Спосіб поверхневого гартування сталі
Номер патенту: 109552
Опубліковано: 25.08.2016
Автори: Зазимко Оксана Володимирівна, Банний Олександр Олександрович, Похиленко Геннадій Миколайович, КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ

Формула / Реферат
Спосіб поверхневого гартування сталі, що включає нагрів осі струмами високої частоти (СВЧ), подальше їх охолодження та гартування при температурі (890-910) °С, який відрізняється тим, що технологічний процес поверхневого гартування сталі включає операції нагріву прокату в індукторі СВЧ, його пластичну деформацію у валках прокатного стану з отриманням осі необхідних розмірів, подачу осей у спрейєр, їх гартування і самовідпуск за рахунок тепла неохолодженої серцевини осі.
Текст
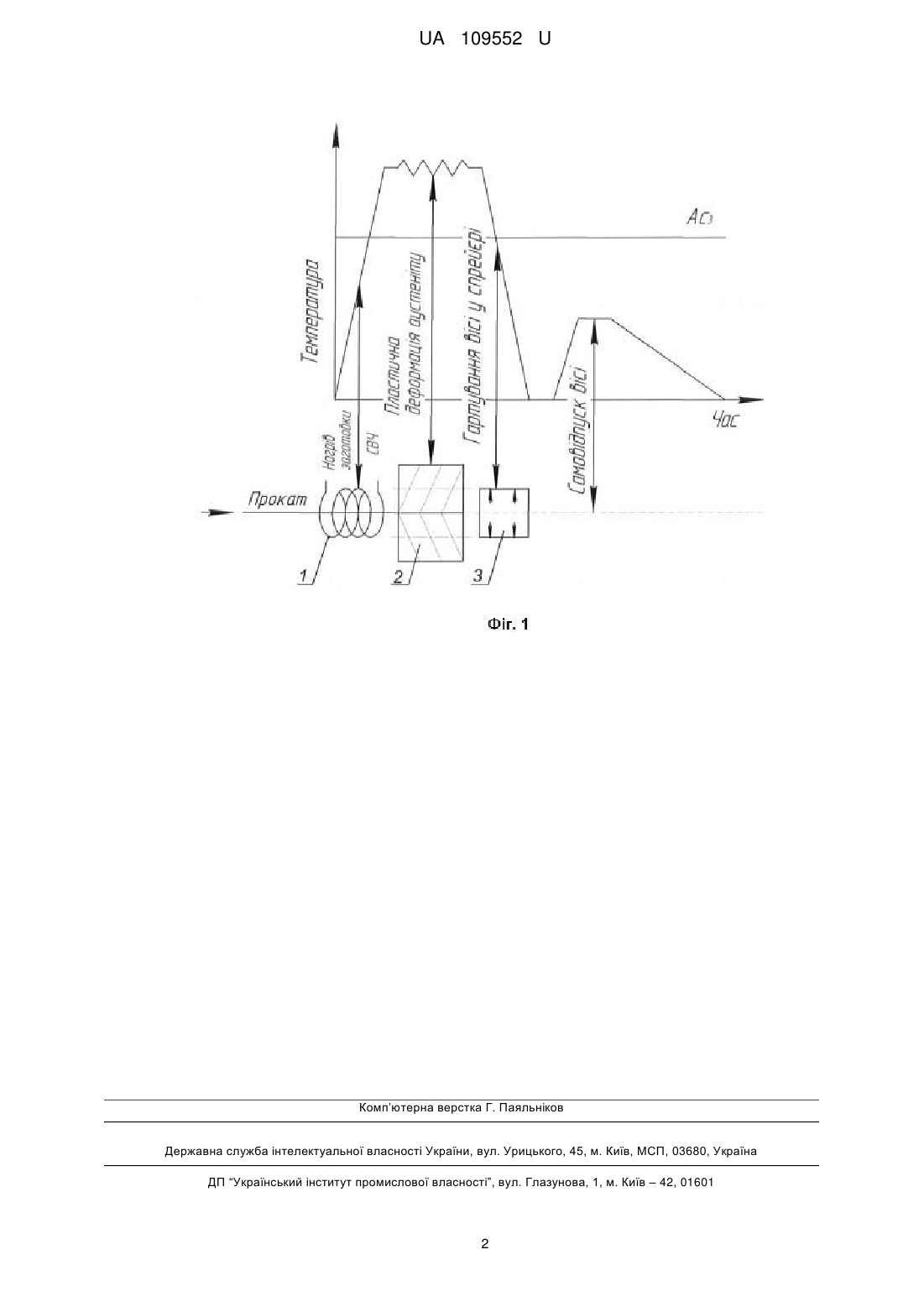
Реферат: Спосіб поверхневого гартування сталі, що включає нагрів осі струмами високої частоти (СВЧ), подальше їх охолодження та гартування при температурі (890-910) °С, причому технологічний процес поверхневого гартування сталі включає операції нагріву прокату в індукторі СВЧ, його пластичну деформацію у валках прокатного стану з отриманням осі необхідних розмірів, подачу осей у спрейєр, їх гартування і самовідпуск за рахунок тепла неохолодженої серцевини осі. UA 109552 U (12) UA 109552 U UA 109552 U 5 10 15 20 25 30 Корисна модель відноситься до галузі сільського господарства, а саме - металургії заліза. Відомий спосіб (пат. № 21502, опубл. від 15.03.2007 р., бюл. № 3, МПК С21 D1/78), що включає триразовий циклічний індукційний їх нагрів струмами високої частоти (СВЧ) до температур (740-760)°С і (850-870)°С з наступним охолодженням відповідно після кожного із циклів до температур (680-700)°С і (800-820)°С та подальше гартування з температури нагріву (890-910)°С. Недоліком відомого аналогу є те, що згідно з існуючою технологією осі виготовляють обробкою різанням, внаслідок чого мають місце витрати матеріалу на відходи у стружку та багаторазові циклічні нагріви сталі СВЧ, які збільшують витрати електроенергії і часу. Корисною моделлю ставиться задача розробки способу поверхневого гартування сталі, який поєднує в одному технологічному процесі операції виготовлення осей та їх зміцнення. Поставлена корисною моделлю задача вирішується тим, що спосіб поверхневого гартування сталі, що включає нагрів осі струмами високої частоти (СВЧ), подальше їх охолодження та гартування при температурі (890-910)°С, згідно з корисною моделлю, технологічний процес поверхневого гартування сталі включає операції нагріву прокату в індукторі