Спосіб отримання кованих поковок високої точності


Формула / Реферат
Спосіб отримання кованих поковок високої точності, що полягає у гальмуванні рухомої поперечини преса на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що декомпресію робочих циліндрів від високого тиску здійснюють наприкінці робочого ходу з інтенсивністю, більшою, ніж інтенсивність знеміцнення металу поковки.
Текст
Реферат: UA 108954 U UA 108954 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до галузі машинобудування, а саме до обробки матеріалів тиском, і може знайти застосування при проектуванні та модернізації ковальсько-пресового обладнання, а також розробці технологічних процесів кування високоточних заготовок. Відомий спосіб визначення величини знеміцнення металу при високотемпературному пластичному деформуванні, згідно з яким використовують в'язко-пружну модель Максвелла та на базі монотонно зростаючої експоненціальної функції визначають напруги в поковці в залежності від швидкості деформації, модуля пружності Юнга та часу релаксації [1]. Відомий також, вибраний як найближчий аналог, спосіб забезпечення точності кування, згідно з яким рухому поперечину преса гальмують на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками [2]. Загальними суттєвими ознаками відомого і способу, що заявляється, є: гальмування рухомої поперечини преса на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками. Недоліком цього процесу є неврахування процесу знеміцнення металу поковки при високотемпературному пластичному деформуванні наприкінці робочого ходу під час переключення системи керування на здійснення декомпресії робочих циліндрів від високого тиску. В основу корисної моделі поставлена задача: підвищення точності кування за рахунок технічного результату, що полягає в усуненні впливу знеміцнення на кінцеві розміри поковки шляхом здійснення декомпресії робочих циліндрів необхідної інтенсивності. Поставлена задача вирішується тим, що декомпресію робочих циліндрів від високого тиску здійснюють наприкінці робочого ходу з інтенсивністю, більшою, ніж інтенсивність знеміцнення металу поковки. За рахунок забезпечення декомпресії робочих циліндрів необхідної інтенсивності усувається вплив знеміцнення на кінцеві розміри поковки. Як результат цього - підвищується точність кування поковок. Запропонований спосіб здійснюють наступним чином. Рухому поперечину преса гальмують на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками. При цьому декомпресію робочих циліндрів від високого тиску здійснюють наприкінці робочого ходу з інтенсивністю більшою, ніж інтенсивність знеміцнення металу поковки. Приклад здійснення способу Розглянемо суть способу отримання кованих поковок високої точності на потужних ковальських гідравлічних пресах. Спосіб може бути реалізований наступним чином. 1. Відповідно до показань датчиків переміщення рухомої поперечини та тиску у робочих циліндрах, а також на базі діаграм знеміцнення для різних марок матеріалів визначають величину інтенсивності знеміцнення поковки. 2. Рухому поперечину преса гальмують на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками. 3. Декомпресію робочих циліндрів від високого тиску здійснюють наприкінці робочого ходу з інтенсивністю, більшою, ніж інтенсивність знеміцнення металу поковки. Наведений приклад підтверджує досягнення технічного результату - а саме: підвищення точності кування поковок на гідравлічних пресах. Джерела інформації: 1. Марков О.Е. Установление аналитической связи между напряжениями и скоростями деформаций для моделирования процессов горячего деформирования / О.М. Марков // КШП. ОМД. - Москва, 2012. - № 7. - С. 32-37. 2. Cold and hot forging: fundamentals and applications / Taylan Altan, Gracious Ngaile, Gangshu Shen. - ASM International, 2004. - 334 p. ISBN 0-87170-805-1. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Спосіб отримання кованих поковок високої точності, що полягає у гальмуванні рухомої поперечини преса на заданому розмірі закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що декомпресію робочих циліндрів від високого тиску здійснюють наприкінці робочого ходу з інтенсивністю, більшою, ніж інтенсивність знеміцнення металу поковки. 1 UA 108954 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21J 1/04, B30B 15/00
Мітки: високої, поковок, точності, спосіб, отримання, кованих
Код посилання
<a href="https://ua.patents.su/4-108954-sposib-otrimannya-kovanikh-pokovok-visoko-tochnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання кованих поковок високої точності</a>
Спосіб гальмування рухомої поперечини гідравлічного преса на заданому розмірі
Номер патенту: 108953
Опубліковано: 10.08.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: поперечини, преса, рухомої, гальмування, розмірі, спосіб, заданому, гідравлічного
Формула / Реферат:
Спосіб гальмування рухомої поперечини гідравлічного преса на заданому розмірі, що полягає у гальмуванні закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході рухомої поперечини до необхідного розміру на величину прогнозованого вибігу в залежності від інтенсивності знеміцнення металу поковки.
