Спосіб гарячого об’ємного штампування поковок залізничних коліс підвищеної точності
Номер патенту: 100319
Опубліковано: 10.12.2012
Автори: Назаренко Миколай Васильович, Данченко Валентин Миколайович, Новохатній Володимир Акимович, Рослік Олександр Вадимович, Шрамко Олександр Вікторович, Голубєва Людмила Вікторівна, Кішинський Андрій Євгенович, Ашкелянець Антон Володимирович, Чухліб Віталій Леонидович, Пройдак Юрій Сергійович
Формула / Реферат
Спосіб гарячого об'ємного штампування поковок залізничних коліс підвищеної точності, що включає осадку, попереднє формування початкової заготовки та остаточне її формування в закритих штампах, який відрізняється тим, що на операції попереднього формування заготовку деформують з дотриманням умови:
∆е≤0,6,
де ∆е=emax-emin - нерівномірність логарифмічної деформації заготовки в радіальному напрямку;
emах, emіn - максимальне та мінімальне значення ступеня логарифмічної деформації заготовки в радіальному напрямку.
Текст
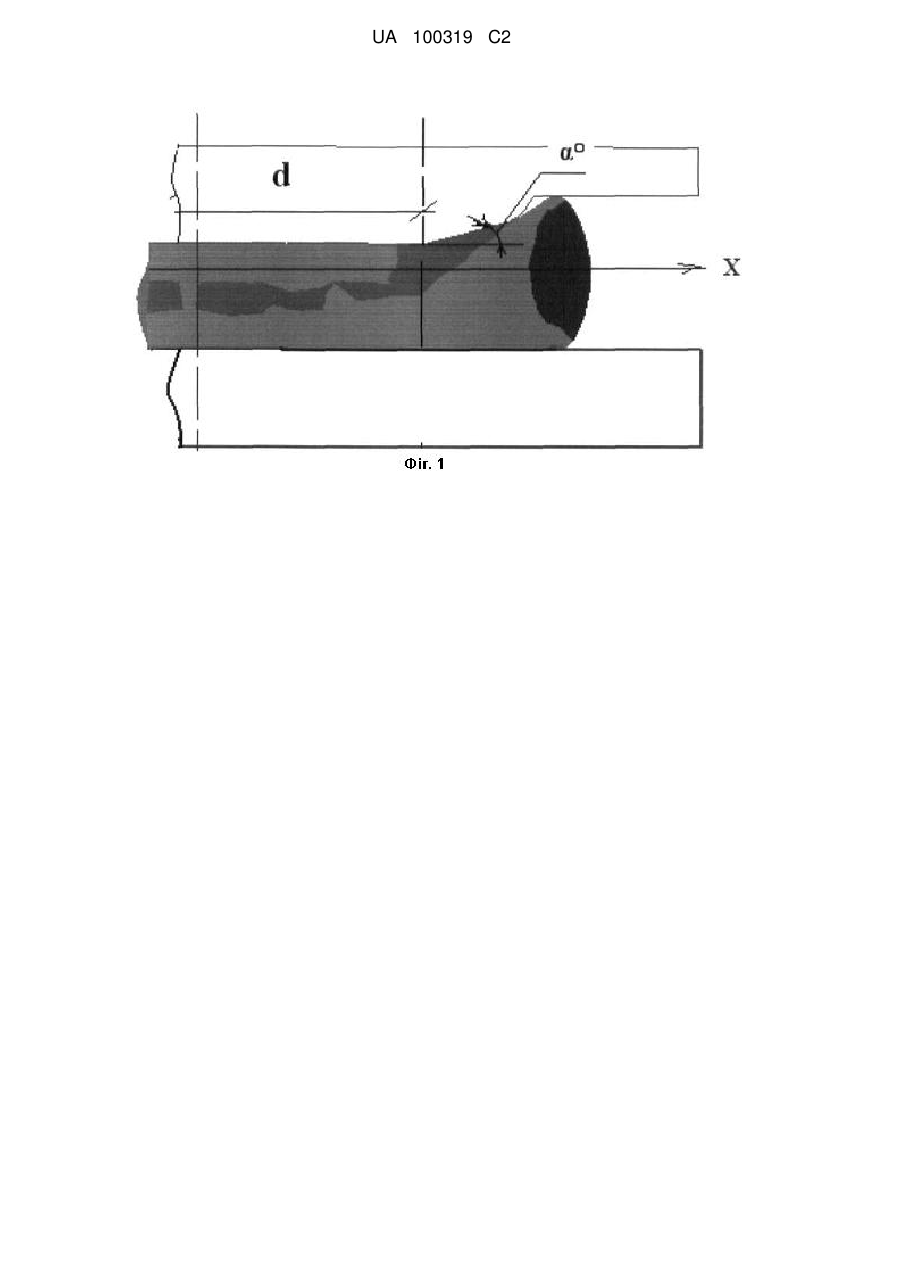
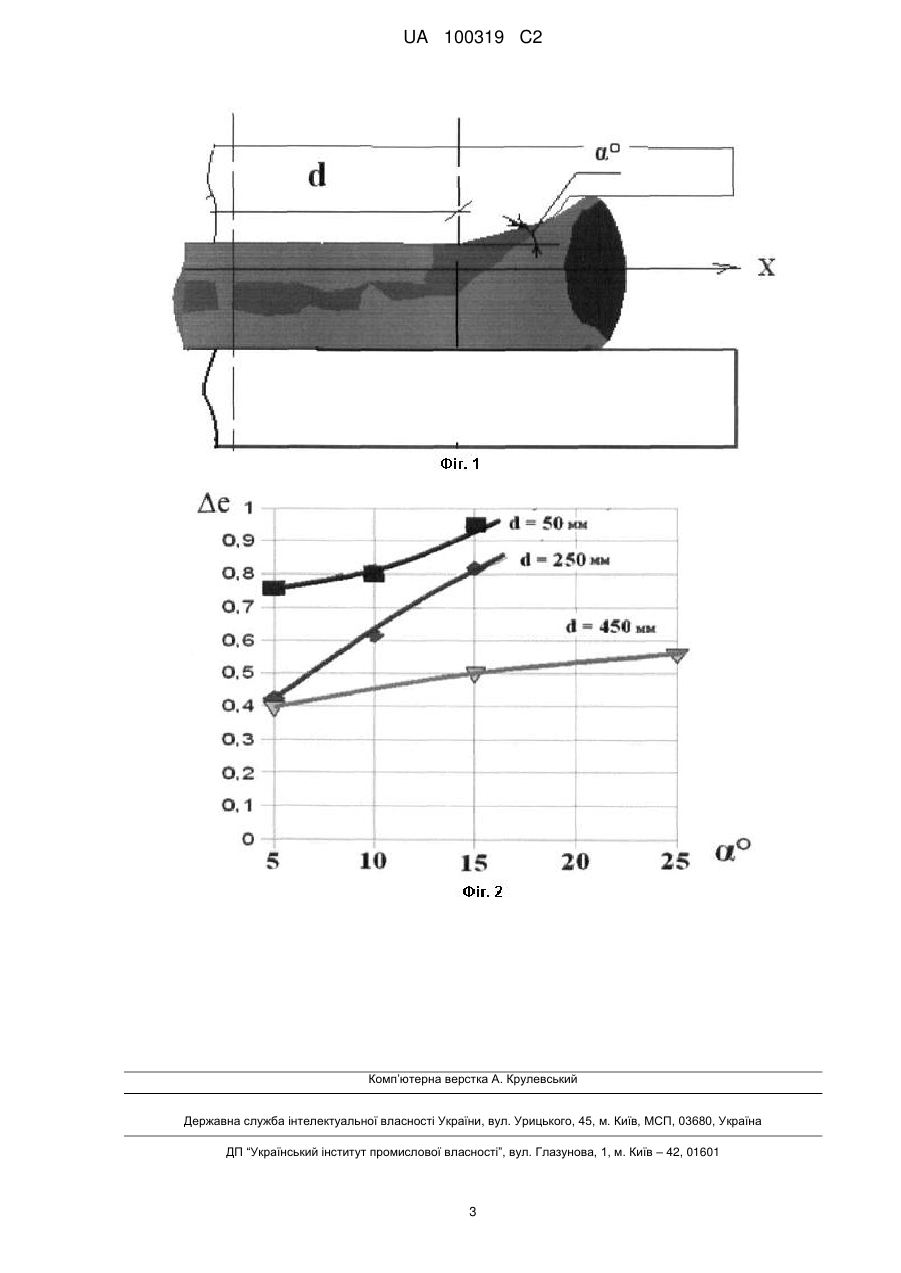
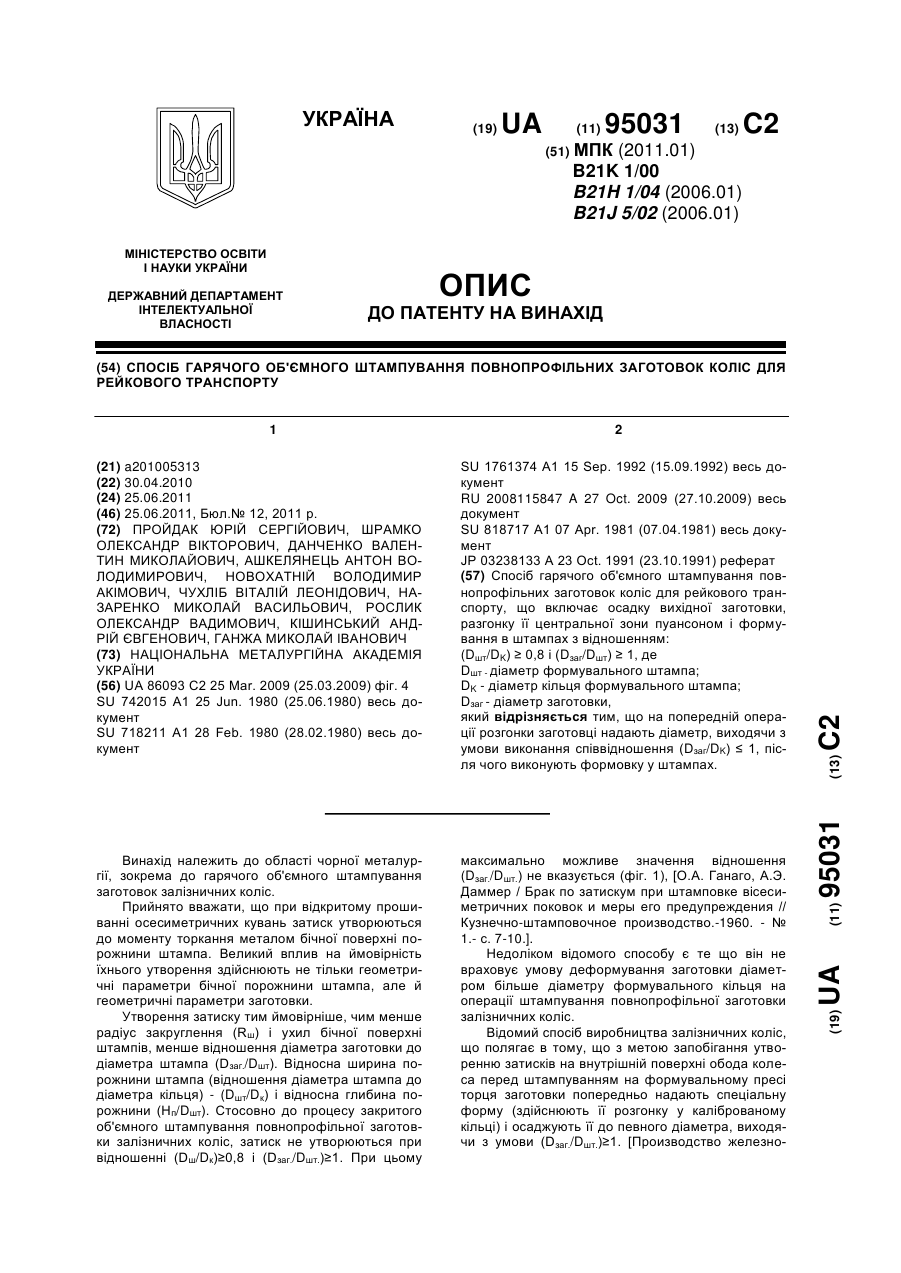
Реферат: Винахід належить до обробки металів тиском і може бути використаний при виробництві залізничних коліс. Спосіб гарячого об'ємного штампування поковок залізничних коліс підвищеної точності включає осадку, попереднє формування початкової заготовки та остаточне її формування в закритих штампах. На операції попереднього формування заготовку деформують з дотриманням умови ∆е≤0,6, де ∆е=emax-emin - нерівномірність логарифмічної деформації заготовки в радіальному напрямку; emах, emіn - максимальне та мінімальне значення ступеня логарифмічної деформації заготовки в радіальному напрямку. Здійснення способу забезпечує зниження ступеня овальності заготовки, що сприяє зниженню рівня відбракування готових коліс за дефектами у вигляді ексцентриситету та різнотовщинності маточини. UA 100319 C2 (12) UA 100319 C2 UA 100319 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до області чорної металургії, зокрема до гарячого об'ємного штампування поковок (заготовок) залізничних коліс. При виробництві