Спосіб виготовлення великогабаритних гвинтових заготовок
Номер патенту: 70382
Опубліковано: 11.06.2012
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович

Формула / Реферат
Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який відрізняється тим, що деформування здійснюють осадкою ділянки смугової заготовки зі сторони внутрішньої крайки кільцевої секторної зони та розтягуванням ділянки смугової заготовки зі сторони її зовнішньої крайки.
Текст
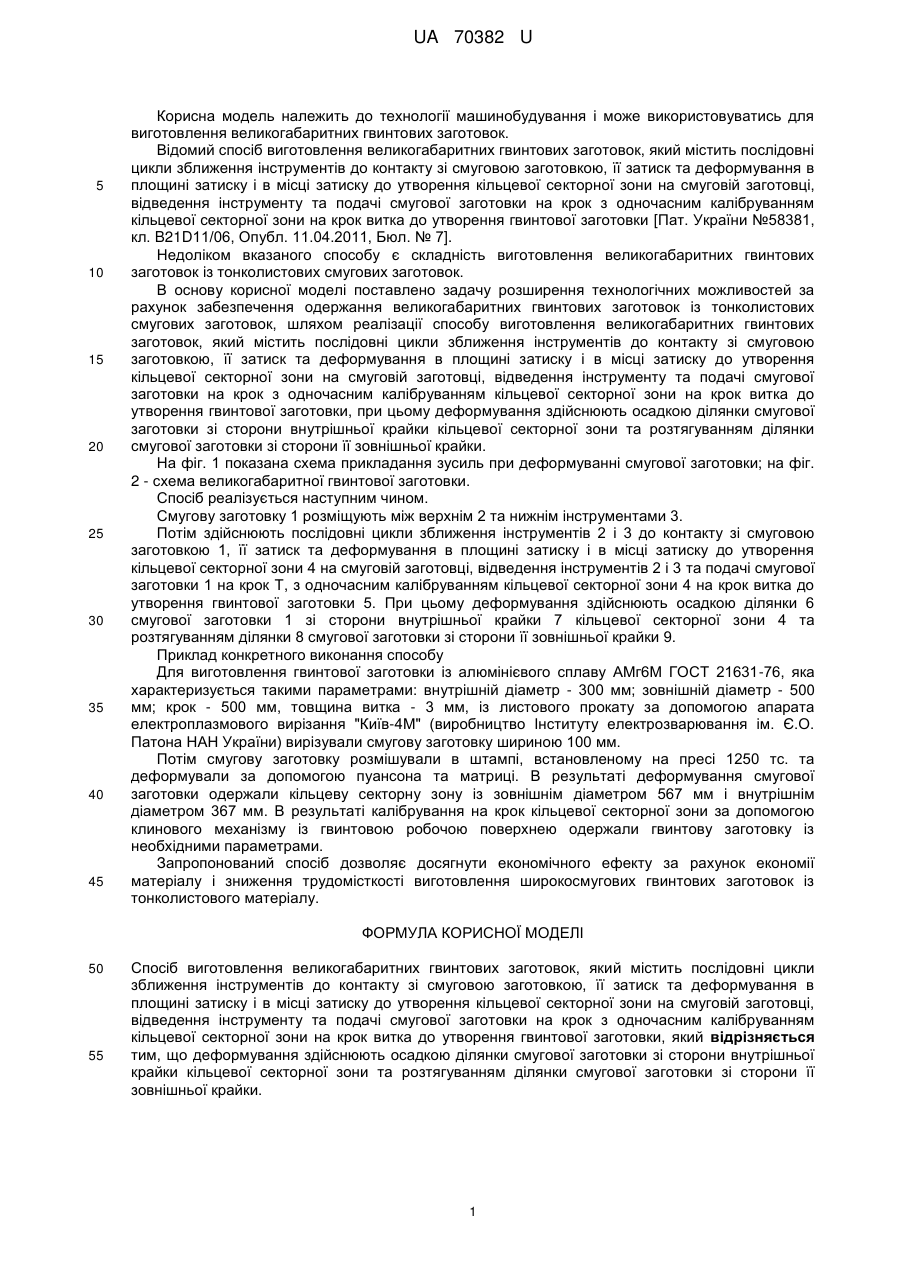
Реферат: UA 70382 U UA 70382 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до технології машинобудування і може використовуватись для виготовлення великогабаритних гвинтових заготовок. Відомий спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки [Пат. України №58381, кл. B21D11/06, Опубл. 11.04.2011, Бюл. № 7]. Недоліком вказаного способу є складність виготовлення великогабаритних гвинтових заготовок із тонколистових смугових заготовок. В основу корисної моделі поставлено задачу розширення технологічних можливостей за рахунок забезпечення одержання великогабаритних гвинтових заготовок із тонколистових смугових заготовок, шляхом реалізації способу виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, при цьому деформування здійснюють осадкою ділянки смугової заготовки зі сторони внутрішньої крайки кільцевої секторної зони та розтягуванням ділянки смугової заготовки зі сторони її зовнішньої крайки. На фіг. 1 показана схема