Спосіб управління обробкою нежорстких валів на токарному верстаті точінням
Номер патенту: 102767
Опубліковано: 25.11.2015
Автори: Максимчук Іван Вікторович, Глазов Сергій Андрійович, Русанов Ярослав Сергійович, Вишняк Валентина Юріївна

Формула / Реферат
Спосіб управління обробкою нежорстких валів на токарному верстаті, за яким задають обертальний рух оброблюваної деталі і рух поздовжньої подачі, який відрізняється тим, що від початку обробки вала до середини зменшують подачу та збільшують відповідно від середини до закінчення обробки.
Текст
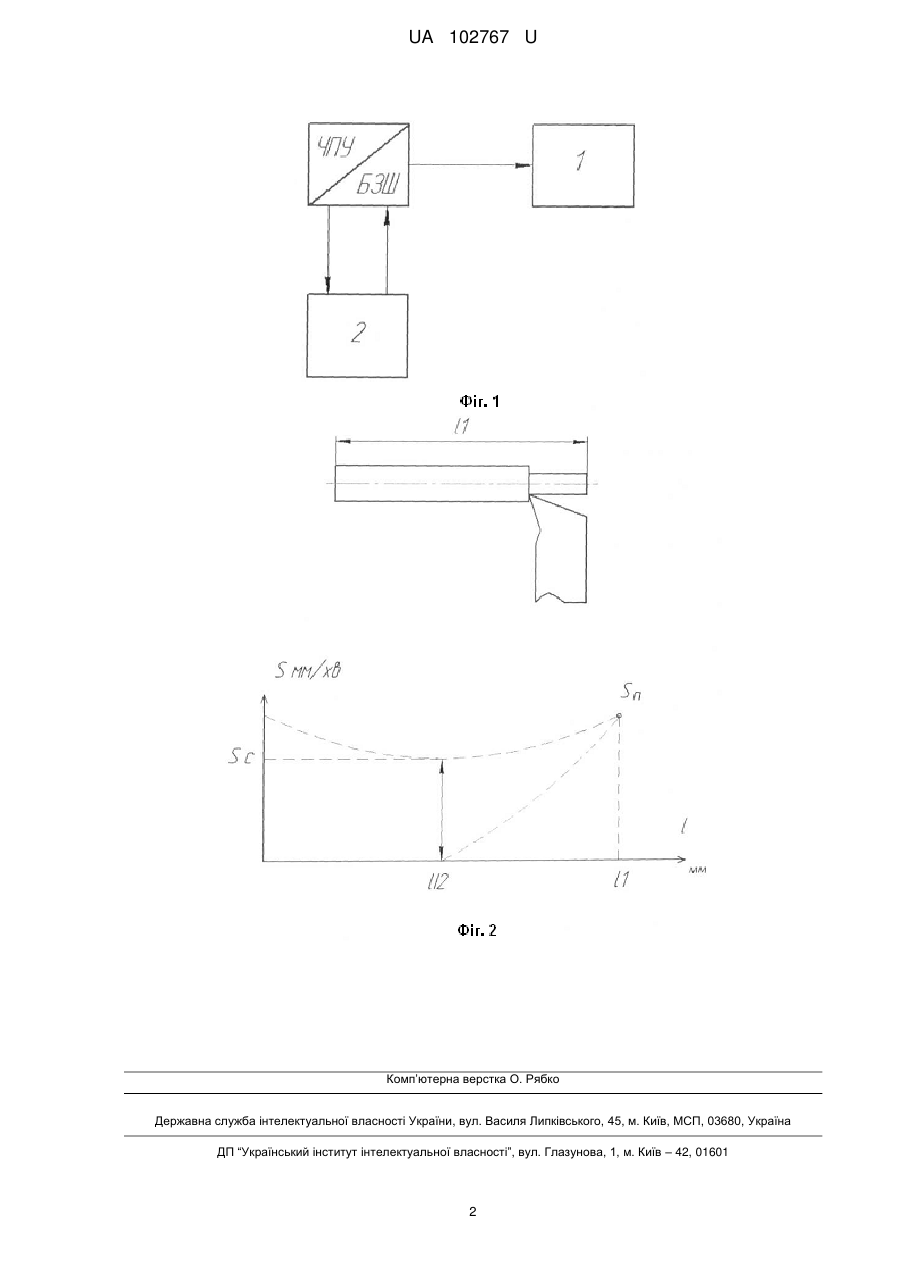
Реферат: Спосіб управління обробкою нежорстких валів на токарному верстаті, за яким задають обертальній рух оброблюваної деталі і рух поздовжньої подачі. Від початку обробки вала до середини зменшують подачу та збільшують відповідно від середини до закінчення обробки. UA 102767 U (12) UA 102767 U UA 102767 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі приладобудування, машинобудування та може бути використана при різних видах обробки процесом різання. Відомі пристрої подібного призначення [Авторські свідоцтва: C21D 9/30 19994, B23H 3/00, B23H 9/04 1999, B24B 39/04, B21D 3/16 1991, В24С 1/10 1998, В23В 5/08, В24В 5/04 2001, МПК В23В 5/44 2006, В24С 1/00 1998, В23В 1/00 1992, В24В 1/00 2001, В23В 5/18, B23D 37/14 2000, МПК C21D 8/00 2006, C21D 9/28, C21D 1/56, C21D 1/62 1991], які характеризують обробку валів, в деяких випадках надто довгих за розміром, загальним недоліком цих пристроїв є низька точність контролю процесу обробки валів на токарних верстатах та ускладнення з отриманням рівня механічних властивостей в необхідному інтервалі значень. Як аналог прийнято пристрій контролю процесу різання [Авторське свідоцтво № 2021098, В24В 39/04 15.10.1994], в якому спосіб дозволяє забезпечити процес зміцнення оброблюваної поверхні і виправляти деформацію нежорстких валів від попередньої технологічної операції. Це забезпечить зменшення числа бракованих деталей, а також скоротить витрати на виправлення браку, викликаного позамежної величиною відхилення прямолінійності осі вала. До недоліків аналогу належить неможливість виправлення малих вихідних прогинів валів, що зазвичай має місце в практиці, оскільки ступінь деформації увігнутою і опуклою сторін вала практично однакова, а також складність його реалізації, оскільки спосіб передбачає використання системи автоматичного управління з великою кількістю елементів, сумарна надійність яких низька і відповідно не виправдовує себе у виробничих умовах внаслідок зниження точності обробки. Задачею цієї корисної моделі є збільшити точність обробки по всій довжині вала, за рахунок зменшення сил різання всередині вала та зменшення сил деформації. Реалізація способу управління обробкою нежорстких валів на токарному верстаті (Фіг. 1) складається з числового програмного управління (ЧПУ), у якому розташовано блок задання швидкості (БЗШ), верстата 1 і блок управління подачею 2, який з'єднаний з блоком задання швидкості, що забезпечує діапазон робочих подач від 0.1 до 4800 мм/хв. У ньому також закладено можливість ступеневої зміни швидкості подачі в межах від 20 % до 120 %. На Фіг. 2 зображено малюнок вала довжиною L1, графік зміни швидкості подачі з початку різання до середини, де вона зменшується, і з середини вала подача починає збільшуватися. Пристрій, що реалізує спосіб, працює наступним чином. При вмиканні верстата і запуску управляючої програми в ЧПК інформація по кожному кадру надходить в блок 2 управління подачею, кадри, які