залізничних коліс використовуються технологічні схеми, що передбачають операцію осадки початкової заготовки фігурними пуансонами або фасонними плитами на першому переході її деформації. Практика використання таких схем штампування заготовок коліс свідчить про їх чутливість до рівномірності розподілу металу по периферії заготовки після її осадки, тобто величини овальності і різнотовщинності заготовки. Недостатньо рівномірний розподіл металу по периферії заготовки в подальшому призводить до таких дефектів коліс, як ексцентриситет маточини і обода колеса; різнотовщинності обода; різностінність маточини. Збільшення овальності заготовки під час її деформації (осадки і розгонці) є наслідком нерівномірності її деформації в радіальному напрямі, величина якої залежить від міри деформації і конфігурації штампового інструменту. Відомий спосіб виробництва залізничних коліс, який полягає в тому, що з метою підвищення точності геометричних параметрів коліс розгін центральної зони заготовки роблять в калібрувальному кільці на діаметр, рівний 1,0-1,15 діаметру полотна верхньої половини формувального штампу (Авт. св. СССР № 718211, МПК В21K 1/28 / Способ изготовления колесных заготовок под прокатку./ Серяченко В.К., Валетов М.С., Ганаго О.А. и др.: опубл. 28.02.80. бюл. № 8.). Відомий спосіб виробництва залізничних коліс спрямований на попередження утворення овальності заготовки за рахунок використання калібрувального кільця. Недоліком відомого способу є та обставина, що в деяких випадках (наприклад, при великій деформації і величині геометричної нерівномірності деформації заготовки) утворюється значна різнотовщинність периферійної зони заготовки, що не забезпечує отримання геометричних параметрів колеса відповідно до вимог діючих стандартів. Найбільш близьким за технічною суттю і досягнутим результатом до технічного рішення, яке заявляється, і прийнятим як прототип є спосіб виготовлення центрів локомотивних коліс, який включає осадку і розгін початкової заготовки з отриманням потовщення її периферійної і центральної зон, і подальше формування в штампах. При цьому розгін периферійної зони заготовки здійснюють до отримання потовщення, рівного 1,55-1,65 ширини обода готового центру, а в процесі розгону центральної зони створюють ухил від центру до периферії, рівний 2,5-3,5° (Авт. св. СССР № 935178, МПК В21Н 1/04, В21K 1/28 / Способ изготовления центров локомотивных колес / Кузьмичев В.