Спосіб профілювання гвинтоподібних труб
Номер патенту: 102107
Опубліковано: 12.10.2015
Автори: Маковей Валерій Олексійович, Проценко Павло Юрійович, Мельник Володимир Сергійович, Бобир Микола Іванович
Формула / Реферат
Спосіб профілювання гвинтоподібних труб, що включає профілювання гвинтоподібного профілю роликами на трубі з радіальним переміщенням їх, який відрізняється тим, що профілювання виконують роликами двох обкатних головок, однороликової та трироликової, за один прохід, при цьому крутний момент передається трубі від шпинделя токарно-гвинторізного верстата, а осьове переміщення обкатних головок здійснюється за допомогою кінематичних зв'язків верстата.
Текст
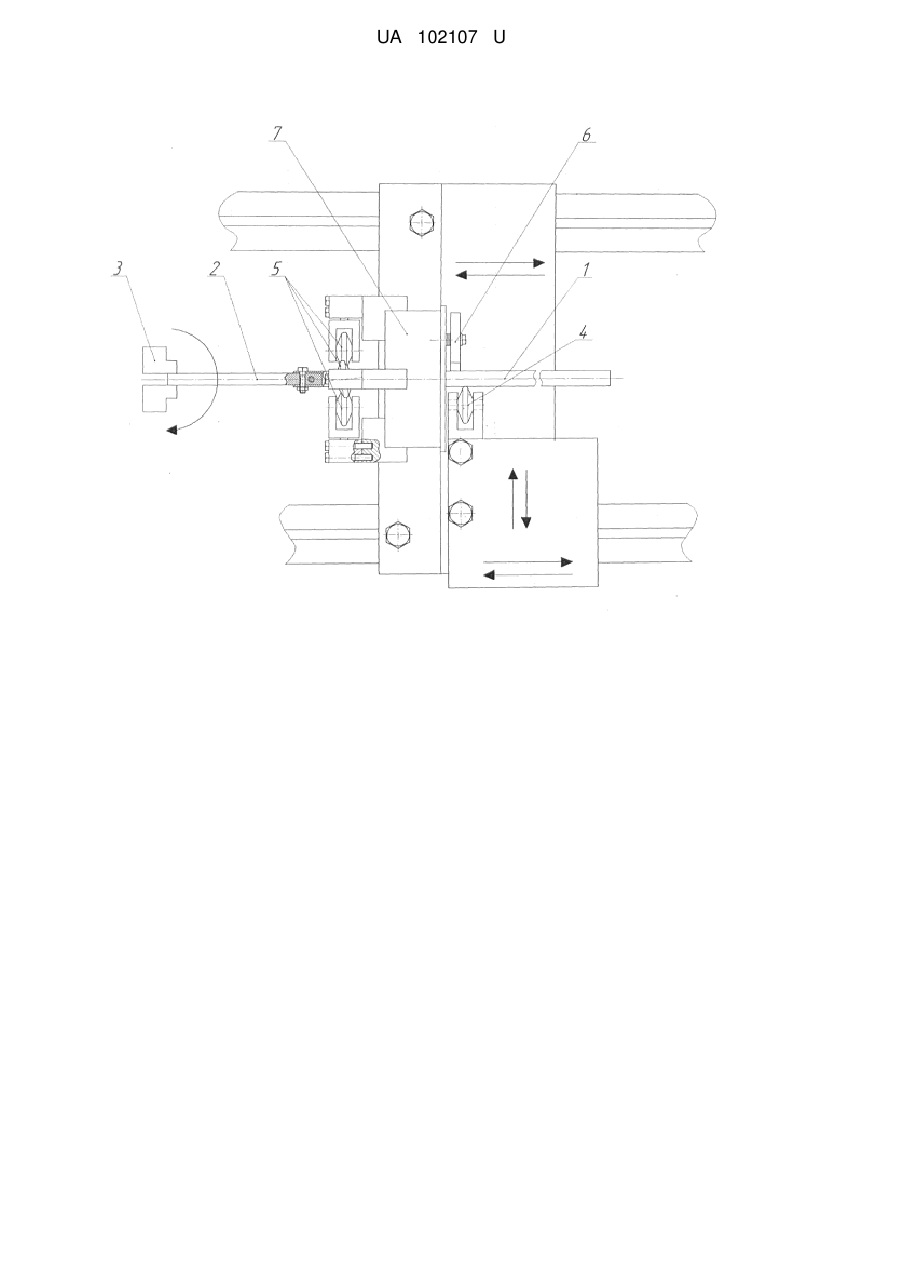
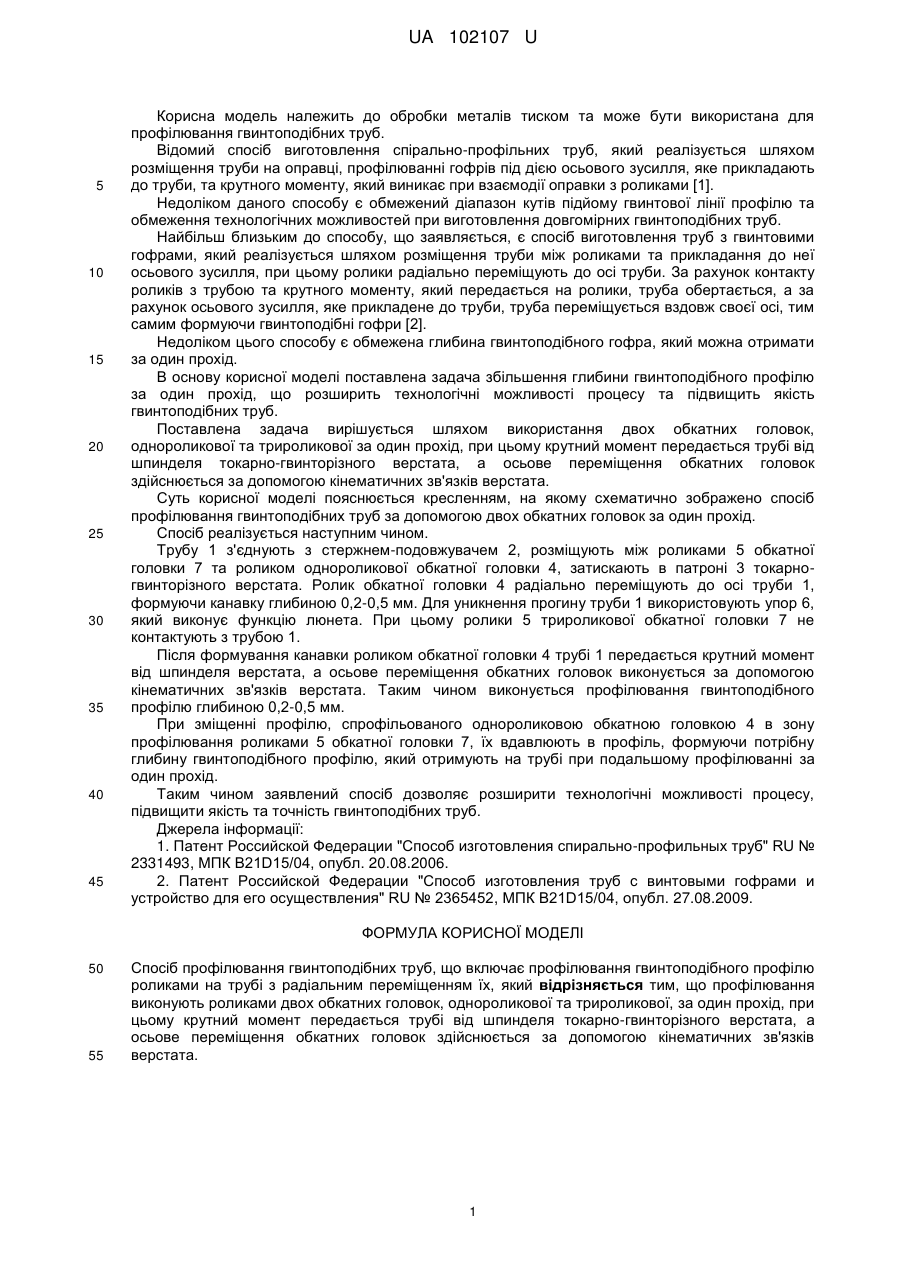
Реферат: Спосіб профілювання гвинтоподібних труб включає профілювання гвинтоподібного профілю роликами на трубі з радіальним переміщенням їх. Профілювання виконують роликами двох обкатних головок, однороликової та трироликової, за один прохід. При цьому крутний момент передається трубі від шпинделя токарно-гвинторізного верстата, а осьове переміщення обкатних головок здійснюється за допомогою кінематичних зв'язків верстата. UA 102107 U (54) СПОСІБ ПРОФІЛЮВАННЯ ГВИНТОПОДІБНИХ ТРУБ UA 102107 U UA 102107 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до обробки металів тиском та може бути використана для профілювання гвинтоподібних труб. Відомий спосіб виготовлення спірально-профільних труб, який реалізується шляхом розміщення труби на оправці, профілюванні гофрів під дією осьового зусилля, яке прикладають до труби, та крутного моменту, який виникає при взаємодії оправки з роликами [1]. Недоліком даного способу є обмежений діапазон кутів підйому гвинтової лінії профілю та обмеження технологічних можливостей при виготовлення довгомірних гвинтоподібних труб. Найбільш близьким до способу, що заявляється, є спосіб виготовлення труб з гвинтовими гофрами, який реалізується шляхом розміщення труби між роликами та прикладання до неї осьового зусилля, при цьому ролики