Спосіб виготовлення стрічок плющенням
Номер патенту: 108956
Опубліковано: 10.08.2016
Автори: Аржавітін Віктор Вікторович, Федорінов Володимир Анатолійович, Федорінов Михайло Володимирович, Оксенчук Андрій Михайлович

Формула / Реферат
Спосіб виготовлення стрічок плющенням, який полягає в поетапному деформуванні заготівки круглого перерізу, який відрізняється тим, що деформацію виконують по черзі в циліндричних валках і розгінному калібрі, при цьому: начальний діаметр дроту вибирають у межах dH=(4,4….4,7)bK/hK, перший прохід здійснюється у циліндричних валках, в яких дріт деформується до товщини h1=(0,63….0,65)dH, у другому проході здійснюється прокатка до товщини h′2=(0,45…0,49)dH у валках, один з котрих має опуклий профіль з радіусом гребеня RГ=(0,61….0,66)dH, третій прохід здійснюється в циліндричних валках до товщини не більш ніж h3=(041…0,45)dH, якщо для досягнення кінцевої товщини hK потрібен ще один прохід, або до товщини менш ніж h3=(041…0,45)dH, за умови, що кінцева товщина hK досягається в цьому проході.
Текст
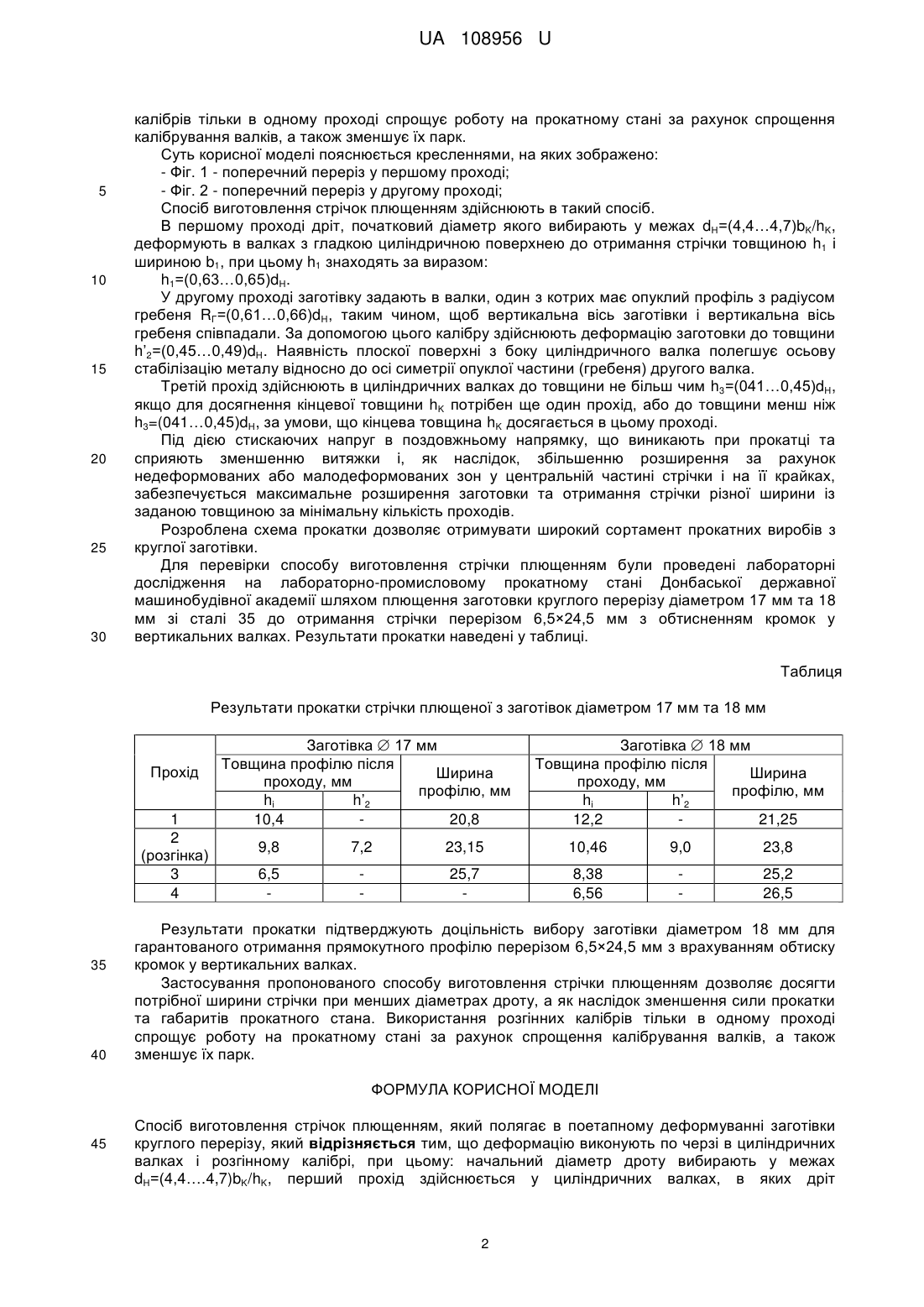
Реферат: Спосіб виготовлення стрічок плющенням полягає в поетапному деформуванні заготівки круглого перерізу. Деформацію виконують по черзі в циліндричних валках і розгінному калібрі, при цьому: начальний діаметр дроту вибирають у межах dH=(4,4….4,7)bK/hK, перший прохід здійснюється у циліндричних валках, в яких дріт деформується до товщини h1=(0,63….0,65)dH. У другому проході здійснюється прокатка до товщини h′2=(0,45…0,49)dH у валках, один з котрих має опуклий профіль з радіусом гребеня RГ=(0,61….0,66)dH. Третій прохід здійснюється в циліндричних валках до товщини не більш ніж h3=(041…0,45)dH, якщо для досягнення кінцевої товщини hK потрібен ще один прохід, або до товщини менш ніж h3=(041…0,45)dH, за умови, що кінцева товщина hK досягається в цьому проході. UA 108956 U (12) UA 108956 U UA 108956 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі техніки, а саме до чорної та кольорової металургії й може знайти застосування при виготовленні стрічок із чорних і кольорових металів і їх сплавів. Відомий спосіб виготовлення стрічки плющенням, який полягає: в поетапному деформуванні заготівки з круглим перерізом [Злотников М.И. "Производство плющеной ленты", М.: Металлургиздат, 1951. - С. 6, С. 143]. Відомий також спосіб виготовлення стрічки плющенням, який полягає в поетапному деформуванні заготівки з круглим перерізом [Владимиров Ю.В., Нижник ПП. , Пуртов Ю.А. "Производство плющеной стальной ленты", М.: Металлургиздат, 1985. - С. 119, С. 106-107]. Відомий також спосіб виготовлення стрічки плющенням, вибраний як найближчий аналог, який полягає в поетапному деформуванні заготівки круглого перерізу розгінними калібрами, які мають дугоподібну опуклу форму [Патент 53391 UA, МПК В21В1/02 Спосіб виготовлення стрічки плющенням / Капланов В.І, Чумаков В.П., Коренко М.Г., Староста Н.