Спосіб профілювання довгомірних гвинтоподібних труб
Номер патенту: 107828
Опубліковано: 24.06.2016
Автори: Маковей Валерій Олексійович, Мельник Володимир Сергійович, Бобир Микола Іванович
Формула / Реферат
Спосіб профілювання довгомірних гвинтоподібних труб, що включає профілювання гвинтоподібного профілю на трубі, трироликовою обкатною головкою з планетарно обертовими роликами, який відрізняється тим, що профілювання виконують без оправки, при цьому трубу переміщують в осьовому напрямку, а крок гвинтоподібного профілю труби задають за допомогою кінематичних зв'язків.
Текст
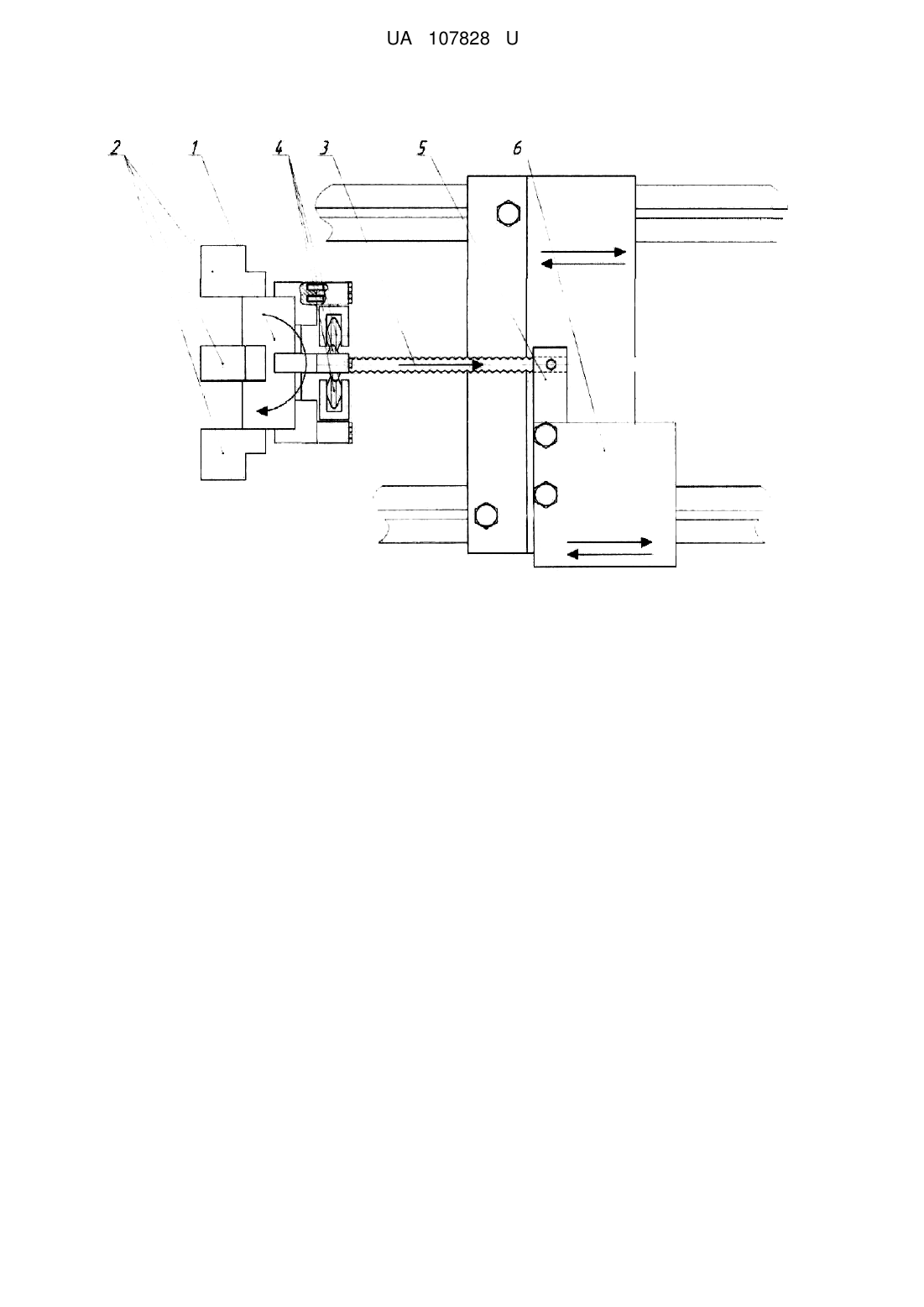
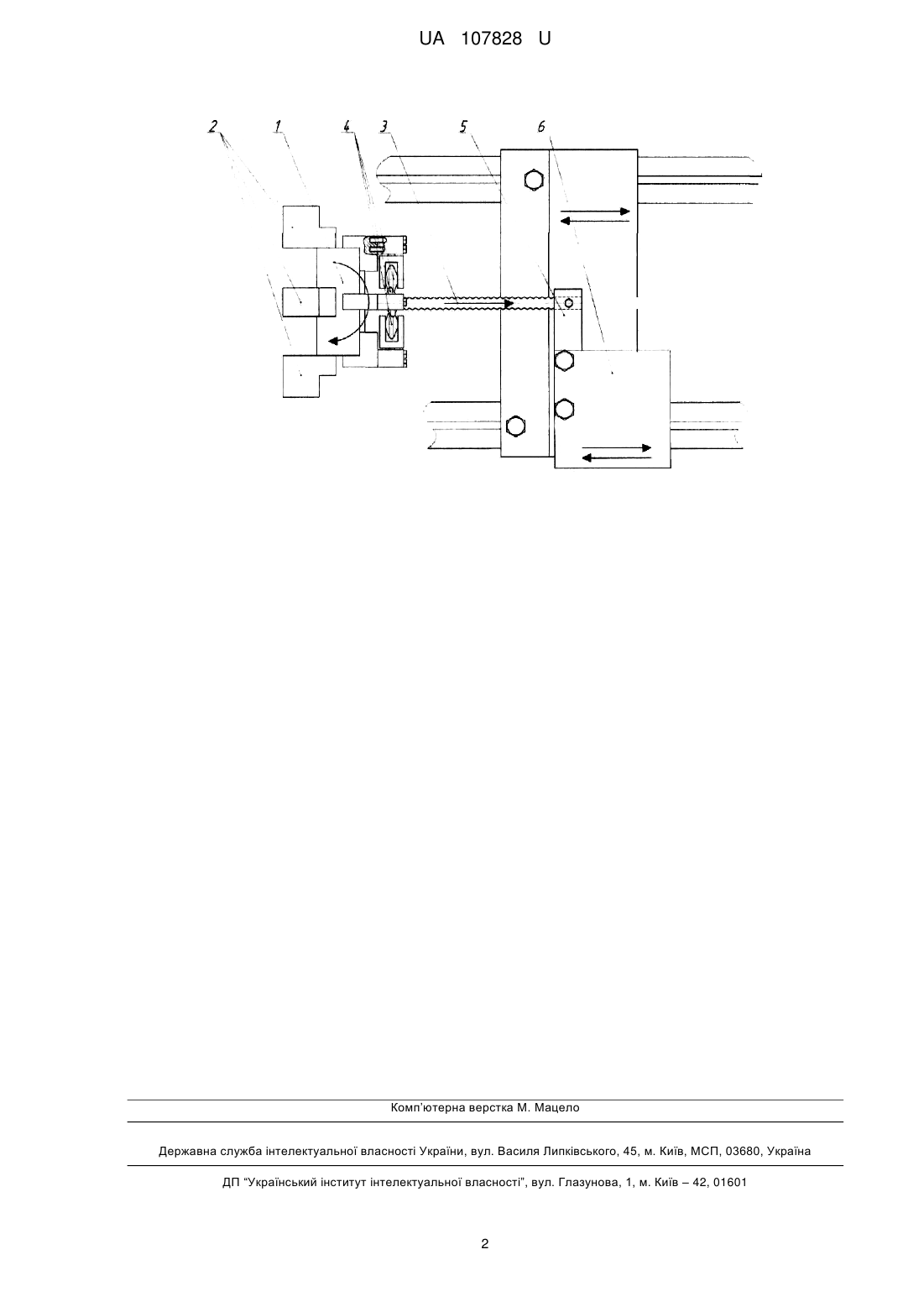
Реферат: Спосіб профілювання довгомірних гвинтоподібних труб включає профілювання гвинтоподібного профілю на трубі, трироликовою обкатною головкою з планетарно обертовими роликами. Профілювання виконують без оправки, при цьому трубу переміщують в осьовому напрямку, а крок гвинтоподібного профілю труби задають за допомогою кінематичних зв'язків. UA 107828 U (54) СПОСІБ ПРОФІЛЮВАННЯ ДОВГОМІРНИХ ГВИНТОПОДІБНИХ ТРУБ UA 107828 U UA 107828 U 5 10 15 20 25 30 35 40 45 Заявлювана корисна модель належить до обробки металів тиском, та може бути використана для профілювання довгомірних гвинтоподібних труб. Відомий спосіб виготовлення спірально-профільних труб, який реалізується шляхом розміщення труби на оправці та її профілюванні під дією осьового зусилля, яке прикладають до труби та круглого моменту, який виникає при взаємодії оправки з роликами [1]. Недоліком даного способу є обмежений діапазон кутів підйому гвинтової лінії профілю та обмеження технологічних можливостей при виготовленні довгомірних спірально-профільних труб. Найбільш близьким до заявлюваного технічного рішення є спосіб виготовлення труб з внутрішніми спіральними ребрами, який