Спосіб термічного зміцнення прокату
Номер патенту: 2216
Опубліковано: 26.12.1994
Автори: Костирко Сергій Андрійович, Гунькін Ігор Олександрович, Худик Юрій Тарасович, Костюченко Михайло Іванович, Худик Валер'ян Тарасович, Нечепоренко Анатолій Петрович, Нечепоренко Володимир Андрійович, Приходько Євгенія Валер'янівна, Івченко Олександр Васильович, Рибалка Віктор Федорович
Завантажити PDF файл.
Формула / Реферат
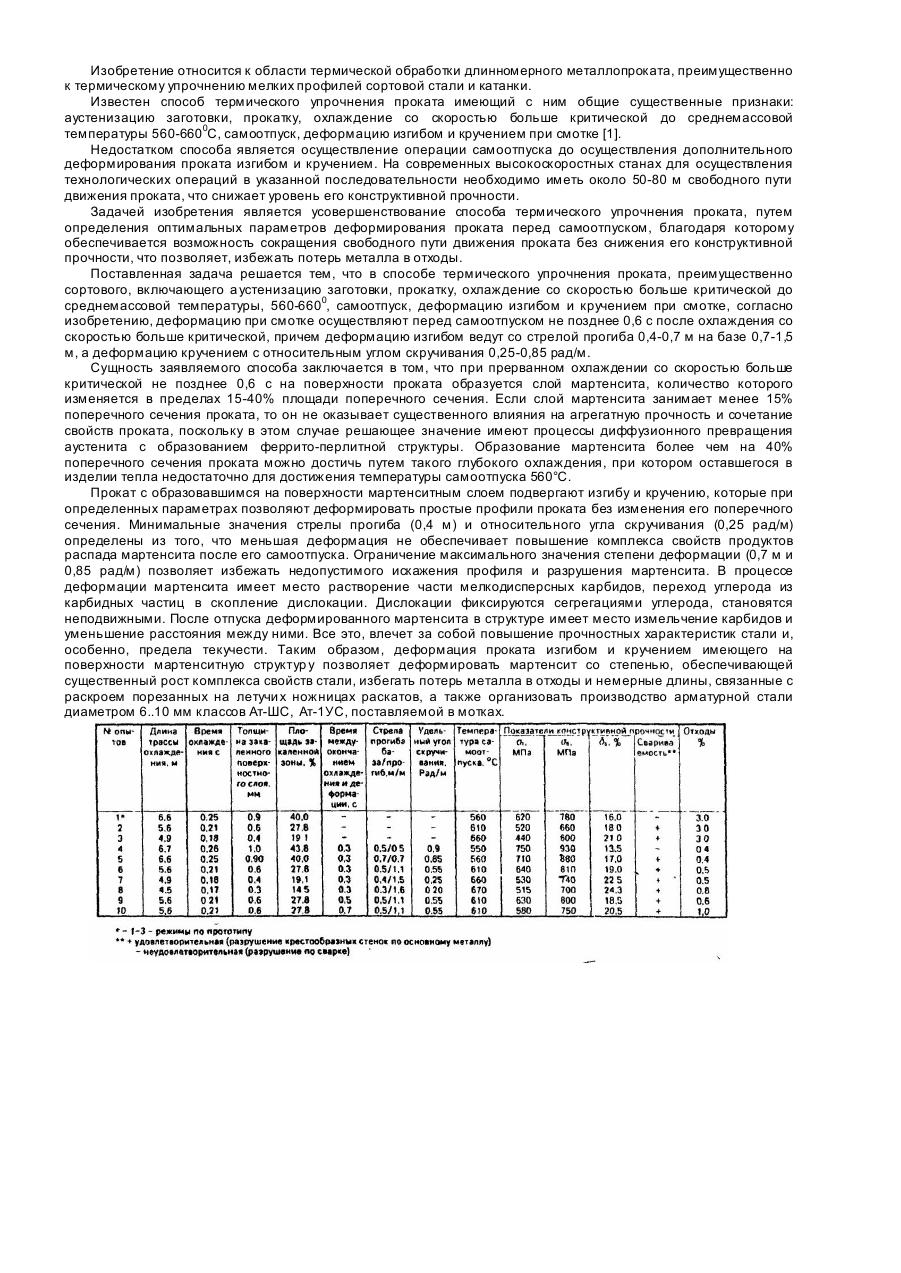
Способ термического упрочнения проката, преимущественно сортового, включающий аустенизацмю заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке, отличающийся тем, что деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба 0,4-0,7 м на базе 0,7-1,5 м, а деформацию кручением с относительным углом скручивания 0,25-0.85 рад/м.
