Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Ларін Андрій Васильович, Кальченко Володимир Віталійович
Формула / Реферат
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється тим, що кут повороту круга вибирається із умови проходження лінії контакту через точку, яка лежить на торці круга і в якій перетинається з радіусом заготовки, при цьому кут повороту вибирають із виразу
![]() ,
,
де ![]() - вектор нормалі до поверхні інструмента,
- вектор нормалі до поверхні інструмента, ![]() - вектор швидкості руху круга відносоно деталі.
- вектор швидкості руху круга відносоно деталі.
2. Спосіб глибинного шліфування поверхонь обертання по пункту 1, який відрізняється тим, що кут повороту вибирається із таких умов, коли контакт із точкового перетворюється у лінійний в межах допуска на обробку, що дає змогу підвищити подачу на оберт деталі.
Текст
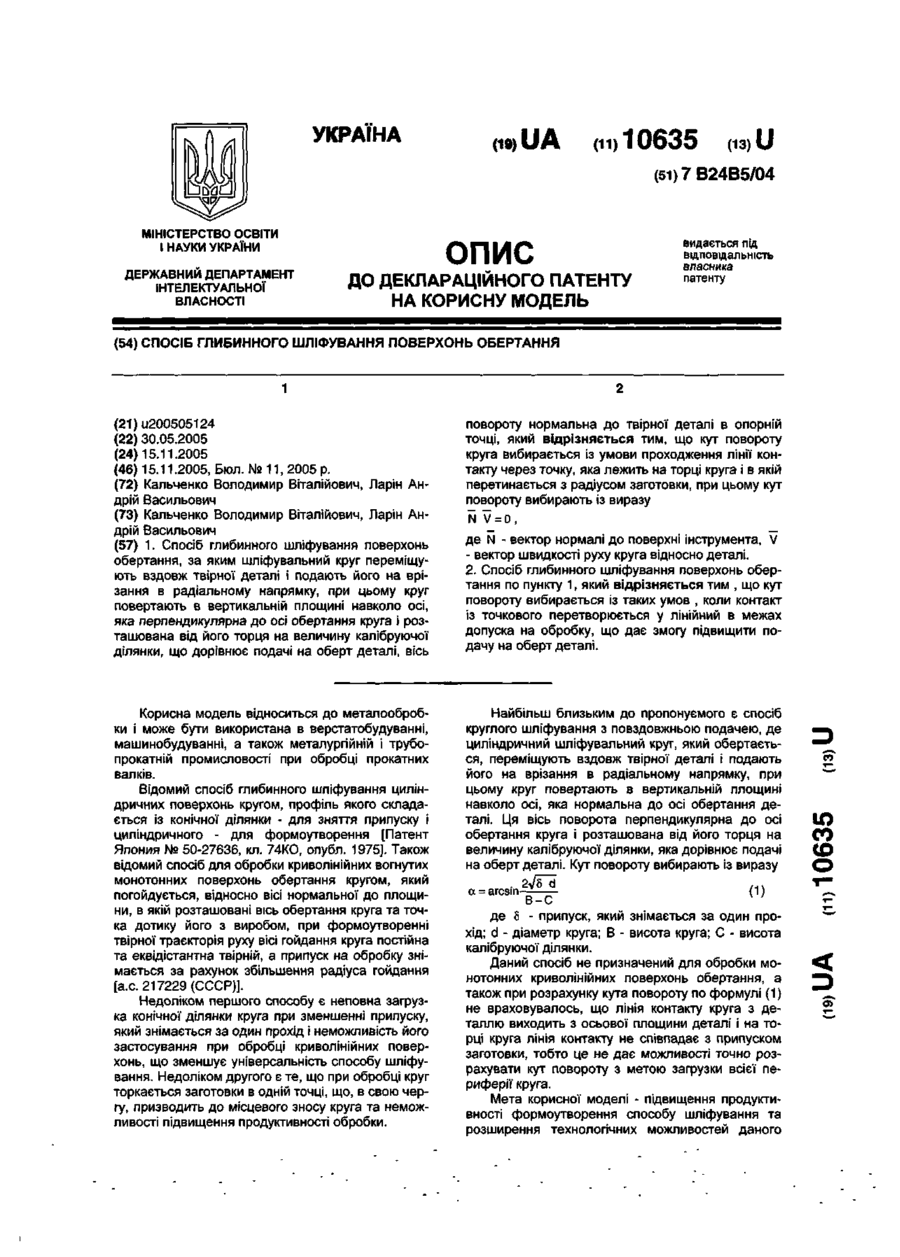
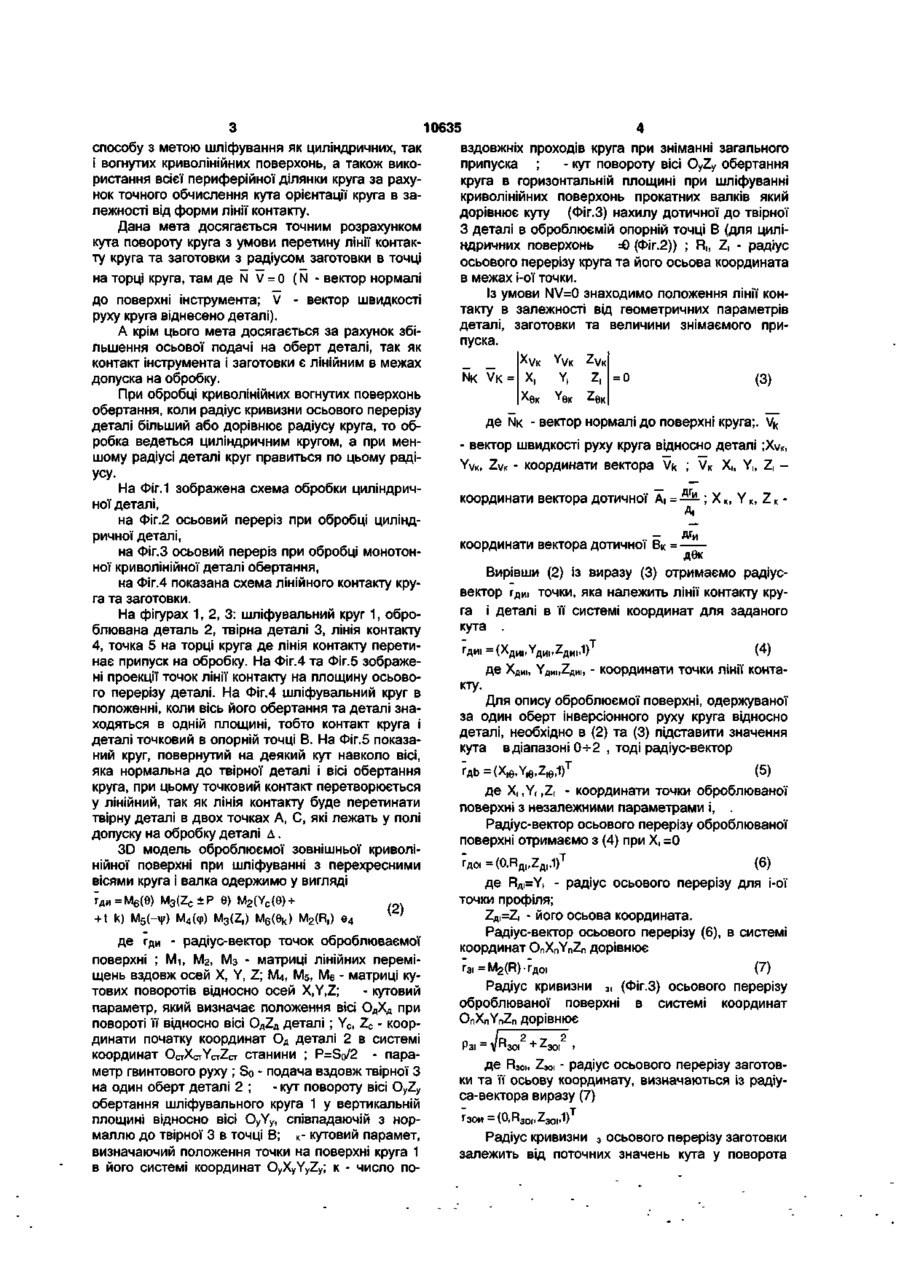
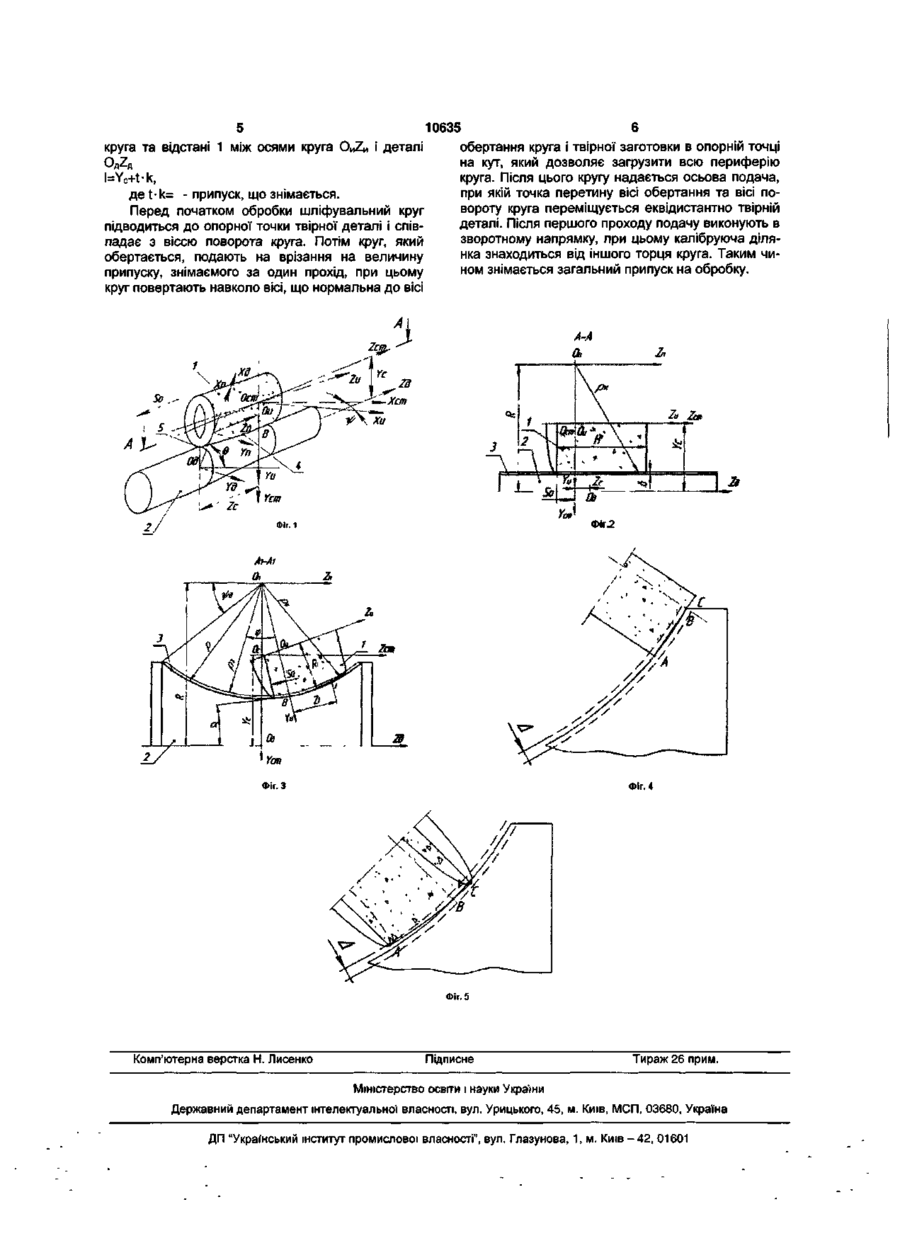
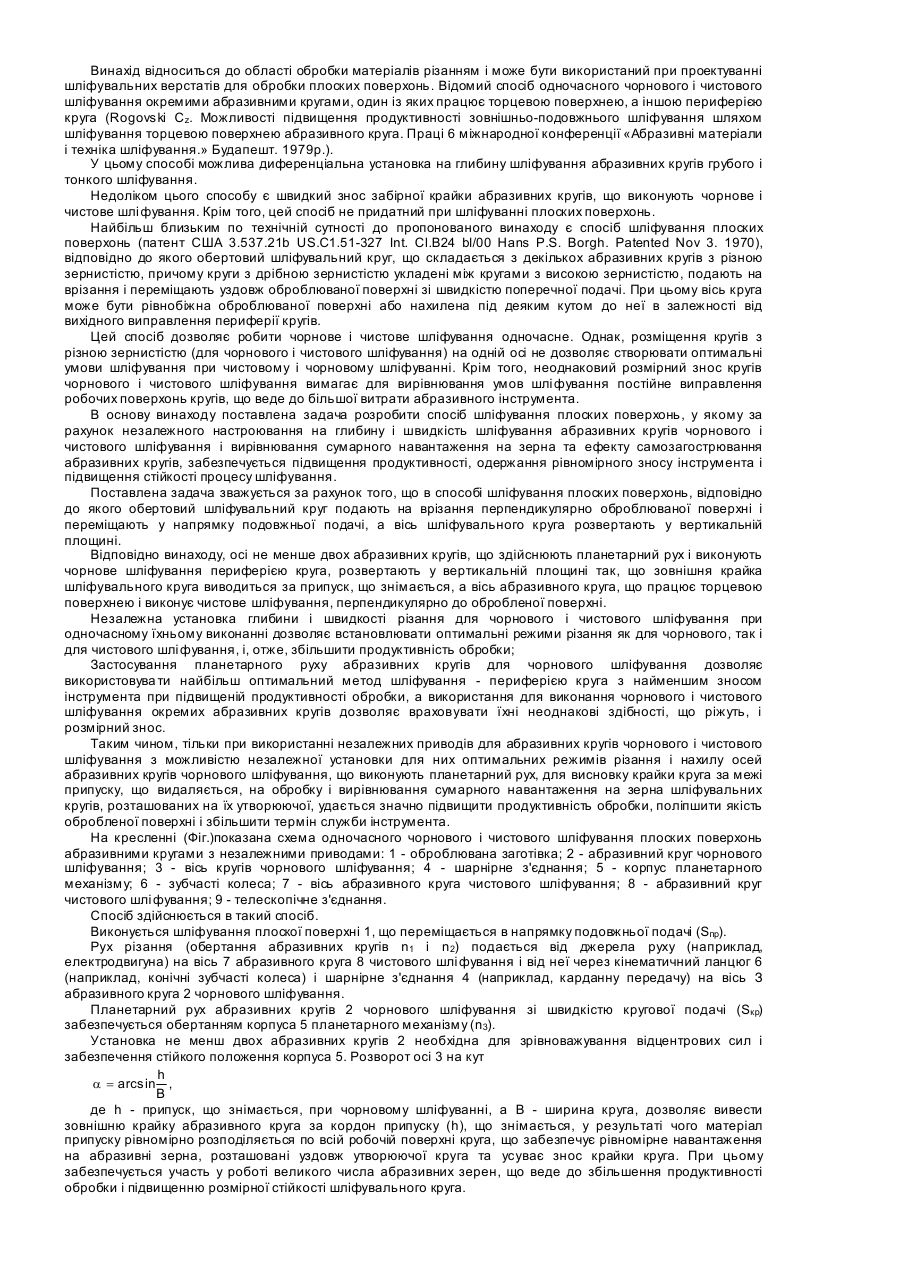
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь Корисна модель відноситься до металообробки і може бути використана в верстатобудуванні, машинобудуванні, а також металургійній і трубопрокатній промисловості при обробці прокатних валків. Відомий спосіб глибинного шліфування циліндричних поверхонь кругом, профіль якого складається із конічної ділянки - для зняття припуску і циліндричного - для формоутворення [Патент Япония № 50-27636, кл. 74КО, опубл. 1975]. Також відомий спосіб для обробки криволінійних вогнутих монотонних поверхонь обертання кругом, який погойдується, відносно вісі нормальної до площини, в якій розташовані вісь обертання круга та точка дотику його з виробом, при формоутворенні твірної траєкторія руху вісі гойдання круга постійна та еквідістантна твірній, а припуск на обробку знімається за рахунок збільшення радіуса гойдання [а.