М., Валетов М.С., Чернобривенко Ю.С. и др.: опубл. 15.06.82. бюл. № 22.) До недоліків прототипу слід віднести те, що технологічний прийом зменшення міри деформації металу обода колеса на першому переході осадки і розгонці до 1,55-1,65 ширини обода готового колеса (зазвичай периферійну зону заготовки на першому переході осаджують до 0,8-1,0 ширини обода готового колеса), що не усуває причину утворення овальності і різнотовщинності заготовки, що зумовлює продовження протікання цього процесу на другому переході штампування заготовки у формувальних штампах з утворенням значної різнотовщинності заготовки, як і у разі штампування у калібрувальному кільці. Задача винаходу полягає у вдосконаленні способу гарячого об'ємного багатоперехідного штампування поковок залізничних коліс, в якому шляхом оптимізації геометричних параметрів штампового інструменту на першому переході осадки і розгонці поковки створюються умови її деформації, що забезпечують мінімально можливе збільшення овальності заготовки. Ця задача вирішується тим, що в способі виробництва залізничних коліс, який включає осадку, попереднє формування початкової заготовки (розгін) і остаточне її формування в закритих штампах, згідно з винаходом, на операції попереднього формування заготовки деформують з дотриманням умови: ∆е≤0,6, де ∆е=emax.-emin. - нерівномірність логарифмічної деформації заготовки в радіальному напрямі; еmах. - максимальне значення ступеня логарифмічної деформації заготовки в радіальному напрямі; emin. - мінімальне значення ступеня логарифмічної деформації заготовки в радіальному напрямі, після чого виконують остаточне формування в штампах. Значення "e" відповідає відносній істинній деформації (логарифмічна деформація), яка знаходиться за формулою e=ln(d1/d0), де d1 - кінцевий діаметр заготовки; d0 - початковий діаметр заготовки. Значення ∆е≤0,6 обумовлене умовами утворення овальності і різнотовщинності заготовки зі значеннями, що забезпечують бездефектне виготовлення коліс, оскільки при ∆е>0,6 утворення 1 UA 100319 C2 5 10 15 20 25 30 овальності і різнотовщинності заготовки не забезпечує бездефектне виготовлення коліс із-за підвищеного ексцентриситету і нерівномірного заповнення порожнини штампа при її формуванні в закритих штампах. Винахід пояснюється фіг. 1 і 2, на яких представлені схема операції осадки заготовки і її розгонку пуансоном з плоскою ділянкою на торці діаметром "d" і ухилом "α" (фіг. 1) і залежність нерівномірності деформації заготовки в радіальному напрямі від "d" і "α" (фіг. 2). Суть способу полягає в наступному. Початкову заготовку під час технологічної операції осадки і розгонки деформують з дотриманням умови: ∆е≤0,6 після чого виконують штампування у формувальних штампах. При цьому при виконанні на операції осадки і розгонки параметри пуансона "d" і "α" призначають, узгодившись із залежностями, які представлені на фіг. 2. Приклад конкретної реалізації способу гарячого об'ємного штампування повнопрофільних заготовок залізничних коліс в умовах колесопрокатного цеху ВАТ "ШТЕРПАЙП-НТЗ" м. Дніпропетровська. Перед експериментальним випробуванням способу в промислових умовах з метою визначення значень нерівномірності деформації заготовки в радіальному напрямі "∆е" спільно з Національною металургійною академією України було проведено комп'ютерне моделювання за допомогою програми Forge3 діючого в цеху процесу штампування заготовки коліс діаметром 957 мм по ГОСТ 9036-88. За результатами моделювання, значення Де для процесу штампування з використанням пуансона з діаметром плоскої ділянки d=300 мм і кутом α=20° складає 0,74. З метою зниження величини Де до значення 0,495 (менше 0,6) було проведено моделювання експериментального штампування 5 заготовок з використанням пуансона з діаметром плоскої ділянки d=450 мм і кутом α=15°. Див. фіг. 2. Результати моделювання при штампуванні на пресі силою 50 МН заготовок з використанням пуансона зі зміненою