прикладання зусиль при деформуванні смугової заготовки; на фіг. 2 - схема великогабаритної гвинтової заготовки. Спосіб реалізується наступним чином. Смугову заготовку 1 розміщують між верхнім 2 та нижнім інструментами 3. Потім здійснюють послідовні цикли зближення інструментів 2 і 3 до контакту зі смуговою заготовкою 1, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони 4 на смуговій заготовці, відведення інструментів 2 і 3 та подачі смугової заготовки 1 на крок Т, з одночасним калібруванням кільцевої секторної зони 4 на крок витка до утворення гвинтової заготовки 5. При цьому деформування здійснюють осадкою ділянки 6 смугової заготовки 1 зі сторони внутрішньої крайки 7 кільцевої секторної зони 4 та розтягуванням ділянки 8 смугової заготовки зі сторони її зовнішньої крайки 9. Приклад конкретного виконання способу Для виготовлення гвинтової заготовки із алюмінієвого сплаву АМг6М ГОСТ 21631-76, яка характеризується такими параметрами: внутрішній діаметр - 300 мм; зовнішній діаметр - 500 мм; крок - 500 мм, товщина витка - 3 мм, із листового прокату за допомогою апарата електроплазмового вирізання "Київ-4М" (виробництво Інституту електрозварювання ім. Є.О. Патона НАН України) вирізували смугову заготовку шириною 100 мм. Потім смугову заготовку розмішували в штампі, встановленому на пресі 1250 тс. та деформували за допомогою пуансона та матриці. В результаті деформування смугової заготовки одержали кільцеву секторну зону із зовнішнім