Спосіб виготовлення решіт зі змінними розмірами прямокутних отворів
Номер патенту: 109028
Опубліковано: 10.08.2016
Автори: Харченко Сергій Олександрович, Бакум Микола Васильович, Тіщенко Леонід Миколайович, Пуха Василь Микитович
Формула / Реферат
Спосіб виготовлення решіт зі змінними розмірами прямокутних отворів, що включає вирізання заготівок з листового матеріалу, штамповку прямокутних отворів на їх робочій частині та нанесення маркування на одній боковій неробочій частині заготівок, який відрізняється тим, що отвори на робочій частині штампують одночасно на двох заготівках, і додатково на двох бокових неробочих частинах, паралельних напрямку зміни розміру отворів, виготовляють напрямні для відносного зміщення заготівок з отворами.
Текст
Реферат: Спосіб виготовлення решіт зі змінними розмірами прямокутних отворів, що включає вирізання заготівок з листового матеріалу, штамповку прямокутних отворів на їх робочій частині та нанесення маркування на одній боковій неробочій частині заготівок, причому отвори на робочій частині штампують одночасно на двох заготівках, і додатково на двох бокових неробочих частинах, паралельних напрямку зміни розміру отворів, виготовляють напрямні для відносного зміщення заготівок з отворами. UA 109028 U (12) UA 109028 U UA 109028 U 5 10 15 20 25 30 35 40 45 50 55 Спосіб стосується технології машинобудування і може використовуватись в сільгоспмашинобудуванні при виготовленні комплектуючих зерноочисних машин. Для післязбиральної обробки зернової частини врожаю широко використовуються повітряно-решітні зерноочисні машини. Для розділення різних зернових сумішей за різницею в товщині їх компонентів використовуються решета з різними за розмірами прямокутними отворами. Такі решета виготовляються із заготівок з листового матеріалу на робочій частині кожної штамповкою виготовлять прямокутні отвори розміщені із певною закономірністю, а по краях, з усіх боків залишається частина заготівок, на яких не штампуються отвори і вони слугують для кріплення решіт в решітних станах зерноочисних машин. На одній боковій неробочій частині заготівки наноситься маркування решета [1]. Такий спосіб виготовлення забезпечує отримання якісних решіт з певним розміром прямокутних отворів. Такі решета надійні в роботі і використовуються в усіх повітряно-решітних зерноочисних машинах вітчизняного і зарубіжного виробництва, а решета виготовлені з харчової нержавіючої сталі широко використовуються в харчовій та фармацевтичній промисловості для розділення компонентів матеріалів за розмірами. Так як розмірні характеристики (компонентів) зерна кожної культури, а тим більше різних культур змінюються в значних діапазонах, то для забезпечення їх розділення в комплект зерноочисних машин додається цілий набір виготовлених таким способом решіт з різними розмірами отворів (від 16 до 68 решіт залежно від призначення машини [2]). Це ускладнює настройку машин, а часто просто суттєво знижує ефективність сепарації на решетах через відсутність решета (в даному господарстві або взагалі такий розмір не виготовляється). Наприклад, Харківський решітний завод ім. Фрунзе за такою технологією виготовляє лише 46 решіт з прямокутними отворами різною шириною від 0,5 до 12,0 мм [3], що значною мірою незадовольняє потреби ефективної післязбиральної обробки зернової частини урожаю. Для більш повного забезпечення типорозмірами необхідно за таким способом виготовляти більше 120 типів решіт з різною шириною прямокутних отворів. За схожістю ознак спосіб [1] прийнятий за прототип. задачею корисної моделі є розробка способу виготовлення решіт, у яких можна змінювати розмір одночасно всіх прямокутних отворів на однакову величину, що забезпечить підвищення ефективності сепарації насіннєвих сумішей на решітних сепараторах та зменшить кількість решіт, якими вони комплектуються. Для вирішення поставленої задачі у способі виготовлення решіт зі змінними розмірами прямокутних отворів, що включає вирізання заготівок з листового матеріалу, штамповку прямокутних отворів на їх робочій частині та нанесення маркування на одній боковій неробочій частині заготівок, згідно з корисною моделлю, отвори на робочій частині штампують одночасно на двох заготівках, і додатково на двох бокових неробочих частинах, паралельних напрямку зміни