Спосіб лиття прокатних валків
Номер патенту: 113331
Опубліковано: 10.01.2017
Автори: Іванова Людмила Харитонівна, Міняйло Олена Валеріївна, Білий Олександр Петрович, Осипенко Ірина Олександрівна, Хричиков Валерій Євгенович

Формула / Реферат
Спосіб лиття прокатних валків, що включає заливання чавуну в комбіновану кокільно-піщану форму та охолодження виливка у формі, який відрізняється тим, що після охолодження робочого шару бочки валка нижче температури евтектоїдного фазового перетворення на 10-200 °C, зовнішню поверхню ливарної форми теплоізолюють від навколишнього середовища.
Текст
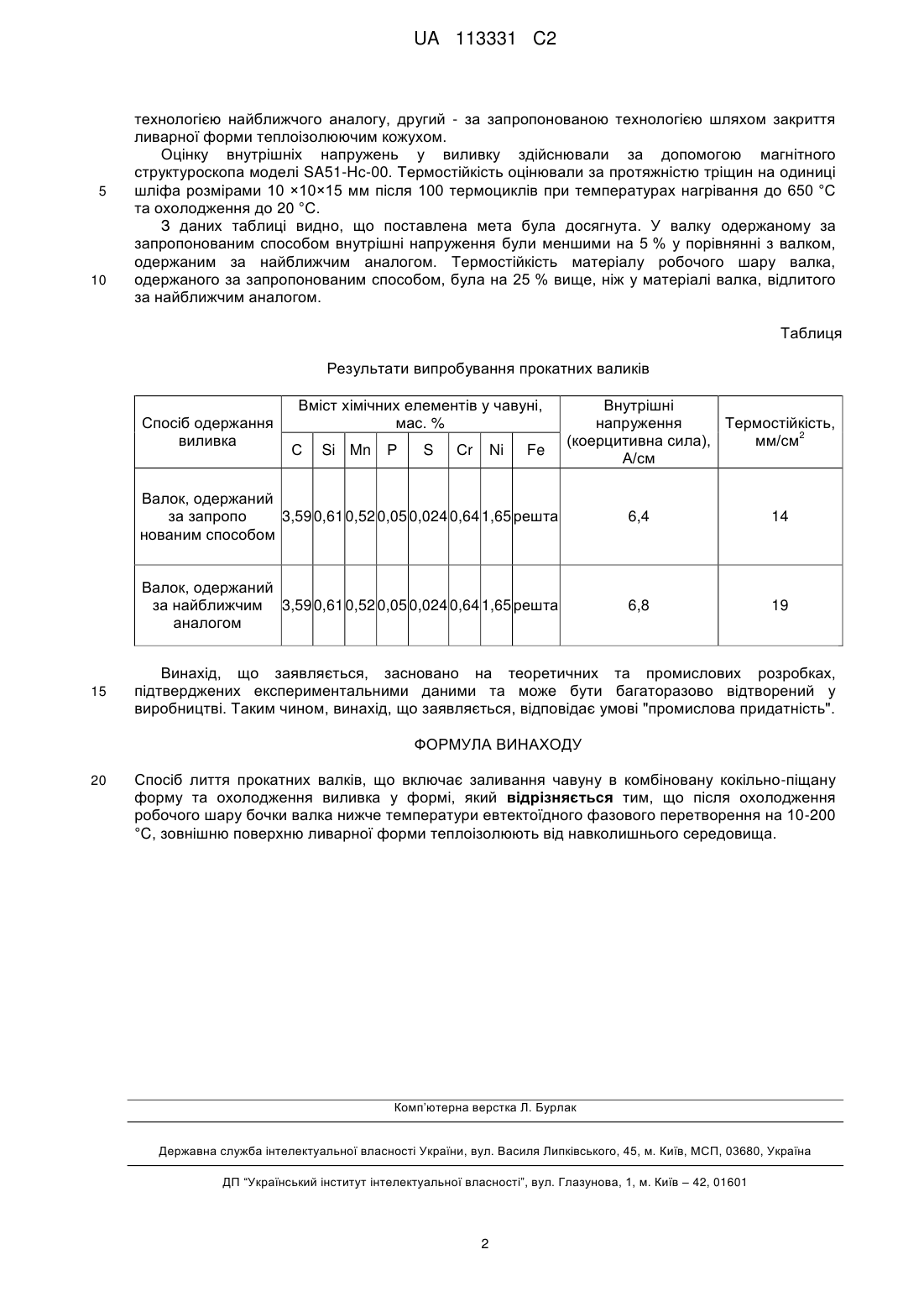
Реферат: Винахід належить до чорної металургії. Спосіб лиття прокатних валків включає заливання чавуну в комбіновану кокільно-піщану форму та після охолодження робочого шару бочки валка нижче температури евтектоїдного фазового перетворення на 10-200 °С зовнішню поверхню ливарної форми теплоізолюють від навколишнього середовища. Винахід зменшує внутрішні напруження та підвищує термостійкість робочого шару прокатного валка. UA 113331 C2 (12) UA 113331 C2 UA 113331 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до чорної металургії, зокрема до розробки способів виготовлення литих валків високої якості. Відомий спосіб одержання виливків (А.с. СРСР № 428008, С 21D 1/74, опубл. 1970 р.), за яким виливок після охолодження видаляється з форми і передається на термообробку для зняття внутрішніх напружень. Термообробка проводиться шляхом нагрівання і витримки в спеціальних печах або пристроях з охолодженням за заданим режимом. Проведення термообробки виливків як самостійної операції після видалення виливки з форми подовжує технологічний цикл, збільшує трудомісткість виготовлення виливків, сприяє окисленню і зневуглецювання їх робочого шару. Крім того, не досягається повного зняття залишкових напружень у виливку, а також недостатній рівень термостійкості його матеріалу. Найбільш близьким за технічною суттю та результатом, що досягається, до пропонованого способу є спосіб одержання виливків, що включає заливання чавуну в ливарну форму і охолодження виливка у формі, за якого з метою зменшення внутрішніх напружень у виливку в процесі його охолодження у формі утворюють розрідження 70-100 мм рт. ст. при охолодженні виливка в інтервалі температур 550-150 °C (А.с. СРСР № 531646, В22D 27/00, опубл. 1976 p.). Недоліком цього способу є ускладнення технологічного процесу за рахунок утворення розрідження, недостатнє зняття залишкових напружень у виливку, а також недостатній рівень термостійкості матеріалу виливка. В основу винаходу поставлена задача зменшити внутрішні напруження та підвищити термостійкість робочого шару прокатного валка. Технічний результат досягається тим, що після охолодження робочого шару бочки валка нижче температури евтектоїдного фазового перетворення на 10-200 °C, зовнішню поверхню ливарної форми теплоізолюють від навколишнього