Спосіб обробки чавуну
Номер патенту: 10494
Опубліковано: 15.11.2005
Автори: Ессельбах Сергій Борисович, Ессельбах Вадим Сергійович, Богрянцев Ігор Миколайович, Куберський Сергій Володимирович, Семірягін Сергій Володимирович

Формула / Реферат
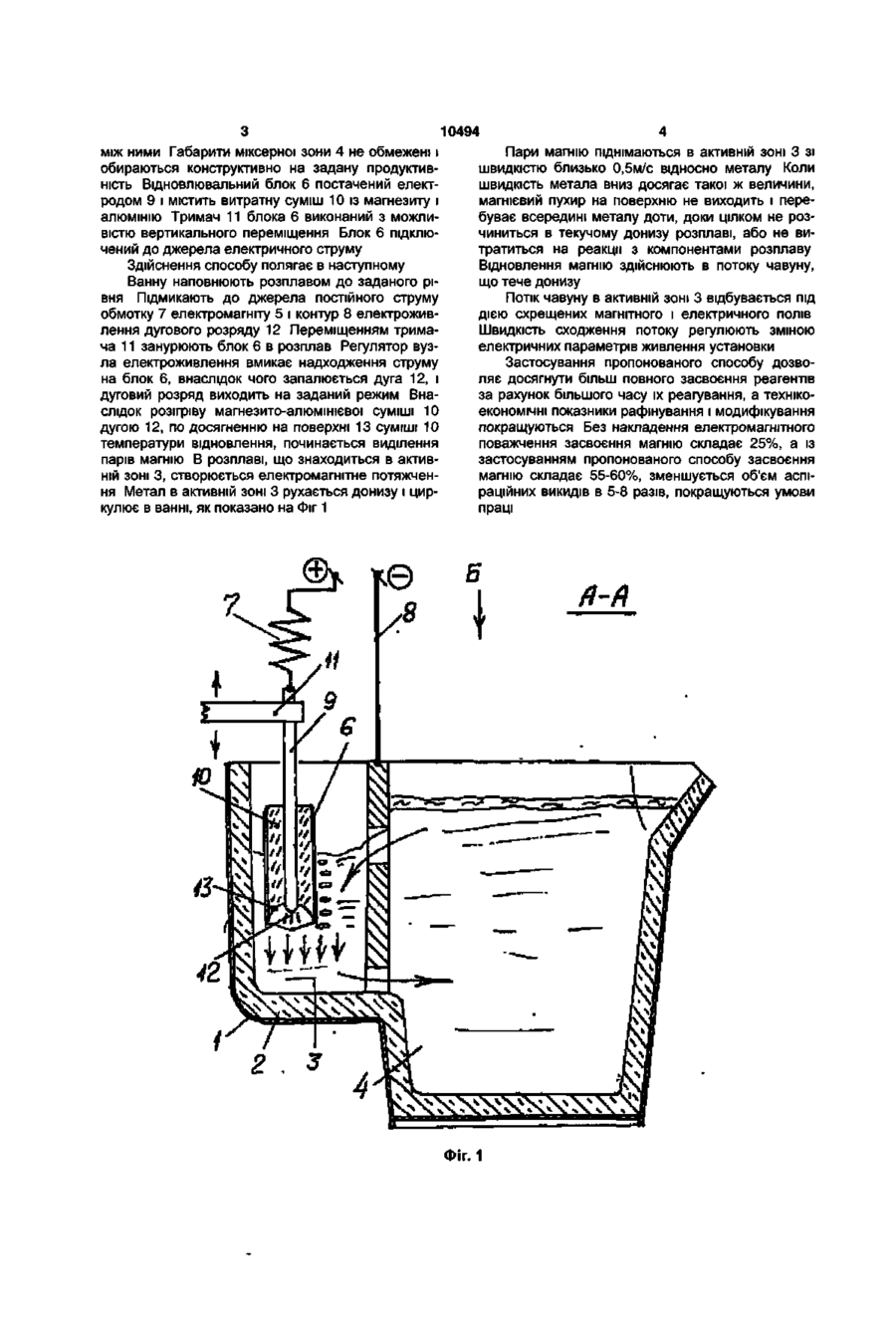
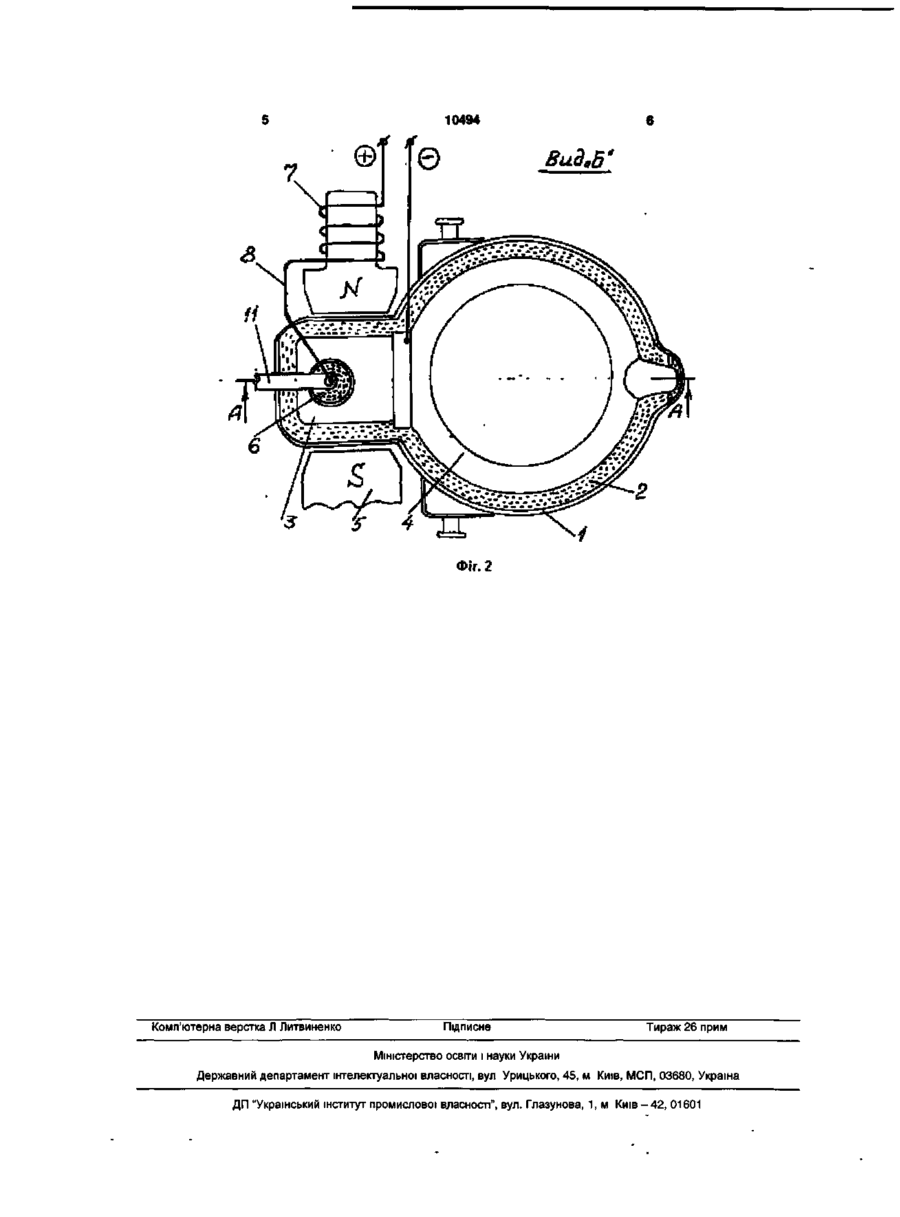
Спосіб обробки чавуну магнієм, що включає відновлення магнію алюмінієм під дією плазми дугового розряду із магнезиту, який входить в склад формованого блока, який відрізняється тим, що обробку здійснюють в потоці чавуну, який стікає донизу відносно блока під дією схрещених магнітного і електричного полів.