розміру отворів, виготовляють напрямні для відносного зміщення заготівок з отворами. Решета згідно з запропонованим способом виготовляються в такій послідовності. З листового матеріалу вирізаються заготівки розмірами, відповідними заданому типорозміру решіт. По дві заготівки одночасно вставляються в прес. Штампуються прямокутні отвори заданого розміру, які розміщуються з певною закономірністю по робочій частині одночасно обох заготівок. Крім того, додатково на двох бокових неробочих частинах, паралельних напрямку зміни розміру отворів (паралельних сторонам, розмір яких змінюється), як правило регулюється ширина прямокутних отворів, виготовляють (наприклад, штампують) напрямні для відносного зміщення заготівок з отворами. Далі на тильній стороні верхньої заготівки зчищають задири, а на лицевій стороні однієї з бокових неробочих частин заготівки (крім тих, на яких виготовлені напрямні) наноситься маркування решета. Дві заготівки упаковуються в одну упаковку, причому заготівка з маркуванням встановлюється верхньою, про що зазначається в інструкції по експлуатації решета. Під час експлуатації решіт зміщуванням заготівок по напрямних одна відносно іншої, можна встановлювати таким чином, щоб отвори на верхній і нижній повністю співпадали, - отримаємо максимальний розмір отворів виготовленого за запропонованим способом решета. Подальше відносне зміщення заготівок призводить до часткового перекривання перемичками між отворами самих отворів, що відповідно зменшує розмір всіх отворів решета одночасно та на однакову величину. Величина зміщення заготівок вибирається в експлуатації для забезпечення ефективного розділення конкретної суміші. Слід зазначити, що кожне решето, виготовлене за запропонованим способом, здатне замінити більше двадцяти решіт з прямокутними отворами, виготовленими за традиційним способом. 1 UA 109028 U Таким чином, виготовлені за запропонованим способом решета забезпечують якісне розділення насіннєвих сумішей за рахунок встановлення оптимальної величини прямокутних отворів, що підвищує ефективність сепарації на решітних сепараторах та зменшує кількість решіт, якими вони комплектуються. 5 10 ДЖЕРЕЛА ІНФОРМАЦІЇ: 1. Справочник конструктора сельскохозяйственных машин /Под редакцией А.В. Красниченко, Том 2. - М.: Машиностроение. 1961. - 862 с. 2. Технические характеристики выпускаемого оборудования ПО "Воронежзерномаш". Воронеж: Информлис, 2005. - 107 с. 3. Решета для зерноочистительных машин. - Харьков: Информлист, 2015. - 5 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб виготовлення решіт зі змінними розмірами прямокутних отворів, що включає вирізання заготівок з листового матеріалу, штамповку прямокутних отворів на їх робочій частині та нанесення маркування на одній боковій неробочій частині заготівок, який відрізняється тим, що отвори на робочій частині штампують одночасно на двох заготівках, і додатково на двох бокових неробочих частинах, паралельних напрямку зміни розміру отворів, виготовляють напрямні для відносного зміщення заготівок з отворами. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B07B 1/46, B26F 1/00, B07B 1/00, B07B 13/02
Мітки: отворів, змінними, виготовлення, спосіб, прямокутних, решіт, розмірами
Код посилання
<a href="https://ua.patents.su/4-109028-sposib-vigotovlennya-reshit-zi-zminnimi-rozmirami-pryamokutnikh-otvoriv.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення решіт зі змінними розмірами прямокутних отворів</a>
Спосіб виготовлення решіт зі змінними розмірами отворів округлої форми
Номер патенту: 109027
Опубліковано: 10.08.2016
Автори: Тіщенко Леонід Миколайович, Харченко Сергій Олександрович, Пуха Василь Микитович, Бакум Микола Васильович
МПК: B07B 1/46, B07B 13/02, B07B 1/00, B26F 1/00
Мітки: спосіб, виготовлення, форми, розмірами, отворів, змінними, округлої, решіт
Формула / Реферат:
Спосіб виготовлення решіт зі змінними розмірами отворів округлої форми, що включає вирізання заготівок з листового матеріалу, штамповку отворів на їх робочій частині та нанесення маркування на одній боковій неробочій частині заготівок, який відрізняється тим, що на робочій частині штампують отвори у формі еліпса одночасно на двох заготівках, і додатково на двох бокових неробочих частинах, паралельних більшій осі симетрії еліпсних отворів...