с. 217229 (СССР)]. Недоліком першого способу є неповна загрузка конічної ділянки круга при зменшенні припуску, який знімається за один прохід і неможливість його застосування при обробці криволінійних поверхонь, що зменшує універсальність способу шліфування. Недоліком другого є те, що при обробці круг торкається заготовки в одній точці, що, в свою чергу, призводить до місцевого зносу круга та неможливості підвищення продуктивності обробки. повороту нормальна до твірної деталі в опорній точці, який відрізняється тим, що кут повороту круга вибирається із умови проходження лінії контакту через точку, яка лежить на торці круга і в якій перетинається з радіусом заготовки, при цьому кут повороту вибирають із виразу N V = o, де N - вектор нормалі до поверхні інструмента, V - вектор швидкості руху круга відносно деталі. 2. Спосіб глибинного шліфування поверхонь обертання по пункту 1, який відрізняється тим , що кут повороту вибирається із таких умов , коли контакт із точкового перетворюється у лінійний в межах допуска на обробку, що дає змогу підвищити подачу на оберт деталі. Найбільш близьким до пропонуємого є спосіб круглого шліфування з повздовжньою подачею, де циліндричний шліфувальний круг, який обертається, переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка нормальна до осі обертання деталі. Ця вісь поворота перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, яка дорівнює подачі на оберт деталі. Кут повороту вибирають із виразу а = arcsin В-С ю со (О (1) де 8 - припуск, який знімається за один прохід; d - діаметр круга; В - висота круга; С - висота калібруючої ділянки. Даний спосіб не призначений для обробки монотонних криволінійних поверхонь обертання, а також при розрахунку кута повороту по формулі (1) не враховувалось, що лінія контакту круга з деталлю виходить з осьової площини деталі і на торці круга лінія контакту не співпадає з припуском заготовки, тобто це не дає можливості точно