радіально переміщують до осі труби. За рахунок контакту роликів з трубою та крутного моменту, який передається на ролики, труба обертається, а за рахунок осьового зусилля, яке прикладене до труби, труба переміщується вздовж своєї осі, тим самим формуючи гвинтоподібні гофри [2]. Недоліком цього способу є обмежена глибина гвинтоподібного гофра, який можна отримати за один прохід. В основу корисної моделі поставлена задача збільшення глибини гвинтоподібного профілю за один прохід, що розширить технологічні можливості процесу та підвищить якість гвинтоподібних труб. Поставлена задача вирішується шляхом використання двох обкатних головок, однороликової та трироликової за один прохід, при цьому крутний момент передається трубі від шпинделя токарно-гвинторізного верстата, а осьове переміщення обкатних головок здійснюється за допомогою кінематичних зв'язків верстата. Суть корисної моделі пояснюється кресленням, на якому схематично зображено спосіб профілювання гвинтоподібних труб за допомогою двох обкатних головок за один прохід. Спосіб реалізується наступним чином. Трубу 1 з'єднують з стержнем-подовжувачем 2, розміщують між роликами 5 обкатної головки 7 та роликом однороликової обкатної головки 4, затискають в патроні 3 токарногвинторізного верстата. Ролик обкатної головки 4 радіально переміщують до осі труби 1, формуючи канавку глибиною 0,2-0,5 мм. Для уникнення прогину труби 1 використовують упор 6, який виконує функцію люнета. При цьому ролики 5 трироликової обкатної головки 7 не контактують з трубою 1. Після формування канавки роликом обкатної головки 4 трубі 1 передається крутний момент від шпинделя верстата, а осьове переміщення обкатних головок виконується за допомогою кінематичних зв'язків верстата. Таким чином виконується профілювання гвинтоподібного профілю глибиною 0,2-0,5 мм. При зміщенні профілю, спрофільованого однороликовою обкатною головкою 4 в зону профілювання роликами 5 обкатної головки 7, їх вдавлюють в профіль, формуючи потрібну глибину гвинтоподібного профілю, який отримують на трубі при