діаметром 567 мм і внутрішнім діаметром 367 мм. В результаті калібрування на крок кільцевої секторної зони за допомогою клинового механізму із гвинтовою робочою поверхнею одержали гвинтову заготовку із необхідними параметрами. Запропонований спосіб дозволяє досягнути економічного ефекту за рахунок економії матеріалу і зниження трудомісткості виготовлення широкосмугових гвинтових заготовок із тонколистового матеріалу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб виготовлення великогабаритних гвинтових заготовок, який містить послідовні цикли зближення інструментів до контакту зі смуговою заготовкою, її затиск та деформування в площині затиску і в місці затиску до утворення кільцевої секторної зони на смуговій заготовці, відведення інструменту та подачі смугової заготовки на крок з одночасним калібруванням кільцевої секторної зони на крок витка до утворення гвинтової заготовки, який відрізняється тим, що деформування здійснюють осадкою ділянки смугової заготовки зі сторони внутрішньої крайки кільцевої секторної зони та розтягуванням ділянки смугової заготовки зі сторони її зовнішньої крайки. 1 UA 70382 U Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacturing large-sized helical pieces
Автори англійськоюVasylkiv Vasyl Vasyliovych, Radyk Dmytro Leonidovych
Назва патенту російськоюСпособ изготовления крупногабаритных винтовых заготовок
Автори російськоюВасилькив Василий Васильевич, Радик Дмитрий Леонидович
МПК / Мітки
