Спосіб лиття прокатних валків з чавуну з вермикулярним графітом
Номер патенту: 111223
Опубліковано: 11.04.2016
Автори: Колотило Євген Вікторович, Хитько Олександр Юрійович, Іванова Людмила Харитонівна, Гілуч Микита Андрійович, Муха Денис Владиславович, Шапран Людмила Олександрівна, Хричиков Валерій Євгенович

Формула / Реферат
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне модифікування чавуну та вторинне модифікування шляхом введення на струмені феросиліцію при його витраті 0,2-0,4 мас. %, який відрізняється тим, що первинне модифікування здійснюється механічною сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану у співвідношенні 10:1 у розливальному ковші при витраті суміші у кількості 0,55-0,77 % від маси металу.
Текст
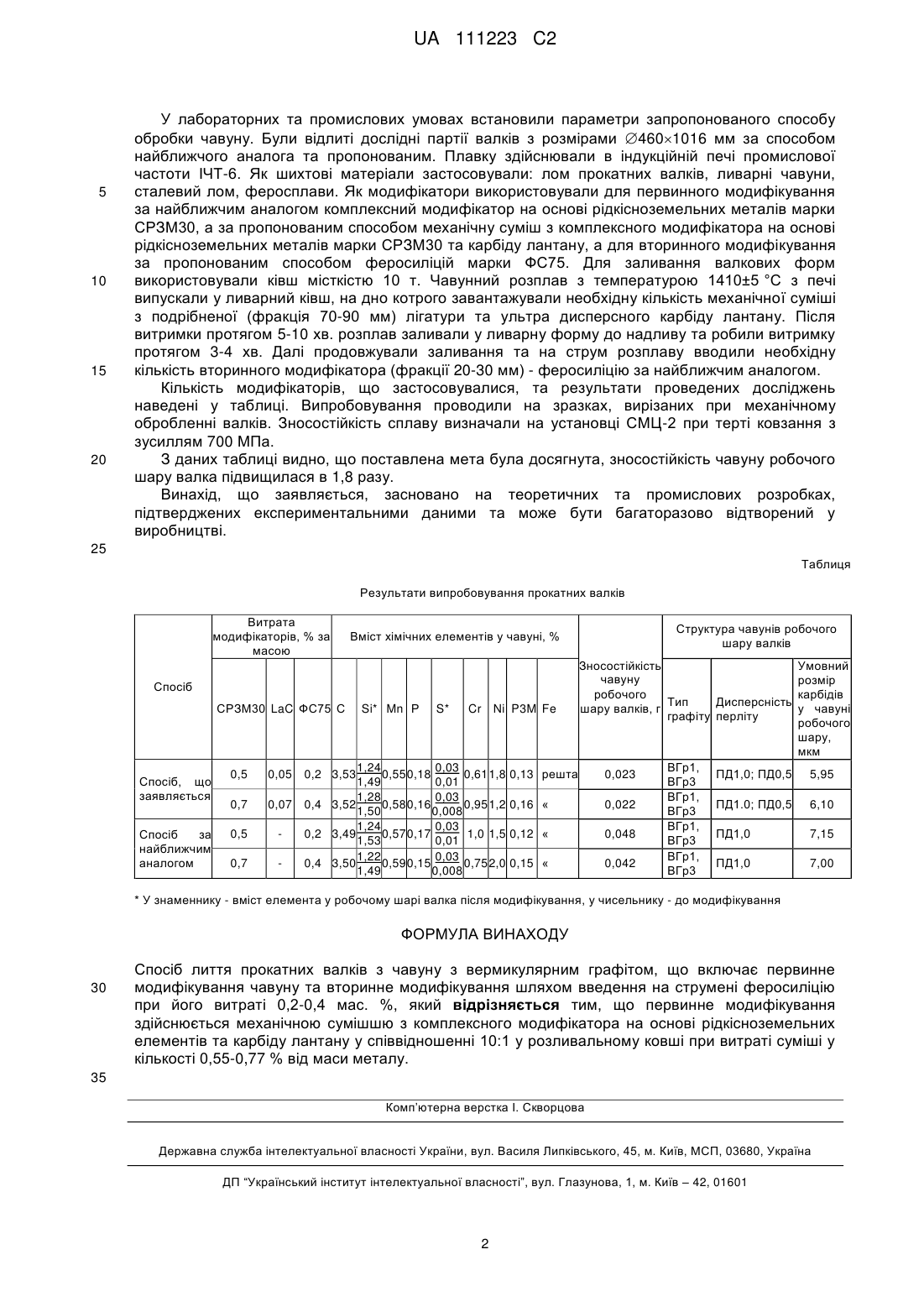
Реферат: Винахід належить до чорної металургії. Спосіб лиття прокатних валків з чавуну з вермикулярним графітом включає первинне модифікування чавуну механічною сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану у співвідношенні 10:1 у розливальному ковші при витраті суміші у кількості 0,55-0,77 % від маси металу, та вторинне модифікування шляхом введення на струмені феросиліцію при його витраті 0,2-0,4 мас. %. Винахід підвищує рівень зносостійкості прокатних валків в 1,8 разу. UA 111223 C2 (12) UA 111223 C2 UA 111223 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до чорної металургії, зокрема до розробки способів виготовлення литих валків високої якості. Відомий спосіб лиття прокатних валків (А.с. СРСР № 692680, МПК B22D 25/00, опубл. 1979 р.), за яким модифікування чавунного розплаву здійснюють магнієм або лігатурами, що містять магній, в ливарному ковші та додатково передбачають введення на струм графітизуючих модифікаторів, що також містять магній. Недоліком цього способу є наявність у робочому шарі таких валків великої кількості магнієвих неметалевих включень, що зменшує зносостійкість матеріалу валків. Найбільш близьким аналогом за технічною сутністю та результатом, що досягається, до пропонованого способу є спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, за якого первинне модифікування здійснюють у розливальному ковші комплексним модифікатором на основі рідкісноземельних елементів, а вторинне передбачає введення на струмені феросиліцію (Пат. України № 93800, МПК(2011.01) B22D 25/00, опубл. 2011 р.). Недоліком цього способу є недостатньо високі зносостійкість та міцнісні властивості валкового матеріалу. В основу винаходу поставлена задача підвищити зносостійкість чавунів робочого шару валків. Технічний результат полягає в тому, що за пропонованим способом первинне модифікування сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану сприяє підвищенню зносостійкості чавуну робочого шару прокатного валка за рахунок зменшення умовного розміру карбідної складової у його структурі. Зазначена задача вирішується розробкою способу лиття прокатних валків, що включає первинне модифікування та вторинне модифікування чавуну шляхом введення на струмені феросиліцію при його витраті 0,2-0,4 мас. %, за якого первинне модифікування здійснюється механічною сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану у співвідношенні 10:1 у розливальному ковші при витраті суміші у кількості 0,550,77 % від маси металу. При встановленні необхідних кількісних параметрів способу виходили з такого. Технологію первинного модифікування здійснювали механічною сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану у співвідношенні 10:1 у розливальному ковші при витраті суміші у кількості 0,55-0,77 % від маси металу. Збільшення або зменшення витрати комплексного модифікатора не призводило до необхідної дисперсності карбідної складової у його структурі і тому зменшувало зносостійкість матеріалу валка. Вторинне модифікування валкового чавуну здійснювали за способом, що викладений у патенті України № 93800, тобто вторинне модифікування здійснювали на струмені чавуну при заливанні валкової форми з чавуном за найближчим аналогом феросиліцієм застосовуючи присадку 0,2-0,4 мас. %. Використання інших методів вторинного модифікування разом з вищевказаними первинним модифікуванням до підвищення зносостійкості не призводять. Серією лабораторних досліджень встановлено, що для одержання необхідного високого рівня зносостійкості робочого шару прокатного валка необхідно додати у сплав, мас. %: суміші з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану 0,550,77 мас. %. Усі інші співвідношення у суміші з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану не дозволяють вирішити задачу, що поставлена у винаході. Для забезпечення введення у розплав мінімальних рекомендованих кількостей РЗМ та карбіду лантану необхідно ввести індивідуально 0,5 % комплексного модифікатора на основі рідкісноземельних елементів та 0,05 % карбіду лантану. Виходячи з цього для досягнення поставленої мети кількості комплексного модифікатора на основі рідкісноземельних елементів і карбіду лантану у механічній суміші повинні знаходитися у співвідношенні 10:1. Цим вимогам відповідають складові суміші, що містять, мас. %: 1) комплексний модифікатор на основі рідкісноземельних елементів марки СРЗМ30; 2) карбід лантану: лантан 90, решта вуглець. Оскільки запропоноване технічне рішення є позапічним обробленням, то величина присадки повинна бути мінімальною, а відповідно мінімальна витрата суміші складе 0,55 %, і відповідно максимальна - 0,77 %. Підвищення або зменшення частки комплексного модифікатора на основі рідкісноземельних елементів або карбіду лантану у суміші не дозволить одержати необхідні концентрації РЗМ та карбіду лантану, і тому призведе до недосягнення поставленої мети. Спосіб здійснюється наступним чином. 1 UA 111223 C2 5 10 15 20 У лабораторних та промислових умовах встановили параметри запропонованого способу обробки чавуну. Були відлиті дослідні партії валків з розмірами 4601016 мм за способом найближчого аналога та пропонованим. Плавку здійснювали в індукційній печі промислової частоти ІЧТ-6. Як шихтові матеріали застосовували: лом прокатних валків, ливарні чавуни, сталевий лом, феросплави. Як модифікатори використовували для первинного модифікування за найближчим аналогом комплексний модифікатор на основі рідкісноземельних металів марки СРЗМ30, а за пропонованим способом механічну суміш з комплексного модифікатора на основі рідкісноземельних металів марки СРЗМ30 та карбіду лантану, а для вторинного модифікування за пропонованим способом феросиліцій марки ФС75. Для заливання валкових форм використовували ківш місткістю 10 т. Чавунний розплав з температурою 1410±5 °C з печі випускали у ливарний ківш, на дно котрого завантажували необхідну кількість механічної суміші з подрібненої (фракція 70-90 мм) лігатури та ультра дисперсного карбіду лантану. Після витримки протягом 5-10 хв. розплав заливали у ливарну форму до надливу та робили