Спосіб калібрування гвинтових заготовок на крок і їх зачищення
Номер патенту: 107068
Опубліковано: 25.05.2016
Автори: Третьяков Олександр Леонідович, Босюк Павло Володимирович, Дячун Андрій Евгенович, Шуст Ігор Михайлович, Навроцька Тетяна Дем'янівна
Формула / Реферат
Спосіб калібрування гвинтових заготовок на крок і їх зачищення задирок, при якому некалібруючу гвинтову заготовку розміщують ексцентрично всередині калібруючого інструмента та надають їй обертового руху навколо її поздовжньої осі, а калібруючому інструменту - навколо власної осі та поступового переміщення вздовж осі даної заготовки, який відрізняється тим, що як калібруючий інструмент використовують металічний калібруючий інструмент, а як зачищувального - абразивний інструмент, в якому калібрування і очищення зовнішнього контуру здійснюється шляхом ексцентричного гвинтового зачеплення зовнішньої кромки витків некалібруючої гвинтової заготовки, з внутрішньою гвинтовою поверхнею металічного і абразивного калібруючого інструментів, крок яких більший за крок гвинта некалібруючої гвинтової заготовки, причому кути нахилу внутрішньої гвинтової поверхні калібруючого інструменту по мірі її проходження збільшуються до кута на величину відпружинення з врахуванням марки матеріалу.
Текст
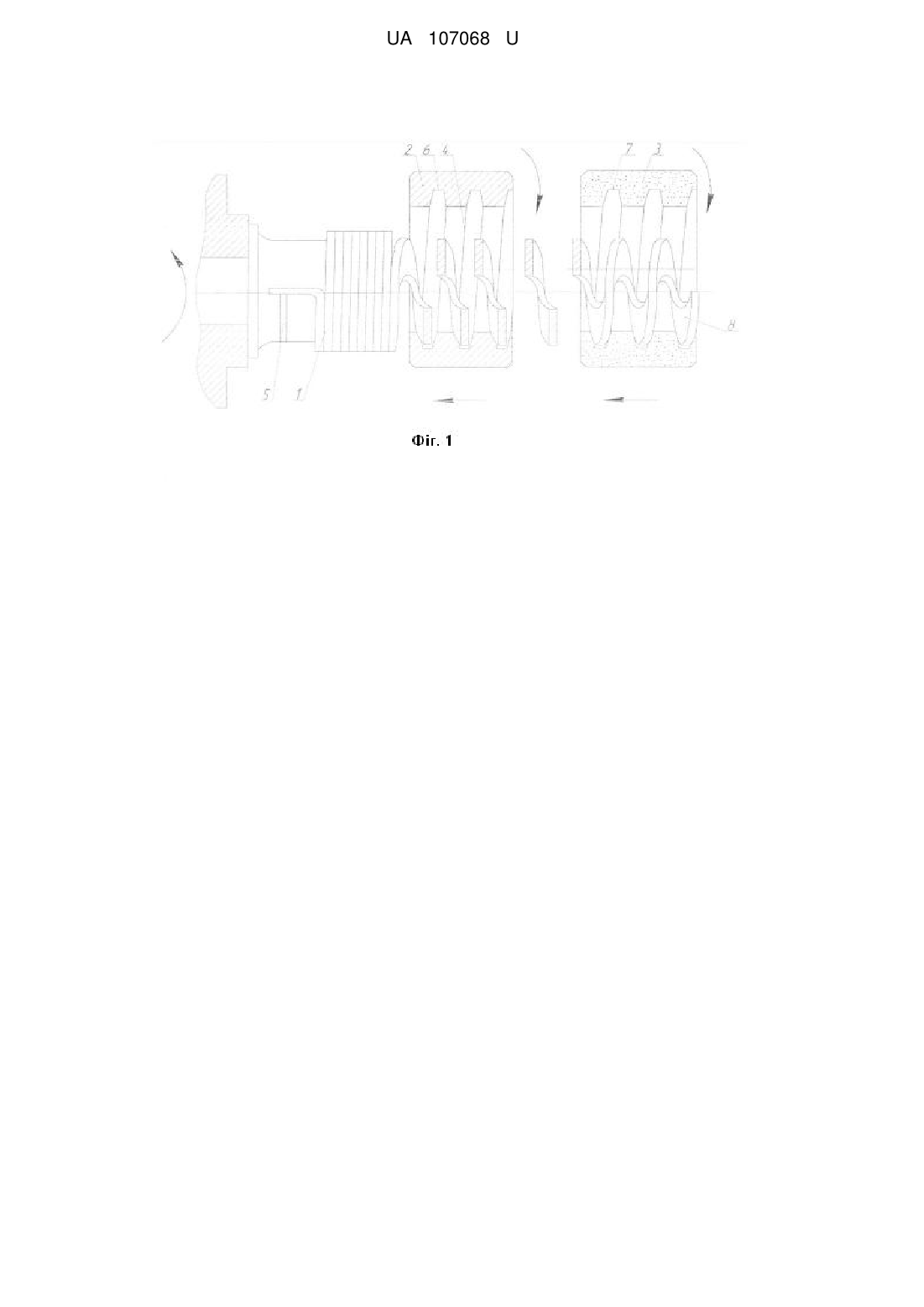
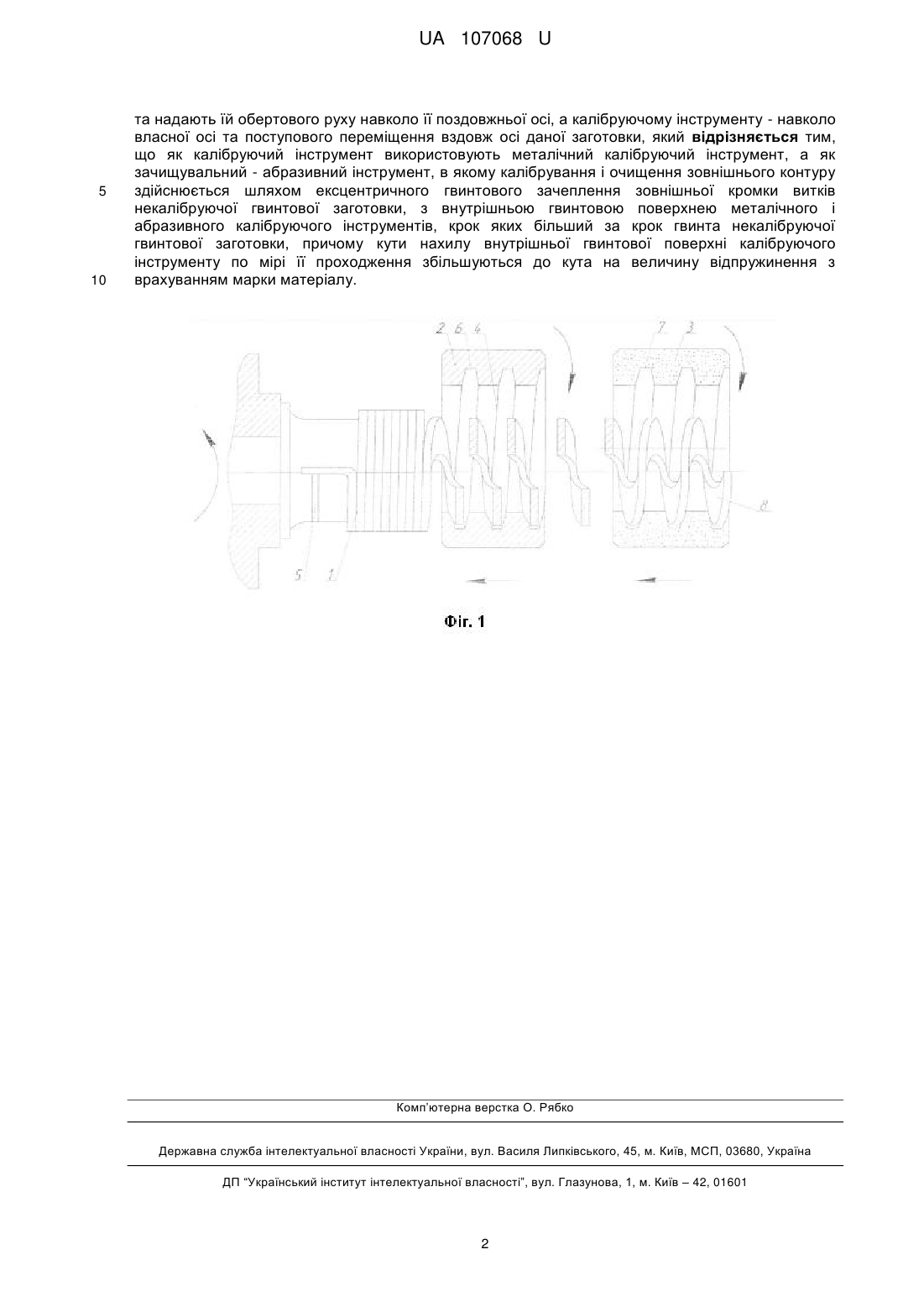
Реферат: Спосіб калібрування гвинтових заготовок на крок і їх зачищення задирок, при якому некалібруючу гвинтову заготовку розміщують ексцентрично всередині калібруючого інструмента та надають їй обертового руху навколо її поздовжньої осі, а калібруючому інструменту навколо власної осі та поступового переміщення вздовж осі даної заготовки. Як калібруючий інструмент використовують металічний калібруючий інструмент, а як зачищувальний абразивний інструмент, в якому калібрування і очищення зовнішнього контуру здійснюється шляхом ексцентричного гвинтового зачеплення зовнішньої кромки витків некалібруючої гвинтової заготовки, з внутрішньою гвинтовою поверхнею металічного і абразивного калібруючого інструментів, крок яких більший за крок гвинта некалібруючої гвинтової заготовки, причому кути нахилу внутрішньої гвинтової поверхні калібруючого інструменту