реалізується шляхом розміщення труби на спрофільованій оправці, а профілювання виконують в радіальному напрямку розкатною головкою з планетарним обертанням роликів при одночасному переміщенні труби в радіальному напрямку. При цьому швидкість та напрямок обертання оправки та розкатної головки підтримують однаковою [2]. Недоліком цього способу є неможливість профілювання довгомірних гвинтоподібних труб без оправки, що призводить до обмеження технологічних можливостей при виготовленні гвинтоподібних труб. В основу корисної моделі поставлена задача виготовлення довгомірних гвинтоподібних труб без використання оправок, що розширить технологічні можливості процесу профілювання та підвищить якість виготовлених довгомірних гвинтоподібних труб. Поставлена задача вирішується шляхом профілювання довгомірних гвинтоподібних труб за допомогою трироликової обкатної головки, яку закріплюють в патроні токарно-гвинторізного верстата, при цьому крутний момент передають від шпинделя верстату, а трубу-заготовку переміщують в осьовому напрямку. Суть корисної моделі пояснюється кресленням: на кресленні схематично зображено спосіб профілювання довгомірних гвинтоподібних труб. Спосіб реалізується наступним чином: Трироликову обкатну головку 1 закріплюють в патроні токарно-гвинторізного верстата 2, трубу-заготовку 3 розміщують між роликами 4 трироликової обкатної головки 1 та жорстко фіксують притискною планкою 7 тримача 5, при цьому тримач 5 закріплюють на супорті 6 верстата, тим самим унеможливлюють обертання труби заготовки 3 в радіальному напрямку. Ролики 4 радіально переміщують до осі труби заготовки 3, тим самим формуючи канавки заданої глибини. Після формування канапки трироликовою обкатною головкою 1 на головку передають крутний момент від шпинделя верстату, а осьове переміщення труби заготовки 3 виконується