Спосіб роботи на потужному гідравлічному штампувальному пресі
Номер патенту: 108595
Опубліковано: 25.07.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: штампувальному, пресі, роботи, гідравлічному, потужному, спосіб
Формула / Реферат:
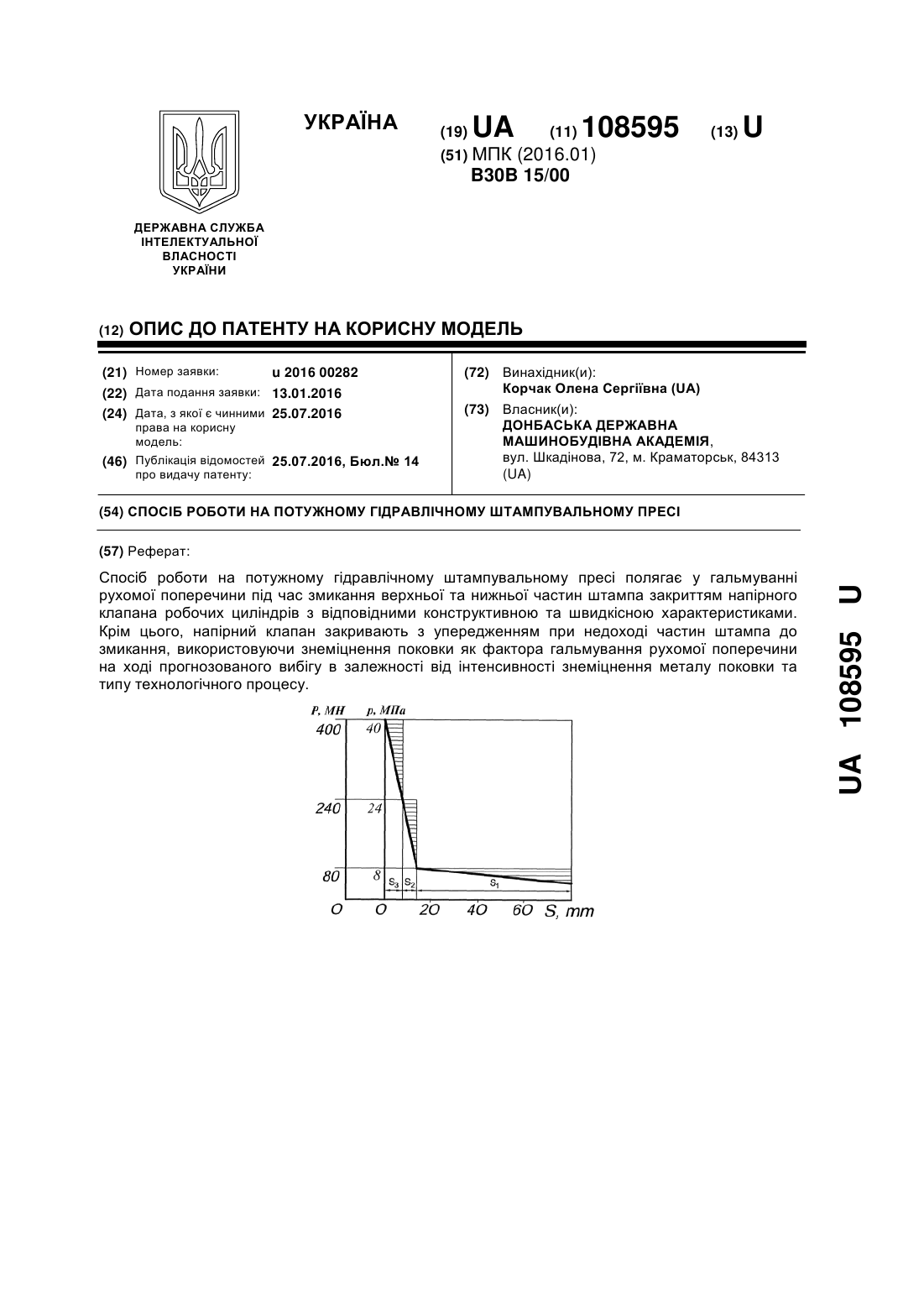
Спосіб роботи на потужному гідравлічному штампувальному пресі, що полягає у гальмуванні рухомої поперечини під час змикання верхньої та нижньої частин штампа закриттям напірного клапана робочих циліндрів з відповідними конструктивною та швидкісною характеристиками, який відрізняється тим, що напірний клапан закривають з упередженням при недоході частин штампа до змикання, використовуючи знеміцнення поковки як фактора гальмування рухомої...
