Виливниця для виготовлення порожнистих злитків
Номер патенту: 108957
Опубліковано: 10.08.2016
Автори: Марков Олег Євгенійович, Ячмінь Юлія Олегівна, Руденко Наталія Олександрівна, Кальченко Петро Павлович

Формула / Реферат
Виливниця для виготовлення порожнистих злитків, що містить центральний стрижень для формування внутрішньої порожнини, який відрізняється тим, що стрижень та корпус виливниці виготовляються металевими, кріплення стрижня виконується з боку піддону, з можливістю заливання рідкого металу зверху.
Текст
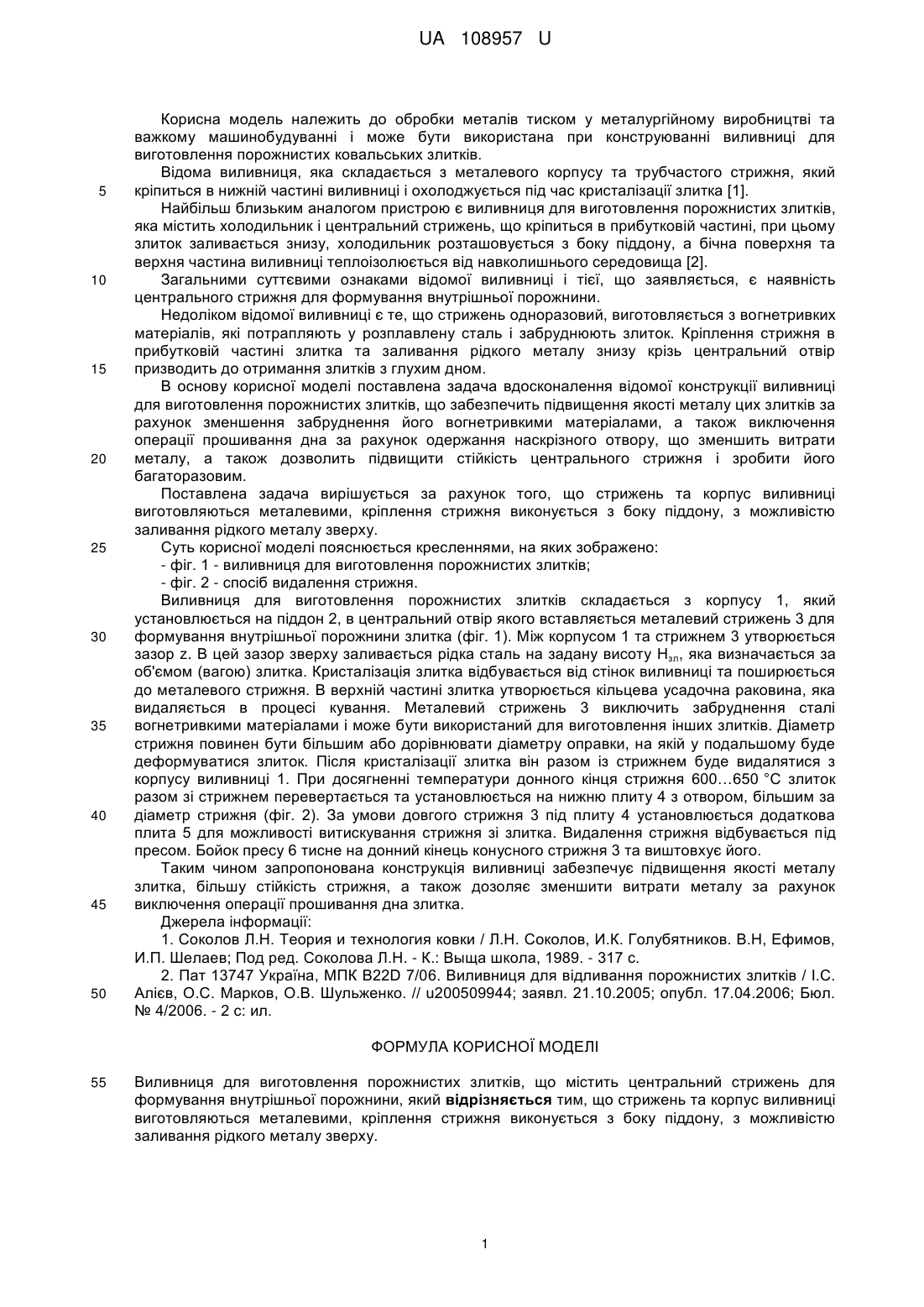
Реферат: Виливниця для виготовлення порожнистих злитків містить центральний стрижень для формування внутрішньої порожнини. При цьому стрижень та корпус виливниці виготовляються металевими, кріплення стрижня виконується з боку піддону, з можливістю заливання рідкого металу зверху. UA 108957 U (54) ВИЛИВНИЦЯ ДЛЯ ВИГОТОВЛЕННЯ ПОРОЖНИСТИХ ЗЛИТКІВ UA 108957 U UA 108957 U 5 10 15 20 25 30 35 40 45 50 Корисна модель належить до обробки металів тиском у металургійному виробництві та важкому машинобудуванні і може бути використана при конструюванні виливниці для виготовлення порожнистих ковальських злитків. Відома виливниця, яка складається з металевого корпусу та трубчастого стрижня, який кріпиться в нижній частині виливниці і охолоджується під час кристалізації злитка [1]. Найбільш близьким аналогом пристрою є виливниця для виготовлення порожнистих злитків, яка містить холодильник і центральний стрижень, що кріпиться в прибутковій частині, при цьому злиток заливається знизу, холодильник розташовується з боку піддону, а бічна поверхня та верхня частина виливниці теплоізолюється від навколишнього середовища [2]. Загальними суттєвими ознаками відомої виливниці і тієї, що заявляється, є наявність центрального стрижня для формування внутрішньої порожнини. Недоліком відомої виливниці є те, що стрижень одноразовий, виготовляється з вогнетривких матеріалів, які потрапляють у розплавлену сталь і забруднюють злиток. Кріплення стрижня в прибутковій частині злитка та заливання рідкого металу знизу крізь центральний отвір призводить до отримання злитків з глухим дном. В основу корисної моделі поставлена задача вдосконалення відомої конструкції виливниці для виготовлення порожнистих злитків, що забезпечить підвищення якості металу цих злитків за рахунок зменшення забруднення його вогнетривкими матеріалами, а також виключення операції прошивання дна за рахунок одержання наскрізного отвору, що зменшить витрати металу, а також дозволить підвищити стійкість центрального стрижня і зробити його багаторазовим. Поставлена задача вирішується за рахунок того, що стрижень та корпус виливниці виготовляються металевими, кріплення стрижня виконується з боку піддону, з можливістю заливання рідкого металу зверху. Суть корисної моделі пояснюється кресленнями, на яких зображено: - фіг. 1 - виливниця для виготовлення порожнистих злитків; - фіг. 