Спосіб поверхневого зміцнення
Номер патенту: 11118
Опубліковано: 25.12.1996
Автори: Бойко Сергій Борисович, Гордон Анатолій Михайлович, Тарариков Олексій Миколаєвич, Федоров Едуард Левонович, Лещинський Леонід Кимович, Звягін Олександр Іванович, Самотугін Сергій Савелович, Пірч Ігор Іванович, Сичьов Михайло Іванович
Формула / Реферат
(57) Способ поверхностного упрочнения, включающий нагрев высококонцентрированным источником нагрева со сканированием луча в поперечном направлении, отличающийся тем, что при изменении направления движения источника нагрева на шаг, равный ширине зоны термического воздействия, осуществляют дополнительное сканирование луча в продольном направлении.
Текст
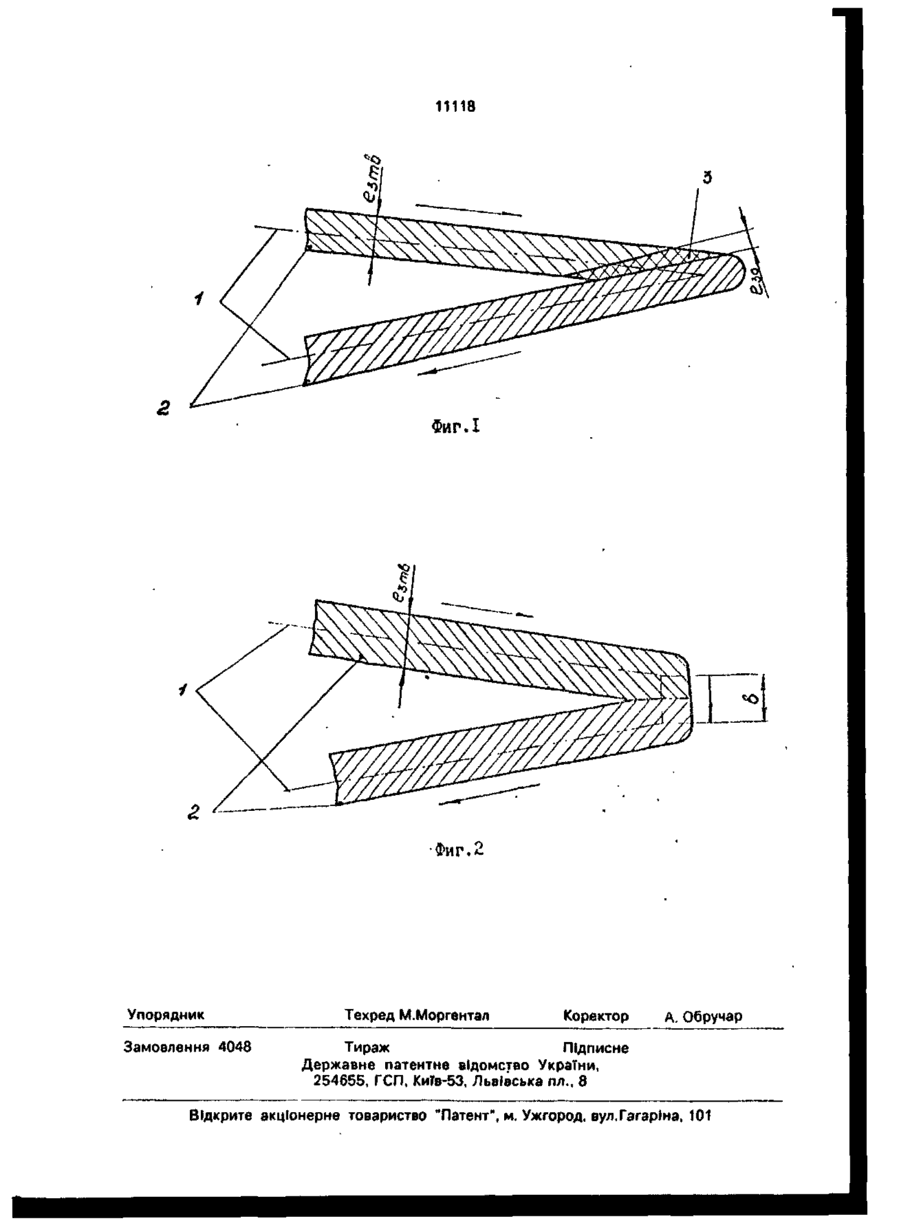
УКРАЇНА ««UA«,,_11118_ai> Сі (5D5 С 21 D 1/09 ОПИС ДО ПАТЕНТУ ДЕРЖАВНЕ ПАТЕНТНЕ ВІДОМСТВО НА ВИНАХІД (54) СПОСІБ ПОВЕРХНЕВОГО ЗМІЦНЕННЯ 1 (20)94321682,23.03.93 (21)4847289/SU (22) 09.07.90 (24)25.12.96 (46)25.12.96. Бюл. Ns 4 (56) Коваленко B.C. Лазерная технология. Киев, Высшая школа, 1989, с. 280. (72) Самотугін Сергій Савелович, Лещинський Леонід Кимович, Пірч Ігор Іванович, Гордон Анатолій Михайлович, Федоров Едуард Левонович, Звягін Олександр Іванович, Бойко Сергій Борисович, Сичьов Михайло Іванович, Тарариков Олексій Миколаєвич (73) Маріупольський металургійний Інститут (UA) Изобретение относится к машиностроительной промышленности и может применяться для повышения стойкости деталей оборудования и инструмента из конструкционных сталей. Известен способ упрочнения, включающий обработку поверхности ВКИН с поперечными колебаниями (сканированием) источника нагрева. Данный способ позволяет повысить производительность обработки (n=V*A, где А - амплитуда колебаний) по сравнению с предыдущим способом за счет увеличения амплитуды, которая может быть в несколько раз большей І3тв. Однако недостатком данного способа также является снижение износостойкости за счет образования зон отпуска с пониженной твердостью [1]. Задачей изобретения является повышение износостойкости за счет обеспечения равномерной твердости на поверхности. Поставленная задача