конфігурацією показали зниження середньої величини різниці діаметрів заготовки, виміряних у взаємно перпендикулярних напрямах (величини овальності) з 15 мм до 7 мм порівняно із заготовками, відштампованими за існуючою схемою. Різнотовщинність заготовки в обох випадках не перевищувала 6 мм. Таким чином, виконання операції на стадії осадки і розгонки заготовки співвідношення ∆е≤0,6 яке заявляється, забезпечує зниження овальності заготовки, що сприяє зниженню рівня відбракування готових коліс по дефектах - ексцентриситет і різностінність маточини. ФОРМУЛА ВИНАХОДУ 35 40 Спосіб гарячого об'ємного штампування поковок залізничних коліс підвищеної точності, що включає осадку, попереднє формування початкової заготовки та остаточне її формування в закритих штампах, який відрізняється тим, що на операції попереднього формування заготовку деформують з дотриманням умови: ∆е≤0,6, де ∆е=emax-emin - нерівномірність логарифмічної деформації заготовки в радіальному напрямку; emах, emіn - максимальне та мінімальне значення ступеня логарифмічної деформації заготовки в радіальному напрямку. 2 UA 100319 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of hot die forging railway wheels of high precision
Автори англійськоюProidak Yurii Serhiiovych, Danchenko Valentyn Mykolaiovych, Shramko Oleksandr Viktorovych, Ashkelianets Anton Volodymyrovych, Novokhatnii Volodymyr Akimovych, Chukhlib Vitalii Leonidovych, Nazarenko Mykolai Vasyliovych, Roslyk Oleksandr Vadymovych, Kishynskyi Andrii Yevhenovych, Holubieva Liudmyla Viktorivna
Назва патенту російськоюСпособ горячей объемной штамповки поковок железнодорожных колес повышенной точности
Автори російськоюПройдак Юрий Сергеевич, Данченко Валентин Николаевич, Шрамко Александр Викторович, Ашкелянец Антон Владимирович, Новохатний Владимир Акимович, Чухлиб Виталий Леонидович, Назаренко Николай Васильевич, Рослик Александр Вадимович, Кишинский Андрей Евгеньевич, Голубева Людмила Викторовна
МПК / Мітки
Мітки: об`ємного, залізничних, точності, спосіб, поковок, коліс, гарячого, підвищеної, штампування
Код посилання
