідно винаходу одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора визначають миттєві значення її тангенціальної складової, а як параметр, що характеризує ці значення, приймають величину фрактальної розмірності їх сукупності. Причинно-наслідковий зв'язок між сукупністю ознак, що заявляється і технічними результатами, які досягаються при її реалізації, полягає у наступному. Здійснення відносного поздовжнього переміщення навантаженого нормальною силою індентора і матеріалу та реєстрація тангенціальної складової сили опору руху індентора дають можливість якісно оцінити структурну неоднорідність матеріалу, що являє собою систему випадково розподілених структурно-енергетичних бар'єрів різної потужності, які перешкоджають розповсюдженню пружно-пластичних деформацій. Визначення величини фрактальної розмірності D, сукупності миттєвих значень тангенціальної складової сили опору руху індентора вперше дозволило оцінити структурний стан та нестабільність механічних властивостей матеріалу, які головним чином визначають його оброблюваність різанням, кількісною статистичною характеристикою. Значення фрактальної розмірності Ds знаходяться у діапазоні від 2 до 3, Ds=2 характеризує ідеально однорідний матеріал. Із зростанням величини Ds, збільшується неоднорідність та дефектність матеріалу. Як показали експериментальні дослідження, з імовірністю вище 90 % спостерігається функціональний зв'язок між величиною фрактальної розмірностіDs, сукупності механічних властивостей та критерієм оброблюваності матеріалів - швидкістю різання vx, якій відповідає стійкість інструменту х хвилин. Використання винаходу дозволяє оцінювати відносну оброблюваність матеріалів різанням за величиною запропонованого параметру оброблюваності - фрактальної розмірності Ds, який, базуючись на методології мультифрактального формалізму, кількісно оцінює статистичні показники, що комплексно характеризують однорідність структури матеріалів, розкид властивостей за величиною, і дозволяє визначити властивість матеріалів піддаватись різанню без проведення тривалих, тр удо- та матеріалоємних експериментів. На графіку фіг. представлено залежність швидкості різання v23 від величини фрактальної розмірності сукупності механічних властивостей матеріалу Ds. Приклад реалізації пропонованого способу. Визначали відносну оброблюваність низки газотермічних покриттів, нанесених на однакових режимах високошвидкісного напилювання: газополуменевих з порошків Fе80В20 , Fе79Сr16В 5, порошкового дроту Fe80B 20; електродугови х з порошкових дротів Fe80B20, Fе79Сr16В5 . Обробку здійснювали на режимах різання, при яких досягаються мінімальні значення параметрів шорсткості поверхні: подача S=0,05 мм/об; глибина різання t=0,15 мм, критерій зносу - h3=0,25мм, без охолодження. На спеціальному приладі для проведення склерометричних досліджень по поверхні зразка матеріалу, що досліджувався, з постійною швидкістю поздовжньо переміщували у режимі пружно-пластичного деформування навантажений нормальною силою індентор і здійснювали реєстрацію миттєви х значень тангенціальної складової Pt сили опору руху індентора по поверхні зразка. По сукупності миттєвих значень тангенціальної складової сили опору руху індентора, яка визначає структурний стан та механічні властивості матеріалу, визначали величину фрактальної розмірності Ds (див. табл.). Величину Ds визначали клітковим методом. Оброблювали різальним інструментом зразки з нанесеними покриттями. Встановлювали залежність v23=f(Ds), де vx - швидкість різання, якій відповідає стійкість інструменту х хвилин. На графіку показана залежність v23=f(Ds) швидкості різання v23, при якій забезпечується стійкість інструменту Т=23 хвилини, від величини фрактальної розмірності сукупності механічних властивостей матеріалу (Ds) низки покриттів (S=0,05мм/об, t=0,2мм, hз=0,25мм). Зі зростанням величини фрактальної розмірності сукупності механічних властивостей D s значно зменшується швидкість v23. Таблиця Тип покриття Газополуменеве з Fe80B20 (П) Електродугове з Fe80B20 (ПД) Газополуменеве з Fе80В20 (ПД) Газополуменеве з Fe79Cr16В5 (П) Електродугове з Fe79Сr16В5 (ПД) Фрактальна розмірність, Ds 2,76±0,03б 2,57±0,023 2,32±0,012 2,82±0,038 2,68±0,025 Швидкість різання v23, м/с 2,00 2,31 2,75 1,20 1,71 Стійкість інструменту T(h3=0,25 мм), хв. 28 36 56 Примітка: П - порошок, ПД - порошковий дріт. Визначали відносну оброблюваність матеріалів різанням за величиною D s. Матеріал з меншим значенням Ds характеризується кращою відносною оброблюваністю різанням.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determining relative parameters characterizing machinability of materials
Автори англійськоюKlymenko Serhii Anatoliiovych, Melniichuk Yurii Oleksiiovych, Mukovoz Yurii Oleksandrovych, Kopieikina Maryna Yuriivna
Назва патенту російськоюСпособ определения относительных параметров, характеризующих обрабатываемость метериалов
Автори російськоюКлименко Сергей Анатольевич, Мельнийчук Юрий Алексеевич, Муковоз Юрий Александрович, Копейкина Марина Юрьевна
МПК / Мітки
МПК: G01N 3/58
Мітки: оброблюваності, відносної, матеріалів, спосіб, визначення
Код посилання
<a href="https://ua.patents.su/2-67468-sposib-viznachennya-vidnosno-obroblyuvanosti-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення відносної оброблюваності матеріалів</a>
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 47712
Опубліковано: 15.07.2002
Автори: Пасечник Анатолій Андрійович, Баннов Генадій Михайлович, Кузьменко Анатолій Григорович
Мітки: спосіб, відносної, матеріалів, визначення, оброблюваності
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання V60, який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя...