решается тем, что в способе поверхностного упрочнения, включающем нагрев высококонцентрированным источником нагрева со сканированием луча в поперечном направлении, согласно изобретению, при изменении направления движения источника нагрева на шаг, равный ширине зоны термического воздействия, осуществляют дополнительное сканирование луча в продольном направлении. Образование отпущенных участков с пониженной твердостью при наложении ЗТВ в случае обработки по известному способу объясняется влиянием повторного нагрева. В той части ранее полученной ЗТВ, где температура повторного нагрева превышала критическую, происходит полная фа~ зовая перекристаллизация и повторная закалка с образованием новой ЗТВ с высокой твердостью. В той же части ранее полученной ЗТВ, где температура повторного нагрева была ниже критической, происходит отпуск ранее закаленного металла с образованием отпущенной зоны с пониженной (до 50%) (57) Способ поверхностного упрочнения, включающий нагрев высококонцентрированным источником нагрева со сканированием луча в поперечном направлении, о т л и ч а ю щ и й с я тем, что при изменении направления движения источника нагрева на шаг, равный ширине зоны термического воздействия, осуществляют дополнительное сканирование луча в продольном направлении. 00 О 11118 твердостью. Наличие таких зон на упрочненной поверхности приводит к снижению износостойкости. При упрочнении по заявленному способу образование зон отпуска устраняется продольным перемещением 5 источника нагрева при изменении направления движения (сканирования). Выбор указанной величины продольного перемещения обусловлен следующим. Повышение величины шага перемещения больше шири- 10 ны ЗТВ вызовет получение незакаленных участков между соседними ЗТВ с исходной низкой твердостью, что также является причиной снижения износостойкости. Снижение величины шага меньше ширины ЗТВ 15 вызовет получение отпущенных зон при наложении соседних ЗТВ. Сущность изобретения поясняется чертежами, где на фиг. 1 показано упрочнение с поперечными колебаниями по известному 20 способу (1 - траектория движения ВКИН, 2 