Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 87048
Опубліковано: 27.01.2014
Автори: Філіппова Марина В`ячеславівна, Волошко Оксана В'ячеславівна, Барандич Катерина Сергіївна, Вислоух Сергій Петрович

Формула / Реферат
Спосіб визначення відносної оброблюваності матеріалів швидкістю різання V60, що включає визначення відносної оброблюваності способом тертя ковзання за моделлю зношування інструментального матеріалу, за якою досліджують один зразок, при якому визначають величину зношування інструментального матеріалу від шляху тертя по двом точкам S21, S22, потім розраховують параметри моделі зношування і шлях тертя, який порівнюють з шляхом тертя для сталі 45, який відрізняється тим, що визначають оброблюваність будь-якого досліджуваного матеріалу з класифікаційної групи, до якої належить даний матеріал, з використання методик багатовимірного статистичного аналізу, що включають методи зменшення розмірності масивів початкової інформації, методи класифікації, групування та визначення узагальнюючих показників оброблюваності для кожного матеріалу класифікаційної групи за наданими формулами та порівнюють ці показники досліджуваного матеріалу і будь-якого еталонного матеріалу даної класифікаційної групи, при цьому враховують дійсні характеристики досліджуваного і еталонного матеріалів - їх структуру, хімічний склад та фізико-механічні властивості.
Текст
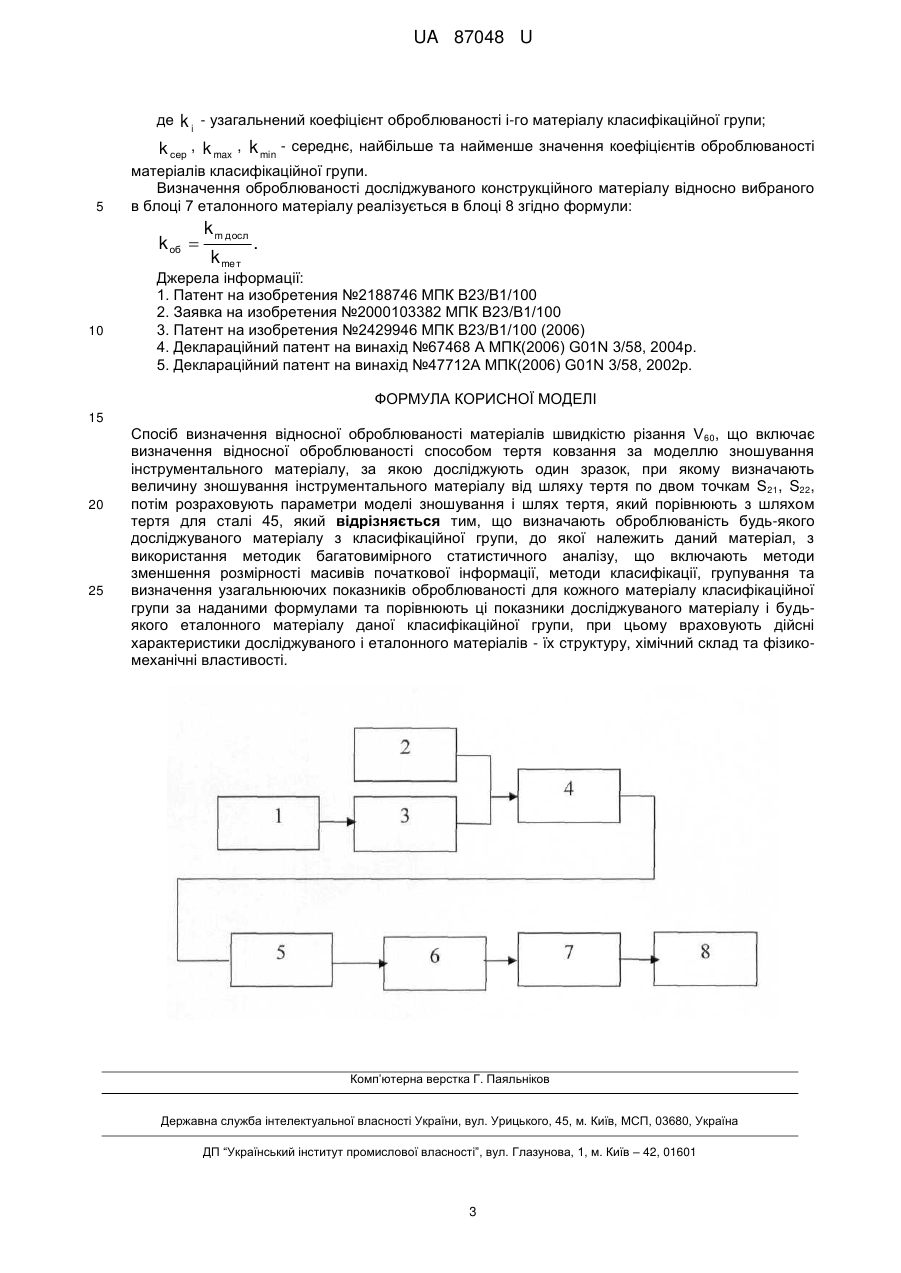
Реферат: Спосіб визначення відносної оброблюваності матеріалів швидкістю різання V 60 включає визначення відносної оброблюваності способом тертя ковзання за моделлю зношування інструментального матеріалу, за якою досліджують один зразок, при якому визначають величину зношування інструментального матеріалу від шляху тертя по двом точкам S 21, S22. Потім розраховують параметри моделі зношування і шлях тертя, який порівнюють з шляхом тертя для сталі 45. Визначають оброблюваність будь-якого досліджуваного матеріалу з класифікаційної групи, до якої належить даний матеріал. Враховують дійсні характеристики досліджуваного і еталонного матеріалів - їх структуру, хімічний склад та фізико-механічні властивості. UA 87048 U (12) UA 87048 U UA 87048 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до приладо- та машинобудування, а саме до способів визначення відносної оброблюваності матеріалів різанням. Відомий винахід належить до обробки матеріалів різанням, прискореної оцінці рівня оброблюваності різних матеріалів, в тому числі нових марок сплавів, наплавлених матеріалів, композиційних матеріалів, а також традиційно застосовуваних сталей і сплавів, що змінюються умовах різання, наприклад при обробці на верстатах з ЧПК. Спосіб включає вимір в процесі різання сили і швидкості різання, реєстрацію миттєвих значень сили різання, визначення частоти зрушень елементів стружки, отриманих в процесі різання, по товщині цих елементів. Для розширення можливості визначення та контролю рівня оброблюваності при змінних умовах різання і прогнозування оброблюваності нових марок сплавів додатково вимірюють середню температуру різання, потім отримують залежність частоти зрушень елементів стружки за наведеною формулою від параметра, що враховує потужність різання і середню температуру різання. Потім в робочому процесі визначають частоту миттєвих сил різання і за отриманою залежності визначають величину узагальненого параметра [1]. Недоліками цього способу є те, що визначення оброблюваність