2 - спосіб видалення стрижня. Виливниця для виготовлення порожнистих злитків складається з корпусу 1, який установлюється на піддон 2, в центральний отвір якого вставляється металевий стрижень 3 для формування внутрішньої порожнини злитка (фіг. 1). Між корпусом 1 та стрижнем 3 утворюється зазор z. В цей зазор зверху заливається рідка сталь на задану висоту Нзл, яка визначається за об'ємом (вагою) злитка. Кристалізація злитка відбувається від стінок виливниці та поширюється до металевого стрижня. В верхній частині злитка утворюється кільцева усадочна раковина, яка видаляється в процесі кування. Металевий стрижень 3 виключить забруднення сталі вогнетривкими матеріалами і може бути використаний для виготовлення інших злитків. Діаметр стрижня повинен бути більшим або дорівнювати діаметру оправки, на якій у подальшому буде деформуватися злиток. Після кристалізації злитка він разом із стрижнем буде видалятися з корпусу виливниці 1. При досягненні температури донного кінця стрижня 600…650 °C злиток разом зі стрижнем перевертається та установлюється на нижню плиту 4 з отвором, більшим за діаметр стрижня (фіг. 2). За умови довгого стрижня 3 під плиту 4 установлюється додаткова плита 5 для можливості витискування стрижня зі злитка. Видалення стрижня відбувається під пресом. Бойок пресу 6 тисне на донний кінець конусного стрижня 3 та виштовхує його. Таким чином запропонована конструкція виливниці забезпечує підвищення якості металу злитка, більшу стійкість стрижня, а також дозоляє зменшити витрати металу за рахунок виключення операції прошивання дна злитка. Джерела інформації: 1. Соколов Л.Н. Теория и технология ковки / Л.Н. Соколов, И.К. Голубятников. В.Н, Ефимов, И.П. Шелаев; Под ред. Соколова Л.Н. - К.: Выща школа, 1989. - 317 с. 2. Пат 13747 Україна, МПК В22D 7/06. Виливниця для відливання порожнистих злитків / I.С. Алієв, О.С. Марков, О.В. Шульженко. // u200509944; заявл. 21.10.2005; опубл. 17.04.2006; Бюл. № 4/2006. - 2 с: ил. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 Виливниця для виготовлення порожнистих злитків, що містить центральний стрижень для формування внутрішньої порожнини, який відрізняється тим, що стрижень та корпус виливниці виготовляються металевими, кріплення стрижня виконується з боку піддону, з можливістю заливання рідкого металу зверху. 1 UA 108957 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 7/06
Мітки: виготовлення, виливниця, порожнистих, злитків
Код посилання
<a href="https://ua.patents.su/4-108957-vilivnicya-dlya-vigotovlennya-porozhnistikh-zlitkiv.html" target="_blank" rel="follow" title="База патентів України">Виливниця для виготовлення порожнистих злитків</a>
Виливниця для відливання пустотілих злитків з дном
Номер патенту: 107807
Опубліковано: 24.06.2016
Автори: Кальченко Петро Павлович, Марков Олег Євгенійович, Руденко Наталія Олександрівна, Ячмінь Юлія Олегівна
МПК: B22D 7/06
Мітки: пустотілих, відливання, злитків, дном, виливниця
