Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 109060
Опубліковано: 10.07.2015
Автори: Левченко Геннадій Васильович, Плюта Валерій Леонідович, Бобирь Сергій Володимирович, Нефедьєва Олена Євгенівна, Євсюков Михайло Федорович

Формула / Реферат
Спосіб термічної обробки інструменту з середньолегованих сталей, що полягає у попередньому підігріванні, подальшому нагріванні до температури гартування, витримці, гартуванні у рідкому гартівному середовищі, відпусканні, який відрізняється тим, що гартування проводять у рідкому гартівному середовищі до температури поверхні інструменту Мк – Мк - 50°С,
де Мк - температура закінчення перетворення аустеніту в мартенсит в сталі, з якої виготовлено інструмент, а після відпускання виконують охолодження інструменту у воді до закінчення її кипіння.
Текст
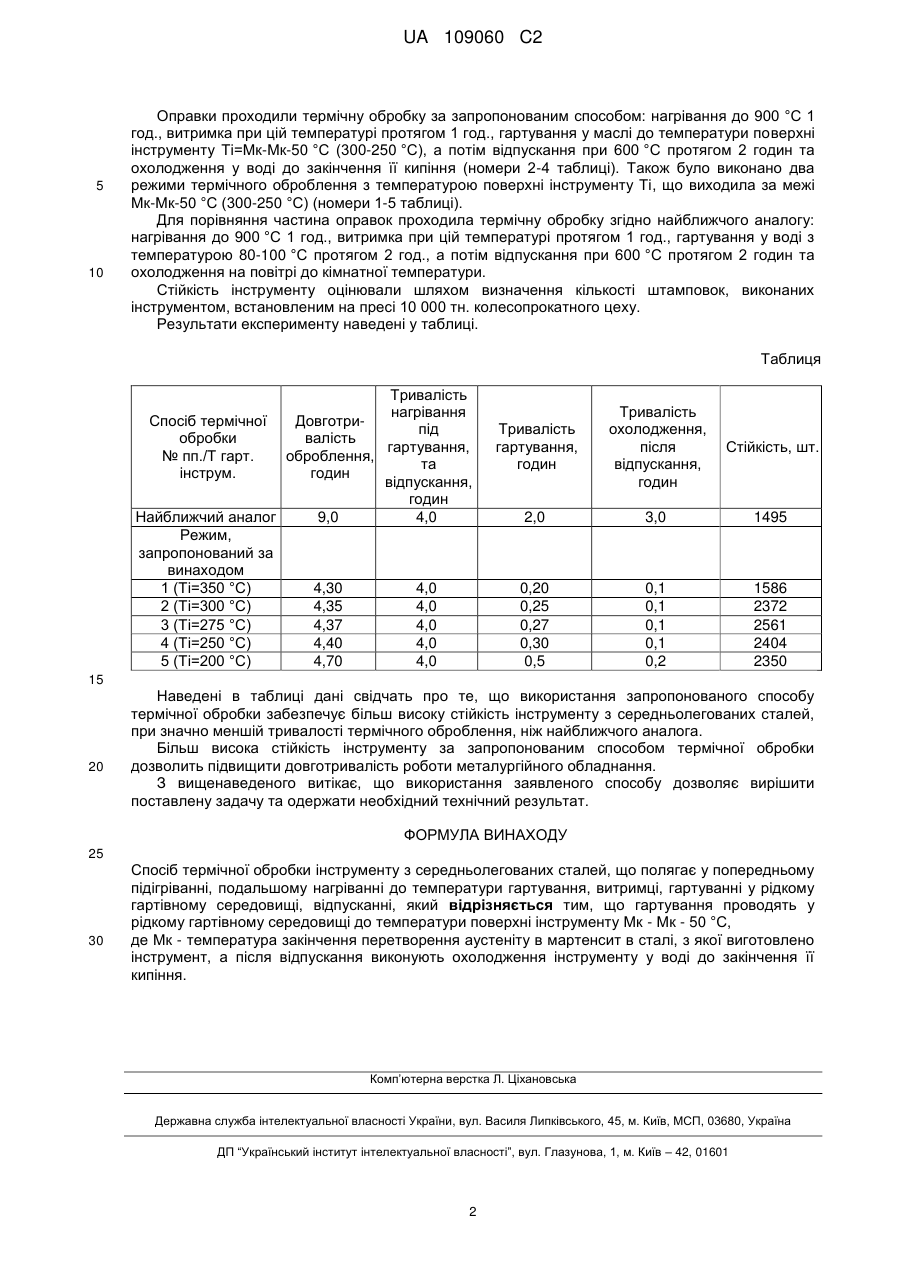
Реферат: Винахід належить до галузі чорної металургії, а саме - до способу термічної обробки інструменту з середньолегованої сталі. Спосіб полягає у попередньому підігріванні, подальшому нагріванні до температури гартування, витримці, гартуванні у рідкому гартівному середовищі, відпусканні, причому гартування проводять у рідкому гартівному середовищі до температури поверхні інструменту Мк - Мк - 50 °С, де Мк - температура закінчення перетворення аустеніту в мартенсит в сталі, з якої виготовлено інструмент, а після відпускання виконують охолодження інструменту у воді до закінчення її кипіння. Винахід забезпечує зменшення часу на термічну обробку та підвищення стійкості термообробленого сталевого інструменту. UA 109060 C2 (12) UA 109060 C2 UA 109060 C2 5 10 15 20 25 30 35 40 45 Винахід належить до галузі чорної металургії, і може бути використаний для термічного оброблення інструменту з середньолегованих сталей, таких як штампи гарячого деформування, оправки, головки преспуансону та інші. Відомий спосіб термічної обробки сталі (патент України №43690, МПК C21D9/22 08.04.2009 25.08.2009), який полягає у попередньому підігріванні, подальшому нагріванні до температури гартування, яка перевищує температуру Ас 3+30-40 °C, охолодженні у середовищі сипучого графіту, з наступним охолодженням на повітрі. Відомий спосіб забезпечує отримання однорідної структури відпущеного мартенситу. Недоліком цього способу є велика довготривалість термічної обробки, та недостатня твердість інструменту. Найбільш близьким по технічній суті та результату, що досягається є спосіб термічної обробки інструменту з середньолегованих сталей (патент України №12943, МПК C21D 9/22, опубл. 