Спосіб вибору оптимальних розмірів отворів решіт для розділення важкороздільних насіннєвих сумішей
Номер патенту: 7385
Опубліковано: 15.06.2005
Автор: Бакум Микола Васильович
МПК: B07B 1/00
Мітки: важкороздільних, оптимальних, спосіб, насіннєвих, розділення, отворів, вибору, сумішей, розмірів, решіт
Формула / Реферат:
Спосіб вибору оптимальних розмірів отворів решіт для розділення важкороздільних насіннєвих сумішей, який включає вимірювання розмірних характеристик компонентів вихідної суміші, складання варіаційних кривих їх розподілу, визначення ознак розділення і вибір форми і розмірів отворів решіт, який відрізняється тим, що з кожного вихідного матеріалу відбирають пробу і визначають кількісний вміст кожного компонента (основного насіння і кожної...
Спосіб кріплення решіт змінної кривизни в решітному стані
Номер патенту: 90718
Опубліковано: 10.06.2014
Автори: Майборода Марія Миколаївна, Лялюк Ганна Володимирівна, Бакум Микола Васильович
МПК: E06B 1/00
Мітки: стані, змінної, кріплення, спосіб, решіт, решітному, кривизни
Формула / Реферат:
Спосіб кріплення решіт змінної кривизни в решітному стані, що включає кріплення фіксуючих напрямних на поздовжніх боковинах прямокутного решітного стана, в які вставляють решета, який відрізняється тим, що фіксуючі напрямні виконують з пружного матеріалу і кріплять до поздовжніх боковин за допомогою механізмів регулювання їхньої поздовжньої кривизни, причому поздовжню жорсткість напрямних виконують меншою їх поперечної жорсткості.
Очисник отворів вібровідцентрових решіт
Номер патенту: 4366
Опубліковано: 27.12.1994
Автор: Гончаров Євген Сергійович
МПК: B07B 1/52
Мітки: вібровідцентрових, решіт, отворів, очисник
Формула / Реферат:
1. Очиститель отверстий виброцентробежных решет, включающий диски, установленные на валу, отличающийся тем, что, с целью повышения эффективности очистки, каждый диск выполнен из концентрично соединенных колец, при этом наружное кольцо имеет жесткость большую, чем внутреннее.2. Очиститель по п. 1, отличающийся тем, что кольца выполнены из различных по упругим свойствам материалов.3. Очиститель по п. 1, отличающийся тем, что...