за допомогою кінематичних зв'язків верстата. Таким чином, профілювання довгомірних гвинтоподібних труб виконують без використання оправки. Довжина труби обмежується тільки величиною ходу супорта верстата, але використання тримача 5 дозволить виконувати профілювання труб в декілька етапів. Тримач 5 знімають з труби-заготовки 3 і разом з супортом 6 переміщують в початкове положення, а трубу-заготовку 3 знову фіксують, після чого процес профілювання повторюється. Таким чином виготовляють довгомірні гвинтоподібні труби. Заявлюваний спосіб дозволяє розширити технологічні можливості процесу та підвищити якість та точність виготовлення довгомірних гвинтоподібних труб. Джерела інформації: 1. Патент Российской Федерации "Способ изготовления спирально-профильных труб" RU № 2331493 МПК В 21 D 15/04., опублик. 20.08.2006. 2. Патент Российской Федерации "Способ изготовления изделий с внутренними спиральными ребрами" RU № 2172223 MПK В 21 D 15/04., опублик. 20.08.2001. 50 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб профілювання довгомірних гвинтоподібних труб, що включає профілювання гвинтоподібного профілю на трубі, трироликовою обкатною головкою з планетарно обертовими роликами, який відрізняється тим, що профілювання виконують без оправки, при цьому трубу переміщують в осьовому напрямку, а крок гвинтоподібного профілю труби задають за допомогою кінематичних зв'язків. 1 UA 107828 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 15/00
Мітки: гвинтоподібних, труб, довгомірних, профілювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-107828-sposib-profilyuvannya-dovgomirnikh-gvintopodibnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб профілювання довгомірних гвинтоподібних труб</a>
Спосіб профілювання гвинтоподібних труб
Номер патенту: 102107
Опубліковано: 12.10.2015