Текст
Спосіб обробки чавуну магнієм, що включає відновлення магнію алюмінієм під дією плазми дугового розряду із магнезиту, який входить в склад формованого блока, який відрізняється тим, що обробку здійснюють в потоці чавуну, який стікає донизу відносно блока під дією схрещених магнітного і електричного полів. Корисна модель відноситься до металургії, зокрема, до обробки залізовуглецевих розплавів. Відоме застосування блоків для обробки розплавів парами ЛЗМ (лужноземельних металів). Блоки містять електрод і оболонку із суміші оксидів ЛЗМ з відновлювачем і в'яжучим, електрод підключають до джерела струму для створення в суміші дугового розряду і відновлення ЛЗМ в розплаві. Відомий блок для обробки розплавів парами ЛЗМ, відновлених у зоні дугового розряду алюмінієм, який виводить кисень в конденсовану фазу і збільшує реакційну масу парів ЛЗМ [Патент України №19642 А, МПК С21С7/100, 1996. Блок для обробки розплаву парами лужноземельних металів, опубл. Бюлетень №6, 1997р.]. Недоліком відомого блока являється складність його виготовлення, бо він постачений порожньотілими вуглецевими електродами, в середині яких розміщений відновник-алюміній. Найближчим за технічною сутністю і технічними результатами являється обробка чавуну із застосуванням блока, який містить електродну систему, інертну оболонку, оксиди ЛЗМ, відновлювачалюміній і в'яжучі. Електроди виготовлені на швидкість їх витрачання 0,1-2,0г/кВт використаної електроенергії [Патент України №38611 А, МПК С21С7/100. Блок для обробки розплавів, опубл. Бюлетень №4, 2001р.]. Недоліком відомого способу обробки є недостатня глибина занурення цього блока в розплав, яка не перевищує 0,5м, що знижує ступінь десульфурації і використання магнію, який збільшується із збільшенням глибини занурення блока в об роблюваний розплав. В основу корисної моделі покладена задача удосконалення обробки чавуну магнієм накладанням електромагнітного поважчення, при цьому досягається більш повне засвоєння газоподібного магнію і за рахунок цього збільшення продуктивності і покращення якості обробки розплавів. Поставлена задача вирішується тим, що в способі обробки чавуну магнієм, який включає відновлення магнію алюмінієм під дією плазми дугового розряду із магнезиту, що входять до складу формованого блоку, згідно з корисною моделлю, обробку здійснюють у потоці чавуну, що тече донизу відносно блоку під дією схрещених магнітного і електричного полів назустріч потоку спливаючих пухирів магнію. Цим досягається гальмування абсолютної швидкості підйому пухирів, що збільшує час їхнього перебування у розплаві, а значить ступінь десульфурації і використання магнію. Спосіб проілюстровано на Фіг.1 і 2. На Фіг.1 схема фронтального перетину, на Фіг.2 - схема установки для реалізації способу в плані. Установка містить корпус 1 із не феромагнітного матеріалу з вогнетривким футеруванням 2. У довжину ванна розділена на активну зону 3 і міксерну зону 4. Розмір активної зони обмежений полюсами електромагніта 5. В активній зоні 3 розміщено відновлюваний блок 6, закріплений в механізмі тримача 11. Контури 7 електроживлення магніту 5, ванни активної зони 3 і дугового розряду 8 показані умовно. В контурі електроживлення є регулююча апаратура (на Фіг.1, 2 не показана). Габарити активної зони 3 відповідають розмірам полюсних наконечників електромагніта 5 і відстані О) 10494 між ними Габарити міксерної зони 4 не обмежені і обираються конструктивно на задану продуктивність Відновлювальний блок 6 постачений електродом 9 і містить витратну суміш 10 із магнезиту і алюмінію Тримач 11 блока 6 виконаний з можливістю вертикального переміщення Блок 6 підключений до джерела електричного струму Здійснення способу полягає в наступному Ванну наповнюють розплавом до заданого рівня Підмикають до джерела постійного струму обмотку 7 електромагніту 5 і контур 8 електроживлення дугового розряду 12 Переміщенням тримача 11 занурюють блок 6 в розплав Регулятор вузла електроживлення вмикає надходження струму на блок 6, внаслідок чого запалюється дуга 12, і дуговий розряд виходить на заданий режим Внаслідок розігріву магнезито-алюмінієвої суміші 10 дугою 12, по досягненню на поверхні 13 суміші 10 температури відновлення, починається виділення парів магнію В розплаві, що знаходиться в активній зоні 3, створюється електромагнітне потяжчення Метал в активній зоні 3 рухається донизу і циркулює в ванні, як показано на Фіг 1 Пари магнію піднімаються в активній зоні 3 зі швидкістю близько 0,5м/с відносно металу Коли швидкість метала вниз досягає такої ж величини, магнієвий пухир на поверхню не виходить і перебуває всередині металу доти, доки цілком не розчиниться в текучому донизу розплаві, або не витратиться на реакції з компонентами розплаву Відновлення магнію здійснюють в потоку чавуну, що тече донизу Потік чавуну в активній зоні 3 відбувається під дією схрещених магнітного і електричного полів Швидкість сходження потоку регулюють зміною електричних параметрів живлення установки Застосування пропонованого способу дозволяє досягнути більш повного засвоєння реагентів за рахунок більшого часу їх реагування, а технікоекономічні показники рафінування і модифікування покращуються Без накладення електромагнітного поважчення засвоєння магнію складає 25%, а із застосуванням пропонованого способу засвоєння магнію складає 55-60%, зменшується об'єм аспіраційних викидів в 5-8 разів, покращуються умови праці й-й Фіг. 1 10494 ©' с с с г Г 6 ВиЗ,б" п ) ) \ Фіг. 2 Комп'ютерна верстка Л Литвиненко Підписне Тираж 26 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA method for processing the cast iron