СВЧ, його пластичну деформацію у валках прокатного стану з отриманням осі необхідних розмірів, подачу осей у спрейєр, їх гартування і самовідпуск за рахунок тепла неохолодженої серцевини осі. На кресленні представлена технологічна схема поверхневого гартування осей тягових ланцюгів транспортера, яка складається з наступних операцій: - нагрів сталі 45 в індукторі 1 СВЧ до температури 900 °C; - пластична деформація заготовки у валках 2 прокатного стану і отримання осі необхідних розмірів; - подача осей у спрейєр 3 та їх гартування; - самовідпуск сталі за рахунок тепла неохолодженої серцевини осі. Отримана структура поверхневого шару шийок складається із низьковідпущеного дрібноголчастого деформованого мартенситу (HRC 42-54) глибиною до 2-3 мм, який поступово до серцевини переходить в тростит, сорбіт і дисперсний перлит твердістю HRC 28-36. Використання тепла деформаційного нагріву для виготовлення осей дозволяє виключити із технологічного процесу операції процесу обробки різанням, що зменшує кількість обладнання, обслуговуючого персоналу, виробничих площ, а також усуває відходи металу у стружку. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 Спосіб поверхневого гартування сталі, що включає нагрів осі струмами високої частоти (СВЧ), подальше їх охолодження та гартування при температурі (890-910) °С, який відрізняється тим, що технологічний процес поверхневого гартування сталі включає операції нагріву прокату в індукторі СВЧ, його пластичну деформацію у валках прокатного стану з отриманням осі необхідних розмірів, подачу осей у спрейєр, їх гартування і самовідпуск за рахунок тепла неохолодженої серцевини осі. 1 UA 109552 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: сталі, спосіб, гартування, поверхневого
Код посилання
<a href="https://ua.patents.su/4-109552-sposib-poverkhnevogo-gartuvannya-stali.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого гартування сталі</a>
Спосіб поверхневого гартування сталі
Номер патенту: 21502
Опубліковано: 15.03.2007
Автор: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ
МПК: C21D 1/78
Мітки: гартування, спосіб, сталі, поверхневого
Формула / Реферат:
Спосіб поверхневого гартування сталі, що включає циклічний індукційний нагрів осей і їх охолодження, який відрізняється тим, що термоциклювання здійснюють нагріванням поверхневого шару осей до температур (740-760)°С і (850-870)°С з наступним охолодженням відповідно після кожного із трьох циклів до температур (680-700)°С і (800-820)°С, а гартування виконують з температури нагріву (890-910)°С.