Текст
Изобретение относится к области термической обработки длинномерного металлопроката, преимущественно к термическому упрочнению мелких профилей сортовой стали и катанки. Известен способ термического упрочнения проката имеющий с ним общие существенные признаки: аустенизацию заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры 560-6600С, самоотпуск, деформацию изгибом и кручением при смотке [1]. Недостатком способа является осуществление операции самоотпуска до осуществления дополнительного деформирования проката изгибом и кручением. На современных высокоскоростных станах для осуществления технологических операций в указанной последовательности необходимо иметь около 50-80 м свободного пути движения проката, что снижает уровень его конструктивной прочности. Задачей изобретения является усовершенствование способа термического упрочнения проката, путем определения оптимальных параметров деформирования проката перед самоотпуском, благодаря которому обеспечивается возможность сокращения свободного пути движения проката без снижения его конструктивной прочности, что позволяет, избежать потерь металла в отходы. Поставленная задача решается тем, что в способе термического упрочнения проката, преимущественно сортового, включающего а устенизацию заготовки, прокатку, охлаждение со скоростью больше критической до среднемассовой температуры, 560-6600, самоотпуск, деформацию изгибом и кручением при смотке, согласно изобретению, деформацию при смотке осуществляют перед самоотпуском не позднее 0,6 с после охлаждения со скоростью больше критической, причем деформацию изгибом ведут со стрелой прогиба 0,4-0,7 м на базе 0,7-1,5 м, а деформацию кручением с относительным углом скручивания 0,25-0,85 рад/м. Сущность заявляемого способа заключается в том, что при прерванном охлаждении со скоростью больше критической не позднее 0,6 с на поверхности проката образуется слой мартенсита, количество которого изменяется в пределах 15-40% площади поперечного сечения. Если слой мартенсита занимает менее 15% поперечного сечения проката, то он не оказывает существенного влияния на агрегатную прочность и сочетание свойств проката, поскольку в этом случае решающее значение имеют процессы диффузионного превращения аустенита с образованием феррито-перлитной структуры. Образование мартенсита более чем на 40% поперечного сечения проката можно достичь путем такого глубокого охлаждения, при котором оставшегося в изделии тепла недостаточно для достижения температуры самоотпуска 560°С. Прокат с образовавшимся на поверхности мартенситным слоем подвергают изгибу и кручению, которые при определенных параметрах позволяют деформировать простые профили проката без изменения его поперечного сечения. Минимальные значения стрелы прогиба (0,4 м) и относительного угла скручивания (0,25 рад/м) определены из того, что меньшая деформация не обеспечивает повышение комплекса свойств продуктов распада мартенсита после его самоотпуска. Ограничение максимального значения степени деформации (0,7 м и 0,85 рад/м) позволяет избежать недопустимого искажения профиля и разрушения мартенсита. В процессе деформации мартенсита имеет место растворение части мелкодисперсных карбидов, переход углерода из карбидных частиц в скопление дислокации. Дислокации фиксируются сегрегациями углерода, становятся неподвижными. После отпуска деформированного мартенсита в структуре имеет место измельчение карбидов и уменьшение расстояния между ними. Все это, влечет за собой повышение прочностных характеристик стали и, особенно, предела текучести. Таким образом, деформация проката изгибом и кручением имеющего на поверхности мартенситную структур у позволяет деформировать мартенсит со степенью, обеспечивающей существенный рост комплекса свойств стали, избегать потерь металла в отходы и немерные длины, связанные с раскроем порезанных на летучи х ножницах раскатов, а также организовать производство арматурной стали диаметром 6..10 мм классов Ат-ШС, Ат-1УС, поставляемой в мотках.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for thermal strengthening of rolled metal