Спосіб здійснення декомпресії робочих циліндрів ковальських гідравлічних пресів необхідної інтенсивності
Номер патенту: 108570
Опубліковано: 25.07.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00
Мітки: гідравлічних, здійснення, спосіб, робочих, пресів, циліндрів, необхідної, декомпресії, ковальських, інтенсивності
Формула / Реферат:
Спосіб здійснення декомпресії робочих циліндрів ковальських гідравлічних пресів необхідної інтенсивності, що полягає у дроселюванні робочої рідини зливними клапанами, відкриванні наповнювально-зливних клапанів після падіння тиску у робочих циліндрах до припустимого значення та скиданні тиску із робочих циліндрів до рівня тиску у наповнювально-зливному баку через основний трубопровід низького тиску, який відрізняється тим, що задаються...
Спосіб гарячого об’ємного штампування поковок залізничних коліс підвищеної точності
Номер патенту: 100319
Опубліковано: 10.12.2012
Автори: Чухліб Віталій Леонидович, Кішинський Андрій Євгенович, Ашкелянець Антон Володимирович, Шрамко Олександр Вікторович, Назаренко Миколай Васильович, Новохатній Володимир Акимович, Голубєва Людмила Вікторівна, Рослік Олександр Вадимович, Данченко Валентин Миколайович, Пройдак Юрій Сергійович
Мітки: спосіб, штампування, коліс, об`ємного, підвищеної, точності, гарячого, залізничних, поковок
Формула / Реферат:
Спосіб гарячого об'ємного штампування поковок залізничних коліс підвищеної точності, що включає осадку, попереднє формування початкової заготовки та остаточне її формування в закритих штампах, який відрізняється тим, що на операції попереднього формування заготовку деформують з дотриманням умови: ∆е≤0,6,де ∆е=emax-emin - нерівномірність логарифмічної деформації заготовки в радіальному напрямку; emах,...
Спосіб проектування швидкодіючих систем керування гідравлічними пресами
Номер патенту: 107951
Опубліковано: 24.06.2016
Автор: Корчак Олена Сергіївна
МПК: B30B 15/00, F16K 17/00
Мітки: спосіб, керування, швидкодіючих, систем, гідравлічними, проектування, пресами
Формула / Реферат:
Спосіб проектування швидкодіючих систем керування гідравлічними пресами, що полягає у визначенні відповідних параметрів гідравлічної системи в залежності від заданого коефіцієнта якості гідросистеми a, на базі якого проектують систему керування гідравлічним пресом, виготовляють в металі, здійснюють її монтаж та випробування, який відрізняється тим, що зменшують приведені до рухомої поперечини маси на ділянці гідроприводу "напірний...
Попередній патент: Спосіб гальмування рухомої поперечини гідравлічного преса на заданому розмірі
Наступний патент: Спосіб наплавлення поверхонь циліндричних деталей
Випадковий патент: Спосіб лікування туберкульозу легенів