Спосіб поверхневого гартування гребенів локомотивних і вагонних коліс та пристрій для його здійснення
Номер патенту: 74973
Опубліковано: 15.02.2006
Автори: Сааков Олександр Герасимович, Сааков Валентин Олександрович
МПК: C21D 1/09, C21D 9/34, C21D 1/06
Мітки: гребенів, коліс, спосіб, локомотивних, гартування, поверхневого, здійснення, пристрій, вагонних
Формула / Реферат:
1. Спосіб поверхневого гартування гребенів локомотивних і вагонних коліс, що включає нагрівання їх поверхні високотемпературним струменем до температури 0,7-0,95 від температури плавлення матеріалу колеса, що рухається назустріч струменю, з плавним підвищенням щільності теплового потоку від високотемпературного струменя до поверхні колеса, що нагрівається, наступну теплову обробку вказаного матеріалу і його охолодження, який відрізняється...
Спосіб гартування кілець підшипника кочення
Номер патенту: 66780
Опубліковано: 10.01.2012
Автори: Сімсон Едуард Альфредович, Гіршфельд Анатолій Мусійович, Проценко Юрій Васильович, Прево Іван Дмитрович
МПК: C21D 9/00
Мітки: кочення, гартування, підшипника, спосіб, кілець
Формула / Реферат:
1. Спосіб гартування підшипника кочення, що включає попереднє гартування матеріалу кілець з наступним індукційним нагріванням щонайменше частини матеріалу кілець та їх охолодженням, який відрізняється тим, що як попереднє гартування здійснюють об'ємне гартування для сталі зі складом, що містить С 0,95-1,05 %, Si 0,15-0,3 %, Mn 0,15-0,3 %, Cr 0,35-0,5 %, Ni, Сu не більше 0,3 %, P, S не більше 0,3 % та Fe, шляхом...
Спосіб поверхневого зміцнення колінчастих валів із залізовуглецевих сплавів
Номер патенту: 109212
Опубліковано: 27.07.2015
Автори: Дьомін Андрій Юрійович, Тимофеєва Лариса Андріївна, Тимофеєв Сергій Сергійович
МПК: C21D 5/00, C21D 9/30, C23C 8/40, C23C 8/00, C21D 1/00
Мітки: поверхневого, спосіб, зміцнення, колінчастих, залізовуглецевих, сплавів, валів
Формула / Реферат:
Спосіб поверхневого зміцнення колінчастих валів із залізовуглецевих сплавів, який включає індукційний нагрів шийок валу, гартування і відпуск, який відрізняється тим, що після індукційного нагріву шийок вала проводять гартування у 65 %-му водному розчині сірковмісних силікатів з подальшим відпуском.
Спосіб гартування сталей
Номер патенту: 56189
Опубліковано: 15.05.2003
Автор: Кобаско Микола Іванович
Мітки: спосіб, сталей, гартування
Формула / Реферат:
Спосіб гартування сталей, що містить нагрів, інтенсивне охолодження до моменту виникнення максимальних стискуючих напруг на поверхні, ізотермічну витримку та відпуск, який відрізняється тим, що інтенсивне охолодження проводять шляхом організації циркуляції охолоджуючого середовища зі швидкістю, яку визначають використовуючи нерівність, що забезпечує відсутність бульбашкового кипіння:
Попередній патент: Пряжка для ременя
Наступний патент: Спосіб діагностики розвитку остеопорозу
Випадковий патент: Пасажирський транспортний пристрій, такий як ескалатор або конвеєр, та його привідна система