по мірі її проходження збільшуються до кута на величину відпружинення з врахуванням марки матеріалу. UA 107068 U (12) UA 107068 U UA 107068 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі машинобудування і може бути використана для виготовлення профільних гвинтових елементів на крок. Відомий спосіб калібрування гвинтових заготовок на крок, при якому некалібровану гвинтову заготовку розміщують ексцентрично всередині калібруючого інструменту та надають гвинтовій заготовці обертового руху навколо її поздовжньої осі, а калібруючому інструменту - навколо власної осі та поступового переміщення вздовж осі даної заготовки (Патент № 87770 Україна "Спосіб калібрування гвинтових заготовок на крок". Васильків В.В. та інші. Бюл. № 4, 2014). Основний недолік прототипу - обмежені технологічні властивості і низька якість продукції. Задачею корисної моделі є розширення технологічних можливостей і підвищення продуктивності праці шляхом виконання способу калібрування гвинтових заготовок на крок і їх зачищення задирок, при якому некалібровану гвинтову заготовку розміщують ексцентрично всередині калібруючого інструмента та надають їй обертового руху навколо її поздовжньої осі, а калібруючому інструменту - навколо власної осі та поступового переміщення вздовж осі даної заготовки, причому як калібруючий інструмент використовують металічний калібруючий інструмент, а як зачищувальний - абразивний інструмент, в якому калібрування і очищення зовнішнього контуру здійснюється шляхом ексцентричного гвинтового зачеплення зовнішньої кромки витків некалібруючої гвинтової заготовки, з внутрішньою гвинтовою поверхнею металічного і абразивного калібруючого інструментів, крок яких більший за крок гвинта некалібруючої гвинтової заготовки, причому кути нахилу внутрішньої гвинтової поверхні калібруючого інструменту по мірі її проходження збільшується до кута на величину відпружинення з врахуванням марки матеріалу. Спосіб калібрування гвинтових заготовок на крок і їх зачищення зображено на Фіг. 1. Некалібровану гвинтову заготовку 1 розміщують ексцентрично всередині калібруючого металічного 2 і абразивного інструментів 3, які оснащені внутрішніми гвинтовими поверхнями 4, крок якої більший за крок