розрахувати кут повороту з метою загрузки всієї периферії круга. Мета корисної моделі - підвищення продуктивності формоутворення способу шліфування та розширення технологічних можливостей даного 0> 10635 способу з метою шліфування як циліндричних, так вздовжніх проходів круга при зніманні загального і вогнутих криволінійних поверхонь, а також викоприпуска ; - кут повороту вісі O y Z y обертання ристання всієї периферійної ділянки круга за рахукруга в горизонтальній площині при шліфуванні нок точного обчислення кута орієнтації круга в закриволінійних поверхонь прокатних валків який лежності від форми лінії контакту. дорівнює куту (Фіг.З) нахилу дотичної до твірної Дана мета досягається точним розрахунком З деталі в оброблюємій опорній точці В (для цилікута повороту круга з умови перетину лінії контакндричних поверхонь =© (Фіг.2)) ; R,, Z, - радіус ту круга та заготовки з радіусом заготовки в точці осьового перерізу круга та його осьова координата в межах і-ої точки. на торці круга, там де N V = о (N - вектор нормалі Із умови NV=0 знаходимо положення лінії кондо поверхні інструмента; V - вектор швидкості такту в залежності від геометричних параметрів руху круга віднесено деталі). деталі, заготовки та величини знімаємого приА крім цього мета досягається за рахунок збіпуска. льшення осьової подачі на оберт деталі, так як контакт інструмента і заготовки є лінійним в межах допуска на обробку. При обробці криволінійних вогнутих поверхонь обертання, коли радіус кривизни осьового перерізу деталі більший або дорівнює радіусу круга, то обробка ведеться циліндричним кругом, а при меншому радіусі деталі круг правиться по цьому радіусу. На Фіг.1 зображена схема обробки циліндричної деталі, на Фіг.2 осьовий переріз при обробці циліндричної деталі, на Фіг.