не мають інформації по переміщення супорта верстата по координаті Z уздовж лінії центрів верстата на робочій подачі, надходячи на виконуючі пристрої верстата без змін і без затримки. Як тільки в управляючій програмі з'являється кадр, у якому знаходиться інформація з переміщення супорта верстата по координаті Z, у блоці 2 аналізується ця інформація, а саме визначається максимальна довжина переміщення по координаті Z. Інформація про довжину переміщення поділяється на два інтервали (середина обробки), визначається кількість кроків переміщення на кожному інтервалі до середини і після середини до кінця обробки вала. На першому інтервалі до середини кожний крок подачі зменшується з розрахунку: початкова подача Sп мм/хв і до середини Sc зменшується на 20 % від початкової (значення параметрів задається на пульту ЧПК перемикачем "Корекція подачі від 20 % до 120 %») то величина зміни подачі Sз буде дорівнювати Sп-Sc=Sз на довжині ½L, тоді Sз: ½L=2 Sз/L=ΔS визначає величину зміни подачі на кожний мм довжини вала. З початку обробки до середини подача зменшується з Sп до Sc на ΔS на кожний мм пересування інструмента вздовж оброблюваної поверхні вала до середини, а після з середини збільшується на ΔS від Sc до Sп, а саме з початку подача виконується з від'ємним приростом, а після середини з додатнім приростом на кожному міліметрі довжини. Таким чином, за допомогою запропонованого способу обробки нежорстких валів на токарному верстаті збільшується точність обробки по всій довжині вала, за рахунок зменшення сил різання всередині вала та зменшення сил деформації. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб управління обробкою нежорстких валів на токарному верстаті, за яким задають обертальний рух оброблюваної деталі і рух поздовжньої подачі, який відрізняється тим, що від початку обробки вала до середини зменшують подачу та збільшують відповідно від середини до закінчення обробки. 1 UA 102767 U Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control processing non-rigid shafts on lathe by turning
Автори англійськоюVyshniak Valentyna Yuriivna, Maksymchuk Ivan Viktorovych, Rusanov Yaroslav Serhiiovych, Hlazov Serhii Andriiovych
Назва патенту російськоюСпособ управления обработкой нежестких валов на токарном станке точением
Автори російськоюВишняк Валентина Юрьевна, Максимчук Иван Викторович, Русанов Ярослав Сергеевич, Глазов Сергей Андреевич
МПК / Мітки
МПК: B23B 25/06
Мітки: валів, токарному, верстаті, управління, нежорстких, спосіб, точінням, обробкою
Код посилання
<a href="https://ua.patents.su/4-102767-sposib-upravlinnya-obrobkoyu-nezhorstkikh-valiv-na-tokarnomu-verstati-tochinnyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб управління обробкою нежорстких валів на токарному верстаті точінням</a>
Спосіб обробки точінням нежорстких деталей типу валів
Номер патенту: 69491
Опубліковано: 15.09.2004
Автори: Пашков Євген Валентинович, Шмидт Людміла Анатоліївна, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: нежорстких, точінням, валів, обробки, типу, спосіб, деталей
Формула / Реферат:
Спосіб обробки точінням нежорстких деталей типу валів, що включає їх закріплення по кінцях, обертання, створення протидіючого радіальній складовій силі різання зусилля, а також переміщення уздовж оброблюваної поверхні різального інструмента, який відрізняється тим, що протидіюче зусилля реалізують у вигляді серії імпульсів сил одного знака, що прикладаються у перерізі деталі, рівновіддаленому від її кінців, величину яких змінюють в залежності...