Автори англійськоюKuberskyi Serhii Volodymyrovych, Semiriahin Serhii Volodymyrovych, Yesselbakh Serhii Borysovych, Esselbakh Vadym Serhiiovych
Назва патенту російськоюСпособ обработки чугуна
Автори російськоюКуберский Сергей Владимирович, Семирягин Сергей Владимирович, Ессельбах Сергей Борисович, Эссельбах Вадим Сергеевич
МПК / Мітки
МПК: C21C 7/00
Мітки: спосіб, чавуну, обробки
Код посилання
<a href="https://ua.patents.su/4-10494-sposib-obrobki-chavunu.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки чавуну</a>
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 31893
Опубліковано: 15.12.2000
Автори: Дюдкін Дмитро Олександрович, Остапчук Микола Петрович, Зборщик Олександр Михайлович, Якін Михайло Миколайович, Овчиніков Микола Олексійович, Бойко Володимир Семенович, Оніщук Віталій Прохорович, Тітієвський Володимир Маркович, Кисіленко Володимир Васильович, Хрущов Евген Іванович
МПК: C21C 1/02
Мітки: чавуну, спосіб, магнієм, обробки, позапічної
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в сплаві з кремнієм в співвідношенні 1:(1,5 - 3,0) та залізом, а інтенсивність подавання магнію становить 25 - 40г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 7598
Опубліковано: 15.06.2005
Автори: Фентісов Ігор Миколайович, Кладіті Георгій Олександрович, Лещенко Єгор Миколайович, Малімон Олександр Афанасович, Климанчук Владислав Владиславович, Аніщенко Микола Федорович, Коваль Сергій Олексійович, Аріх Сергій Георгійович, Ватлецов Олександр Васильович, Синельніков Володимир Петрович, Шебаніц Едуард Миколайович, Прахнін Вячеслав Леонідович, Бойко Володимир Семенович, Косолап Микола Володимирович
МПК: C21C 1/00
Мітки: обробки, позапічної, чавуну, магнієм, спосіб
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подачу магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять у формі оксиду магнію, який змішано з екзотермічною сумішшю, що може відновлювати магній та складається з порошків алюмінію і окислів заліза, при цьому співвідношення компонентів в наповнювачі порошкового дроту, який містить оксид магнію, алюмінієвий порошок і окисли заліза, знаходиться в межах...
Спосіб позапічноі обробки чавуну магнієм
Номер патенту: 23570
Опубліковано: 15.11.2001
Автори: Кисіленко Володимир Васильович, Царицин Євген Олександрович, Дюдкін Дмитро Олександрович, Оніщук Віталій Прохорович, Остапчук Микола Петрович, Овсяніков Олександр Матвійович
МПК: C21C 1/00
Мітки: позапічноі, спосіб, магнієм, чавуну, обробки
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає подавання магнію в розплав у вигляді порошкового дроту, який відрізняється тим, що магній вводять в суміші зі ставролитовим концентратом в співвідношенні 1:(0,5-2,2) і інтенсивністю подавання магнію 40-89 г/с.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 52651
Опубліковано: 15.01.2003
Автори: Богомолов Анатолій Григорович, Остапчук Микола Петрович, Овчінніков Микола Олексійович, Стець Володимир Павлович, Лещенко Єгор Миколайович, Бойко Володимир Семенович, Фентісов Ігор Миколайович, Ботман Сергій Васильович, Стець Павло Денисович, Розумний Павло Кузьмич, Коваль Сергій Олексійович, Прядкін Олексій Григорович, Якін Михайло Миколайович
МПК: C21C 1/02, C21C 7/064
Мітки: спосіб, чавуну, обробки, позапічної, магнієм
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає регульований ввід в чавун порошкового дроту, який відрізняється тим, що передбачає ввід в чавун порошкового дроту з наповнювачем у вигляді порошкового магнію, наповнювач додатково містить галогеніди лужноземельних металів при наступному співвідношенні компонентів, мас.%: магній 15÷45 : галогеніди лужноземельних металів 55÷85.
Спосіб позапічної обробки чавуну магнієм
Номер патенту: 6744
Опубліковано: 16.05.2005
Автори: Кисіленко Володимир Васильович, Косолап Микола Володимирович, Климанчук Владислав Владиславович, Остапчук Микола Петрович, Семенченко Петро Михайлович, Бойко Володимир Семенович
МПК: C21C 7/00
Мітки: позапічної, магнієм, спосіб, обробки, чавуну
Формула / Реферат:
Спосіб позапічної обробки чавуну магнієм, що включає введення магнію в розплав у вигляді порошкового дроту разом з кремнієм та залізом, який відрізняється тим, що магній вводять у суміші зі сплавом кремнію та заліза, причому відношення магнію до сплаву кремнію та заліза становить величину (0,1...0,5):1, а масова інтенсивність надходження магнію в розплав складає 0,03...0,09 г/т.с.
Попередній патент: Керамічна маса
Наступний патент: Бурильна машина
Випадковий патент: Спосіб лікування варикозного розширення вен нижніх кінцівок