З осьовий переріз при обробці монотонної криволінійної деталі обертання, на Фіг.4 показана схема лінійного контакту круга та заготовки. На фігурах 1, 2, 3: шліфувальний круг 1, оброблювана деталь 2, твірна деталі 3, лінія контакту 4, точка 5 на торці круга де лінія контакту перетинає припуск на обробку. На Фіг.4 та Фіг.5 зображені проекції точок лінії контакту на площину осьового перерізу деталі. На Фіг.4 шліфувальний круг в положенні, коли вісь його обертання та деталі знаходяться в одній площині, тобто контакт круга і деталі точковий в опорній точці В. На Фіг.5 показаний круг, повернутий на деякий кут навколо вісі, яка нормальна до твірної деталі і вісі обертання круга, при цьому точковий контакт перетворюється у лінійний, так як лінія контакту буде перетинати твірну деталі в двох точках А, С, які лежать у полі допуску на обробку деталі А. 3D модель оброблюємо!' зовнішньої криволінійної поверхні при шліфуванні з перехресними вісями круга і валка одержимо у вигляді гДи=М6(Є) M3(ZC+P Є) M2(YC(9) + [ + t k) M5(-V) М4(Ф) M3(Z,) M6(0k) M2(R,) e 4 ' де гди - радіус-вектор точок оброблюваємої поверхні ; Мі, Мг, Мз - матриці лінійних переміщень вздовж осей X, Y, Z; М 4 , М 5 , М 6 - матриці кутових поворотів відносно осей X,Y,Z; - кутовий параметр, який визначає положення вісі ОДХД при повороті її відносно вісі OflZfl деталі ; Yc, Z c - координати початку координат Од деталі 2 в системі координат OCTXCTYCTZCT станини ; P=S0/2 - параметр гвинтового руху ; So - подача вздовж твірної З на один оберт деталі 2 ; - кут повороту вісі O y Z y обертання шліфувального круга 1 у вертикальній площині відносно вісі OyYy, співпадаючій з нормаллю до твірної 3 в точці В; к - кутовий парамет, визначаючий положення точки на поверхні круга 1 в його системі координат OyXyYyZy; к - число по NK YVK VK VK = Z VK Z X 6K Z, Y, (3) де NK - вектор нормалі до поверхні круга;. v k - вектор швидкості руху круга відносно деталі ;XvK, YVK, ZVK - координати вектора Vk ; VK X,, Y,, Z, координати вектора дотичної А, =Ш$-; X к , Y к , Z к Ді координати