Очисник решіт сепаратора для зерна
Номер патенту: 69343
Опубліковано: 16.08.2004
Автори: Тонюк Микола Миколайович, Савенець Юрій Іванович, Антосєв Сергій Володимирович
МПК: B07B 1/52
Мітки: очисник, зерна, сепаратора, решіт
Формула / Реферат:
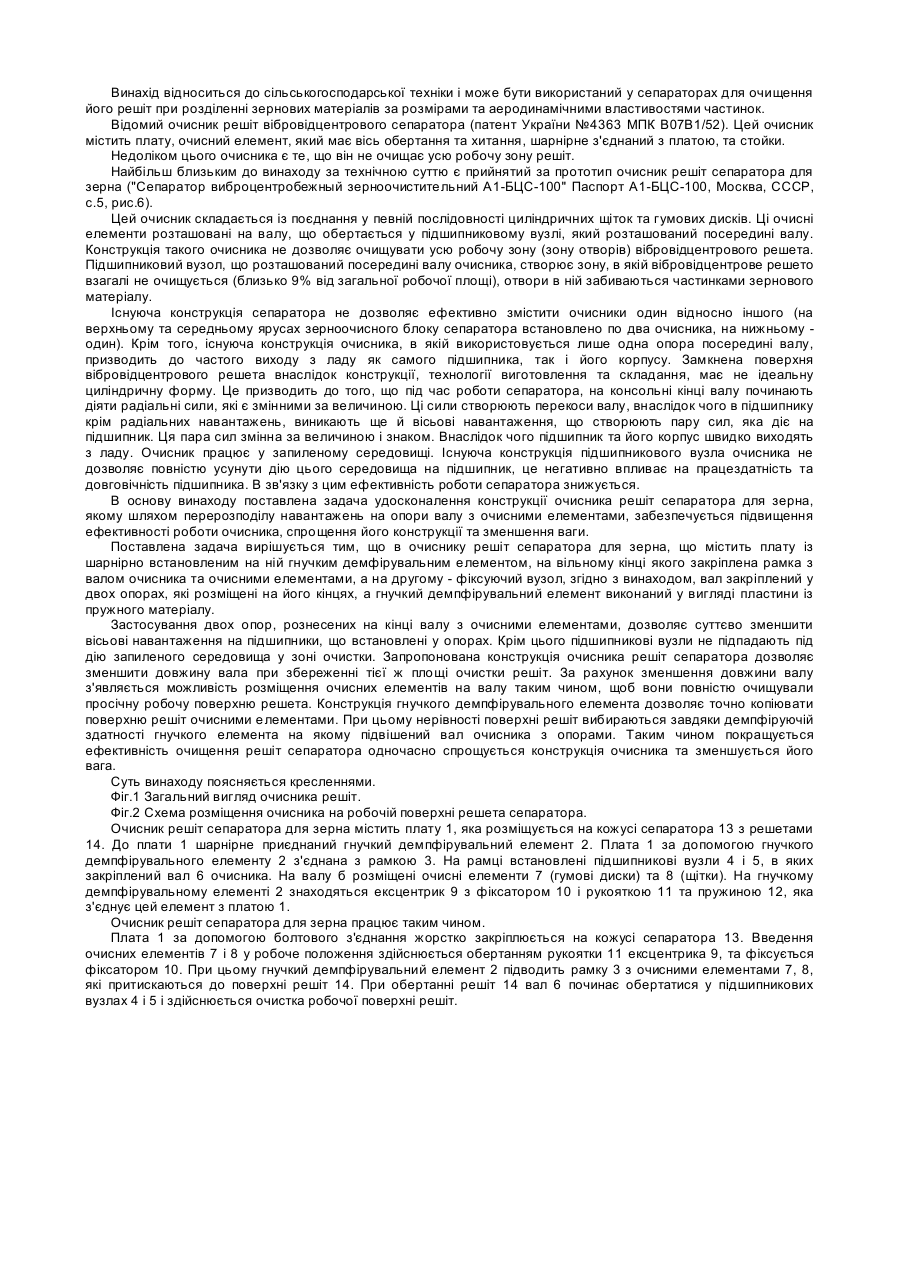
Очисник решіт сепаратора для зерна, що містить плату із шарнірно встановленим на ній гнучким демпфірувальним елементом, на вільному кінці якого закріплена рамка з валом очисника та очисними елементами, а на другому - фіксуючий вузол, який відрізняється тим, що вал закріплений у двох опорах, які розміщені на його кінцях, а гнучкий демпфірувальний елемент виконаний у вигляді пластини із пружного матеріалу.
Попередній патент: Спосіб виготовлення решіт зі змінними розмірами отворів округлої форми
Наступний патент: Рушій для переміщення по малозв’язних ґрунтах
Випадковий патент: Спосіб отримання кераміки ітрій-алюмінієвого гранату, що допований іонами хрому (iv)