Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом

Формула / Реферат
Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що складається з робочої частини, ізолятора та гнучкого струмопідводу, робоча частина якого виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою, при цьому електрод-інструмент сполучений з живильною системою, яка складається з струмопідводу і електролітопідводу, і встановлений між вштовхувальними роликами, який відрізняється тим, що насадка робочої частини виконана у вигляді обертальної головки та оснащена не менш ніж двома радіально розміщеними форсунками.
Текст
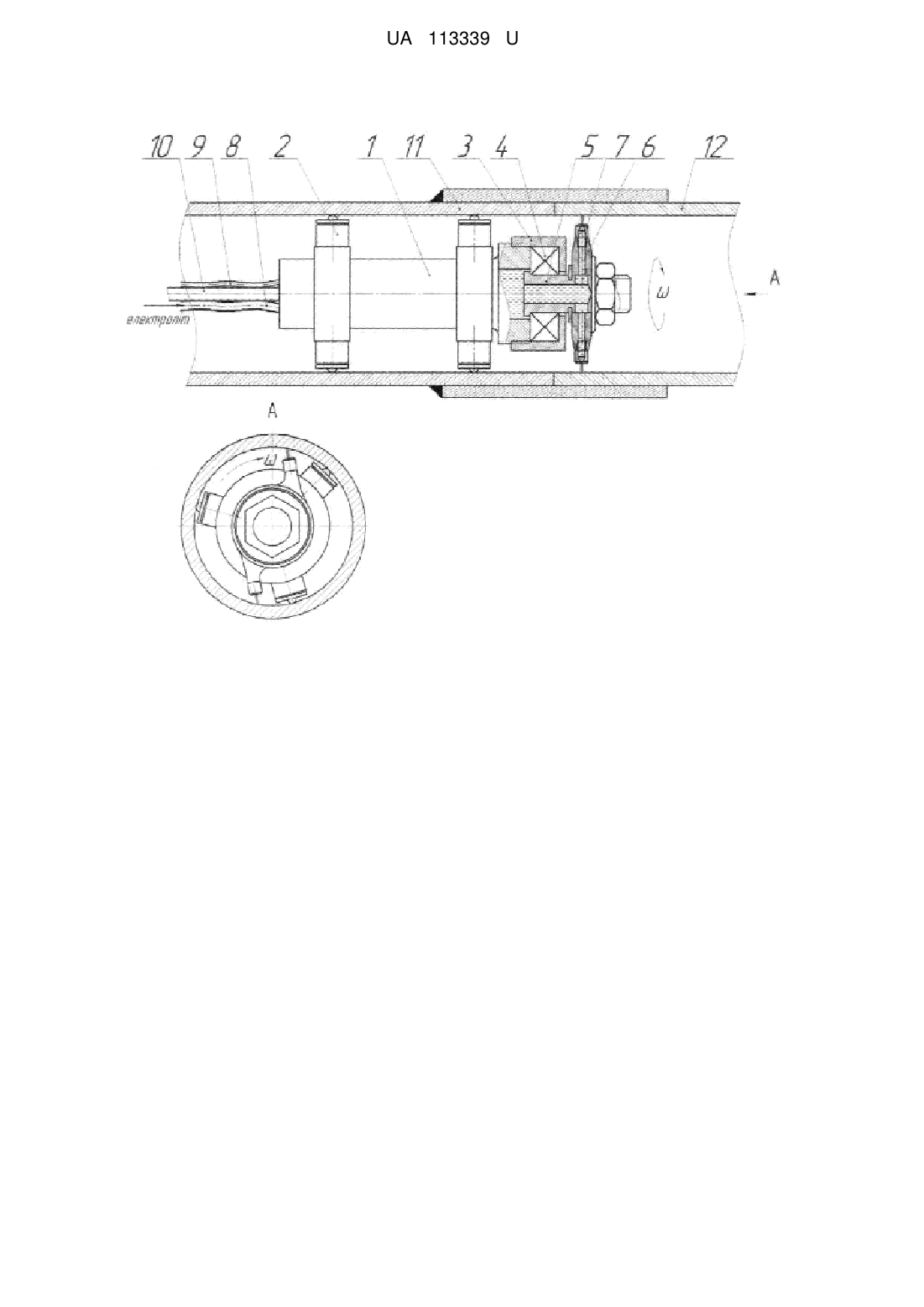
Реферат: Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом складається з робочої частини, ізолятора та гнучкого струмопідводу, робоча частина якого виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою. При цьому електрод-інструмент сполучений з живильною системою, яка складається з струмопідводу і електролітопідводу, і встановлений між вштовхувальними роликами. Насадка робочої частини виконана у вигляді обертальної головки та оснащена не менш ніж двома радіально розміщеними форсунками. UA 113339 U (54) ЕЛЕКТРОД-ІНСТРУМЕНТ ДЛЯ ОЧИЩЕННЯ І ПОЛІРУВАННЯ ВНУТРІШНЬОЇ ПОВЕРХНІ ТРУБ ПАРОПЛАЗМЕННИМ РОЗРЯДОМ UA 113339 U UA 113339 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування і призначена для очищення від технологічних забруднень, полірування внутрішньої поверхні труб і порожнистих довгомірних металевих виробів, модифікації їх поверхні та підготовки поверхні перед нанесенням покриттів пароплазменним розрядом. Відомий стрижневий електрод-інструмент, призначений для електрохімічної обробки різних пазів, каналів і уступів (Патент РФ 2385206, МПК 7 В23Н 7/22, опубл. 27.03.2010]. Він містить державку, що переходить в робочу частину електрода-інструменту, до якої прикріплена виконана з діелектричного матеріалу камера з центральним каналом для подачі робочої рідини, що має вихід у вигляді подовжнього бічного паза, перекрито із зазором за допомогою пружного елементу ущільнювача. Недоліком даного пристрою є неможливість обробляти внутрішню поверхню порожнистих довгомірних виробів, а також потрібне додаткове очищення поверхні виробу перед електрохімічною обробкою даним пристроєм. Найближчим аналогом корисної моделі є електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом [Патент України, 66054, МПК C25F 7/00, опубл. 26.12.2011]. Робоча частина електрод-інструменту виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою, при цьому електрод-інструмент сполучений з живильною системою, яка складається з струмопідвода і електролітопідвода і встановлений між вштовхувальними роликами. Проте, заданий електрод-інструмент має недоліки. Відомо, що потужність джерела живлення, необхідна для виконання обробки, прямо пропорційно залежить від площі оброблюваної поверхні. З конусним профілем струменя площа оброблюваної поверхні досить велика, що, в свою чергу, викликає необхідність у потужному дороговартісному джерелі живлення. У основу корисної моделі поставлена задача зменшення площі оброблюваної поверхні та питомої потужності джерела струму, а також зниження витрат електроліту, що, в свою чергу, зменшує собівартість обробки. Поставлена задача вирішується тим, що в електрод-інструменті, що складається з робочої частини, ізолятора та гнучкого струмопідводу, робоча частина виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою, при цьому електрод-інструмент сполучений з живильною системою, яка складається з струмопідводу і електролітопідводу, і встановлений між вштовхувальними роликами, згідно з корисною моделлю, насадка робочої частини виконана у вигляді обертальної головки та оснащена не менш ніж двома радіально розміщеними