витків некаліброваної гвинтової заготовки 1. Такі калібруючі інструменти 2 і 3 можуть закріплюватись на токарному або іншому верстатах (не показано). Один кінець некаліброваної гвинтової заготовки 1 затискають пристроєм 5, який розташований у патроні токарного верстата, а інший відгинають та направляють у гвинтову канавку внутрішньої гвинтової поверхні 6 металічного 2 і калібруючого 3 інструментів і у внутрішню гвинтову поверхню 7 абразивного інструмента 3 до утворення зачеплення зовнішньої крайки витків такими гвинтовими поверхнями. Потім некаліброваній гвинтовій заготовці 1 надають обертового руху навколо її поздовжньої осі, а калібруючим інструментами 2 і 3 - поступального переміщення вздовж осі такої заготовки. Внаслідок фрикційної взаємодії зовнішньої крайки витків гвинтової заготовки із калібруючими металічним 2 і абразивним інструментом 3 відбувається обертовий рух навколо власної осі та розтягування некаліброваної гвинтової заготовки 1 на крок, до утворення відкаліброваної гвинтової заготовки 8, причому кути нахилу внутрішньої гвинтової поверхні калібруючого інструменту по мірі її проходження збільшуються до кута на величину відпружинення з врахуванням марки матеріалу. Після закінчення процесу калібрування обертання некаліброваної гвинтової заготовки І зупиняють, калібруючий інструмент 2 і 3 відводять, а від калібровану гвинтову заготовку 8 знімають. Приклад виконання способу. Некалібровану гвинтову заготовку зі сплаву АМгбМ ГОСТ 4784-74 із зовнішнім діаметром D=61,2 мм, внутрішнім діаметром 31,22 мм з товщиною витка 3 мм розміщували ексцентрично всередині калібруючого інструмента, який оснащений внутрішньою гвинтовою поверхнею з кроком 26 мм. Калібрування здійснювали на токарному верстаті 16К20. Некаліброваній гвинтовій заготовці надавали обертового руху навколо поздовжньої осі з частотою 12,5 об/хв./, а калібруючому інструменту - поступального переміщення вздовж осі заготовки. Величина подачі інструменту 3 мм/об. В результаті одержали гвинтову заготовку із діаметром зовнішньої крайки витка 60 мм, діаметр внутрішньої крайки витка 30 мм, кроком 22 мм. Таким чином, наведений спосіб забезпечує підвищення точності калібрування гвинтових заготовок, зачищення