В. - № u201002663; заявл. 10.03.2010; опубл. 11.03.2010, бюл. № 19-2 с.]. Загальними суттєвими ознаками відомого способу й того, що запропоновано, є поетапна деформація заготівки круглого перерізу. Недоліками відомого способу є неможливість отримання розширеного сортаменту стрічок за геометричними розмірами із заготівки круглого перерізу одного розміру. Застосування валків з розгінним калібром у першому проході з радіусом гребеня, рівним радіусу заготівки і наявності на переході від гребеня гладкої циліндричної поверхні валка не забезпечує стабільне положення осі заготівки відносно осі гребеня прокатного валка в процесі деформування, що негативно впливає на симетричність розгонки металу, тобто на подальше розширення, і як наслідок, на якість готової продукції. В основу корисної моделі поставлено задачу вдосконалення відомого способу виготовлення стрічок плющенням шляхом поетапного деформування заготівки в циліндричних валках і розгінному калібрі, що приведе до отримання потрібної ширини стрічки при менших діаметрах дроту, а як наслідок зменшення сили прокатки та габаритів прокатного стана. Також забезпечить стабільну орієнтацію осі заготівки по осі гребеня розгінного калібру. Поставлена задача вирішується тим, що спосіб виготовлення стрічок плющенням поперечним розміром hK×bK з дроту-заготівки діаметром dH полягає в поетапному деформуванні заготівки круглого перерізу в циліндричних валках і розгінному калібрі, при цьому начальний діаметр дроту вибирають у межах dH=(4,4…4,7)bK/hK. Перший прохід здійснюють у циліндричних валках, в яких дріт деформують до товщини h1=(0,63…0,65)dH. У другому проході здійснюють прокатку до товщини h2=(0,45…0,49)dH у валках, один з котрих має опуклий профіль з радіусом гребеня Rг=(0,61…0,66)dH. Третій прохід здійснюють в циліндричних валках до товщини не більш чим h3=(041…0,45)dH, якщо для досягнення кінцевої товщини hK потрібен ще один прохід, або до товщини менш ніж h3=(041…0,45)dH, за умови, що кінцева товщина hK досягається в цьому проході. Поетапна деформація заготівки круглого перерізу шляхом чергування прокатки в циліндричних валках і розгінному калібрі, що має опуклий профіль з відповідним радіусом гребеня забезпечує наявність у кожному з перших трьох проходів пластичних та пружно деформованих зон металу. При цьому останні надають стримуючий вплив на прагнення металу текти в довжину та забезпечують тим самим його підвищене розширення. У першому проході, враховуючи конфігурацію заготівки (дроту), такими зонами є бокові частки металу, розміщені за межами прямого контакту металу з валками. Ці зони створюють стискаючі напруги в центральній частині металу (в зоні пластичної деформації) примушуючи метал текти в напрямку ширини. У другому проході, коли один з валків має опуклий профіль картина напруженого стану, що має місце в першому проході повторюється, але в ще більшому ступені з причини штучного