Формула / Реферат:
Виливниця для виготовлення пустотілих злитків з дном, що містить стрижень з вогнетривкого матеріалу, який кріпиться в верхній частині виливниці, що виконана з можливістю заливати зливок знизу, яка відрізняється тим, що стрижень з вогнетривкого матеріалу має металевий корпус, а піддон має глибоку порожнину для формування цапфи.
Виливниця для відливання коротких ковальських злитків
Номер патенту: 61771
Опубліковано: 25.07.2011
Автори: Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович, Олешко Михайло Викторович
МПК: B22D 7/06
Мітки: відливання, злитків, коротких, ковальських, виливниця
Формула / Реферат:
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон інтенсивно охолоджується, яка відрізняється тим, що корпус виливниці має зворотну конусність, внутрішня поверхня її футерована вогнетривким матеріалом, піддон має форму лійки з порожниною під цапфу, а співвідношення висоти виливниці до її внутрішнього діаметра де
Виливниця для відливання коротких ковальських злитків
Номер патенту: 73772
Опубліковано: 10.10.2012
Автор: Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: коротких, ковальських, відливання, злитків, виливниця
Формула / Реферат:
Виливниця для відливання коротких ковальських злитків, яка має теплоізолюючу бічну поверхню, а піддон - канали для інтенсивного охолодження, яка відрізняється тим, що виливниця має пересувну прибуткову надставку для формування прибуткової частини циліндричної форми з об'ємом 10-16 %, циліндричну ділянку висотою
Виливниця для відливання злитків
Номер патенту: 52254
Опубліковано: 25.08.2010
Автори: Карнаух Олег Олегович, Марков Олег Євгенійович, Алієв Іграмотдін Серажутдінович
МПК: B22D 7/06
Мітки: відливання, злитків, виливниця
Формула / Реферат:
Виливниця для відливання злитків з увігнутою теплоізолюючою бічною поверхнею зі стрілою прогину а=0,08-0,12, піддон якої має канали для інтенсивного його охолодження та відведення тепла, яка відрізняється тим, що містить прибуткову надставку, що має циліндричну порожнину для одержання злитка з циліндричною цапфою під захват маніпулятора.
Виливниця для відливання зливків
Номер патенту: 13747
Опубліковано: 17.04.2006
Автори: Алієв Іграмотдін Серажутдінович, Шульженко Олександра Вікторівна, Марков Олег Євгенійович
МПК: B22D 7/06
Мітки: виливниця, відливання, зливків
Формула / Реферат:
Виливниця для виготовлення порожнистих зливків, що містить холодильник і центральний стрижень, яка відрізняється тим, що виливниця виконана з можливістю заливати зливок знизу, причому холодильник розташований з боку піддона, а бічна поверхня та верхня частина виливниці теплоізольовані від навколишнього середовища.
Попередній патент: Спосіб виготовлення стрічок плющенням
Наступний патент: Спосіб тотальної реконструктивної отопластики в людей із доліхоцефалічною формою голови
Випадковий патент: Спосіб безперервного одержання водних розчинів формальдегіду