задирок по зовнішньому контуру, який виконаний з абразивного матеріалу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб калібрування гвинтових заготовок на крок і їх зачищення задирок, при якому некалібруючу гвинтову заготовку розміщують ексцентрично всередині калібруючого інструмента 1 UA 107068 U 5 10 та надають їй обертового руху навколо її поздовжньої осі, а калібруючому інструменту - навколо власної осі та поступового переміщення вздовж осі даної заготовки, який відрізняється тим, що як калібруючий інструмент використовують металічний калібруючий інструмент, а як зачищувальний - абразивний інструмент, в якому калібрування і очищення зовнішнього контуру здійснюється шляхом ексцентричного гвинтового зачеплення зовнішньої кромки витків некалібруючої гвинтової заготовки, з внутрішньою гвинтовою поверхнею металічного і абразивного калібруючого інструментів, крок яких більший за крок гвинта некалібруючої гвинтової заготовки, причому кути нахилу внутрішньої гвинтової поверхні калібруючого інструменту по мірі її проходження збільшуються до кута на величину відпружинення з врахуванням марки матеріалу. Комп’ютерна верстка О. Рябко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 11/00
Мітки: калібрування, гвинтових, заготовок, спосіб, зачищення, крок
Код посилання
<a href="https://ua.patents.su/4-107068-sposib-kalibruvannya-gvintovikh-zagotovok-na-krok-i-kh-zachishhennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб калібрування гвинтових заготовок на крок і їх зачищення</a>
Спосіб калібрування гвинтових заготовок на крок
Номер патенту: 87770
Опубліковано: 25.02.2014
Автори: Левкович Михайло Генадійович, Босюк Павло Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, крок, гвинтових, калібрування, заготовок
Формула / Реферат:
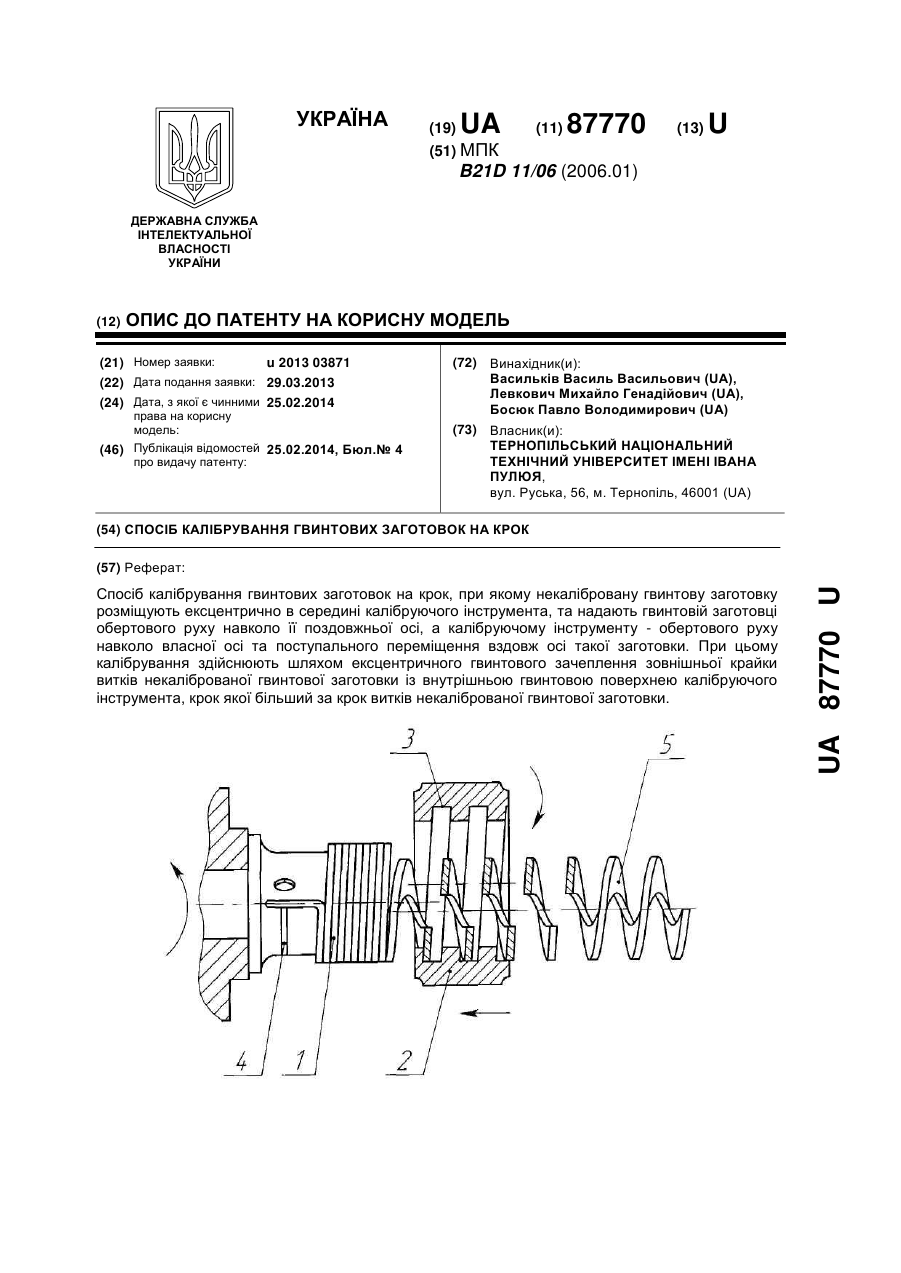
Спосіб калібрування гвинтових заготовок на крок, при якому некалібровану гвинтову заготовку розміщують ексцентрично в середині калібруючого інструмента, та надають гвинтовій заготовці обертового руху навколо її поздовжньої осі, а калібруючому інструменту - обертового руху навколо власної осі та поступального переміщення вздовж осі такої заготовки, який відрізняється тим, що калібрування здійснюють шляхом ексцентричного гвинтового зачеплення...