збільшення обтиску в центральній частині металу, викликаючи інтенсивну течею металу в напрямку ширини. При цьому наявність плоскої поверхні з боку циліндричного валка облегшує осьову стабілізацію металу відносно до осі симетрії опуклої частини (гребеня) другого валка. У третьому проході, враховуючи профіль металу після другого проходу, зони інтенсивної пластичної деформації мають місце на бічних ділянках заготовки. Тепер центральна частина металу, що піддається пластичній деформації щонайменше перешкоджає подовжній течії бічних зон, створюючи в них стискуючі напруги, і тим самим стимулюючи течею металу в напрямку ширини. Цей ефект і забезпечує отримання потрібної ширини стрічки при менших діаметрах дроту, а як наслідок зменшення сили прокатки та габаритів прокатного стана. Використання розгінних 1 UA 108956 U 5 10 15 20 25 30 калібрів тільки в одному проході спрощує роботу на прокатному стані за рахунок спрощення калібрування валків, а також зменшує їх парк. Суть корисної моделі пояснюється кресленнями, на яких зображено: - Фіг. 1 - поперечний переріз у першому проході; - Фіг. 2 - поперечний переріз у другому проході; Спосіб виготовлення стрічок плющенням здійснюють в такий спосіб. В першому проході дріт, початковий діаметр якого вибирають у межах dH=(4,4…4,7)bK/hK, деформують в валках з гладкою циліндричною поверхнею до отримання стрічки товщиною h1 і шириною b1, при цьому h1 знаходять за виразом: h1=(0,63…0,65)dH. У другому проході заготівку задають в валки, один з котрих має опуклий профіль з радіусом гребеня RГ=(0,61…0,66)dH, таким чином, щоб вертикальна вісь заготівки і вертикальна вісь гребеня співпадали. За допомогою цього калібру здійснюють деформацію заготовки до товщини h’2=(0,45…0,49)dH. Наявність плоскої поверхні з боку циліндричного валка полегшує осьову стабілізацію металу відносно до осі симетрії опуклої частини (гребеня) другого валка. Третій прохід здійснюють в циліндричних валках до товщини не більш чим h3=(041…0,45)dH, якщо для досягнення кінцевої товщини hK потрібен ще один прохід, або до товщини менш ніж h3=(041…0,45)dH, за умови, що кінцева товщина hK досягається в цьому проході. Під дією стискаючих напруг в поздовжньому напрямку, що виникають при прокатці та сприяють зменшенню витяжки і, як наслідок, збільшенню розширення за рахунок недеформованих або малодеформованих зон у центральній частині стрічки і на її крайках, забезпечується максимальне розширення заготовки та отримання стрічки різної ширини із заданою товщиною за мінімальну кількість проходів. Розроблена схема прокатки дозволяє отримувати широкий сортамент прокатних виробів з круглої заготівки. Для перевірки способу виготовлення стрічки плющенням були проведені лабораторні дослідження на лабораторно-промисловому прокатному стані Донбаської державної машинобудівної академії шляхом плющення заготовки круглого перерізу діаметром 17 мм та 18 мм зі