Автори англійськоюKhudik Yurii Tarasovych, Ivchenko Oleksandr Vasyliovych, Khudyk Valerian Tarasovych, Kostiuchenko Mykhailo Ivanovych, Necheporenko Volodymyr Andriiovych, Hunkyn Ihor Oleksandrovych, Kostyrko Serhii Andriiovych, Prykhodko Yevheniia Valeriianivna, Necheporenko Anatolii Petrovych, Rybalka Viktor Fedorovych
Назва патенту російськоюСпособ термического укрепления проката
Автори російськоюХудик Юрий Тарасович, Ивченко Александр Васильевич, Худык Валерьян Тарасович, Костюченко Михаил Иванович, Нечепоренко Владимир Андреевич, Гунькин Игорь Александрович, Костырко Сергей Андреевич, Приходько Евгения Валерьяновна, Нечепоренко Анатолий Петрович, Рыбак Виктор Федорович
МПК / Мітки
Мітки: зміцнення, термічного, спосіб, прокату
Код посилання
<a href="https://ua.patents.su/1-2216-sposib-termichnogo-zmicnennya-prokatu.html" target="_blank" rel="follow" title="База патентів України">Спосіб термічного зміцнення прокату</a>
Спосіб охолодження рухомого сталевого прокату
Номер патенту: 1472
Опубліковано: 25.07.1994
Автори: Остапенко Арнольд Леонтієвич, Шевцов Володимир Костянтинович, Зінченко Іван Миколайович, Годецький Юрій Миколайович, Філатов Павло Володимирович, Романов Олександр Олександрович, Ягупов Ігор Владиславович, Следнів Володимир Петрович, Бодня Моісей Ізраілевич, Шапіро Ілля Аронович, Авраменко Олександр Володимирович, Могілевцев Петро Леонідович, Неустроів Олександр Леонідович
МПК: C21D 1/02, B21B 45/02
Мітки: охолодження, спосіб, рухомого, прокату, сталевого
Формула / Реферат:
Способ охлаждения движущегося стального проката, включающий подачу водовоздушных струй на поверхность проката через систему коллекторов с соплами, объединенными в группы, размещенных симметрично над рольгангом параллельно направлению движения проката, отличающийся тем, что подают дополнительно на охлаждаемую поверхность проката через дополнительные сопла струи воды в область пересечения водовоздушных струй от соседних коллекторов, при...
Спосіб вироблення листового прокату
Номер патенту: 429
Опубліковано: 30.04.1993
Автори: Мочонов Валерій Георгійович, Тарасов Віктор Іванович, Міллєр Віктор Вікторович, Паталаха Анатолій Кузьмич, Локтіонов Петро Якович, Антипенко Валентин Григорович, Крицький Володимир Леонідович
МПК: B21B 1/38
Мітки: прокату, вироблення, листового, спосіб
Формула / Реферат:
Способ производства листового проката, включающий нагрев сляба, прокатку на листовом стане, обрезку боковых кромок раската, обрезку передней и задней частей раската, отбор проб для механических испытаний и порезку на мерные длины, отличающийся тем, что обрезку передней части раската осуществляют в пределах 1,5-2 % массы раската, а отбор проб осуществляют от передней непрямоугольной части раската.
Спосіб реєстрації температури поверхні прокату та пристрій для його здійснення
Номер патенту: 939
Опубліковано: 15.12.1993
Автори: Бельский Олег Іванович, Брежнєв Леонід Іванович
Мітки: прокату, пристрій, поверхні, температури, здійснення, реєстрації, спосіб
Формула / Реферат:
1. Способ регистрации температуры поверхности проката, заключающийся в измерении и запоминании максимального значения прерываемого сигнала температуры излучения и регистрации температуры, отличающийся тем, что, с целью улучшения качества контроля нагрева металла для станов, работающих с одного подогрева в едином потоке металла с блюмингом, осуществляют идентификацию сигнала температуры поверхности конца прокатки посредством контроля...