МПК: B21D 11/06
Мітки: великогабаритних, спосіб, заготовок, гвинтових, виготовлення
Код посилання
<a href="https://ua.patents.su/4-70382-sposib-vigotovlennya-velikogabaritnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення великогабаритних гвинтових заготовок</a>
Спосіб виготовлення секційних гвинтових заготовок
Номер патенту: 70378
Опубліковано: 11.06.2012
Автори: Бобрик Віталій Володимирович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: заготовок, спосіб, гвинтових, виготовлення, секційних
Формула / Реферат:
Спосіб виготовлення секційних гвинтових заготовок, при якому одержують кільцеву секторну заготовку та деформують її в штампі між пуансоном, з гвинтовою робочою поверхнею, та матрицею шляхом їх змикання по товщині заготовки до утворення секційної гвинтової заготовки, який відрізняється тим, що кільцеву секторну заготовку деформують шляхом проникнення пуансона з такою кільцевою секторною заготовкою в пружну матрицю з плоскою робочою...
Спосіб виготовлення широкосмугових гвинтових заготовок

Номер патенту: 64309
Опубліковано: 10.11.2011
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: спосіб, гвинтових, широкосмугових, заготовок, виготовлення
Формула / Реферат:
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, причому зовнішні крайки пластин зубців зі сторони пазових перемичок виконують із радіусом, рівним радіусу зовнішньої крайки розгортки витка широкосмугової гвинтової заготовки, а протилежні внутрішні крайки пластин зубців, зі сторони пазів, виконують з радіусом, рівним...