сталі 35 до отримання стрічки перерізом 6,5×24,5 мм з обтисненням кромок у вертикальних валках. Результати прокатки наведені у таблиці. Таблиця Результати прокатки стрічки плющеної з заготівок діаметром 17 мм та 18 мм Прохід 1 2 (розгінка) 3 4 35 40 Заготівка 17 мм Товщина профілю після Ширина проходу, мм профілю, мм hi h’2 10,4 20,8 Заготівка 18 мм Товщина профілю після Ширина проходу, мм профілю, мм hi h’2 12,2 21,25 9,8 7,2 23,15 10,46 9,0 23,8 6,5 25,7 8,38 6,56 25,2 26,5 Результати прокатки підтверджують доцільність вибору заготівки діаметром 18 мм для гарантованого отримання прямокутного профілю перерізом 6,5×24,5 мм з врахуванням обтиску кромок у вертикальних валках. Застосування пропонованого способу виготовлення стрічки плющенням дозволяє досягти потрібної ширини стрічки при менших діаметрах дроту, а як наслідок зменшення сили прокатки та габаритів прокатного стана. Використання розгінних калібрів тільки в одному проході спрощує роботу на прокатному стані за рахунок спрощення калібрування валків, а також зменшує їх парк. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 Спосіб виготовлення стрічок плющенням, який полягає в поетапному деформуванні заготівки круглого перерізу, який відрізняється тим, що деформацію виконують по черзі в циліндричних валках і розгінному калібрі, при цьому: начальний діаметр дроту вибирають у межах dH=(4,4….4,7)bK/hK, перший прохід здійснюється у циліндричних валках, в яких дріт 2 UA 108956 U 5 деформується до товщини h1=(0,63….0,65)dH, у другому проході здійснюється прокатка до товщини h′2=(0,45…0,49)dH у валках, один з котрих має опуклий профіль з радіусом гребеня RГ=(0,61….0,66)dH, третій прохід здійснюється в циліндричних валках до товщини не більш ніж h3=(041…0,45)dH, якщо для досягнення кінцевої товщини hK потрібен ще один прохід, або до товщини менш ніж h3=(041…0,45)dH, за умови, що кінцева товщина hK досягається в цьому проході. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 9/00
Мітки: виготовлення, плющенням, стрічок, спосіб
Код посилання
<a href="https://ua.patents.su/5-108956-sposib-vigotovlennya-strichok-plyushhennyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення стрічок плющенням</a>
Спосіб виготовлення стрічок плющенням
Номер патенту: 107692
Опубліковано: 24.06.2016
Автори: Федорінов Володимир Анатолійович, Оксенчук Андрій Михайлович, Аржавітін Віктор Вікторович, Федорінов Михайло Володимирович
Мітки: плющенням, спосіб, виготовлення, стрічок
Формула / Реферат:
1. Спосіб виготовлення стрічок плющенням, який полягає в поетапному деформуванні заготівки круглого перерізу, який відрізняється тим, що деформацію виконують по черзі в розгінних і циліндричних калібрах, при цьому:в першому проході деформацію заготівки ведуть до товщини h'1=(0,95…1,2) Rз всередині перерізу за допомогою розгінних калібрів, що мають опукло-ввігнутий профіль, геометрію якого визначають з...