подальшому профілюванні за один прохід. Таким чином заявлений спосіб дозволяє розширити технологічні можливості процесу, підвищити якість та точність гвинтоподібних труб. Джерела інформації: 1. Патент Российской Федерации "Способ изготовления спирально-профильных труб" RU № 2331493, МПК В21D15/04, опубл. 20.08.2006. 2. Патент Российской Федерации "Способ изготовления труб с винтовыми гофрами и устройство для его осуществления" RU № 2365452, МПК В21D15/04, опубл. 27.08.2009. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 Спосіб профілювання гвинтоподібних труб, що включає профілювання гвинтоподібного профілю роликами на трубі з радіальним переміщенням їх, який відрізняється тим, що профілювання виконують роликами двох обкатних головок, однороликової та трироликової, за один прохід, при цьому крутний момент передається трубі від шпинделя токарно-гвинторізного верстата, а осьове переміщення обкатних головок здійснюється за допомогою кінематичних зв'язків верстата. 1 UA 102107 U Комп’ютерна верстка Л. Литвиненко Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 15/04
Мітки: гвинтоподібних, труб, профілювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-102107-sposib-profilyuvannya-gvintopodibnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб профілювання гвинтоподібних труб</a>
Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів
Номер патенту: 81484
Опубліковано: 25.06.2013
Автори: Кучвара Іван Миколайович, Комар Роман Васильович
МПК: B23B 5/48
Мітки: кожухів, профілювання, спосіб, гвинтових, ротаційного, конвеєрів, еліптичних
Формула / Реферат:
Спосіб ротаційного профілювання еліптичних кожухів гвинтових конвеєрів, який включає закріплення кінця циліндричної труби у шпинделі калібрувального верстата і обтискування її по зовнішньому діаметру необхідного поперечного перерізу при її переміщенні в осьовому напрямку ротаційними обтискними бойками, які встановлені у пазах шпинделя верстата ротаційного типу з можливістю вільного радіального переміщення, який відрізняється тим, що бойки в...