Спосіб виготовлення штампозварних гвинтових заготовок
Номер патенту: 64321
Опубліковано: 10.11.2011
Автори: Васильків Василь Васильович, Радик Дмитро Леонидович
МПК: B21D 11/06
Мітки: штампозварних, заготовок, виготовлення, гвинтових, спосіб
Формула / Реферат:
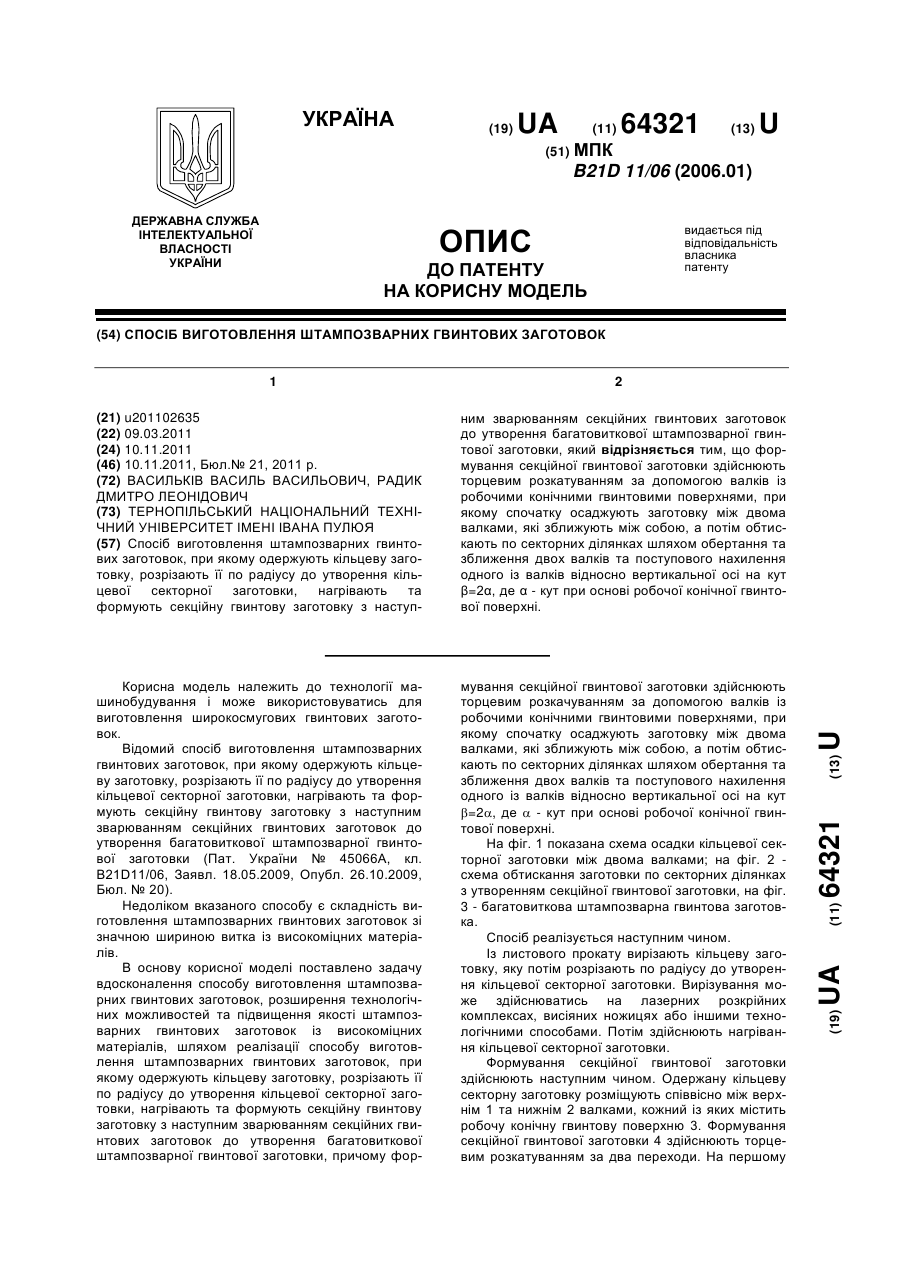
Спосіб виготовлення штампозварних гвинтових заготовок, при якому одержують кільцеву заготовку, розрізають її по радіусу до утворення кільцевої секторної заготовки, нагрівають та формують секційну гвинтову заготовку з наступним зварюванням секційних гвинтових заготовок до утворення багатовиткової штампозварної гвинтової заготовки, який відрізняється тим, що формування секційної гвинтової заготовки здійснюють торцевим розкатуванням за...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 45066
Опубліковано: 26.10.2009
Автори: Босюк Павло Володимирович, Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, виготовлення, спосіб, заготовок, широкосмугових
Формула / Реферат:
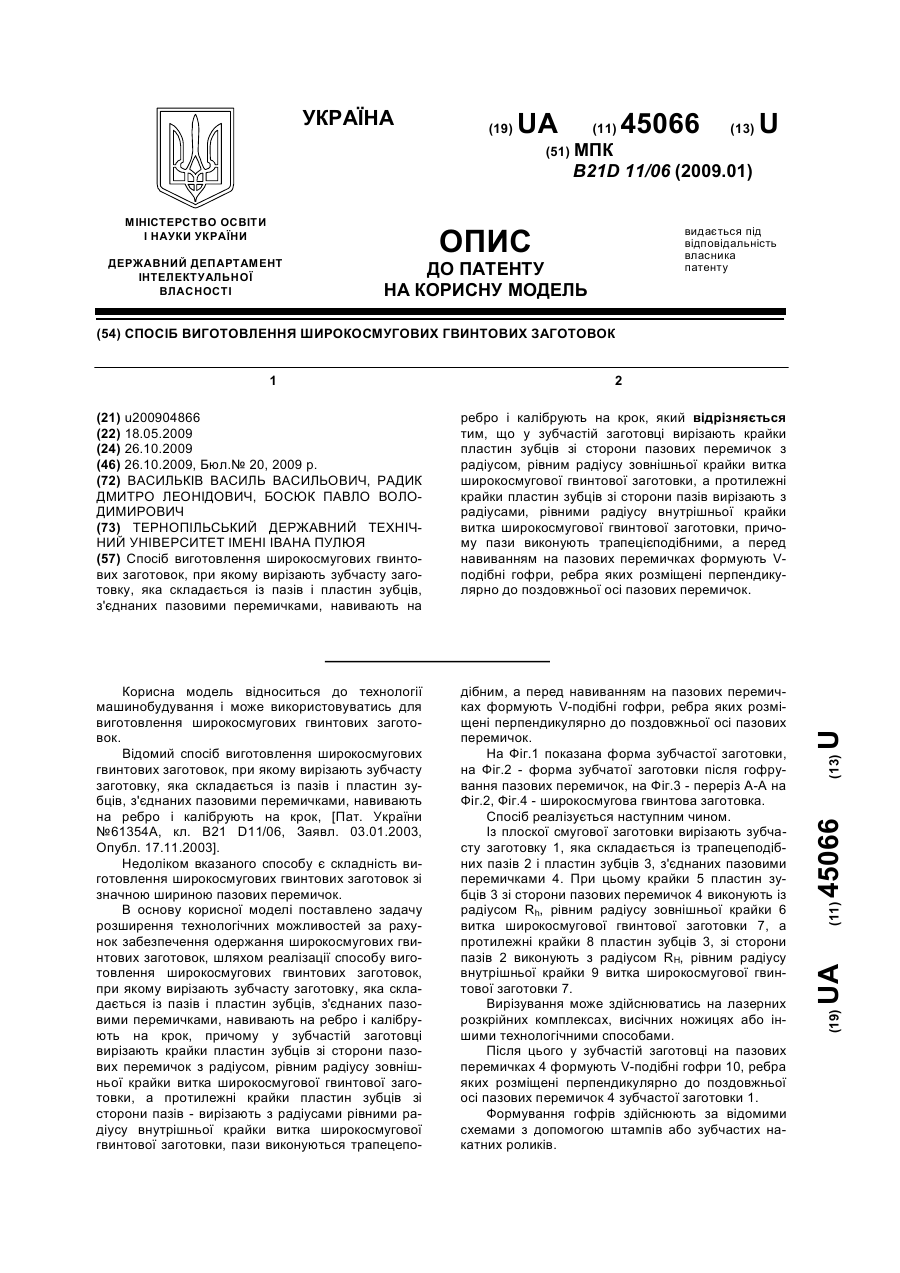
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із пазів і пластин зубців, з'єднаних пазовими перемичками, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають крайки пластин зубців зі сторони пазових перемичок з радіусом, рівним радіусу зовнішньої крайки витка широкосмугової гвинтової заготовки, а протилежні крайки пластин зубців зі...