Спосіб виготовлення стрічки плющенням
Номер патенту: 102650
Опубліковано: 10.11.2015
Автори: Коренко Марина Георгіївна, Найдьонов Володимир Сергійович, Марков Олег Євгенійович, Неруш Андрій Олександрович
МПК: B21B 1/02
Мітки: спосіб, плющенням, виготовлення, стрічки
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, що полягає в поетапному деформуванні циліндричної заготівки розгінними калібрами, який відрізняється тим, що заготівка деформується випуклими конічними розгінними калібрами, в яких після першого проходу проводиться кантування заготівки на 90° та подальше прокатування до висоти Ні, яка дорівнює 1,1Ηстр (де Нстр - товщина стрічки), після чого відбувається плющення в гладких циліндричних калібрах.
Спосіб виготовлення стрічки плющенням
Номер патенту: 102648
Опубліковано: 10.11.2015
Автори: Ячмінь Юлія Олегівна, Марков Олег Євгенійович, Руденко Наталія Олександрівна, Розов Юрій Георгійович
МПК: B21B 1/02
Мітки: стрічки, спосіб, плющенням, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, який включає поетапне деформування заготівки круглого перерізу розгінними калібрами, який відрізняється тим, що деформування здійснюється випуклими конічними розгінними калібрами, при цьому після кожного проходу в цих калібрах проводиться кантування заготівки на 90°, а остаточне плющення одержаної чотирипроменевої заготівки здійснюється вздовж ребер гладкими циліндричними калібрами.
Калібр для виготовлення стрічки плющенням
Номер патенту: 59136
Опубліковано: 10.05.2011
Автори: Чумаков Володимир Петрович, Коренко Марина Георгіївна, Капланов Василь Ільіч
МПК: B21B 17/14
Мітки: стрічки, калібр, плющенням, виготовлення
Формула / Реферат:
Калібр для виготовлення стрічки плющенням, що містить декілька послідовно розташованих клітей, в яких кожна із пар валків має струмки, зв'язані з формоутворювальною поверхнею за формою гребеня, який відрізняється тим, що радіус кривизни гребенів калібру і радіуси їх сполучення з циліндричною робочою поверхнею узяті рівними радіусу заготівки, а ширина і висота гребенів подальших формоутворювальних поверхонь...
Спосіб виготовлення стрічки плющенням
Номер патенту: 53391
Опубліковано: 11.10.2010
Автори: Староста Наталя Володимирівна, Капланов Василь Ільіч, Чумаков Володимир Петрович, Коренко Марина Георгіївна
МПК: B21B 1/02
Мітки: стрічки, спосіб, плющенням, виготовлення
Формула / Реферат:
Спосіб виготовлення стрічки плющенням, що включає поетапну деформацію заготовки круглого профілю, який відрізняється тим, що на першому етапі деформацію заготовки виконують за допомогою розгінних калібрів, які мають дугоподібну увігнуту форму, при цьому на наступних етапах плющення площу деформації збільшують до отримання на останньому етапі стрічки, при цьому радіус згаданої деформації задають за допомогою гребеня розгінних калібрів, радіус...
Попередній патент: Спосіб наплавлення поверхонь циліндричних деталей
Наступний патент: Виливниця для виготовлення порожнистих злитків
Випадковий патент: Пиловловлювач