матеріалів є досить складним в реалізації, оскільки потребує великої кількості вимірювань (сили та швидкості різання, реєстрації миттєвих значень сили різання, визначення частоти зрушень елементів стружки, отриманих в процесі різання, по товщині цих елементів). Спосіб визначення оброблюваності матеріалів різанням, при якому в процесі різання вимірюють силу, швидкість (або потужність) різання, реєструють миттєві значення сили різання, за параметрами стружок (товщині елементів), отриманих в процесі різання, визначають частоту зрушень елементів, що відрізняється тим, що додатково вимірюють середню температуру різання, попередньо отримують залежність частоти зрушень елементів стружок від параметра в робочому процесі, реєструють миттєві значення сили різання, визначають частоту миттєвих сил різання і по попередньо отриманої залежності визначають величину узагальненого параметра, за якою судять про оброблюваність. Спосіб, який відрізняється тим, що в робочому процесі реєструють частоту хвиль акустичної емісії в діапазоні частот утворення зрушень елементів стружки і за попередньо отриманою залежністю знаходять значення узагальненого параметра, за величиною якого судять про оброблюваність [2]. Недоліком даного способу є те, що визначення оброблюваності матеріалу потребує проведення значних експериментальних досліджень, що призводить до великих витрат часу, електроенергії, вартісних інструментальних та конструкційних матеріалів. Спосіб визначення оброблюваності матеріалів при високошвидкісних методах обробки включає вимірювання в процесі різання обертовим диском з індентором кута відхилення зразка досліджуваного матеріалу, закріпленого на маятнику. Для розширення можливості експресоцінки оброблюваності в процесі різання вимірюють кут відхилення досліджуваного зразка матеріалу, визначають об'єм риски, що утворилася в результаті різання, питому роботу, що витрачена на різання, швидкість диска в момент початку контакту індентора із зразком і за наведеною залежністю розраховують значення узагальненого параметра оброблюваності, за величиною якого судять про оброблюваність [3]. Недоліком даного способу є те, що визначення оброблюваності матеріалу потребує виконання вимірювань з використанням спеціальних пристосувань індентора) та проведення відповідних експериментальних досліджень, що призводить до витрат часу, електроенергії, інструментальних та конструкційних матеріалів. Спосіб визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора, визначають миттєві значення її тангенціальної складової, а як параметр, що характеризує ці значення, приймають величину фрактальної розмірності їх сукупності [4]. Недоліком даного способу є те, що для визначення відносної оброблюваності матеріалів проводять складні та довготривалі експериментальні дослідження, оброблюваність матеріалу визначають лише за одним параметром - силою опору переміщенню індентора. Найбільш близький до винаходу є спосіб визначення відносної оброблюваності матеріалів [5] за швидкістю різання V60, який полягає у тому, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу, за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя за двома точками S21, S22, а потім розраховують параметри моделі зношування та шлях тертя, який порівнюють з шляхом тертя для сталі 45. 