Спосіб визначення оброблюваності гірських порід і штучного каменю
Номер патенту: 63487
Опубліковано: 15.01.2004
Автори: Рибіна Світлана Анатоліївна, Горобець Ігор Олексійович, Михайлов Олександр Миколайович, Байков Анатолій Вікторович, Польченко Віктор Васильович
МПК: B28D 1/00, C04B 41/00
Мітки: визначення, спосіб, штучного, каменю, гірських, порід, оброблюваності
Формула / Реферат:
Спосіб визначення оброблюваності гірських порід і штучного каменю, при якому виміряється технологічна продуктивність при різанні зразків алмазним відрізним кругом, який відрізняється тим, що процес різання здійснюють при постійній величині зусилля притиску алмазного відрізного круга до досліджуваного зразка, а технологічну продуктивність обробки оцінюють часом заглиблення алмазного відрізного круга на необхідну величину, причому відлік часу...
Спосіб визначення оброблюваності матеріалів різанням

Номер патенту: 51856
Опубліковано: 16.12.2002
Автор: Антонюк Віктор Степанович
МПК: G01N 3/58
Мітки: визначення, різанням, спосіб, матеріалів, оброблюваності
Формула / Реферат:
Способ определения обрабатываемости материалов резанием, заключающийся в том, что образец материала, имеющий цилиндрическую поверхность, вращают с постоянной скоростью, производят радиальную подачу режущего инструмента, осуществляют резание цилиндрической поверхности образца, ломают стружку с помощью стружколомающего приспособления и определяют параметры процесса резания, по которым судят об обрабатываемости, отличающийся тем, что, с целью...
Спосіб підвищення стійкості ріжучого інструменту та оброблюваності конструкційних матеріалів
Номер патенту: 23912
Опубліковано: 31.08.1998
Автори: Остафьєв Володимир Олександрович, Гладкий Ярослав Миколайович, Сілін Радомир Іванович, Бурлаков Андрій Анатолійович
МПК: C23C 14/00, C23C 14/58
Мітки: підвищення, матеріалів, стійкості, оброблюваності, інструменту, ріжучого, конструкційних, спосіб
Формула / Реферат:
Способ повышения стойкости режущего инструмента и обрабатываемости конструкционных материалов, включающий подготовку поверхности инструмента к нанесению упрочняющего покрытия, упрочнения на установке типа "БУЛАТ" в вакууме, отличающийся тем, что перед упрочнением на инструмент наносят тонкопленочный барьерный слой окисла алюминия АІгОз, а после упрочнения выдерживают в 70% растворе соляной кислоты в течение 3-5 минут при комнатной...
Спосіб визначення експлуатаційних властивостей мастильних матеріалів
Номер патенту: 46229
Опубліковано: 15.05.2002
Автори: Ребенко Іван Максимович, Ревенко Іван Іванович, Ребенко Віктор Іванович
МПК: G01N 33/26
Мітки: спосіб, експлуатаційних, мастильних, властивостей, визначення, матеріалів
Формула / Реферат:
Спосіб визначення експлуатаційних властивостей мастильних матеріалів, полягає в тому, що в підшипник кочення або ковзання подають певну кількість мастильного матеріалу, створюють навантаження, розганяють до певної швидкості обертання, нагрівають до заданої температури та вимірюють вільний вибіг маховика, встановленого на підшипниках, який відрізняється тим, що реєстрація параметрів вибігу здійснюється безконтактним пристроєм, з'єднаним з...
Попередній патент: Спосіб лікування дисциркуляторної енцефалопатії
Наступний патент: Спосіб виробництва столового сухого червоного вина “бартоломео”
Випадковий патент: Зносостійкий сплав