Упор для зупинки прокату на рольгангу
Номер патенту: 1707
Опубліковано: 25.10.1994
Автори: Артемов Валерій Іванович, Бєлєнков Віктор Юхимович, Большукін Василь Юхимович
МПК: B21B 39/14
Мітки: зупинки, прокату, рольгангу, упор
Формула / Реферат:
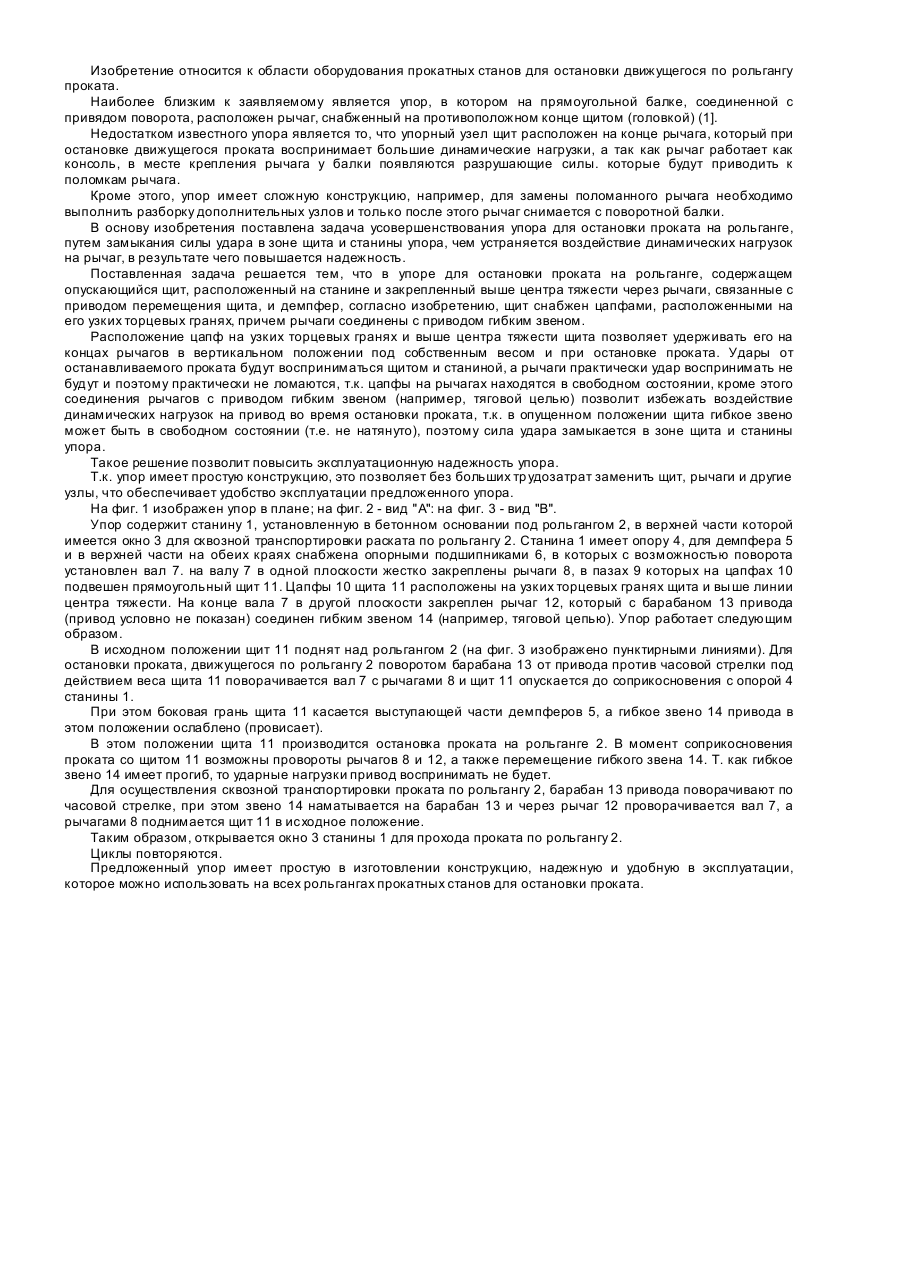
Упордля остановки проката на рольганге, содержащий опускающийся щит, расположенный на станине и закрепленный выше центра тяжести через рычаги, связанные с приводом перемещения щита, и демпфер, отличающийся тем, что щит снабжен" цапфами, расположенными на его узких торцевых гранях, причём рычаги соединены с приводом гибким звеном.
