Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом
Номер патенту: 64430
Опубліковано: 10.11.2011


Формула / Реферат
Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що включає запалення багатоканального розряду між оброблюваною трубою і електролітом, шляхом подачі на оброблювану трубу позитивного потенціалу, який відрізняється тим, що оброблювану трубу встановлюють в нахиленому над рольгангом під кутом ![]() положенні, подають на неї позитивний потенціал і вводять всередину струминний катод у вигляді факела розпилу електроліту з кутом розпилу
положенні, подають на неї позитивний потенціал і вводять всередину струминний катод у вигляді факела розпилу електроліту з кутом розпилу ![]() , при наступних режимах обробки: напруга між електродами
, при наступних режимах обробки: напруга між електродами ![]() , щільність струму
, щільність струму ![]() , швидкість витікання електроліту
, швидкість витікання електроліту ![]() , швидкість руху струминного катода
, швидкість руху струминного катода ![]() , температура електроліту
, температура електроліту ![]() , при цьому використовують електроліт з мінімальним потенціалом іонізації атомів.
, при цьому використовують електроліт з мінімальним потенціалом іонізації атомів.
Текст
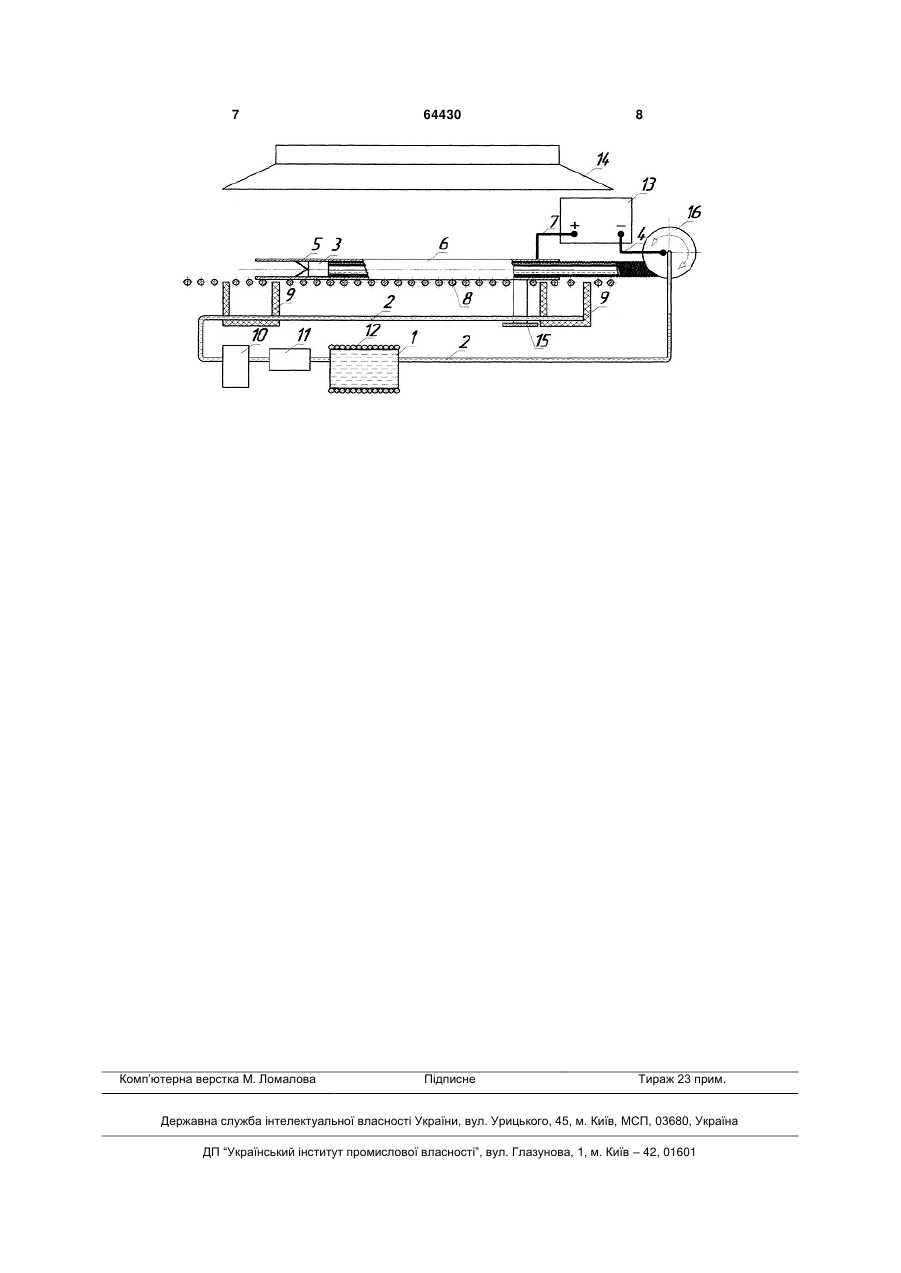
Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що включає запалення багатоканального розряду між оброблюваною трубою і електролітом, шляхом подачі на оброблювану трубу позитивного потенціалу, який відрізняється тим, що оброблювану трубу встановлюють в нахиленому над рольгангом під кутом 5 положенні, подають на неї пози тивний потенціал і вводять всередину струминний катод у вигляді факела розпилу електроліту з ку 4 том розпилу , при наступних режимах 6 9 обробки: напруга між електродами щільність струму U 400 1500 В , Корисна модель належить до металургії, зокрема до способу очищення від технологічних забруднень і полірування внутрішньої поверхні труб і порожнистих довгомірних металевих виробів пароплазменним розрядом. Відомий спосіб очищення внутрішньої поверхні котельних труб [Патент РФ 2303745, МПК 7 F22B37/48, опубл. 27.07.2007] полягає в прокачуванні очищувального агента, що є сумішшю кисню з живильною водою або з парою, або з водопаровою сумішшю впродовж заданого часу 4,5-5,5 годин при заданих значеннях концентрації кисню в межах 10-15 г/кг в очищувальному агенті і його температури 90-450 °C. Недоліком даного способу є використання додаткового устаткування для нагріву води і пари до високих температур і мала продуктивність, оскільки обробка виконується протягом декількох годин. Відомий спосіб модифікації поверхневого шару виробів з титану і його сплавів [Патент РФ 2288300, МПК 7 C25F 3/16, опубл. 27.11.2006], він включає електрохімічну поліровку в електроліті наступного складу: хлорна кислота - 1 частина; оцтова кислота - 9 частин, при температурі 302 35 °C, щільності струму 2 А/дм , напрузі 60 В, про тягом 3 хв. Недоліком даного способу є використання шкідливих і дорогих реактивів, які надалі вимагають спеціальної утилізації. Відомий спосіб парохімічного очищення внутрішньої поверхні труб від відкладень, як експлуатаційних, так і від продуктів атмосферної корозії [Патент РФ 2313053, МПК 7 F28G 9/00, опубл. 20.12.2007], полягає в продуванні поверхні, що очищається, прогрітої до температури 130-170 °C, перегрітою парою під тиском 0,2-7,0 МПа з дозованою подачею в неї водних розчинів комплексонів з концентрацією 0,1-5,0 мас. %. Недоліком даного способу є: використання дорогих реагентів, їх велика витрата та мала питома очищувальна здатність; додаткове устаткування для нагріву і прокачування під тиском водних розчинів комплексонів та пари. Відомий спосіб очищення внутрішньої поверхні труб від відкладень [Патент України 48224, МПК 6 F28G 7/00, В08В 9/00, опубл. 