Спосіб холодної правки нежорстких деталей типу валів
Номер патенту: 19255
Опубліковано: 15.12.2006
Автори: Ковалевська Олена Сергіївна, Фоменко Олександр Олександрович, Колот Лідія Петрівна
МПК: B21D 3/00
Мітки: спосіб, холодної, валів, типу, нежорстких, деталей, правки
Формула / Реферат:
Спосіб холодної правки нежорстких деталей типу валів, який включає поверхневе пластичне деформування вала обкаткою його роликом при постійному напрямку подачі, причому більший ступінь подачі деформації створюють на вгнутій частині поверхні вала, який відрізняється тим, що обкатку здійснюють одночасно трьома роликами в одному перерізі та з зусиллями, які змінюються по довжині вала в залежності від форми деформації, від максимальної на вгнутій...
Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів
Номер патенту: 24387
Опубліковано: 25.06.2007
Автори: Бєлкін Олександр Миколайович, Бєлкіна Анна Олександрівна
МПК: B24B 1/00
Мітки: стальних, напівжорстких, втулок, нежорстких, порожнистих, кілець, цементованих, валів, обробки, спосіб
Формула / Реферат:
1. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів, що включає шліфування внутрішньої та зовнішньої поверхонь, який відрізняється тим, що додатково включає операцію шліфування зовнішньої поверхні, яку проводять спочатку перед шліфуванням внутрішньої поверхні.2. Спосіб обробки цементованих стальних нежорстких та напівжорстких втулок, кілець та порожнистих валів за п. 1, який...
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням
Номер патенту: 84885
Опубліковано: 10.12.2008
Автори: Пашков Євгеній Валентинович, Бохонський Олександр Іванович
МПК: B23B 1/00
Мітки: нежорстких, зони, безконтактного, базування, обробки, точінням, дисків, пристрій
Формула / Реферат:
Пристрій для безконтактного базування нежорстких дисків в зоні обробки точінням, що містить корпус у вигляді планшайби, яка виконує роль статора, кільцеві зубчасті магнітопроводи з фазними котушками, тримачі магнітопроводів у вигляді секторів з карманами на поверхнях, повернених до деталі, що обробляється, який відрізняється тим, що на периферії торцевої поверхні планшайби, концентрично магнітопроводам, виконана кільцева канавка під Г-подібні...
Спосіб управління точністю положення осі обертання нежорстких радіальних гідростатичних опор
Номер патенту: 35401
Опубліковано: 15.03.2001
Автори: Ковальов Віктор Дмитрович, Бевзюк Олександр Федорович, Донченко Олександр Іванович, Бабін Олег Фавієвич
МПК: B23Q 15/00
Мітки: осі, опор, обертання, радіальних, нежорстких, спосіб, точністю, управління, гідростатичних, положення
Формула / Реферат:
Спосіб управління точністю положення осі обертання нежорстких радіальних гідростатичних опор за рахунок зміни жорсткістних характеристик опори, який відрізняється тим, що перерозподіляють жорсткість в радіальних напрямках обернено пропорційно величинам деформацій в відповідних напрямках шляхом зміни тиску в ізольованих кишенях гідростатичних опор.
Попередній патент: Спосіб визначення оброблюваності матеріалів точінням
Наступний патент: Машина для сортування насіння
Випадковий патент: Пристрій миттєвого розпилення спеціальних порошкових сумішей