Спосіб виготовлення широкосмугових гвинтових заготовок
Номер патенту: 54203
Опубліковано: 25.10.2010
Автори: Радик Дмитро Леонидович, Васильків Василь Васильович
МПК: B21D 11/00
Мітки: виготовлення, заготовок, гвинтових, широкосмугових, спосіб
Формула / Реферат:
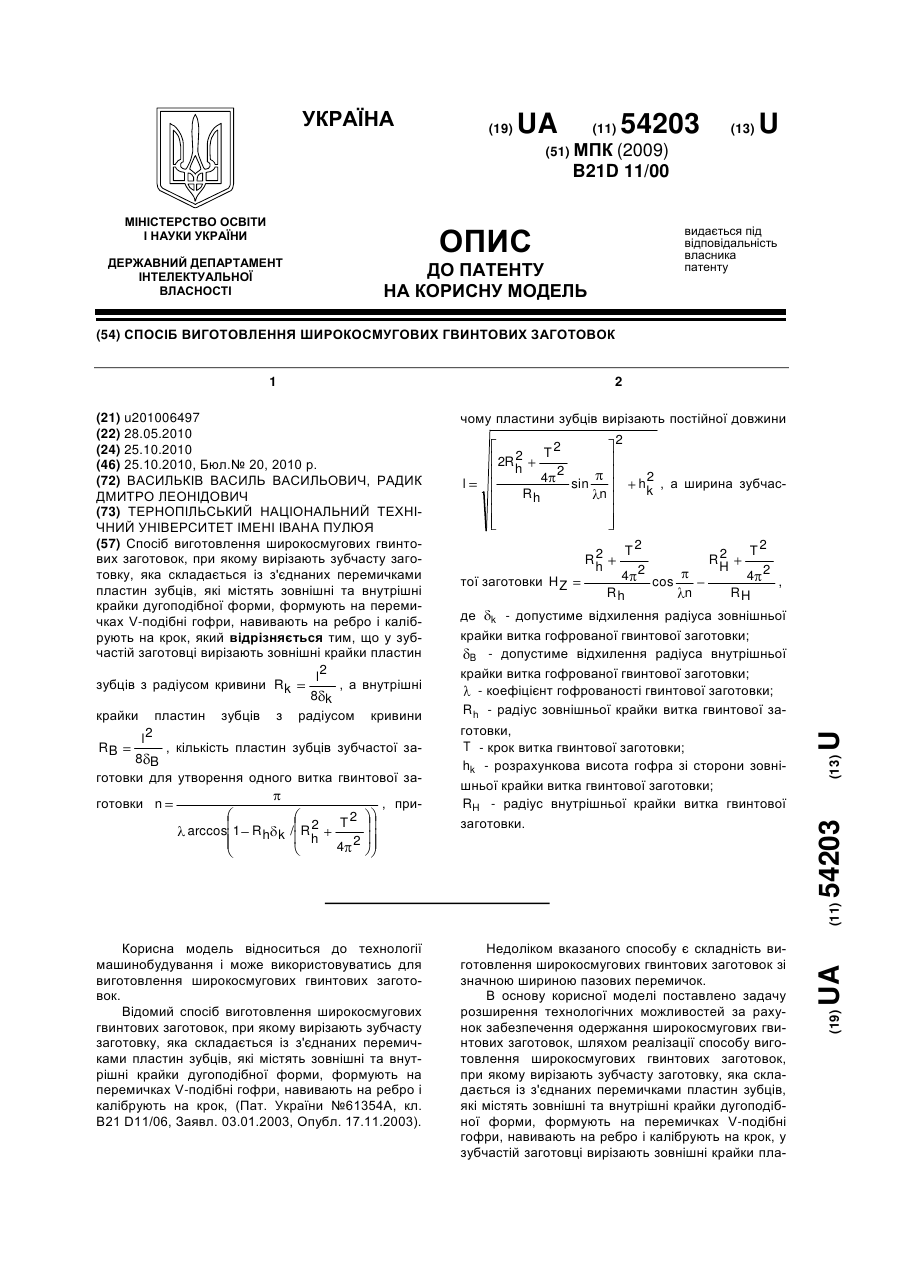
Спосіб виготовлення широкосмугових гвинтових заготовок, при якому вирізають зубчасту заготовку, яка складається із з'єднаних перемичками пластин зубців, які містять зовнішні та внутрішні крайки дугоподібної форми, формують на перемичках V-подібні гофри, навивають на ребро і калібрують на крок, який відрізняється тим, що у зубчастій заготовці вирізають зовнішні крайки пластин зубців з радіусом кривини
Попередній патент: Струменевий захоплювально-орієнтуючий пристрій
Наступний патент: Автомобіль
Випадковий патент: Похідні піримідину, гербіцидні суміші і композиції на їх основі, спосіб контролю росту небажаної рослинності