середовища. Теплоізоляція зовнішньої поверхні ливарної форми від навколишнього середовища забезпечує зменшення перепаду температур між центром і поверхнею бочки валка. Це призводить до зменшення залишкових напружень та підвищення спеціальних властивостей робочого шару валків. Зазначена задача вирішується розробкою способу лиття прокатних валків, що включає заливання чавуну в комбіновану кокільно-піщану форму та охолодження виливка, який відрізняється тим, що після охолодження робочого шару бочки валка нижче температури евтектоїдного фазового перетворення на 10-200 °C, зовнішню поверхню ливарної форми теплоізолюють від навколишнього середовища. Температурний інтервал виконання операції теплоізоляції зовнішньої поверхні ливарної форми при температурі вищою, рівною чи на 5° меншою температури евтектоїдного перетворення у виливку обумовлює зменшення залишкових напружень на 40-50 % в порівнянні з виливком що не теплоізолюється. Одночасно встановлено зменшення твердості робочого шару бочки валка на 10 одиниць за Шором, що призводить до браку валка. Це пов'язано з тим, що затримка швидкості охолодження металу при цих температурах призводить до розкладання цементиту в робочому шарі валка, зменшенню його твердості і експлуатаційної стійкості на прокатному стані. Теплоізоляція зовнішньої поверхні ливарної форми від навколишнього середовища при температури у виливку нижче ніж 200 °C від температури евтектоїдного перетворення призводить к збільшенню інтервалу перепаду температур між центром та поверхнею бочки валка. Це не забезпечує зменшення залишкових напружень у виливках прокатних валків. Результати вимірів напружень виливка коерцитиметром (SA51-Hc-001) показали відсутність впливу теплоізоляції на залишкові напруження та твердість робочого шару бочки прокатного валка. Обумовлений інтервал 10-200 °C теплоізоляції зовнішньої поверхні ливарної форми від навколишнього середовища забезпечує зменшення перепаду температур між центром та поверхнею виливка на 50-150 °C. Значення залишкових напружень, що виміряні коерцитиметром зменшились на 15-30 % в порівнянні з виливком що не теплоізолюється. Запропонований спосіб реалізується наступним чином. У промислових умовах встановили параметри запропонованого способу лиття прокатних валків. Були відлиті дослідні партії валків з розмірами Ǿ460×1016 мм за найближчим аналогом та запропонованим. Плавку здійснювали в індукційній печі промислової частоти ІЧТ-6. Як шихтові матеріали застосовували: брухт прокатних валків, переробні та ливарні чавуни, сталевий лом, феросплави. Для заливання валкових форм використовували ківш місткістю 10 т. Чавунний розплав з температурою 1460+5 °C з печі випускали у ливарний ківш. Після витримки протягом 5-10 хв. розплав з температурою 1390±5 °C заливали через один литниковий стояк у ливарні форми, розміщенні на одному піддоні. Після заливки один валок охолоджувався за 1 UA 113331 C2 5 10 