зона термического воздействия шириной із™, 3 - зона отпуска шириной Ізо). а на фиг. 2 показано упрочнение по заявляемому способу (1 - траектория движения ВКИН, 2 - 25 зона термического воздействия шириной Ізтв, В - шаг продольного перемещения). Пример конкретного выполнения. Цилиндрические образцы диаметром 35 мм и длиной 200 мм из стали 50Х15М1Ф подвер- 30 гали поверхностному упрочнению ВКИН плазменной струей по известному способу с перекрытием ЗТВ на 30% (режим обработки: Ток Ы80 А$ напряжение U=80 В, скорость перемещения V=5 мм/с, К-шНОмм; l3o-2 мм), 35 по способу-прототипу - с поперечными колебаниями (режим обработки: 1=180 A, U = =80 В, V=5 мм/с, амплитуда А=32 мм, частота колебаний f=8 Гц, 1зтв=10 мм; 1зо=1.5 мм) и заявляемому способу - с поперечными колебаниями: 1=180 А, и^вО В, V=5 мм/с А=32 мм. f=8 Гц; ЬНзтв=10 мм; Ь=8 мм Ізтв. Из упрочненных образцов вырезались кольцевые образцы с наружным диаметром 25 мм, внутренним диаметром 16 мм и толщиной 10 мм для определения износостойкости по методу трения "металл по металлу" на машине МИ-Ш. Контртела в виде колодок изготавливались из термоупрочненной стали Р6М5. В качестве эталонов испытывались образцы аналогичных размеров из той же стали в объемно-закаленном состоянии (закалка при 1080°С в печи с охлаждением в масле). Износостойкость оценивалась по коэффициенту износостойкости. Д Р э где А Рэ, А Ру - потеря веса при 4-х часовом испытании соответственно образцов-эталонов и образцов, упрочненных по указанным способам. Твердость ЗТВ измерялась на приборе Роквелла. Результаты испытаний приведены в таблице. Из данных таблицы видно, что упрочнение по заявляемому способу по сравнению со способом-прототипом обеспечивает повышение износостойкости в 1,3 раза при равномерной твердости на поверхности без зон отпуска. При величине шага продольного перемещения большем или меньшем ширины ЗТВ Ізтв^Ю мм, износостойкость снижается до уровня, достигнутого при способе-прототипе. Способ упрочнения Объемная закалка (эталон) С перекрытиями ЗТВ С поперечными колебаниями С поперечными колебаниями и продольными перемещениями на шаг: b = 8 мм b - 10 мм Ь- 12 мм Ю 1.0 1,08 1,12 ' HRC* 50/55/38 55/38 1.14 1,47 1,12 55/38 55/55/50 П р и м е ч а н и е : в числителе - твердость в ЗТВ, в знаменателе - твердость в отпущенной зоне. 11118 Фиг. I Фиг. Упорядник Замовлення 4048 Техред М.