15.08.2002] полягає в заповненні труби робочою рідиною і дії на відкладення електричного розряду. Недоліком даного методу є велика витрата робочої рідини і використання дорогого устаткування. j 105 15 105 A / м2 , швидкість витікання елек, (19) UA (11) 64430 (13) U троліту G 2 10 6 8 10 6 м3 / с , швидкість руху струминного катода 0,01 0,1 м / с , температура електроліту Т 293 363К , при цьому використовують електроліт з мінімальним потенціалом іонізації атомів. 3 Прототипом способу, який заявляється, є спосіб очищення і поліровки поверхні виробу [Патент РФ 2324769, МПК 7 C23G 5/00, опубл. 20.05.2008], який включає запалення багатоканального розряду між оброблюваним виробом і електролітом, при цьому процес здійснюють протягом часу не менше однієї хвилини при не менш ніж 10 %-ному насиченні електроліту з потенціалом іонізації атомів U 6 эВ . Як електроліт використовують струминний анод, а на виріб, який розміщують під струменем, подають негативний потенціал, між електродами встановлюють напругу і струм розряду 200 U 650В 0,015 I 10000 мА , при витраті електроліту 2 G 16 10 6 м 3 / с . У третьому варіанті способу струминний анод складається з ламінарного потоку із довжиною струменя l 8 100мм , а в четвертому варіанті способу струминний анод складається з ламінарного потоку і з роздрібнюваних нестаціонарних струмків із довжиною струменя l 8 120мм , при цьому діаметр ламінарної діля нки струменя анода електроліту dc 0,5 мм , де U - напруга між електродами, I - струм розряду; G витрата електроліту. Недоліки прототипу полягають в тому, що він не застосовується для обробки довгомірних циліндрових виробів, а для обробки внутрішньої поверхні виробу використовують занурення його у ванну з електролітом, що приводить до великих витрат електроліту і електроенергії. У основу корисної моделі поставлена задача збільшення корозійної стійкості поверхні оброблюваної труби, а також зниження витрат електроліту та енергії. Вирішення поставленої задачі в способі очищення і полірування внутрішньої поверхні труб пароплазменним розрядом, що включає запалення багатоканального розряду між оброблюваною трубою і електролітом шляхом подачі на оброблювану трубу позитивного потенціалу, досягається тим, що оброблювану трубу встановлюють в нахиленому над рольгангом під кутом 5 положенні, подають на неї позитивний потенціал і вводять всередину струминний катод у вигляді факела 4 розпилу електроліту з кутом розпилу , 6 9 при наступних режимах обробки: напруга між електродами U 400 1500В , щільність струму j 105 15 105 A / м 2 , швидкість витікання елек, троліту G 2 10 6 8 10 6 м3 / с , швидкість руху струминного катода 0,01 0,1 м / с , температура електроліту Т 293 363К , при цьому використовують електроліт з мінімальним потенціалом іонізації атомів. Процес очищення і полірування поверхні труби відбувається за рахунок того, що між оброблюваною трубою - анодом і струминним катодом у вигляді порожнистого конічного розпилу факела, подають напругу з високовольтного джерела. У місці контакту струменя з поверхнею оброблюва 64430 4 льної труби електроліт нагрівається і випаровується, утворюючи парогазову оболонку. Далі парогазова оболонка іонізується, утворюючи пароплазменний розряд. Іони бомбардують поверхню оброблюваної труби, викликаючи нагрів і очищення її. При цьому спостерігаються процеси випаровування і розпилювання поверхні під дією іонного бомбардування і складних хімічних реакцій. Всі процеси