Автори: Бобир Микола Іванович, Мельник Володимир Сергійович, Маковей Валерій Олексійович, Проценко Павло Юрійович
МПК: B21D 15/04
Мітки: труб, гвинтоподібних, спосіб, профілювання
Формула / Реферат:
Спосіб профілювання гвинтоподібних труб, що включає профілювання гвинтоподібного профілю роликами на трубі з радіальним переміщенням їх, який відрізняється тим, що профілювання виконують роликами двох обкатних головок, однороликової та трироликової, за один прохід, при цьому крутний момент передається трубі від шпинделя токарно-гвинторізного верстата, а осьове переміщення обкатних головок здійснюється за допомогою кінематичних зв'язків...
Ланцюговий волочильний стан для виготовлення довгомірних мідно-нікелевих труб
Номер патенту: 8301
Опубліковано: 15.07.2005
Автори: Клюєв Сергій Петрович, Клюєв Андрій Петрович, Шпаковскій Вадім
Мітки: ланцюговий, виготовлення, волочильний, стан, труб, мідно-нікелевих, довгомірних
Формула / Реферат:
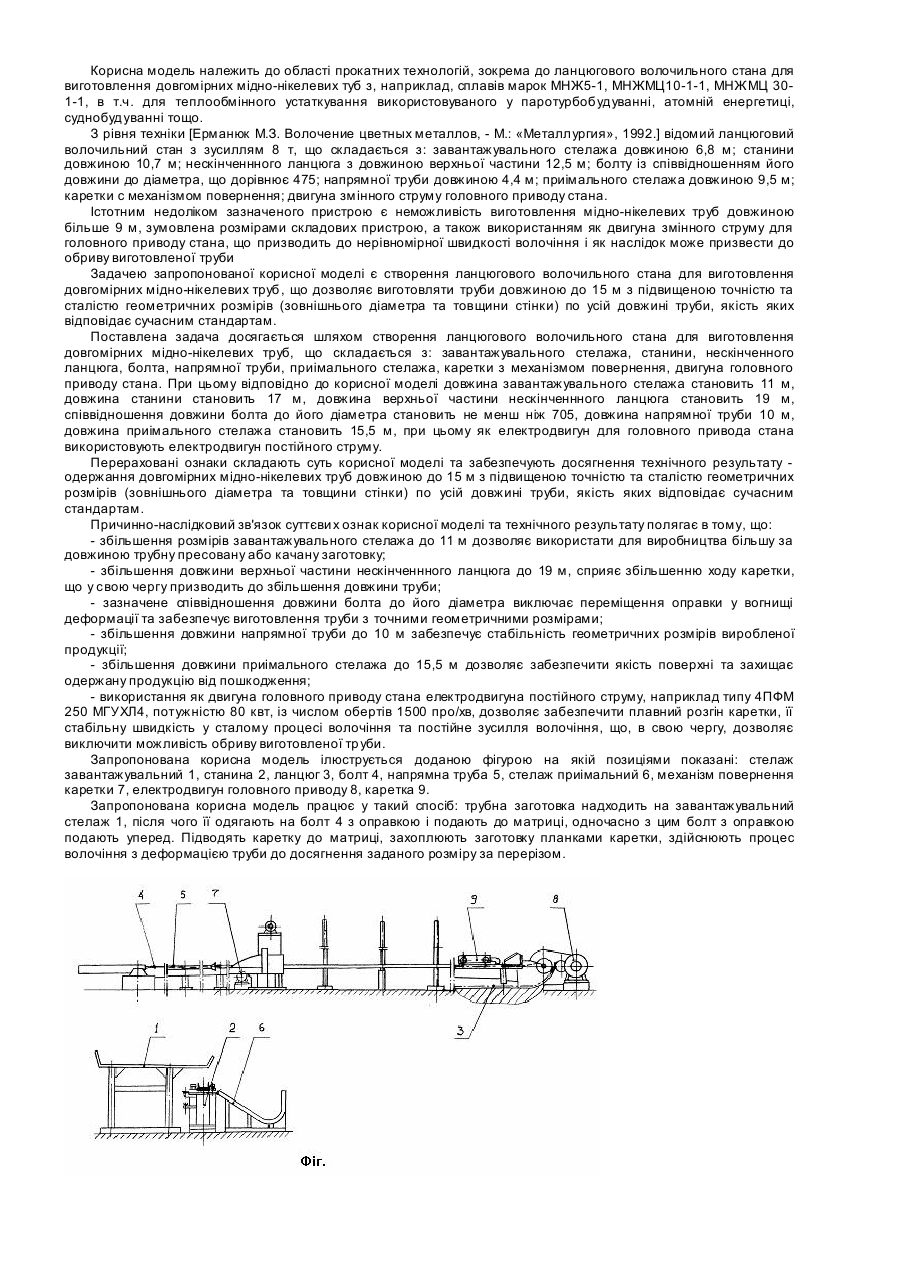
Ланцюговий волочильний стан для виготовлення довгомірних мідно-нікелевих труб, що складається з завантажувального стелажа, станини, нескінченного ланцюга, болта, напрямної труби, приймального стелажа, каретки з механізмом повернення, двигуна головного приводу стана, який відрізняється тим, що довжина завантажувального стелажа становить 11 м, довжина станини становить 17 м, довжина верхньої частини нескінченного ланцюга становить 19 м,...
Волочильний стан для виробництва довгомірних труб, переважно капілярних
Номер патенту: 12749
Опубліковано: 28.02.1997
Автори: Сергєєв Віктор Володимирович, Мартинов Вячеслав Іванович, Миргородський Євген Вадимович, Орро Юрій Павлович, Лобанов Олександр Іванович, Ламін Алєксандр Борісовіч,
МПК: B21C 1/16
Мітки: довгомірних, волочильний, переважно, труб, виробництва, капілярних, стан
Текст:
...и тянущими роликами для перемещения трубы и оправки, размещенными по оси центроватеИей. Отличием предлагаемого стана от известного является снабжение его дополнительными поперечно-передающими устройствами, связывающими линии перемещения извлеченной оправки и стола загрузки при указанном их выполнении и размещении. Технический результат полученный при использовании предлагаемого стана заключается в повышении его производительности путем...
Спосіб профілювання металу
Номер патенту: 59040
Опубліковано: 26.04.2011
Автор: Зінченко Павло Олександрович
МПК: B21D 5/00
Мітки: металу, спосіб, профілювання
Формула / Реферат:
Спосіб профілювання металу, який включає подачу листа на прес і формування ребристого профілю, який відрізняється тим, що формування ребристого профілю здійснюють по одному ребру жорсткості, переміщаючи лист металу на заданий крок.
Пристрій для розміщення та кріплення довгомірних великогабаритних труб на залізничній платформі
Номер патенту: 47279
Опубліковано: 15.06.2005
Автори: Воронович Віктор Петрович, Ганкін Якоб Михайлович, Приходько Володимир Іванович, Прохоров Володимир Михайлович
Мітки: пристрій, платформи, великогабаритних, кріплення, розміщення, довгомірних, труб, залізничний
Формула / Реферат:
1. Пристрій для розміщення та кріплення довгомірних великогабаритних труб на залізничній платформі, який містить гвинтові стяжки для поперечного і повздовжнього кріплення труб, при цьому гвинтові стяжки повздовжнього кріплення обладнані гаковими захоплювачами за торці труб верхнього ряду, який відрізняється тим, що вздовж бічної повздовжньої балки залізничної платформи жорстко закріплено вертикальні стояки, що з торців попарно з'єднані між...
Попередній патент: Елемент для захисту поверхні
Наступний патент: Спосіб приготування опари
Випадковий патент: Хвильова енергетична установка