06.09.1993), що полягає у попередньому підігріванні, подальшому нагріванні до температури гартування, витримку, гартування у рідкому гартівному середовищі, відпускання. У відомому способі нагрівання ведуть до 900 °C 1 год., витримка при цій температурі протягом 1 год., гартування у воді з температурою 80-100 °C протягом 2 год., а потім відпускання при 600 °C протягом 2 годин та охолодження на повітрі до кімнатної температури. Недоліком відомого способу є великий час на термічну обробку виробів та недостатня стійкість виробів. Задача, яку вирішує спосіб термічної обробки інструменту з середньолегованих сталей є удосконалення обробки інструменту за рахунок зміни параметрів охолодження, що забезпечить зменшення часу на термічну обробку виробів та підвищення стійкості виробів. Поставлена задача вирішується тим, що в способі термічної обробки інструменту з середньолегованих сталей, який полягає у попередньому підігріванні, подальшому нагріванні до температури гартування, витримку, гартування у рідкому гартівному середовищі, відпускання, відповідно винаходу, гартування проводять у рідкому гартівному середовищі до температури поверхні інструменту МкМк-50 °C, де Мк - температура закінчення перетворення аустеніту в мартенсит в сталі, з якої виготовлено інструмент, а після відпускання виконують охолодження інструменту у воді до закінчення її кипіння. Суть запропонованого способу термічної обробки інструменту з середньолегованих сталей складає наступне. Гартування у рідкому гартівному середовищі до температури поверхні інструменту Ті = МкМк-50 °C дозволяє отримати повне перетворення аустеніту на мартенсит при мінімальному часові охолодження. При температури поверхні інструменту Ті більшій ніж Мк, в структурі сталі збережеться частина залишкового аустеніту, що знизить її твердість та стійкість. Закінчення охолодження в гартівному середовищі при температурі поверхні виробу менш ніж Мк-50 °C збільшує тривалість термічного оброблення та підвищує внутрішні напруження в інструменті. Охолодження інструменту у воді до закінчення її кипіння дозволить значно зменшити тривалість охолодження інструменту після відпускання, та підвищити якість сталі за рахунок запобігання відпускної крихкості, яка має місце для середньолегованих сталей. Спосіб термічної обробки інструменту з середньолегованих сталей реалізується наступним чином. Виконували термічне оброблення оправок пресу 10 000 тн. зі сталі 12 × 5МА наступного складу, % мас: вуглець 0,15 кремній 0,52 марганець 0,35 хром 4,23 молібден 0,41 нікель 0,20 сірка 0,003 фосфор 0,017 титан 0,007 залізо решта. Для цієї сталі на дилатометрі були визначені критичні точки Мп = 480 °C - точка початку перетворення аустеніту в мартенсит; Мк=300 °C - точка закінчення перетворення аустеніту в мартенсит. 1 UA 109060 C2 5 10 Оправки проходили термічну обробку за запропонованим способом: нагрівання до 900 °C 1 год., витримка при цій температурі протягом 1 год., гартування у маслі до температури поверхні інструменту Ті=Мк-Мк-50 °C (300-250 °C), а потім відпускання при 600 °C протягом 2 годин та охолодження у воді до закінчення її кипіння (номери 2-4 таблиці). Також було виконано два режими термічного оброблення з температурою поверхні інструменту Ті, що виходила за межі Мк-Мк-50 °C (300-250 °C) (номери 1-5 таблиці). Для порівняння частина оправок проходила термічну обробку згідно найближчого аналогу: нагрівання до 900 °C 1 год., витримка при цій температурі протягом 1 год., гартування у воді з температурою 80-100 °C протягом 2 год., а потім відпускання при 600 °C протягом 2 годин та охолодження на повітрі до кімнатної температури. Стійкість інструменту оцінювали шляхом визначення кількості штамповок, виконаних інструментом, встановленим на пресі 10 000 тн. колесопрокатного цеху. Результати експерименту наведені у таблиці. Таблиця Тривалість нагрівання Спосіб термічної Довготрипід обробки валість гартування, № пп./Т гарт. оброблення, та інструм. годин відпускання, годин Найближчий аналог 9,0 4,0 Режим, запропонований за винаходом 1 (Ті=350 °C) 4,30 4,0 2 (Ті=300 °C) 4,35 4,0 3 (Ті=275 °C) 4,37 4,0 4 (Ті=250 °C) 4,40 4,0 5 (Ті=200 °C) 4,70 4,0 Тривалість гартування, годин Тривалість охолодження, після відпускання, годин Стійкість, шт. 2,0 3,0 1495 0,20 0,25 0,27 0,30 0,5 0,1 0,1 0,1 0,1 0,2 1586 2372 2561 2404 2350 15 20 Наведені в таблиці дані свідчать про те, що використання запропонованого способу термічної обробки забезпечує більш високу стійкість інструменту з середньолегованих сталей, при значно меншій тривалості термічного оброблення, ніж найближчого аналога. Більш висока стійкість інструменту за запропонованим способом термічної обробки дозволить підвищити довготривалість роботи металургійного обладнання. З вищенаведеного витікає, що використання заявленого способу дозволяє вирішити поставлену задачу та одержати необхідний технічний результат. ФОРМУЛА ВИНАХОДУ 25 30 Спосіб термічної обробки інструменту з середньолегованих сталей, що полягає у попередньому підігріванні, подальшому нагріванні до температури гартування, витримці, гартуванні у рідкому гартівному середовищі, відпусканні, який відрізняється тим, що гартування проводять у рідкому гартівному середовищі до температури поверхні інструменту Мк - Мк - 50 °С, де Мк - температура закінчення перетворення аустеніту в мартенсит в сталі, з якої виготовлено інструмент, а після відпускання виконують охолодження інструменту у воді до закінчення її кипіння. Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюBobyr Serhii Volodymyrovch, Levchenko Hennadii Vasyliovych, Nefedieva Olena Yevhenivna
Автори російськоюБобырь Сергей Владимирович, Левченко Геннадий Васильевич, Нефедьева Елена Евгеньевна
МПК / Мітки
МПК: C21D 9/22, C21D 9/00, C21D 1/18
Мітки: обробки, сталей, середньолегованих, спосіб, термічної, інструменту
Код посилання
<a href="https://ua.patents.su/4-109060-sposib-termichno-obrobki-instrumentu-z-serednolegovanikh-stalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічної обробки інструменту з середньолегованих сталей</a>
Спосіб термічної обробки інструменту з середньолегованих сталей
Номер патенту: 12943
Опубліковано: 28.02.1997
Автори: Антонов Віктор Васильович, Моісєєв Владислав Федорович, Заблоцький Володимир Кирилович, Шимко Олена Володимирівна
МПК: C21D 9/22
Мітки: обробки, спосіб, інструменту, середньолегованих, сталей, термічної