Моргентал Коректор А. Обручар Тираж Підписне Державне патентне відомство України, 254655, ГСП, КиТв-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул.Гагаріна, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for surface strengthening
Автори англійськоюSamotuhin Serhii Savelovych, Leschynskyi Leonid Kymovych, Pirch Ihor Ivanovych, Hordon Anatolii Mykhailovych, Fedorov Eduard Levonovych, Zviahin Oleksandr Ivanovych, Boiko Serhii Borysovych, Sychiov Mykhailo Ivanovych, Tararykov Oleksii Mykolaievych
Назва патенту російськоюСпособ поверхностного упрочнения
Автори російськоюСамотугин Сергей Савелович, Лещинский Леонид Кимович, Пирч Игорь Иванович, Гордон Анатолий Михайлович, Федоров Эдуард Левонович, Звягин Александр Иванович, Бойко Сергей Борисович, Сычев Михаил Иванович, Тарариков Алексей Николаевич
МПК / Мітки
МПК: C21D 1/09
Мітки: зміцнення, спосіб, поверхневого
Код посилання
<a href="https://ua.patents.su/4-11118-sposib-poverkhnevogo-zmicnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб поверхневого зміцнення</a>
Спосіб поверхневого зміцнення сталевих деталей
Номер патенту: 3349
Опубліковано: 27.12.1994
Автори: Бондаренко Олександр Вікторович, Малимон Валентина Ігорівна, Бондарюк Микола Миколайович, Жуков Андрій Олександрович
МПК: C23C 8/08
Мітки: зміцнення, сталевих, деталей, поверхневого, спосіб
Формула / Реферат:
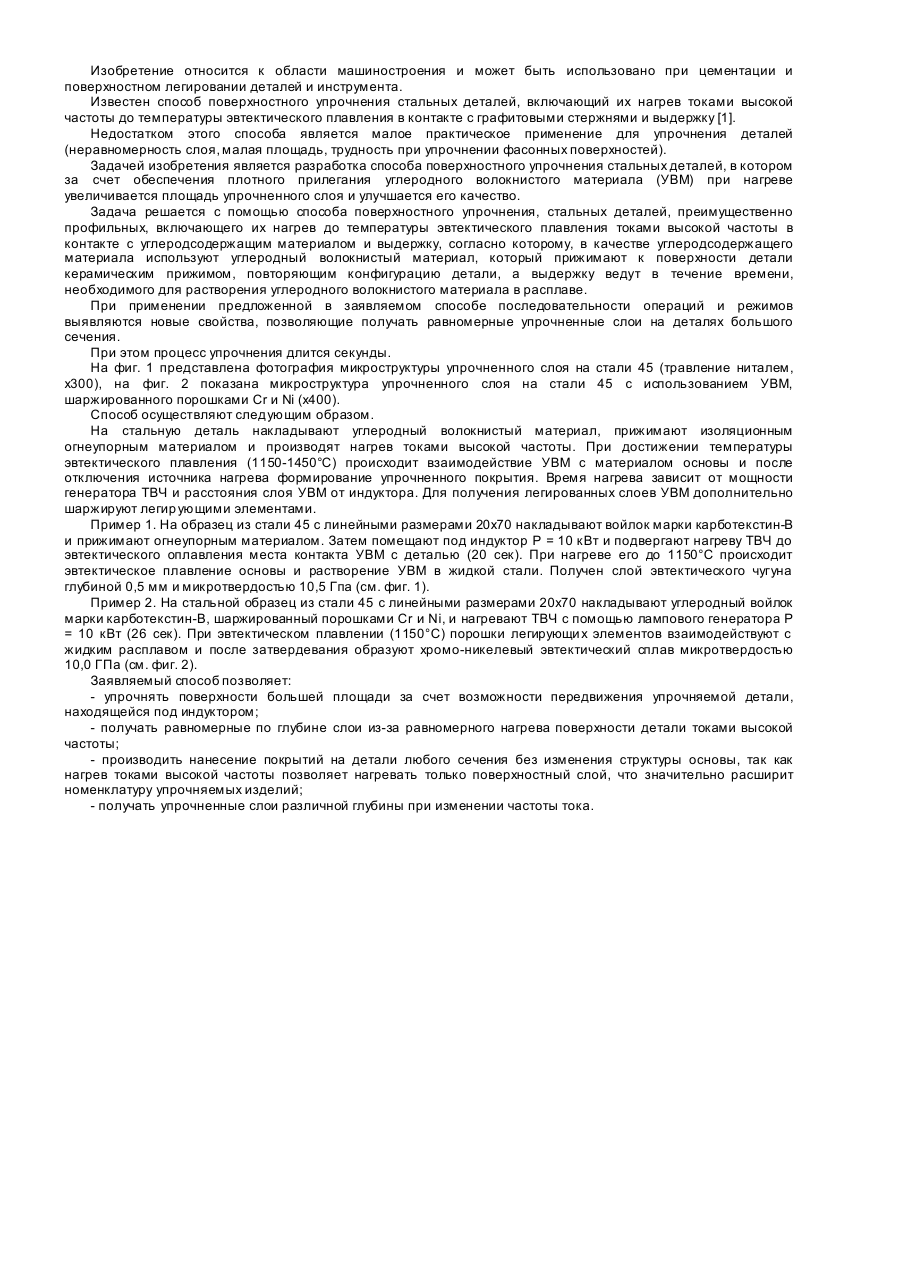
Способ поверхностного упрочнения стальных деталей, преимущественно профильных, включающий их нагрев до температуры эвтектического плавления токами высокой частоты в контакте с углеродсодержащим материалом и выдержку, отличающийся тем, что в качестве углеродсодержащего материала используют углеродный волокнистый материал, который прижимают к поверхности детали керамическим прижимом, повторяющим конфигурацию детали, а выдержку ведут в течение...