1 UA 87048 U 5 10 15 20 25 30 35 40 Недоліком даного способу є те, що визначення відносної оброблюваності потребує тривалих експериментальних досліджень, а отже, значних витрат часу, електроенергії та матеріалів та оброблюваність досліджуваного матеріалу визначається тільки в порівнянні оброблюваністю сталі 45. Задача корисної моделі полягає в економічному і об'єктивному спосіб визначення оброблюваності матеріалів без проведення додаткових експериментальних досліджень на основі аналізу їх структури, хімічного складу та фізико механічних характеристик. Поставлена задача вирішується шляхом обробки інформації про параметри (структуру, хімічний склад та фізико-механічні властивості) досліджуваного матеріалу, що не потребує великої кількості експериментальних досліджень та витрат часу, коштів. Пропонується визначення відносної оброблюваності нових матеріалів виконувати на основі порівняння параметрів досліджуваного матеріалу з відповідними параметрами відомих матеріалів. Але внаслідок того, що кожний матеріал характеризується великим набором таких параметрів, як от: структура, хімічний склад, фізико-механічні властивості тощо, таке порівняння традиційними методами виконати надто складно. Для вирішення цієї задачі пропонується використовувати багатомірний статистичний аналіз, що включає методи стиснення (зменшення розмірності) масивів початкової інформації, методи класифікації, групування та розпізнавання матеріалів. Суть корисної моделі пояснюється кресленням, де зображена структурна схема визначення відносної оброблюваності матеріалів. Структурна схема містить: 1 - база даних конструкційних матеріалів; 2 - блок визначення та введення параметрів досліджуваного матеріалу; 3 - блок класифікації матеріалів; 4 - блок визначення класифікаційної групи, до якої відноситься досліджуваний матеріал, 5 - блок стиснення інформації про характеристики матеріалів визначеної класифікаційної групи; 6 - блок визначення узагальнених комплексних показників оброблюваності для кожного матеріалу класифікаційної групи; 7 - блок вибору матеріалу-еталону; 8 - блок визначення відносної оброблюваності. Спосіб реалізується наступним чином. В блоці 1 формується база даних матеріалів, що включає відомості про структуру, хімічний склад та фізико-механічні властивості цих матеріалів, які в повній мірі характеризують кожний конструкційний матеріал. Згідно з блоком 2 визначаються та вводяться значення параметрів досліджуваного матеріалу. В блоці 3 методами кластерного аналізу виконуються класифікація та групування конструктивних матеріалів за близькістю значень структури, хімічного складу та фізикомеханічних властивостей цих матеріалів. Методами доскримінантного аналізу в блоці 4 визначається класифікаційна група конструкційних матеріалів, до якої відноситься досліджуваний матеріал. Для кожного матеріалу встановленої класифікаційної групи матеріалів в блоці 5 методами факторного аналізу визначаються латентні змінні (фактори), які характеризують всю початкову інформацію про кожен матеріал групи, тобто виконується стиснення масивів початкової інформації без зниження її інформативності. Згідно з блоком 6 для кожного i-го матеріалу класифікаційної групи визначається узагальнений коефіцієнт оброблюваності згідно формули: l ki f b j1 l b j1 45 ij j , i 1,2,...,m, j де fij - значення j-го фактору для i-го матеріалу класифікаційної групи; b j - ваговий коефіцієнт j-го фактору (вклад в загальну дисперсію); 50 l - кількість латентних змінних (факторів), що характеризують матеріали даної класифікаційної групи. Далі в межах класифікаційної групи визначаються