протікають при атмосферному тиску. Швидкість очищення залежить від величини щільності струму та від напруги розряду, від довжини факела розпилу, від витрати, концентрації, температури і хімічного складу електроліту, часу обробки, хімічного складу і температури оброблюваної труби. Установка оброблюваної труби в нахиленому над рольгангом під кутом 5 положенні, даний кут необхідний для ламінарного стоку відпрацьованого електроліту з внутрішньої порожнини оброблюваної труби. Напруга між електродами U 400 1500В , щільність струму j 105 1,5 105 A / м 2 (у місці контакту струменя електроліту та оброблюваної 4 поверхні труби), кут розпилу і швид 6 9 кість витікання електроліту G 2 10 6 8 10 6 м3 / с , швидкість руху струминного катода 0,01 0,1 м / с - поєднання даних параметрів при відповідних діапазонах дозволяє формувати стійку парогазову оболонку змінного перерізу і стійке горіння пароплазменного розряду, для досягнення максимального ефекту очищення і полірування поверхні. Температуру електроліту необхідно підтримувати в діапазоні Т 293 363К , оскільки збільшення температури електроліту вище 363 К призводить до збільшення шорсткості поверхні і зниження корозійної стійкості. Потенціал іонізації атомів повинен бути мінімальним для того, щоб легше відірвати електрон від атома. Суть корисної моделі пояснюється кресленням, на якому схематично зображено пристрій для здійснення способу очищення і полірування внутрішньої поверхні труб пароплазменним розрядом. Пристрій складається з ванни для подачі електроліту 1, трубопроводу 2, струминного катода 3, струмопідводу катода 4. Із струминного катода 3 подається електроліт потоком у вигляді факела розпилу 5. Оброблювана труба 6 з струмопідводом анода 7 встановлена на рольгангу 8. Під оброблюваною трубою 6 і рольгангом 8 розташована ванна для збору електроліту 9, сполучена з фільтром 10. За допомогою насоса 11 електроліт подається через охолоджуючу систему 12 у ванну для подачі електроліту 1. До джерела живлення 13 приєднані струмопідводи катода 4 і анода 7, над рольгангом встановлена витяжна система вентиляції 14 для витяжки водяних парів. Підйомний механізм 15 необхідний для установки оброблюваної труби 6 в нахиленому стані. Для змотування і розмотування струмопідводу 5 64430 6 катода 4 і струминного катода 3 встановлений барабан 16. Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом здійснюється таким чином. Оброблювана труба 6 рухається по рольгангу 8, зупиняється над ваннами для збору електроліту 9, один кінець її піднімають підйомним механізмом 15 на кут 5 між горизонталлю і віссю оброблюваної труби 6, для рівномірного стоку електроліту. До оброблюваної труби 6 прикладають позитивний потенціал від струмопідводу анода 7. З ванни для подачі електроліту 1 сполученим трубопроводом 2 електроліт подається в барабан 16 для змотування і розмотування струмопідводу катода 4 і струминного катода 3, який вводиться у внутрішню порожнину оброблюваної труби 6. Струминний катод 3 формує електроліт потоком у вигляді факела розпилу 5 з кутом розпилу 4 при швидкості витікання електроліту 6 9 G 2 10 6 8 10 6 м3 / с . Від джерела жив катода 4 і струминного катода 3 встановлений барабан 16. Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом здійснюється таким чином. Оброблювана труба 6 рухається по рольгангу 8, зупиняється над ваннами для збору електроліту 9, один кінець її піднімають підйомним механізмом 15 на кут 5 між горизонталлю і віссю оброблюваної труби 6, для рівномірно стоку електроліту. До оброблюваної труби 6 прикладають позитивний потенціал від струмопідводу анода 7. З ванни для подачі електроліту 1 сполученим трубопроводом 2 електроліт подається в барабан 16 для змотування і розмотування струмопідводу катода 4 і струминного катода 3, який вводиться у внутрішню порожнину оброблюваної труби 6. Струминний катод 3 формує електроліт потоком у вигляді фа 4 кела розпилу 5 з кутом розпилу при 6 9 швидкості витікання електроліту 6 8 10 6 м3 / с . Від джерела живG 2 10 лення 13 між електродами подають напругу щільність струму U 400 1500 В , лення 13 між електродами подають напругу щільність струму U 400 1500В , j 105 15 105 A / м 2 . Далі електроліт стікає у , ванну для збору електроліту 9 і по трубопроводу 2 послідовно очищається у фільтрі 10, прокачується через насос 11 і подається у ванну для подачі електроліту 1, в якій він охолоджується до заданої температури Т 293 363К за допомогою охолоджуючої системи 12. Витяжна система вентиляції 14 служить для відкачування з робочої зони пари води і газів. Порівняно з прототипом пропонований спосіб дозволяє очищати і полірувати внутрішню поверхню труб і порожнистих довгомірних металевих виробів пароплазменним розрядом. При цьому збільшена корозійна стійкість поверхні обробленої труби, а також понижені витрати електроліту та енергетичні за рахунок застосування простих і ефективних пристроїв. Підйомний механізм 15 необхідний для установки оброблюваної труби 6 в нахиленому стані. Для змотування і розмотування струмопідводу j 105 15 105 A / м 2 . Далі електроліт стікає у , ванну для збору електроліту 9 і по трубопроводу 2 послідовно очищається у фільтрі 10, прокачується через насос 11 і подається у ванну для подачі електроліту 1, в якій він охолоджується до заданої температури Т 293 363К за допомогою охолоджуючої системи 12. Витяжна система вентиляції 14 служить для відкачування з робочої зони пари води і газів. Порівняно з прототипом пропонований спосіб дозволяє очищати і полірувати внутрішню поверхню труб і порожнистих довгомірних металевих виробів пароплазменним розрядом. При цьому збільшена корозійна стійкість поверхні обробленої труби, a також понижені витрати електроліту та енергетичні за рахунок застосування простих і ефективних пристроїв. 7 Комп’ютерна верстка М. Ломалова 64430 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cleaning and polishing of internal surface of pipes by vapor-plasma discharge
Автори англійськоюSafian Pavlo Pavlovych, Tutyk ValeriiAnatoliovych
Назва патенту російськоюСпособ очистки и полировки внутренней поверхности труб пароплазменным разрядом
Автори російськоюСафьян Павел Павлович, Тутик Валерий Анатольевич
МПК / Мітки
МПК: C23G 5/00
Мітки: очищення, труб, поверхні, розрядом, спосіб, внутрішньої, полірування, пароплазменним
Код посилання
<a href="https://ua.patents.su/4-64430-sposib-ochishhennya-i-poliruvannya-vnutrishno-poverkhni-trub-paroplazmennim-rozryadom.html" target="_blank" rel="follow" title="База патентів України">Спосіб очищення і полірування внутрішньої поверхні труб пароплазменним розрядом</a>
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 33102
Опубліковано: 15.02.2001
Автори: Завода Володимир Петрович, Тодишев Валерій Якович
МПК: F28G 7/00, B08B 3/10, B08B 7/00
Мітки: відкладень, поверхні, спосіб, очищення, труб, внутрішньої
Текст:
...відкладень та, відповідно до цього, продуктивність процесу очи щення труб, а також довести повноту очищення до 90-100%• і Рішення поставленої задачі досягається тим , що у способі очищення внутрішньої поверхні труб від відкладень , що включає заповнення труби робочою рідиною та діяння на відкладення елек тричними розрядами, які формують канали розрядів у розрядному проміжку між введеними в трубу електродами позитивної та нега тивної...
