Спосіб вирощування складнопрофільних деталей з металевих матеріалів
Номер патенту: 108979
Опубліковано: 10.08.2016
Автори: Ковалевський Сергій Вадимович, Гончарова Наталія Сергіївна

Формула / Реферат
Спосіб вирощування складнопрофільних деталей з металевих матеріалів, що включає подачу намотаного на бобіну дроту в головку пристрою, оплавлення і подальшу подачу його керованим спеціальним координатним приводом на платформу, після формування шару по всьому перерізу платформа установки піднімається на крок, рівний товщині шару, і процес повторюється до повної побудови твердотільної моделі, який відрізняється тим, що струм подають на робочу поверхню та робочий орган, який в свою чергу коливається з певною частотою і скважністю імпульсів, під час стикання робочого органу з робочою поверхнею відбувається вирощення деталі, змінюючи частоту коливань, силу струму та час вирощування регулюють об'єм вирощеного металу за один цикл.
Текст
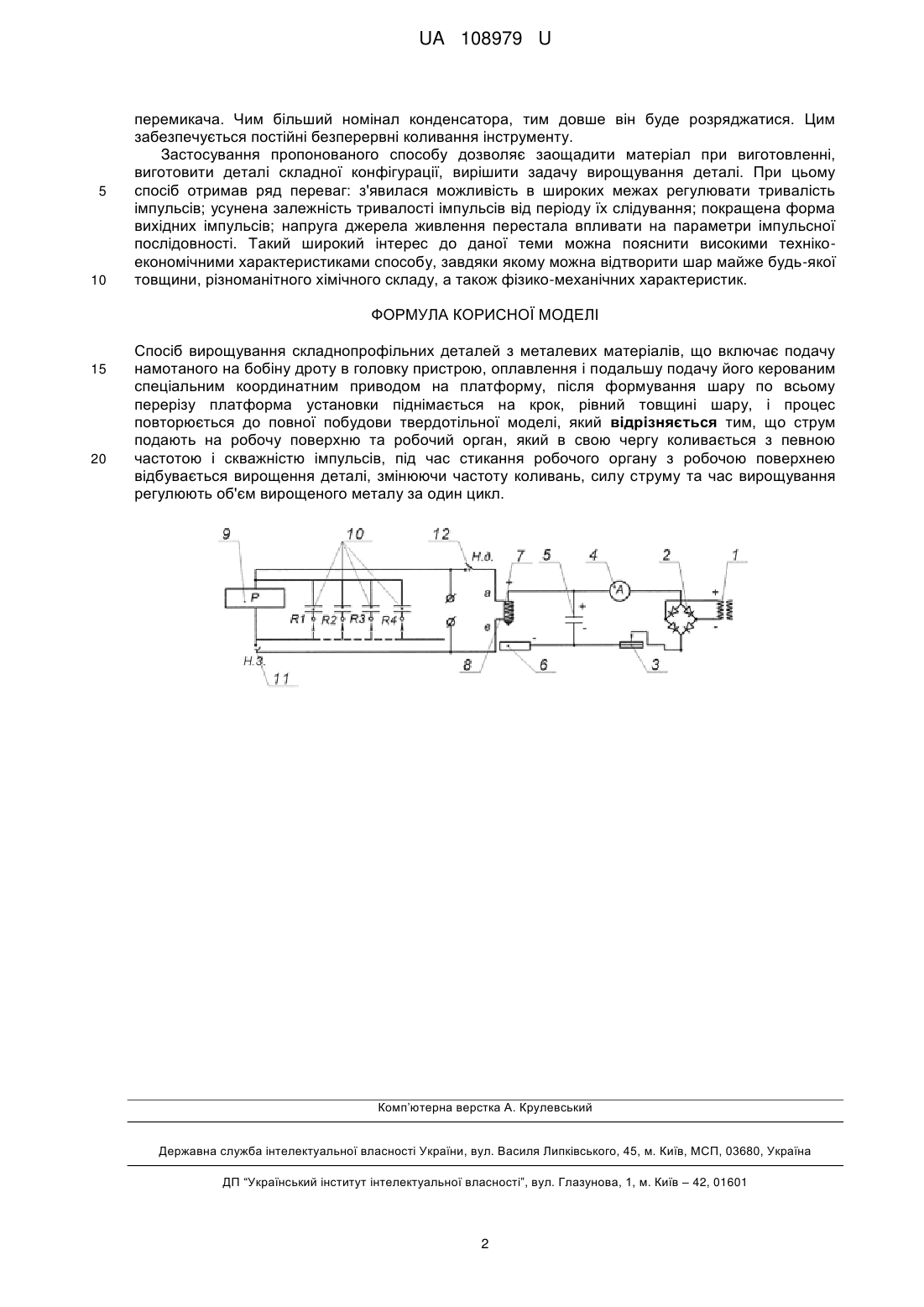
Реферат: Спосіб вирощування складнопрофільних деталей з металевих матеріалів включає подачу намотаного на бобіну дроту в головку пристрою, оплавлення і подальшу подачу його керованим спеціальним координатним приводом на платформу, після формування шару по всьому перерізу платформа установки піднімається на крок, рівний товщині шару, і процес повторюється до повної побудови твердотільної моделі. При цьому струм подають на робочу поверхню та робочий орган, який в свою чергу коливається з певною частотою і скважністю імпульсів, під час стикання робочого органу з робочою поверхнею відбувається вирощення деталі, змінюючи частоту коливань, силу струму та час вирощування регулюють об'єм вирощеного металу за один цикл. UA 108979 U (54) СПОСІБ ВИРОЩУВАННЯ СКЛАДНОПРОФІЛЬНИХ ДЕТАЛЕЙ З МЕТАЛЕВИХ МАТЕРІАЛІВ UA 108979 U UA 108979 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до машинобудування, і може бути використана для вирощування складнопрофільних деталей. Відомий спосіб вирощування деталей, що дозволяє наплавляти елементи основним електродом з подачею в частину ванни, що кристалізується, підігрітого дроту на відстані від основного електрода 0,35-0,4 довжини зварювальної ванни. Підігрів присадочного дроту здійснюють імпульсами струму. Основному електроду і присадочному дроту передають поперечні коливання з частотою, обумовленою шириною зварювальної ванни. [Заявка. 99111917/02 Российская Федерация, МПК В23K 9/04 Способ дуговой двухслойной наплавки / Ф.Н. Рыжков, Н.Ю. Усикова, Ю.А. Артеменко, Р.В. Барыбин, В.Я. Воротников; заявитель Курский государственный технический университет. - № 99111917/02; заявл. 26.05.1999; опубл. 20.11.2000]. Найближчим аналогом способу, що заявляється, є спосіб Direct Metal Fabrication з регульованим генератором імпульсів, що полягає в пошаровому формоутворенні виробу, в якому намотаний на бобіну дріт 0,1-0,2 мм подається в головку пристрою, оплавляється і через сопло, кероване спеціальним координатним приводом, подається на платформу. Після формування шару по всьому перерізу платформа установки піднімається на крок, рівний товщині шару, і процес повторюється до повної побудови твердотільної моделі. [Грабченко А.