Інструмент для фрикційного поверхневого зміцнення
Номер патенту: 692
Опубліковано: 15.12.1993
Автори: Кирилів Володимир Іванович, Калічак Теодор Миколайович
МПК: B24B 29/00
Мітки: зміцнення, інструмент, поверхневого, фрикційного
Формула / Реферат:
Формула изобретенияИнструмент для фрикционного поверхностного упрочнения деталей машин, содержащий корпус в виде диска из материала с низким коэффициентом теплопроводности и с рабочей поверхностью на его периферии, отличающийся тем, что, с целью повышения качества обрабатываемой детали за счет увеличения толщины упрочненного слоя, инструмент снабжен пальцами, выполненными из материала с коэффициентом теплопроводности выше, чем у...
Спосіб зміцнення хромокремневольфрамових сталей

Номер патенту: 4216
Опубліковано: 27.12.1994
Автор: Спектор Юрій Олександрович
МПК: C23C 10/10, C21D 1/78
Мітки: сталей, зміцнення, хромокремневольфрамових, спосіб
Формула / Реферат:
1. Способ упрочнения хромокремневольфрамовых сталей, включающий нагрев под закалку, совмещенный с нитроцементацией, закалку и отпуск, отличающийся тем, что, с целью повышения эксплуатационной стойкости, нагрев под закалку проводят до 980-1000 °С, а время отпуска назначают в соответствии с требуемой твердостью. 2. Способ по п. 1, отличающийся тем, что закалку проводят в масло.3. Способ по п. 1, отличающийся тем, что закалку...
Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Гунькін Ігор Олександрович, Худик Валер'ян Тарасович, Нечепоренко Володимир Андрійович, Худик Юрій Тарасович, Івченко Олександр Васильович, Рибалка Віктор Федорович, Нечепоренко Анатолій Петрович, Костюченко Михайло Іванович, Приходько Євгенія Валер'янівна, Костирко Сергій Андрійович
Мітки: зміцнення, термічного, прокату, спосіб
Формула / Реферат:
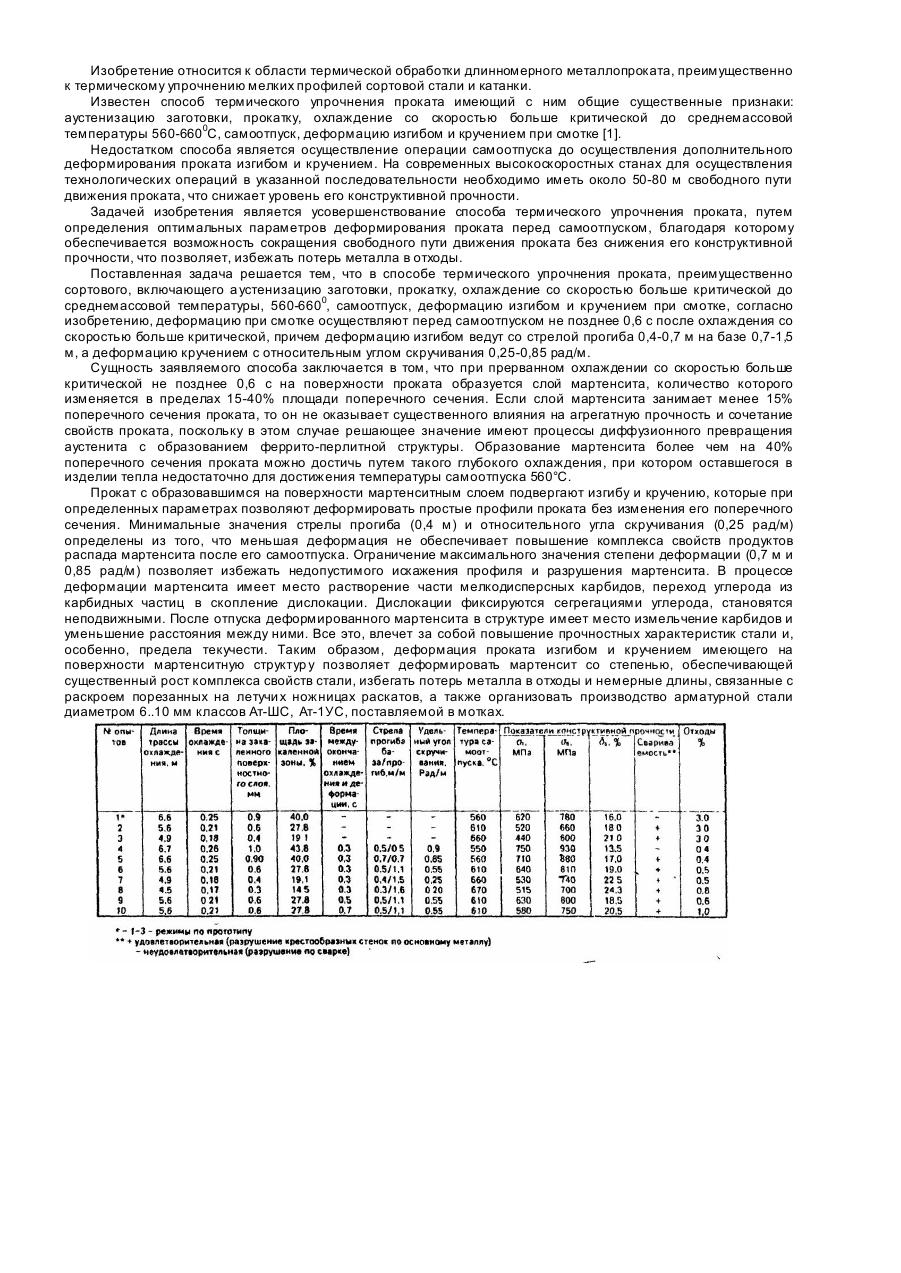
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба...
Спосіб зміцнення металевих виробів
Номер патенту: 1649
Опубліковано: 25.10.1994
Автори: Шкляр Віктор Соломонович, Солодкін Михайло Бєніамінович
МПК: C23C 14/32
Мітки: спосіб, виробів, зміцнення, металевих
Формула / Реферат:
Способ упрочнения металлических изделий, включающий разогрев изделия в вакууме и ионно-плазменное нанесение одного или нескольких слоев из металлов IV—VI групп Периодической системы элементов или на основе их нитридов, отличающийся тем, что, с целью повышения срока службы изделий, перед нанесением одного или нескольких слоев металлов IV—VI групп Периодической системы элементов, или их нитридов, наносят слой металла, радиус иона которого...
Попередній патент: Хвильова передача
Наступний патент: Спосіб пресування металевих оболонок
Випадковий патент: Покришка пневматичної шини