Установка для термічного некаталітичного крекінгу вуглеводню при відсутності водню
Номер патенту: 529
Опубліковано: 30.04.1993
Автори: Вознюк Володимир Іванович, Смикова Светлана Анатоліївна, Кадигроб Леонід Олександрович, Дмітрієв Валерій Максимович
МПК: C10G 9/16
Мітки: вуглеводню, водню, відсутності, установка, крекінгу, термічного, некаталітичного
Формула / Реферат:
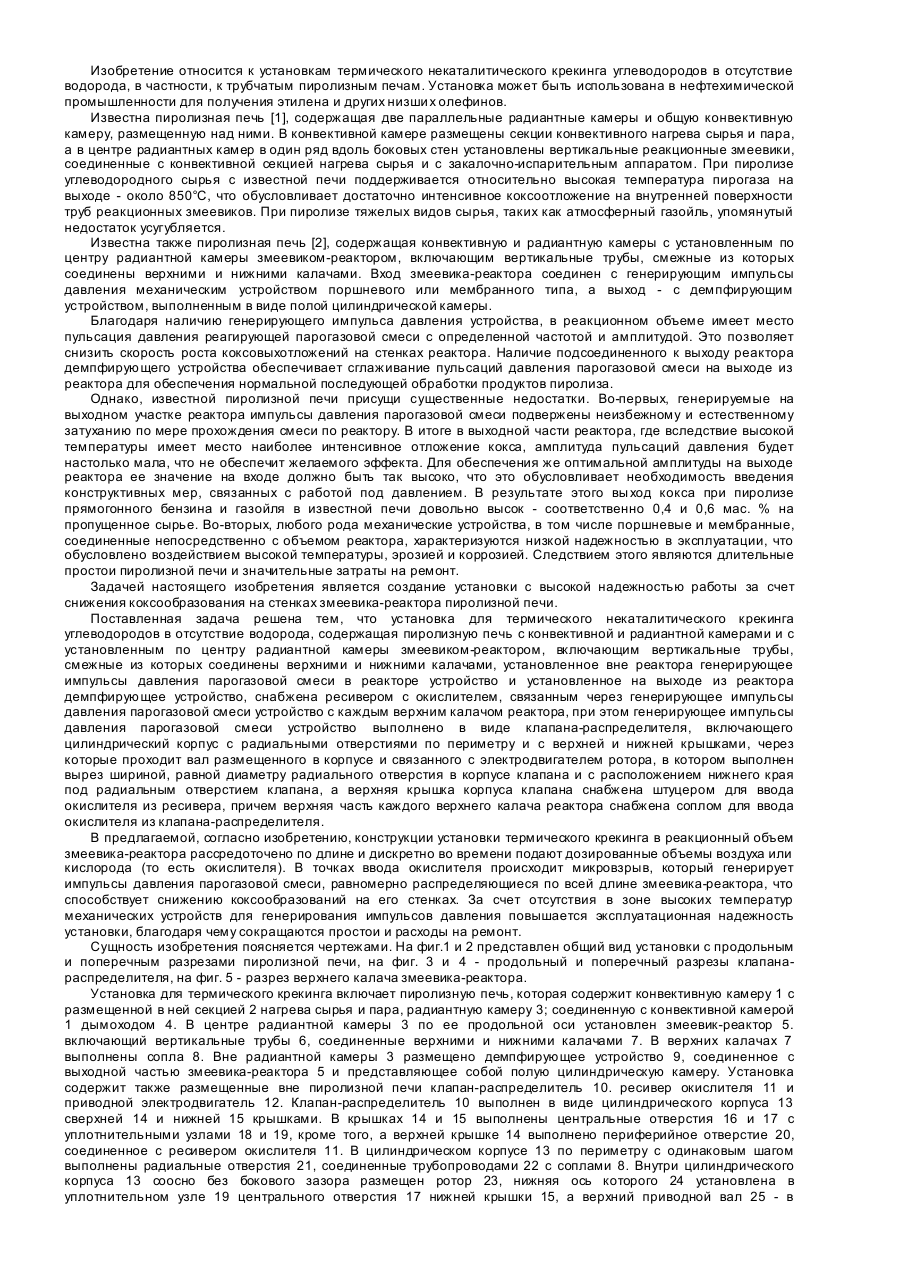
Установка для термического некаталитического крекинга углеводородов в отсутствие водорода, содержащая пиролизную печь с конвективной и радиантной камерами и с установленным по центру радиантной камеры змеевиком-реактором, включающим вертикальные трубы, смежные из которых соединены верхними и нижними калачами, установленное вне реактора генерирующее импульсы давления парогазовой смеси в реакторе устройство и установленное на выходе из реактора...
Попередній патент: Безалкогольний напій литовченко “барви кола”
Наступний патент: Спосіб одержання пігментного концентрату
Випадковий патент: Спосіб виготовлення разових моделей