И., Внуков Ю.Н., Доброскок В.Л., Пупань Л.И., Фадеев В.А. Интегрированные генеративные технологии: Науч. пособие: - Харьков: НТУ "ХПИ", 2011. - С. 76-78]. Спільними суттєвими ознаками відомого способу й того, що заявляється, є подача намотаного на бобіну дроту в головку пристрою, оплавлення і подальша подача його керованим спеціальним координатним приводом на платформу. Після формування шару по всьому перерізу платформа установки піднімається на крок, рівний товщині шару, і процес повторюється до повної побудови твердотільної моделі. Відомий спосіб має наступні недоліки: невисока швидкість роботи, невелика здатність переміщення робочого органа як по горизонталі, так і по вертикалі; проблеми з фіксацією моделі на робочому столі; для елементів потрібне створення підтримуючих структур, які згодом доводиться видаляти, але навіть з урахуванням цього деякі деталі просто неможливо зробити за один цикл, і доводиться розбивати їх на деталі з подальшим з'єднанням. В основу корисної моделі поставлено задачу вдосконалення відомого способу для вирощування деталей різноманітної конфігурації, маси, розміру, який дозволить відтворити шар будь-якої товщини, різноманітного хімічного складу, а також фізико-механічних характеристик. Поставлена задача вирішується за рахунок коливань робочого органу під дією струму. Струм подають на робочу поверхню та робочий орган, який в свою чергу коливається з певною частотою і скважністю імпульсів. Під час стикання робочого органу з робочою поверхнею відбувається вирощування деталі. Змінюючи частоту коливань, силу струму та час вирощування можна регулювати об'єм вирощеного металу за один цикл. Таким чином ми отримуємо вирощену готову деталь будь-якого профілю чи складності. Приклад виконання способу При вмиканні трансформатора 1 в мережу 220 В з'являється струм змінної величини, який після діодного моста 2 стає постійною величиною. За допомогою автотрансформатора регулюється вихідна напруга. До плюсового висновку діодного моста підключений реостат 3, який потрібен для регулювання струму в зарядно-розрядному ланцюзі установки. Величину цього струму ми можемо бачити на амперметрі 4. Розрядний конденсатор 5 з'єднаний своїм плюсовим виводом з оброблюваною деталлю 6. Мінус його підключений до інструменту, який закріплений до сердечника електромагніту 7. Конденсатор при живленні постійним струмом заряджається а при замиканні ланцюга розрядного контуру розряджається, за рахунок чого між деталлю і електродом проскакує іскра. Іскра в місці її дії викликає високу температуру, що приводить до розплавлення частини металу на поверхні деталі. Для стійкого виконання процесу наплавлення металу необхідно періодичне контактування з певною частотою електрода з деталлю. Таке контактування забезпечує електромагнітний вібратор. При вмиканні електромагнітного вібратора реле 9 увімкнеться через свій нормально закритий контакт 11. Паралельно цьому буде заряджатися конденсатор 10, тому що він увімкнений паралельно котушці реле. Тим