<a href="https://ua.patents.su/5-100319-sposib-garyachogo-obehmnogo-shtampuvannya-pokovok-zaliznichnikh-kolis-pidvishheno-tochnosti.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарячого об’ємного штампування поковок залізничних коліс підвищеної точності</a>
Спосіб гарячого об’ємного штампування повнопрофільних заготовок коліс для рейкового транспорту
Номер патенту: 95031
Опубліковано: 25.06.2011
Автори: Чухліб Віталій Леонидович, Новохатній Володимир Акимович, Назаренко Миколай Васильович, Ашкелянець Антон Володимирович, Ганжа Миколай Іванович, Кішинський Андрій Євгенович, Пройдак Юрій Сергійович, Рослік Олександр Вадимович, Данченко Валентин Миколайович, Шрамко Олександр Вікторович
МПК: B21J 5/02, B21H 1/04, B21K 1/00
Мітки: штампування, об`ємного, коліс, заготовок, гарячого, спосіб, повнопрофільних, транспорту, рейкового
Формула / Реферат:
Спосіб гарячого об'ємного штампування повнопрофільних заготовок коліс для рейкового транспорту, що включає осадку вихідної заготовки, разгонку її центральної зони пуансоном і формування в штампах з відношенням: (Dшт/DK) ≥ 0,8 і (Dзаг/Dшт) ≥ 1, де Dшт - діаметр формувального штампа; DK - діаметр кільця формувального штампа; Dзаг - діаметр заготовки,який...
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку
Номер патенту: 60522
Опубліковано: 15.10.2003
Автори: Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: спосіб, заготовок, коліс, залізничних, одному, чорнових, колісних, штампування, рівчаку
Формула / Реферат:
Спосіб штампування чорнових залізничних коліс і колісних заготовок в одному рівчаку, що включає осадку заготовки, формування обода, диска, маточини і витиснення, з наступним його видаленням, який відрізняється тим, що після формування витиснення й утворення при цьому круглого циліндричного заглиблення, додатково здійснюють обтиснення диска, направляючи зміщений метал в утворене заглиблення, а потім - у витиснення.
Спосіб штампування залізничних коліс і колісних центрів
Номер патенту: 65077
Опубліковано: 15.03.2004
Автори: Івлєва Наталя Іванівна, Снітко Сергій Олександрович, Яковченко Олександр Васильович
МПК: B21H 1/00