коефіцієнти для кожного матеріалу, що характеризує відносне його відхилення від середнього значення узагальненої оброблюваності матеріалів групи за формулою: k mi 1 k i k сер k max k min , , i 12,...,m, 2 UA 87048 U де k i - узагальнений коефіцієнт оброблюваності i-го матеріалу класифікаційної групи; k сер , k max , k min - середнє, найбільше та найменше значення коефіцієнтів оброблюваності 5 матеріалів класифікаційної групи. Визначення оброблюваності досліджуваного конструкційного матеріалу відносно вибраного в блоці 7 еталонного матеріалу реалізується в блоці 8 згідно формули: k об 10 k m досл k meт . Джерела інформації: 1. Патент на изобретения №2188746 МПК В23/В1/100 2. Заявка на изобретения №2000103382 МПК В23/В1/100 3. Патент на изобретения №2429946 МПК В23/В1/100 (2006) 4. Деклараційний патент на винахід №67468 А МПК(2006) G01N 3/58, 2004р. 5. Деклараційний патент на винахід №47712А МПК(2006) G01N 3/58, 2002р. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 25 Спосіб визначення відносної оброблюваності матеріалів швидкістю різання V 60, що включає визначення відносної оброблюваності способом тертя ковзання за моделлю зношування інструментального матеріалу, за якою досліджують один зразок, при якому визначають величину зношування інструментального матеріалу від шляху тертя по двом точкам S 21, S22, потім розраховують параметри моделі зношування і шлях тертя, який порівнюють з шляхом тертя для сталі 45, який відрізняється тим, що визначають оброблюваність будь-якого досліджуваного матеріалу з класифікаційної групи, до якої належить даний матеріал, з використання методик багатовимірного статистичного аналізу, що включають методи зменшення розмірності масивів початкової інформації, методи класифікації, групування та визначення узагальнюючих показників оброблюваності для кожного матеріалу класифікаційної групи за наданими формулами та порівнюють ці показники досліджуваного матеріалу і будьякого еталонного матеріалу даної класифікаційної групи, при цьому враховують дійсні характеристики досліджуваного і еталонного матеріалів - їх структуру, хімічний склад та фізикомеханічні властивості. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюVysloukh Serhii Petrovych, Voloshko Oksana Viacheslavivna, Barandych Kateryna Serhiivna, Filippova Maryna Viacheslavivna
Автори російськоюВислоух Сергей Петрович, Волошко Оксана Вячеславовна, Барандич Екатерина Сергеевна, Филиппова Марина Вячеславовна
МПК / Мітки
МПК: G01N 3/58
Мітки: відносної, спосіб, визначення, матеріалів, оброблюваності
Код посилання
<a href="https://ua.patents.su/5-87048-sposib-viznachennya-vidnosno-obroblyuvanosti-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення відносної оброблюваності матеріалів</a>
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 47712
Опубліковано: 15.07.2002
Автори: Баннов Генадій Михайлович, Кузьменко Анатолій Григорович, Пасечник Анатолій Андрійович
Мітки: відносної, спосіб, оброблюваності, визначення, матеріалів
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів по швидкості різання V60, який відрізняється тим, що відносна оброблюваність визначається способом тертя ковзання по моделі зношування інструментального матеріалу за якою досліджують один зразок і визначають величину зношування інструментального матеріалу від шляху тертя по двох точках S21, S22, а потім розраховують параметри моделі зношування і шлях тертя , який порівнюють з шляхом тертя...