технологією найближчого аналогу, другий - за запропонованою технологією шляхом закриття ливарної форми теплоізолюючим кожухом. Оцінку внутрішніх напружень у виливку здійснювали за допомогою магнітного структуроскопа моделі SA51-Hc-00. Термостійкість оцінювали за протяжністю тріщин на одиниці шліфа розмірами 10 ×10×15 мм після 100 термоциклів при температурах нагрівання до 650 °C та охолодження до 20 °C. З даних таблиці видно, що поставлена мета була досягнута. У валку одержаному за запропонованим способом внутрішні напруження були меншими на 5 % у порівнянні з валком, одержаним за найближчим аналогом. Термостійкість матеріалу робочого шару валка, одержаного за запропонованим способом, була на 25 % вище, ніж у матеріалі валка, відлитого за найближчим аналогом. Таблиця Результати випробування прокатних валиків Спосіб одержання виливка Вміст хімічних елементів у чавуні, мас. % С Si Mn Р S Сr Ni Fe Внутрішні напруження Термостійкість, 2 (коерцитивна сила), мм/см А/см Валок, одержаний за запропо 3,59 0,61 0,52 0,05 0,024 0,64 1,65 решта нованим способом 14 Валок, одержаний за найближчим 3,59 0,61 0,52 0,05 0,024 0,64 1,65 решта аналогом 15 6,4 6,8 19 Винахід, що заявляється, засновано на теоретичних та промислових розробках, підтверджених експериментальними даними та може бути багаторазово відтворений у виробництві. Таким чином, винахід, що заявляється, відповідає умові "промислова придатність". ФОРМУЛА ВИНАХОДУ 20 Спосіб лиття прокатних валків, що включає заливання чавуну в комбіновану кокільно-піщану форму та охолодження виливка у формі, який відрізняється тим, що після охолодження робочого шару бочки валка нижче температури евтектоїдного фазового перетворення на 10-200 °C, зовнішню поверхню ливарної форми теплоізолюють від навколишнього середовища. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 27/20, B22D 15/00, B22D 27/04, B22D 25/00, C21D 9/38
Мітки: прокатних, спосіб, валків, лиття
Код посилання
<a href="https://ua.patents.su/4-113331-sposib-littya-prokatnikh-valkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб лиття прокатних валків</a>
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Кондратенко Віктор Іванович, Гольдштейн Леонід Борисович, Будаг'янц Микола Абрамович
МПК: B22D 13/02
Мітки: спосіб, двошарових, відцентрового, валків, прокатних, лиття
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом
Номер патенту: 111919
Опубліковано: 24.06.2016
Автори: Білий Олександр Петрович, Вітер Дмитро Олександрович, Муха Денис Владиславович, Колотило Євген Вікторович, Іванова Людмила Харитонівна, Хричиков Валерій Євгенович
МПК: C22C 33/08, B22D 13/02, B22D 27/20, B22D 25/06, B22D 1/00, B22D 19/16
Мітки: прокатних, лиття, валків, вермикулярним, спосіб, чавуну, графітом
Формула / Реферат:
Спосіб лиття прокатних валків з чавуну з вермикулярним графітом, що включає первинне та вторинне модифікування чавуну, який відрізняється тим, що первинне модифікування здійснюють механічною сумішшю з комплексного модифікатора на основі рідкісноземельних елементів та оксиду гадолінію у співвідношенні 12:1 у розливальному ковші при витраті суміші у кількості 0,54-0,76 % від маси металу, а вторинне модифікування здійснюють додаванням...
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуну
Номер патенту: 31164
Опубліковано: 17.12.2001
Автори: Кондратенко Віктор Іванович, Будаг'янц Микола Абрамович, Жижкіна Наталія Олександрівна, Балаклієць Ігор Альбінович, Сирота Дмитро Олександрович, Дяченко Юрій Васильович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: двошарових, високолегованого, відцентрового, прокатних, валків, робочим, чавуну, спосіб, шаром, лиття
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків з робочим шаром з високолегованого чавуни, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару, витримку для затвердіння робочого шару, заливання першої порції металу серцевини, витримку для затвердіння перехідної зони і заливання залишку металу серцевини, який відрізняється тим, що заливання металу робочого шару ведуть із витратою 1,1-1,3 обсягу...
Спосіб відцентрового лиття багатошарових прокатних валків і роликів
Номер патенту: 95580
Опубліковано: 10.08.2011
Автори: Гапон Ілля Олександрович, Коваль Микола Петрович, Авєрін Володимир Іванович, Завгородній Костянтин Олександрович, Бровко Андрій Олександрович, Жегур Олександр Анатолійович, Філіпов Валентин Семенович
МПК: B22D 19/16, B22D 13/00
Мітки: спосіб, багатошарових, роликів, відцентрового, валків, лиття, прокатних
Формула / Реферат:
Спосіб відцентрового лиття багатошарових прокатних валків та роликів, що включає нанесення на внутрішню поверхню виливниці теплоізолюючого покриття, заливку робочого шару з легованого чавуну у виливницю, яку обертають навколо горизонтальної осі, подачу флюсу на вільну поверхню робочого шару, зупинку виливниці і переведення її у вертикальне положення, заливку серцевини з чавуну з температурою Тл + 110-300 °С при досягненні температури вільної...
Спосіб охолодження прокатних валків
Номер патенту: 65142
Опубліковано: 25.11.2011
Автори: Капланов Василь Ілліч, Петренко Олексій Сергійович, Анісімов Генадій Володимирович
МПК: B21B 27/06
Мітки: спосіб, валків, прокатних, охолодження
Формула / Реферат:
Спосіб охолодження прокатних валків, що включає подачу охолоджувача роздільно на кожний з робочих валків, який відрізняється тим, що охолоджувач подають з боку входу металу у осередок деформації і з боку його виходу, причому на валок, що має велику колову швидкість або при верхньому тиску, охолоджувач подають з боку входу металу у осередок деформації, а на валок, що має меншу колову швидкість або при нижньому тиску - з боку виходу металу з...
Попередній патент: Екструдер-гранулятор
Наступний патент: Опалювальний пристрій
Випадковий патент: Універсальний тримач для з'єднання шліцьового і кульового елементів