Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей
Номер патенту: 108522
Опубліковано: 25.07.2016
Автори: Джемелінський Віталій Васильович, Лесик Дмитро Анатолійович, Хижевський Василь Володимирович

Формула / Реферат
1. Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей здійснюють за суміщеною схемою, при якій формування зносостійких покриттів та їх термодеформаційне зміцнення і оздоблення, відбувається при визначених температурах з розміщенням деформуючого інструменту на певній відстані від зони дії сканувального лазерного променя, або роздільною схемою, коли пластичну деформацію здійснюють окремо від процесу лазерного наплавлення, який відрізняється тим, що процес формування газопорошкового наплавлення здійснюють сканувальним лазерним променем з підтриманням постійної температури лазерним пірометром.
2. Спосіб по п. 1, який відрізняється тим, що процес термодеформаційного зміцнення та оздоблювання наплавленого шару проводять інтенсивним пластичним деформуванням твірної конічної поверхні деформаційного інструменту з вертикальним кутом нахилу осі.
Текст
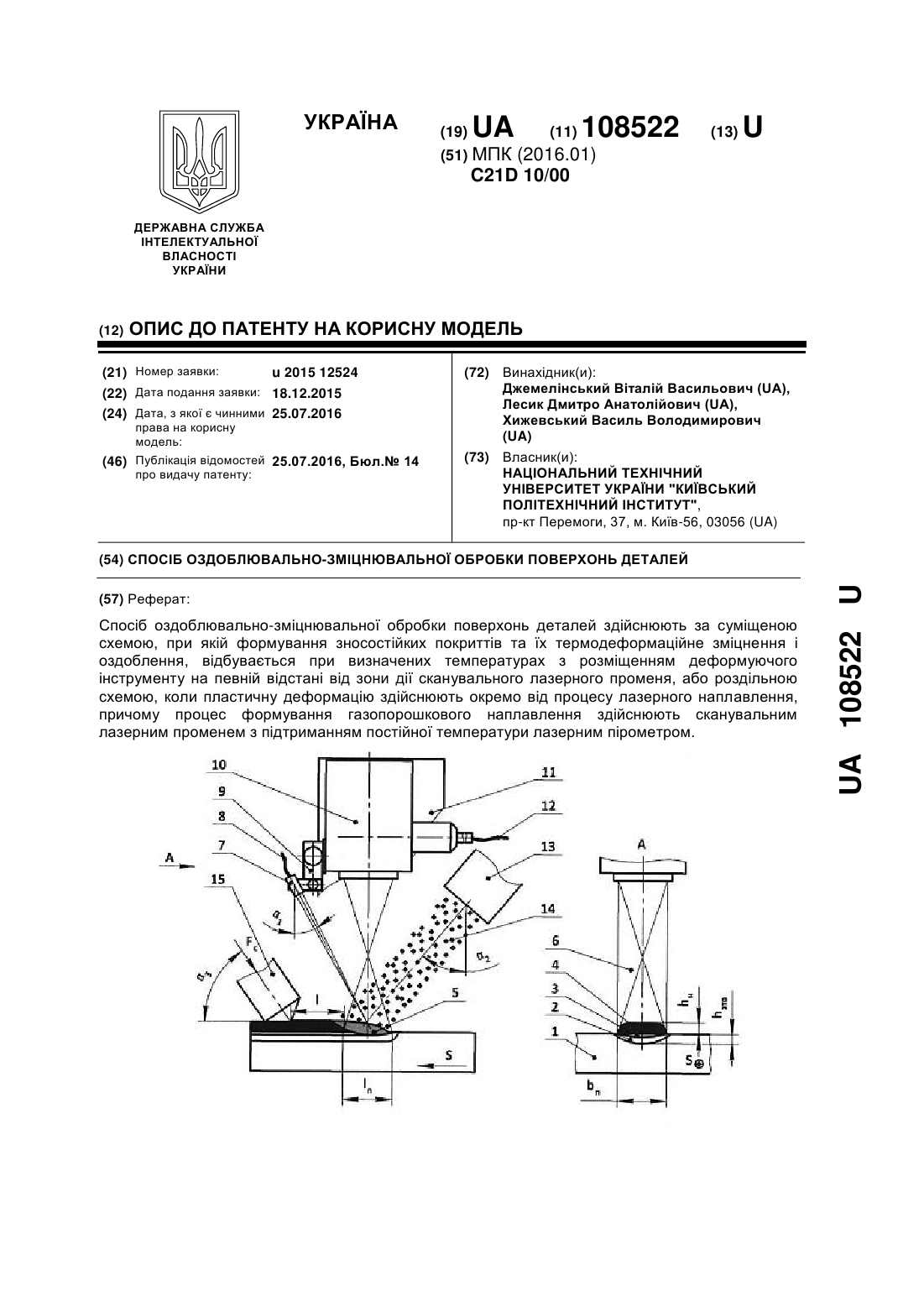
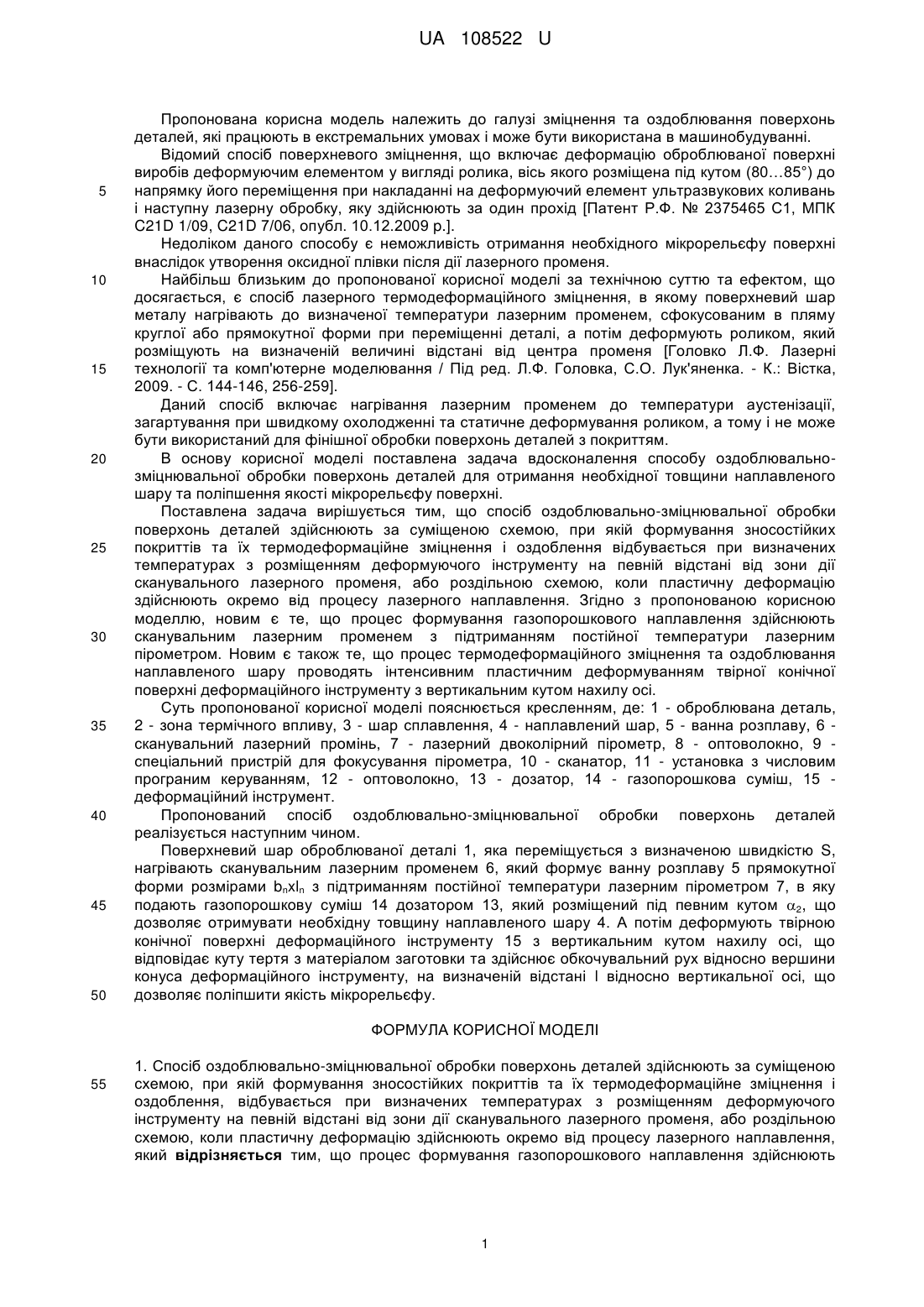
Реферат: Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей здійснюють за суміщеною схемою, при якій формування зносостійких покриттів та їх термодеформаційне зміцнення і оздоблення, відбувається при визначених температурах з розміщенням деформуючого інструменту на певній відстані від зони дії сканувального лазерного променя, або роздільною схемою, коли пластичну деформацію здійснюють окремо від процесу лазерного наплавлення, причому процес формування газопорошкового наплавлення здійснюють сканувальним лазерним променем з підтриманням постійної температури лазерним пірометром. UA 108522 U (54) СПОСІБ ОЗДОБЛЮВАЛЬНО-ЗМІЦНЮВАЛЬНОЇ ОБРОБКИ ПОВЕРХОНЬ ДЕТАЛЕЙ UA 108522 U UA 108522 U 5 10 15 20 25 30 35 40 45 50 Пропонована корисна модель належить до галузі зміцнення та оздоблювання поверхонь деталей, які працюють в екстремальних умовах і може бути використана в машинобудуванні. Відомий спосіб поверхневого зміцнення, що включає деформацію оброблюваної поверхні виробів деформуючим елементом у вигляді ролика, вісь якого розміщена під кутом (80…85°) до напрямку його переміщення при накладанні на деформуючий елемент ультразвукових коливань і наступну лазерну обробку, яку здійснюють за один прохід [Патент Р.Ф. № 2375465 С1, МПК C21D 1/09, C21D 7/06, опубл. 10.12.2009 p.]