Спосіб профілювання металу
Номер патенту: 59040
Опубліковано: 26.04.2011
Автор: Зінченко Павло Олександрович
МПК: B21D 5/00
Мітки: профілювання, спосіб, металу
Формула / Реферат:
Спосіб профілювання металу, який включає подачу листа на прес і формування ребристого профілю, який відрізняється тим, що формування ребристого профілю здійснюють по одному ребру жорсткості, переміщаючи лист металу на заданий крок.
Спосіб з’єднання спіралешовних труб з витого полого профілю
Номер патенту: 75280
Опубліковано: 26.11.2012
Автор: Усатенко Дмитро Владиславович
МПК: F16L 15/04, F16L 39/00
Мітки: витого, профілю, спіралешовних, труб, спосіб, полого, з'єднання
Формула / Реферат:
Спосіб з'єднання спіралешовних труб з витого полого профілю, що включає утворення торцевих поверхонь на внутрішній і зовнішній стінках полого профілю на з'єднуваних кінцях труб, сполучення гвинтоподібних поверхонь витого полого профілю спіралешовних труб і стикування торцевих поверхонь з подальшим закріпленням, який відрізняється тим, що торцеву поверхню на внутрішній стінці кінця одної із двох труб, що підлягає з'єднанню, утворюють за...
Спосіб радіально-ротаційного профілювання коліс транспортних засобів
Номер патенту: 99116
Опубліковано: 25.05.2015
Автори: Пузир Руслан Григорович, Стірманов Ярослав Миколайович, Левченко Роман Володимирович, Драгобецький Володимир В'ячеславович
МПК: B21D 53/30
Мітки: профілювання, радіально-ротаційного, спосіб, транспортних, засобів, коліс
Формула / Реферат:
Спосіб радіально-ротаційного профілювання ободів коліс транспортних засобів, який включає профілювання циліндричної заготовки між нижнім й верхнім привідними формуючими роликами з одночасною дією на неї підтримуючого натискного ролика, який відрізняється тим, що для створення додаткового впливу на заготовку в тангенціальному напрямку, додатковий ролик установлюють на вході біля осередку деформації вище горизонтальної осі заготовки, крім...
Оправка для профілювання секцій робочих органів гнучких гвинтових конвеєрів
Номер патенту: 28132
Опубліковано: 26.11.2007
Автори: Новосад Іван Ярославович, Гевко Ігор Богданович, Дзюра Володимир Олексійович, Кричківський Володимир Йосипович
МПК: B23B 5/00
Мітки: профілювання, оправка, секцій, робочих, гвинтових, конвеєрів, органів, гнучких
Формула / Реферат:
Оправка для профілювання секцій робочих органів гнучких гвинтових конвеєрів, яка виконана у вигляді приводу, ступінчастої оправки, встановлювальних, затискних і регулювальних елементів, різця з супортом верстата, яка відрізняється тим, що на більшому діаметрі лівої шийки оправки з правого торця виконано шліцеві поверхні, які є у взаємодії з внутрішніми шліцевими поверхнями лівої втулки і її торцевою частиною з можливістю осьового переміщення,...
Попередній патент: Спосіб діагностики ендотеліальної дисфункції та її корекції у хворих на одонтогенні кисти
Наступний патент: Спосіб біологічного очищення оборотних вод рибницьких господарств індустріального типу
Випадковий патент: Харчова емульсія