Пристрій для очищення внутрішньої поверхні труб

Номер патенту: 58793
Опубліковано: 26.04.2011
Автори: Калюжний Анатолій Павлович, Яковлєв Віктор Сергійович
МПК: B08B 9/027
Мітки: труб, внутрішньої, пристрій, поверхні, очищення
Формула / Реферат:
Пристрій для очищення внутрішньої поверхні труб, що має трубчастий корпус-гільзу, з одного боку якого є ріжуча кільцева, який відрізняється тим, що гільза виконана з відрізка труби й має діаметр d, котрий на порядок менший від діаметра трубопроводу D, що прочищається, на краях якої, як з одного, так і з іншого боку є ріжучі кромки з кутом заточки всередину гільзи і з'єднана з тягнучим тросом через жорсткі кріплення від гільзи з обох боків,...
Спосіб очищення внутрішньої поверхні труб від відкладень
Номер патенту: 48224
Опубліковано: 15.08.2002
Автори: Дьогтев Юрій Ніконорович, Тодишев Валерій Якович, Іщенко Жана Миколаївна, Завода Володимир Петрович
Мітки: відкладень, труб, очищення, внутрішньої, поверхні, спосіб
Формула / Реферат:
1. Спосіб очищення внутрішньої поверхні труб від відкладень, що включає заповнення труби робочою рідиною та діяння на відкладення електричними розрядами, які здійснюють між робочим стержнем з кінцевою частиною введеного в трубу електрода позитивної полярності, який поступово в ній переміщують, та трубою, що є електродом негативної полярності, який відрізняється тим, що кінцеву частину робочого стержня попередньо відгинають до утворення...
Пристосування для очищення внутрішньої поверхні труб нафтових і газових свердловин від гідратних і парафінових відкладень і пробок
Номер патенту: 2386
Опубліковано: 15.03.2004
Автори: Ніконенко Валерій Вікторович, Пашкуров Олександр Євгенійович
МПК: E21B 37/00, E21B 43/24
Мітки: поверхні, відкладень, свердловин, гідратних, пробок, внутрішньої, труб, газових, нафтових, парафінових, очищення, пристосування
Формула / Реферат:
1. Пристосування для очищення внутрішньої поверхні труб нафтових чи газових свердловин від гідратних і парафінових відкладень і пробок, яке містить герметично закритий, рознімний складовий трубчастий корпус, частково заповнений електролітом, електрод з наконечником, зануреним в електроліт, розміщений усередині рознімного складового корпуса з залишенням між ними зазору під робочу камеру й ізоляційну головку, що з'єднує електрод з кабелем...
Стаціонарна пневмоустановка для очищення внутрішньої поверхні труб
Номер патенту: 35676
Опубліковано: 25.09.2008
Автор: Ушаков Євген Анатолійович
МПК: B08B 9/055
Мітки: поверхні, пневмоустановка, труб, очищення, стаціонарна, внутрішньої
Формула / Реферат:
1. Стаціонарна пневмоустановка для очищення внутрішньої поверхні труб, яка містить корпус із розташованим у ньому валом, привод обертання вала й інструмент очищення, яка відрізняється тим, що як привод обертання вала використаний пневмодвигун, а вал виконаний інтегральним і складається з вихідного вала, нерухомо зв'язаного за допомогою універсального натяжного пристрою з другим гнучким валом, а в інструменті очищення виконані отвори подачі...
Попередній патент: Спосіб виготовлення cd1-xzn xte-детектора g-та х-випромінювання
Наступний патент: Багатоструменевий лічильник води
Випадковий патент: Спосіб структурно-функціональної оцінки формування умовної реакції активного уникнення тварини