Спосіб калібрування гвинтової заготовки на крок
Номер патенту: 44545
Опубліковано: 12.10.2009
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: калібрування, крок, гвинтової, заготовки, спосіб
Формула / Реферат:
Спосіб калібрування гвинтової заготовки на крок, при якому гвинтовій заготовці надають обертового руху навколо її поздовжньої осі, а калібруючому інструменту - обертового руху навколо власної осі та поступального переміщення вздовж осі гвинтової заготовки, який відрізняється тим, що гвинтову заготовку розміщують ексцентрично на величину висоти її витка всередині калібруючого інструменту, який виконують у вигляді кільцевого диску і...
Пристрій для калібрування гвинтових гофрованих заготовок
Номер патенту: 26880
Опубліковано: 10.10.2007
Автори: Драган Андрій Петрович, Білик Стефанія Григорівна, Гладьо Юрій Богданович, Гевко Роман Богданович
МПК: B21D 11/06
Мітки: гофрованих, калібрування, пристрій, заготовок, гвинтових
Формула / Реферат:
Пристрій для калібрування гвинтових гофрованих заготовок, який містить привідний встановлювальний вал, базуючі, затискні і калібруючі інструменти, який відрізняється тим, що встановлювальний вал лівим кінцем жорстко закріплений в патроні токарного верстата, а правий підтиснутий правим центром, а на поздовжньому супорті жорстко встановлено змінні калібруючі інструменти у вигляді конічних зубчатих коліс, профіль яких відповідає профілю гофр...
Спосіб виготовлення великогабаритних гвинтових заготовок
Номер патенту: 70382
Опубліковано: 11.06.2012
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: великогабаритних, виготовлення, спосіб, заготовок, гвинтових
Формула / Реферат:
Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Васильків Василь Васильович, Босюк Павло Володимирович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: гвинтових, спосіб, виготовлення, заготовок, широкосмугових
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Попередній патент: Термоелектричний тепловий насос
Наступний патент: Компресорна установка високого тиску для термогазового впливу на нафтовий пласт
Випадковий патент: Спосіб герметизації стінки синуса твердої мозкової оболонки