витримку протягом 3-4 хв. Далі продовжували заливання та на струм розплаву вводили необхідну кількість вторинного модифікатора (фракції 20-30 мм) - феросиліцію за найближчим аналогом. Кількість модифікаторів, що застосовувалися, та результати проведених досліджень наведені у таблиці. Випробовування проводили на зразках, вирізаних при механічному обробленні валків. Зносостійкість сплаву визначали на установці СМЦ-2 при терті ковзання з зусиллям 700 МПа. З даних таблиці видно, що поставлена мета була досягнута, зносостійкість чавуну робочого шару валка підвищилася в 1,8 разу. Винахід, що заявляється, засновано на теоретичних та промислових розробках, підтверджених експериментальними даними та може бути багаторазово відтворений у виробництві. 25 Таблиця Результати випробовування прокатних валків Витрата модифікаторів, % за масою Вміст хімічних елементів у чавуні, % Спосіб СРЗМ30 LaC ФС75 С Спосіб, що заявляється 0,5 Спосіб за найближчим аналогом 0,5 0,7 0,7 Si* Mn Р S* Cr Ni P3M 1,24 0,03 0,55 0,18 0,61 1,8 0,13 1,49 0,01 1,28 0,03 0,07 0,4 3,52 0,58 0,16 0,95 1,2 0,16 1,50 0,008 1,24 0,03 0,2 3,49 0,57 0,17 1,0 1,5 0,12 1,53 0,01 1,22 0,03 0,4 3,50 0,59 0,15 0,75 2,0 0,15 1,49 0,008 0,05 0,2 3,53 Структура чавунів робочого шару валків Зносостійкість Умовний чавуну розмір робочого карбідів Тип Дисперсність шару валків, г Fe у чавуні графіту перліту робочого шару, мкм ВГр1, решта 0,023 ПД1,0; ПД0,5 5,95 ВГр3 ВГр1, « 0,022 ПД1.0; ПД0,5 6,10 ВГр3 ВГр1, « 0,048 ПД1,0 7,15 ВГр3 ВГр1, « 0,042 ПД1,0 7,00 ВГр3 * У знаменнику - вміст елемента у робочому шарі валка після модифікування, у чисельнику - до модифікування ФОРМУЛА ВИНАХОДУ 30 Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне модифікування чавуну та вторинне модифікування шляхом введення на струмені феросиліцію при його витраті 0,2-0,4 мас. %, який відрізняється тим, що первинне модифікування здійснюється механічною сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та карбіду лантану у співвідношенні 10:1 у розливальному ковші при витраті суміші у кількості 0,55-0,77 % від маси металу. 35 Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for casting mill rolls of iron with flake graphite
Автори англійськоюIvanova Liudmyla Kharytonivna, Kolotylo Yevhen Viktorovych, Khrychykov Valerii Yevhenovych, Khytko Oleksandr Yuriiovych, Shapran Liudmyla Oleksandrivna, Mukha Denys Vladyslavovych, Hiluch Mykyta Andriiovych
Назва патенту російськоюСпособ литья прокатных валков из чугуна с вермикулярным графитом
Автори російськоюИванова Людмила Харитоновна, Колотило Евгений Викторович, Хрычиков Валерий Евгеньевич, Хитько Александр Юрьевич, Шапран Людмила Александровна, Муха Денис Владиславович, Гилуч Никита Андреевич
МПК / Мітки
МПК: B22D 27/20, B22D 19/16, B22D 13/02, B22D 1/00, B22D 25/06, C22C 33/08
Мітки: прокатних, графітом, вермикулярним, спосіб, валків, чавуну, лиття
Код посилання
<a href="https://ua.patents.su/4-111223-sposib-littya-prokatnikh-valkiv-z-chavunu-z-vermikulyarnim-grafitom.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття прокатних валків з чавуну з вермикулярним графітом</a>
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом
Номер патенту: 104672
Опубліковано: 25.02.2014
Автори: Муха Денис Владиславович, Колотило Євген Вікторович, Маймур Яна Семеновна, Бура Юлія Миколаївна, Калашнікова Аліна Юріївна, Іванова Людмила Харитонівна, Хричиков Валерій Євгенович