Мітки: центрів, колісних, штампування, коліс, залізничних, спосіб
Формула / Реферат:
1. Спосіб штампування залізничних коліс і колісних центрів, що включає осадку вихідної заготовки, попереднє штампування фасонної заготовки й остаточне штампування чорнового колеса чи центра, який відрізняється тим, що на стадії попереднього штампування, у процесі однобічного чи двобічного формоутворення диска, висоту заготовки в зоні маточини одержують не більше:
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною
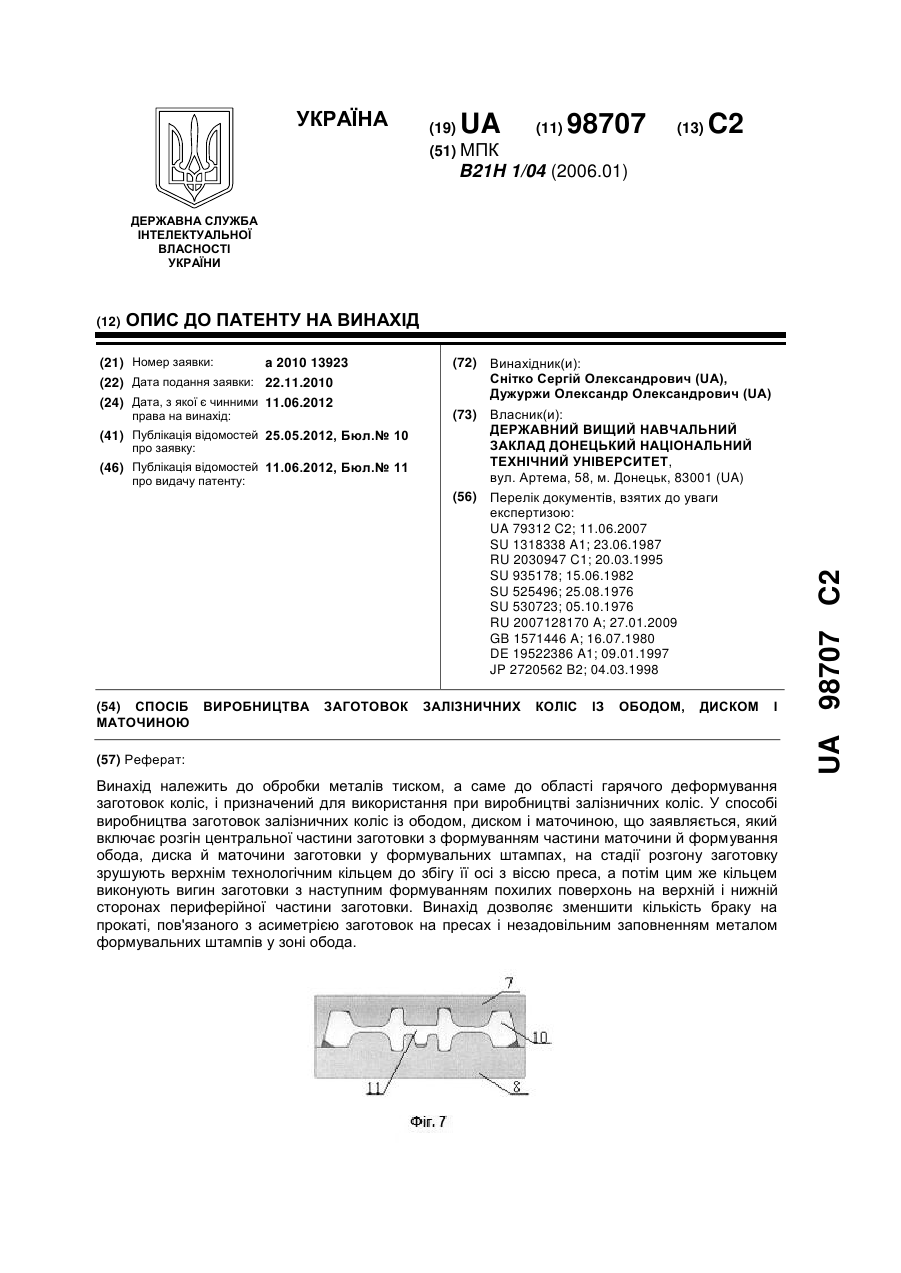
Номер патенту: 98707
Опубліковано: 11.06.2012
Автори: Дужуржи Олександр Олександрович, Снітко Сергій Олександрович
МПК: B21H 1/04
Мітки: спосіб, диском, коліс, заготовок, залізничних, виробництва, маточиною, ободом
Формула / Реферат:
Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною, що включає розгін центральної частини заготовки з формуванням частини маточини й формування обода, диска й маточини заготовки у формувальних штампах, який відрізняється тим, що на стадії розгону заготовку зрушують верхнім технологічним кільцем до збігу її осі з віссю преса, а потім цим же кільцем виконують вигин заготовки з наступним формуванням похилих поверхонь...
Спосіб штампування поковок пластин

Номер патенту: 44484
Опубліковано: 12.10.2009
Автори: Бурко Вадим Анатолійович, Лаврентік Ольга Олександрівна, Кухар Володимир Валентинович, Дубініна Анастасія Володимирівна
Мітки: штампування, пластин, спосіб, поковок
Формула / Реферат:
1. Спосіб штампування поковок пластин, який містить торцеве осаджування циліндричних заготовок та штампування до кінцевих розмірів у штампувальних рівчаках, який відрізняється тим, що торцеве осаджування циліндричної заготовки виконують випуклими подовженими плитами із діапазоном відношення радіуса цих плит до початкового діаметра заготовки 0,5-2,5 до ступенів осаджування 20-50 %.2. Спосіб за п. 1, який відрізняється тим, що при...
Попередній патент: Пристрій для транспортування і очистки коренебульбоплодів
Наступний патент: Відцентровий розкидний пневмосепаруючий пристрій зерносепаратора
Випадковий патент: Лічильник кількості рідини