. Недоліком даного способу є неможливість отримання необхідного мікрорельєфу поверхні внаслідок утворення оксидної плівки після дії лазерного променя. Найбільш близьким до пропонованої корисної моделі за технічною суттю та ефектом, що досягається, є спосіб лазерного термодеформаційного зміцнення, в якому поверхневий шар металу нагрівають до визначеної температури лазерним променем, сфокусованим в пляму круглої або прямокутної форми при переміщенні деталі, а потім деформують роликом, який розміщують на визначеній величині відстані від центра променя [Головко Л.Ф. Лазерні технології та комп'ютерне моделювання / Під ред. Л.Ф. Головка, С.О. Лук'яненка. - К.: Вістка, 2009. - С. 144-146, 256-259]. Даний спосіб включає нагрівання лазерним променем до температури аустенізації, загартування при швидкому охолодженні та статичне деформування роликом, а тому і не може бути використаний для фінішної обробки поверхонь деталей з покриттям. В основу корисної моделі поставлена задача вдосконалення способу оздоблювальнозміцнювальної обробки поверхонь деталей для отримання необхідної товщини наплавленого шару та поліпшення якості мікрорельєфу поверхні. Поставлена задача вирішується тим, що спосіб оздоблювально-зміцнювальної обробки поверхонь деталей здійснюють за суміщеною схемою, при якій формування зносостійких покриттів та їх термодеформаційне зміцнення і оздоблення відбувається при визначених температурах з розміщенням деформуючого інструменту на певній відстані від зони дії сканувального лазерного променя, або роздільною схемою, коли пластичну деформацію здійснюють окремо від процесу лазерного наплавлення. Згідно з пропонованою корисною моделлю, новим є те, що процес формування газопорошкового наплавлення здійснюють сканувальним лазерним променем з підтриманням постійної температури лазерним пірометром. Новим є також те, що процес термодеформаційного зміцнення та оздоблювання наплавленого шару проводять інтенсивним пластичним деформуванням твірної конічної поверхні деформаційного інструменту з вертикальним кутом нахилу осі. Суть пропонованої корисної моделі пояснюється кресленням, де: 1 - оброблювана деталь, 2 - зона термічного впливу, 3 - шар сплавлення, 4 - наплавлений шар, 5 - ванна розплаву, 6 сканувальний лазерний промінь, 7 - лазерний двоколірний пірометр, 8 - оптоволокно, 9 спеціальний пристрій для фокусування пірометра, 10 - сканатор, 11 - установка з числовим програним керуванням, 12 - оптоволокно, 13 - дозатор, 14 - газопорошкова суміш, 15 деформаційний інструмент. Пропонований спосіб оздоблювально-зміцнювальної обробки поверхонь деталей реалізується наступним чином. Поверхневий шар оброблюваної деталі 1, яка переміщується з визначеною швидкістю S, нагрівають сканувальним лазерним