вектора дотичної В к = дек Впрівши (2) із виразу (3) отримаємо радіусвектор гдиі точки, яка належить лінії контакту круга і деталі в її системі координат для заданого кута . г диі =(Xflm,YflM|,ZflM|,1) (4) де Хдиі, Yflm.ZflHi, - координати точки лінії контакту. Для опису оброблюємо!" поверхні, одержуваної за один оберт інверсіонного руху круга відносно деталі, необхідно в (2) та (3) підставити значення кута в діапазоні O-J-2 , тоді радіус-вектор rAb=(Xie,Y,0,Z,e-1)T (5) де X, ,Y,,Z| - координати точки оброблюваної поверхні з незалежними параметрами і, . Радіус-вектор осьового перерізу оброблюваної поверхні отримаємо з (4) при X, =0 T rAo,=(0,Rfll,ZAI,1) (6) де Rfli=Y, - радіус осьового перерізу для і-ої точки профіля; Zfli=Zi - його осьова координата. Радіус-вектор осьового перерізу (6), в системі координат OnXnYnZn дорівнює ГЗІ=М 2 (Я)ГДОІ (7) Радіус кривизни Зі (Фіг.З) осьового перерізу оброблюваної поверхні в системі координат OnXnYnZn дорівнює Рзі = \ Н ЗОІ +Z 3OI > де R3Oi, Z3Oi - радіус осьового перерізу заготовки та її осьову координату, визначаються із радіуса-вектора виразу (7) Гзои = (0,пзоі^зоі' ' Радіус кривизни 3 осьового перерізу заготовки залежить від поточних значень кута у поворота 10635 6 обертання круга і твірної заготовки в опорній точці на кут, який дозволяє загрузити всю периферію o fl z fl круга. Після цього кругу надається осьова подача, l=Y c +tk, при якій точка перетину вісі обертання та вісі поде t-k= - припуск, що знімається. вороту круга переміщується еквідистантно твірній Перед початком обробки шліфувальний круг деталі. Після першого проходу подачу виконують в підводиться до опорної точки твірної деталі і співзворотному напрямку, при цьому калібруюча діляпадає з віссю поворота круга. Потім круг, який нка знаходиться від іншого торця круга. Таким чиобертається, подають на врізання на величину ном знімається загальний припуск на обробку. припуску, знімаємого за один прохід, при цьому круг повертають навколо вісі, що нормальна до вісі круга та відстані 1 між осями круга O*ZM і деталі —f——» Фіг.2 Фіг. 4 Фіг. 5 Комп'ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of deep grinding of surfaces of rotation