Формула / Реферат:
(57) Способ термической обработки инструмента из среднелегированных сталей, включающий предварительный подогрев, последующий нагрев до температуры закалки, выдержку, охлаждение и отпуск, отличающийся тем, что нагрев ведут до температуры, превышающей Асз на 30-40°С, а охлаждение проводят в воде с температурой 80-100°С и выдержкой в ней в течение 1-3 часов с последующим охлаждением на воздухе.
Спосіб термічної обробки конструкційних та інструментальних сталей
Номер патенту: 43110
Опубліковано: 10.08.2009
Автор: Войстриков Микола Якович
МПК: C21D 9/22
Мітки: конструкційних, сталей, обробки, термічної, спосіб, інструментальних
Формула / Реферат:
Спосіб термічної обробки сталі, що включає нагрівання та витримку в гартівному середовищі, який відрізняється тим, що гартівним середовищем є водний розчин кремнієвокислого натрію густиною 1,21-1,23 г/см3.
Спосіб термічної обробки сталей
Номер патенту: 95109
Опубліковано: 10.12.2014
Автори: Андрущенко Михайло Іванович, Капустян Олексій Євгенович, Бриков Михайло Миколайович, Осіпов Михайло Юрійович, Тимофієнко Дмитро Миколайович
МПК: C21D 1/18
Мітки: обробки, термічної, спосіб, сталей
Формула / Реферат:
Спосіб термічної обробки високовуглецевих низьколегованих сталей, що включає нагрівання до температури гартування в інтервалі температур 800-1130 °C, витримку, наступне охолодження в рідкому середовищі, який відрізняється тим, що після охолодження до температури навколишнього середовища здійснюють нагрівання до температур 550-600 °C, витримку до завершення повного розпаду аустеніту, і кінцеве охолодження в рідкому середовищі до...
Спосіб термічної обробки вуглецевих заевтектоїдних сталей
Номер патенту: 76633
Опубліковано: 15.08.2006
Автор: Бриков Михайло Миколайович
Мітки: спосіб, обробки, заевтектоїдних, сталей, термічної, вуглецевих
Формула / Реферат:
Спосіб термічної обробки вуглецевих заевтектоїдних сталей, що включає нагрівання до температури гартування, витримку і наступне охолодження в рідкому середовищі, який відрізняється тим, що нагрівання до температури гартування здійснюють до температури, яка лежить в інтервалі 800-1130°С.
Спосіб термічної обробки нержавіючих сталей аустенітного класу
Номер патенту: 43177
Опубліковано: 15.11.2001
Автор: Мироненко Володимир Володимирович
МПК: C21C 1/00
Мітки: термічної, спосіб, аустенітного, нержавіючих, обробки, класу, сталей
Формула / Реферат:
Спосіб термічної обробки нержавіючих сталей аустенітного класу, який включає в себе охолодження у воді нагрітих до температур 950 - 11000С заготовок, який відрізняється тим, що заготовки виготовляють литтям, заливаючи форму розплавом сталі, при досягненні заготовками у формі в процесі твердіння температур 1100-9500С, їх виймають з форми при цій температурі і занурюють у воду.
Попередній патент: Запобіжник ударника
Наступний патент: Перевантажувач
Випадковий патент: Спосіб усунення мікростоми після травматичного пошкодження кута ротової порожнини