променем 6, який формує ванну розплаву 5 прямокутної форми розмірами bnxln з підтриманням постійної температури лазерним пірометром 7, в яку подають газопорошкову суміш 14 дозатором 13, який розміщений під певним кутом 2, що дозволяє отримувати необхідну товщину наплавленого шару 4. А потім деформують твірною конічної поверхні деформаційного інструменту 15 з вертикальним кутом нахилу осі, що відповідає куту тертя з матеріалом заготовки та здійснює обкочувальний рух відносно вершини конуса деформаційного інструменту, на визначеній відстані l відносно вертикальної осі, що дозволяє поліпшити якість мікрорельєфу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей здійснюють за суміщеною схемою, при якій формування зносостійких покриттів та їх термодеформаційне зміцнення і оздоблення, відбувається при визначених температурах з розміщенням деформуючого інструменту на певній відстані від зони дії сканувального лазерного променя, або роздільною схемою, коли пластичну деформацію здійснюють окремо від процесу лазерного наплавлення, який відрізняється тим, що процес формування газопорошкового наплавлення здійснюють 1 UA 108522 U 5 сканувальним лазерним променем з підтриманням постійної температури лазерним пірометром. 2. Спосіб за п. 1, який відрізняється тим, що процес термодеформаційного зміцнення та оздоблювання наплавленого шару проводять інтенсивним пластичним деформуванням твірної конічної поверхні деформаційного інструменту з вертикальним кутом нахилу осі. Комп’ютерна верстка О. Гергіль Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 10/00
Мітки: спосіб, поверхонь, деталей, оздоблювально-зміцнювальної, обробки
Код посилання
<a href="https://ua.patents.su/4-108522-sposib-ozdoblyuvalno-zmicnyuvalno-obrobki-poverkhon-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб оздоблювально-зміцнювальної обробки поверхонь деталей</a>
Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей
Номер патенту: 73874
Опубліковано: 10.10.2012
Автори: Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна
МПК: B03C 1/12
Мітки: деталей, поверхонь, спосіб, оздоблювально-зміцнювальної, обробки, безабразивної
Формула / Реферат:
Спосіб безабразивної оздоблювально-зміцнювальної обробки поверхонь деталей, при якому робочому середовищу з інструментів із феромагнітних голок (кульок) та дрібнорозмірним деталям у нерухому контейнері тороїдальної форми надається рух по тороїду у тривимірному просторі, який відрізняється тим, що на робоче середовище здійснюють суміщену високоенергетичну імпульсну дію обертаючим магнітним полем та високошвидкісною аерозольною сумішшю, та...