МПК: B21B 27/00, B22D 1/00, B22D 25/00, B22D 27/20, C22C 33/08, C22C 33/06, B22D 19/16
Мітки: лиття, спосіб, графітом, валків, прокатних, чавуну, вермикулярним
Формула / Реферат:
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, який відрізняється тим, що вторинне модифікування проводять на струмені чавуну при заливанні валкової форми з чавуном сумішшю з феросиліцію та ферогафнію у співвідношенні 9:1 при витраті суміші 0,9-1,5 % від маси розплаву.
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом
Номер патенту: 93800
Опубліковано: 10.03.2011
Автори: Колотило Євген Вікторович, Хричиков Валерій Євгенович, Івонін Ілля Валерійович, Хазанов Андрій Володимирович, Шляпін Іван Володимирович, Іванова Людмила Харитонівна
МПК: C21C 1/00, B22D 25/00, B22D 27/20
Мітки: валків, чавуну, лиття, спосіб, графітом, прокатних, вермикулярним
Формула / Реферат:
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, який відрізняється тим, що первинне модифікування чавуну здійснюють у розливальному ковші комплексним модифікатором на основі рідкісноземельних елементів у кількості 0,5-0,7 мас. %, а вторинне модифікування проводять на струмені чавуну при заливанні валкової форми з чавуном феросиліцієм при його витраті 0,2-0,4 мас. %.
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Кондратенко Віктор Іванович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Гольдштейн Леонід Борисович, Дяченко Юрій Васильович, Сирота Дмитро Олександрович, Жижкіна Наталія Олександрівна
МПК: B22D 13/02
Мітки: високолегованого, чавуну, прокатних, двошарових, спосіб, лиття, валків, робочим, шаром, відцентрового
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб лиття двошарових чавунних прокатних валків
Номер патенту: 36314
Опубліковано: 15.07.2003
Автори: Сирота Дмитро Олександрович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Кондратенко Віктор Іванович, Дяченко Юрій Васильович, Гольдштейн Леонід Борисович, Ревякін Олександр Миколайович
МПК: B22D 19/16, B22D 27/20
Мітки: чавунних, валків, спосіб, прокатних, лиття, двошарових
Формула / Реферат:
Спосіб лиття двошарових чавунних прокатних валків, що включає заливання у форму металу робочого прошарку валка, модифікованого телуром, витримку для кристалізації робочого прошарку, наступне заливання у форму металу серцевини, який відрізняється тим, що заливання ведуть у кокіль із піщаним покриттям на робочій поверхні, а витрату телуру визначають за таким співвідношенням:Te = F · Rt · K,де Те - витрата телуру, г на тонну...
Спосіб термічної обробки високоміцного чавуну з вермикулярним графітом
Номер патенту: 26073
Опубліковано: 10.09.2007
Автори: Костіна Людмила Леонідівна, Мощенок Василь Іванович
МПК: C21D 5/00
Мітки: високоміцного, термічної, спосіб, графітом, вермикулярним, обробки, чавуну
Формула / Реферат:
Спосіб термічної обробки високоміцного чавуну з вермикулярним графітом, який включає нагрівання до температури вище критичної АС1к +15-30 °С, витримку 0,5-1,0 годину та охолодження, який відрізняється тим, що проводять двократне нагрівання до температури АС1к +15-30 °С, кожний раз витримують 0,5 години та підстуджують до температури АС1п +15-30 °С разом з піччю та остаточно охолоджують на повітрі.
Попередній патент: Тернезит як добавка до портландцементу
Наступний патент: Спосіб трансформації гібридного транспортного засобу для землі і повітря та сам гібридний транспортний засіб
Випадковий патент: Диференціюючий пристрій