самим, коли увімкнеться реле, нормально закритий контакт розімкнеться, а нормально відкритий 12 замкнеться - увімкнеться котушка електромагніта 8 і втягне свій сердечник 7. Напруга з котушки реле пропаде, але реле відключається не відразу, оскільки деякий час через його обмотку буде протікати струм за рахунок енергії, накопиченої конденсатором 10. Коли контакти, нормально закриті, замкнуться, знову почне заряджатися конденсатор - цикл повторюється. Частота перемикань реле залежить від його параметрів, а також номіналів конденсаторів, які можна перемикати за допомогою 1 UA 108979 U 5 10 перемикача. Чим більший номінал конденсатора, тим довше він буде розряджатися. Цим забезпечується постійні безперервні коливання інструменту. Застосування пропонованого способу дозволяє заощадити матеріал при виготовленні, виготовити деталі складної конфігурації, вирішити задачу вирощування деталі. При цьому спосіб отримав ряд переваг: з'явилася можливість в широких межах регулювати тривалість імпульсів; усунена залежність тривалості імпульсів від періоду їх слідування; покращена форма вихідних імпульсів; напруга джерела живлення перестала впливати на параметри імпульсної послідовності. Такий широкий інтерес до даної теми можна пояснити високими технікоекономічними характеристиками способу, завдяки якому можна відтворити шар майже будь-якої товщини, різноманітного хімічного складу, а також фізико-механічних характеристик. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб вирощування складнопрофільних деталей з металевих матеріалів, що включає подачу намотаного на бобіну дроту в головку пристрою, оплавлення і подальшу подачу його керованим спеціальним координатним приводом на платформу, після формування шару по всьому перерізу платформа установки піднімається на крок, рівний товщині шару, і процес повторюється до повної побудови твердотільної моделі, який відрізняється тим, що струм подають на робочу поверхню та робочий орган, який в свою чергу коливається з певною частотою і скважністю імпульсів, під час стикання робочого органу з робочою поверхнею відбувається вирощення деталі, змінюючи частоту коливань, силу струму та час вирощування регулюють об'єм вирощеного металу за один цикл. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: складнопрофільних, спосіб, матеріалів, металевих, деталей, вирощування
Код посилання
<a href="https://ua.patents.su/4-108979-sposib-viroshhuvannya-skladnoprofilnikh-detalejj-z-metalevikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб вирощування складнопрофільних деталей з металевих матеріалів</a>
Спосіб автоматичної віброобробки металевих деталей
Номер патенту: 56421
Опубліковано: 15.05.2003
Автори: Панкратов Анатолій Іванович, Шеремет Олексій Іванович
МПК: C21D 1/04
Мітки: автоматичної, віброобробки, металевих, спосіб, деталей
Формула / Реферат:
Спосіб автоматичної віброобробки металевих деталей, що включає періодичний вплив механічними імпульсами визначених форм, що мають обмежений частотний спектр впливу з рівними амплітудами гармонік S0, безперервний контроль зсуву резонансних частот деталі і припинення впливу при зникненні зсуву резонансних частот, який відрізняється тим, що виконують безперервний контроль величин діапазонів