Установка для комбінованої лазерно-ультразвукової оздоблювально-зміцнювальної обробки
Номер патенту: 93522
Опубліковано: 10.10.2014
Автори: Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна
МПК: B24B 39/04
Мітки: оздоблювально-зміцнювальної, лазерно-ультразвукової, установка, комбінованої, обробки
Формула / Реферат:
1. Установка для комбінованої лазерно-ультразвукової оздоблювально-зміцнювальної обробки, що має лазерний випромінювач з волоконним світловодом і сканером та ультразвуковий випромінювач з одним або багатобойковими наконечниками, встановленими перпендикулярно або під кутом до оброблюваної поверхні, та координатний стіл з відповідними приводами, яка відрізняється тим, що в корпусі установки встановлено сканатор для фокусування лазерного...
Установка для лазерно-ультразвукової оздоблювально-зміцнювальної обробки
Номер патенту: 79235
Опубліковано: 10.04.2013
Автори: Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович
МПК: B24B 39/00
Мітки: лазерно-ультразвукової, оздоблювально-зміцнювальної, установка, обробки
Формула / Реферат:
Установка для лазерно-ультразвукової обробки металів, що має лазерний випромінювач з оптико-волоконним світлопроводом та ультразвуковий випромінювач з одним для суміщеної або багатобійковим для комбінованої термодеформаційної дії наконечниками, встановленими перпендикулярно або під кутом 30-45° до оброблюваної поверхні та 4-и координатний стіл з незалежними лінійними приводами та кроковими електродвигунами, яка відрізняється тим, що...
Установка для ультразвукової оздоблювально-зміцнювальної обробки
Номер патенту: 101708
Опубліковано: 25.09.2015
Автори: Салій Сергій Сергійович, Данилейко Олександр Олександрович, Лесик Дмитро Анатолійович, Джемелінський Віталій Васильович
МПК: B06B 1/06, B24B 39/00
Мітки: обробки, ультразвукової, оздоблювально-зміцнювальної, установка
Формула / Реферат:
1. Установка для ультразвукової оздоблювально-зміцнювальної обробки металів, що має ультразвуковий генератор, п'єзокерамічний перетворювач, концентратор і головку у формі стакана з отворами(-ом) в донній частині, у яких розташовані стрижневі або у вигляді кульок деформуючі інструменти, яка відрізняється тим, що на зовнішній поверхні головки розміщені дванадцять постійних магнітів, які мають можливість в залежності від заданої управляючої...
Пристрій для поверхнево-зміцнювальної обробки циліндричних деталей
Номер патенту: 64343
Опубліковано: 10.11.2011
Автори: Титов Вячеслав Андрійович, Лавріненков Антон Дмитрович
МПК: B23P 9/00
Мітки: поверхнево-зміцнювальної, пристрій, обробки, деталей, циліндричних
Формула / Реферат:
Пристрій для поверхнево-зміцнювальної обробки циліндричних деталей, що містить ультразвукову установку з концентратором поздовжніх коливань, який закріплено до бокової поверхні концентратора крутильних коливань зі сторони вхідного торця концентратора крутильних коливань, на вихідному торці якого розташовано деформуючий елемент, який відрізняється тим, що в концентраторі крутильних коливань у вузлі амплітуд крутильних коливань виконані...
Попередній патент: Спосіб визначення частки функціонально активних клітин у складі епітеліальних пухлин товстої кишки
Наступний патент: Спосіб лікування хворих похилого віку з постінсультною деменцією
Випадковий патент: Знак розпізнавальний