форсунками. На кресленні зображений загальний вигляд електрода-інструменту. Електрод-інструмент складається з корпусу 1, що закріплений у направляючих роликах 2. За допомогою кришки 3 на корпусі кріпиться підшипник 4 із запресованою віссю 5. На осі кріпиться обертальна діелектрична насадка 6, в яку, в свою чергу, вкручуються форсунки 7. Подача електроліту та струму до електрод інструменту відбувається через електроліто- та струмопідводи 8 та 9 відповідно. Осьове переміщення електрод-інструменту по направляючій трубі 11 та оброблюваній трубі 12 передається через шток 10 від приводного агрегату. Електрод-інструмент працює таким чином. Електрод-інструмент встановлюється у направляючу трубу 11, яка насаджується на оброблювану трубу 12. На електрод-інструмент та оброблювану трубу 12 подаються протилежні потенціали, в залежності від виду обробки (очищення або полірування). За допомогою електролітопідводу 8 електроліт подається до корпусу 1. Електроліт через вісь 5, обертальну діелектричну насадку 6 та форсунки 7 подається на оброблювану трубу 12. В місці контакту електроліту із оброблюваною трубою 12 запалюється плазма, за рахунок якої й проводиться обробка. Обертання обертальної діелектричної насадки 6 здійснюється за допомогою відцентрової сили. Регулювання швидкості обертання здійснюється за допомогою зміни тиску подачі електроліту. Переміщення електродаінструменту по оброблюваній трубі 12 відбувається на направляючих роликах 2 від приводного механізму за допомогою штока 10. Залежно від необхідної якості оброблюваної поверхні регулюється швидкість подачі електрода-інтрументу по трубі. Для прикладу виконано порівняння необхідної потужності джерела струму. Розрахунки представлені для середніх режимів електролітно-плазмового полірування: робоча напруга -3 2 U=300; щільність струму j=5·10 А/мм . Для розрахунків прийняті наступні дані: товщину струменя електроліту приймемо 2 мм, внутрішній діаметр оброблюваної труби D=120 мм. Площа оброблюваної поверхні із використанням базового інструменту буде мати циліндричну поверхню: 1 UA 113339 U S Dh 3.14 * 120 * 2 753 .6 мм2 . Площа оброблюваної поверхні із використанням пропонованого електрода-інструменту буде мати круглу форму (дві круглі плями контакту): d2 3.14 22 2 6.28 мм2 4 4 . Необхідна потужність джерела струму по базовому варіанту: 2S 2 5 P1 U j S 300 5 10 3 753 .6 1130,4 Вт . Необхідна потужність джерела струму по пропонованому варіанту: P2 U j S 300 5 10 3 6,28 9,42 Вт . 10 15 20 З розрахунків видно, що необхідна потужність джерела живлення, згідно з корисною моделлю, буде більше ніж в 100 разів нижча в порівнянні з базовим варіантом. Використання запропонованого електрода-інструменту дозволяє очищати і полірувати внутрішню поверхню труб із використанням малопотужного джерела струму, з малою витратою електроліту і не використовувати агресивні електроліти. ФОРМУЛА КОРИСНОЇ МОДЕЛІ Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що складається з робочої частини, ізолятора та гнучкого струмопідводу, робоча частина якого виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою, при цьому електрод-інструмент сполучений з живильною системою, яка складається з струмопідводу і електролітопідводу, і встановлений між вштовхувальними роликами, який відрізняється тим, що насадка робочої частини виконана у вигляді обертальної головки та оснащена не менш ніж двома радіально розміщеними форсунками. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
Мітки: розрядом, труб, внутрішньої, електрод-інструмент, пароплазменним, очищення, полірування, поверхні
Код посилання
<a href="https://ua.patents.su/4-113339-elektrod-instrument-dlya-ochishhennya-i-poliruvannya-vnutrishno-poverkhni-trub-paroplazmennim-rozryadom.html" target="_blank" rel="follow" title="База патентів України">Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом</a>
Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом
Номер патенту: 66054
Опубліковано: 26.12.2011
Автори: Саф'ян Павло Павлович, Тутик Валерій Анатольович
МПК: C25F 7/00
Мітки: внутрішньої, пароплазменним, очищення, поверхні, труб, розрядом, електрод-інструмент, полірування
Формула / Реферат:
Електрод-інструмент для очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що складається з робочої частини, ізолятора і гнучкого струмопідвода, який відрізняється тим, що робоча частина виконана у вигляді розпилювача з формоутворювальною діелектричною насадкою, яка сполучена із струмопровідним корпусом, захищеним діелектричною оболонкою, при цьому електрод-інструмент сполучений з живильною системою, яка складається з...
Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом

Номер патенту: 64430
Опубліковано: 10.11.2011
Автори: Саф'ян Павло Павлович, Тутик Валерії Анатольович
МПК: C23G 5/00
Мітки: поверхні, розрядом, пароплазменним, внутрішньої, труб, спосіб, очищення, полірування
Формула / Реферат:
Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що включає запалення багатоканального розряду між оброблюваною трубою і електролітом, шляхом подачі на оброблювану трубу позитивного потенціалу, який відрізняється тим, що оброблювану трубу встановлюють в нахиленому над рольгангом під кутом положенні, подають на неї позитивний потенціал і...
Стаціонарна пневмоустановка для очищення внутрішньої поверхні труб
Номер патенту: 35676
Опубліковано: 25.09.2008
Автор: Ушаков Євген Анатолійович
МПК: B08B 9/055
Мітки: внутрішньої, очищення, пневмоустановка, поверхні, труб, стаціонарна
Формула / Реферат:
1. Стаціонарна пневмоустановка для очищення внутрішньої поверхні труб, яка містить корпус із розташованим у ньому валом, привод обертання вала й інструмент очищення, яка відрізняється тим, що як привод обертання вала використаний пневмодвигун, а вал виконаний інтегральним і складається з вихідного вала, нерухомо зв'язаного за допомогою універсального натяжного пристрою з другим гнучким валом, а в інструменті очищення виконані отвори подачі...
Ручна пневмоустановка для очищення внутрішньої поверхні труб
Номер патенту: 37293
Опубліковано: 25.11.2008
Автор: Ушаков Євген Анатолійович
МПК: B08B 9/00
Мітки: поверхні, пневмоустановка, внутрішньої, ручна, очищення, труб
Формула / Реферат:
1. Ручна пневмоустановка для очищення внутрішньої поверхні труб, що містить корпус із розташованим у ньому валом, привід обертання вала і інструмент чищення, яка відрізняється тим, що як привід обертання використаний пневмодвигун, а вал виконаний порожнистим, причому в інструменті чищення виконані отвори подачі рідини під тиском.2. Ручна пневмоустановка за п. 1, яка відрізняється тим, що в корпусі виконані канали подачі води через...
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 33102
Опубліковано: 15.02.2001
Автори: Завода Володимир Петрович, Тодишев Валерій Якович
МПК: F28G 7/00, B08B 7/00, B08B 3/10
Мітки: очищення, внутрішньої, труб, поверхні, спосіб, відкладень
Текст:
...відкладень та, відповідно до цього, продуктивність процесу очи щення труб, а також довести повноту очищення до 90-100%• і Рішення поставленої задачі досягається тим , що у способі очищення внутрішньої поверхні труб від відкладень , що включає заповнення труби робочою рідиною та діяння на відкладення елек тричними розрядами, які формують канали розрядів у розрядному проміжку між введеними в трубу електродами позитивної та нега тивної...
Попередній патент: Вакуум-апарат періодичної дії для кристалізації цукру
Наступний патент: Спосіб діагностики розвитку остеопорозу
Випадковий патент: Пельмені з селерою та шпинатом