Спосіб відновлення наплавленням складнопрофільних деталей кульового млина
Номер патенту: 50240
Опубліковано: 25.05.2010
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: наплавленням, млина, відновлення, спосіб, кульового, деталей, складнопрофільних
Формула / Реферат:
Спосіб відновлення складнопрофільних деталей кульового млина, переважно змінного корпусу живильника кульового млина, з виконаними за одне ціле з корпусом гвинтовими лопатями, який включає операції установки змінного корпусу живильника на стаціонарному ремонтному стенді з можливістю обертання, дослідження і виявлення зношених ділянок в змінному корпусі живильника кульового млина і відновлення зношених ділянок наплавленням, який відрізняється...
Спосіб відновлення наплавленням складнопрофільних деталей кульового млина
Номер патенту: 55641
Опубліковано: 27.12.2010
Автор: Панфілов Андрій Іванович
МПК: B23K 9/04
Мітки: спосіб, млина, наплавленням, деталей, складнопрофільних, кульового, відновлення
Формула / Реферат:
Спосіб відновлення складнопрофільних деталей кульового млина, переважно комбінованого живильника в зборі з барабаном кульового млина, який встановлений на ремонтному стенді, що включає операції дослідження і виявлення зношених ділянок в комбінованому живильнику кульового млина, який утворений змінним корпусом з гвинтовими лопатями та зварним корпусом з перехідними фланцями, і поетапне відновлення зношених ділянок комбінованого живильника...
Спосіб електроконтактного точкового зварювання металевих деталей через прошарок
Номер патенту: 89671
Опубліковано: 25.04.2014
Автори: Харченко Геннадій Костянтинович, Петрушинець Лідія Вячеславівна, Фальченко Юрій В'ячеславович, Новомлинець Олег Олександрвич
МПК: B23K 11/10
Мітки: спосіб, зварювання, металевих, електроконтактного, точкового, деталей, прошарок
Формула / Реферат:
Спосіб електроконтактного точкового зварювання металевих деталей через прошарок, який відрізняється тим, що процес здійснюється через багатошаровий проміжний прошарок зі зварювального матеріалу.
Вакуумна камера для вакуумного плазмового азотування металевих деталей

Номер патенту: 29008
Опубліковано: 25.12.2007
Автори: Рутковський Анатолій Віталійович, Калініченко Віталій Іванович, Ляшенко Борис Артемович
МПК: C23C 4/10
Мітки: деталей, металевих, камера, плазмового, азотування, вакуумна, вакуумного
Формула / Реферат:
1. Вакуумна камера для вакуумного плазмового азотування металевих деталей, що містить корпус з кришкою та дном, в якому встановлені пристрій для підвішування деталі, захисний екран, що охоплює згаданий пристрій, герметичний ввід для підключення деталі до джерела електричного струму і технологічні штуцери для відкачування повітря з порожнини вакуумної камери та подавання активних газів, яка відрізняється тим, що пристрій для підвішування...
Попередній патент: Збірний різець для важких верстатів
Наступний патент: Спосіб безперервного виробництва коксу
Випадковий патент: Холодильник