Спосіб визначення відносної оброблюваності матеріалів
Номер патенту: 67468
Опубліковано: 15.06.2004
Автори: Клименко Сергій Анатолійович, Мельнійчук Юрій Олексійович, Муковоз Юрій Олександрович, Копєйкіна Марина Юріївна
МПК: G01N 3/58
Мітки: спосіб, відносної, визначення, матеріалів, оброблюваності
Формула / Реферат:
Спосіб визначення відносної оброблюваності матеріалів, який полягає в тому, що здійснюють силове навантаження матеріалу, визначають силу опору переміщенню індентора і за параметром, що характеризує сукупність значень цієї сили, визначають оброблюваність матеріалів, який відрізняється тим, що одночасно із силовим навантаженням матеріалу здійснюють відносне поздовжнє переміщення індентора і матеріалу, як силу опору переміщенню індентора...
Спосіб визначення оброблюваності матеріалів різанням
Номер патенту: 56274
Опубліковано: 10.01.2011
Автори: Усачов Петро Антонович, Волошко Оксана В'ячеславівна, Даценко Михайло Андрійович
МПК: G01N 3/58
Мітки: визначення, оброблюваності, різанням, спосіб, матеріалів
Формула / Реферат:
Спосіб визначення оброблюваності матеріалів різанням, що включає визначення об'єму V зрізаного матеріалу і роботи А різання в заданих умовах обробки, який відрізняється тим, що за заданий період часу t при однакових умовах (n - швидкість різання, s - подача, t - глибина різання) обробки різанням матеріалів - що досліджується і еталонного, замірюють кількість М кожного зрізаного матеріалу, затрачену на різання потужність верстата N і параметр...
Спосіб визначення оброблюваності конструкційних матеріалів
Номер патенту: 55404
Опубліковано: 10.12.2010
Автори: Вислоух Сергій Петрович, Волошко Оксана В'ячеславівна
МПК: B23Q 15/00
Мітки: конструкційних, оброблюваності, спосіб, визначення, матеріалів
Формула / Реферат:
Спосіб визначення оброблюваності конструкційних матеріалів, який полягає в тому, що для порівняння оброблюваності двох матеріалів при однакових умовах обробки експериментально знаходять швидкості різання при заданому періоді стійкості інструмента, який відрізняється тим, що визначають реальні характеристики (хімічний склад, фізико-механічні властивості та структуру) досліджуваного конструкційного матеріалу, обраховують відносну...
Спосіб неруйнівного визначення оброблюваності конструкційних матеріалів та оброблювальних властивостей інструментальних матеріалів
Номер патенту: 62914
Опубліковано: 26.09.2011
Автори: Барандич Катерина Сергіївна, Волошко Оксана В'ячеславівна, Вислоух Сергій Петрович
МПК: B23Q 15/00
Мітки: спосіб, оброблюваності, інструментальних, оброблювальних, властивостей, конструкційних, визначення, неруйнівного, матеріалів
Формула / Реферат:
Спосіб неруйнівного визначення механічних характеристик сталей, який полягає у тому, що, за значеннями добутку питомого електричного опору та коефіцієнта теплопровідності, визначають належність контрольованої сталі до тої чи іншої структурної групи сталей, а потім за допомогою алгоритмів штучних нейронних мереж отримують розрахункові значення механічних характеристик сталей, який відрізняється тим, що визначають відносну та реальну...
Попередній патент: Транспортний засіб для надання адвокатських та інших юридичних послуг (мобільний офіс)
Наступний патент: Спосіб одержання целюлози із волокна льону олійного
Випадковий патент: Шпиндельна відцентрова машина