Автори англійськоюKalchenko Volodymyr Vitaliiovych
Назва патенту російськоюСпособ глубинного шлифования поверхностей вращения
Автори російськоюКальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 5/00
Мітки: шліфування, глибинного, обертання, поверхонь, спосіб
Код посилання
<a href="https://ua.patents.su/4-10635-sposib-glibinnogo-shlifuvannya-poverkhon-obertannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб глибинного шліфування поверхонь обертання</a>
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Ніколенко Олег Миколайович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: шліфування, обертання, поверхонь, випуклих, криволінійних, спосіб
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування торцевих сферичних поверхонь
Номер патенту: 61016
Опубліковано: 15.10.2003
Автори: Субін Анатолій Анатолійович, Саєд Мортеза Хашемінежад, Олійник Валерій Петрович, Петраков Юрій Володимирович
МПК: B24B 1/00
Мітки: шліфування, торцевих, спосіб, поверхонь, сферичних
Формула / Реферат:
1. Спосіб шліфування торцевих сферичних поверхонь, що включає обробку профільованим шліфувальним кругом вертикально встановлених заготовок, що мають колову подачу навколо власної осі, який відрізняється тим, що шліфувальний круг встановлюють з можливістю обертання навколо горизонтальної осі, яка перпендикулярна до осі обертання заготовки, а подачу заготовки здійснюють перпендикулярно до площини, в якій розташовані вісь обертання заготовки та...
Спосіб шліфування циліндричних і торцевих поверхонь

Номер патенту: 40015
Опубліковано: 16.07.2001
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович
Мітки: спосіб, циліндричних, торцевих, поверхонь, шліфування
Формула / Реферат:
1. Спосіб шліфування циліндричних і торцевих поверхонь обертовим кругом прямого профілю, складеним з суміжних кільцевих ділянок, відповідно до якого шліфувальний круг вводять в контакт з оброблюваною деталлю, переміщують вздовж осі її обертання і перпендикулярно до неї, який відрізняється тим, що шліфування циліндричних поверхонь здійснюють периферією круга, а його торцем шліфують торці групи деталей, які переміщують відносно круга в площині,...
Спосіб глибинного шліфування
Номер патенту: 2924
Опубліковано: 26.12.1994
Автор: Суховій Борис Федорович
МПК: B24B 1/00
Мітки: шліфування, глибинного, спосіб
Формула / Реферат:
Способ глубинного шлифования, при котором осуществляют врезание на полную глубину резания с замедлением поперечной подачи, отличающийся тем, что величину поперечной подачи по мере вреза-ния определяют по формуле:где Sо - максимальное значение подачи, м/мин,Т - полная глубина резания, мм;t- текущая глубина резания, мм.
Спосіб шліфування плоских поверхонь
Номер патенту: 65894
Опубліковано: 15.04.2004
Автори: Гусєв Володимир Владиленович, Молчанов Олександр Дмитрієвич, Вяльцев Микола Васильович, Бєлов Сергій Геннадійович
МПК: B24B 9/06
Мітки: поверхонь, плоских, спосіб, шліфування
Формула / Реферат:
Спосіб шліфування плоских поверхонь, відповідно до якого обертовий шліфувальний круг подають на врізання перпендикулярно оброблюваній поверхні і переміщують у напрямку подовжньої подачі, а вісь шліфувального круга розвертають у вертикальній площині, який відрізняється тим, що осі не менше двох абразивних кругів, що здійснюють планетарний рух і виконують чорнове шліфування периферією круга, розвертають у вертикальній площині так, що зовнішня...
Попередній патент: Каталізатор для очистки повітря від оксиду вуглецю
Наступний патент: Комплект пакувальний транспортний птк1в-180н
Випадковий патент: Пристрій для подавлення завад