Спосіб клеємеханічного з’єднання листових деталів внахлест
Формула / Реферат
Способ клеемеханического соединения листовых деталей внахлест, включающий установку соединяемых деталей друг на друга, выполнение в них сквозных отверстий под крепежные элементы, разъединение деталей и нанесение на их соединяемые поверхности клея, установку деталей друг на друга с совмещением сквозных отверстий под крепежные элементы, их установку и отверждение клея, отличающийся тем, что, с целью повышения срока службы и качества соединения, сквозные отверстия выполняют на расстоянии (2,5-3,0)d от краев соединяемых деталей, где d - диаметр отверстий, клей выбирают с модулем сдвига, равным 15+0,13s, где
s - расчетная величина напряжения в соединении, наносят его полосами в зоне внешних рядов сквозных отверстий с шириной полосы (3,5-4,0)d, при этом совмещают один из краев клеевых полос с краями соединяемых деталей.
Текст
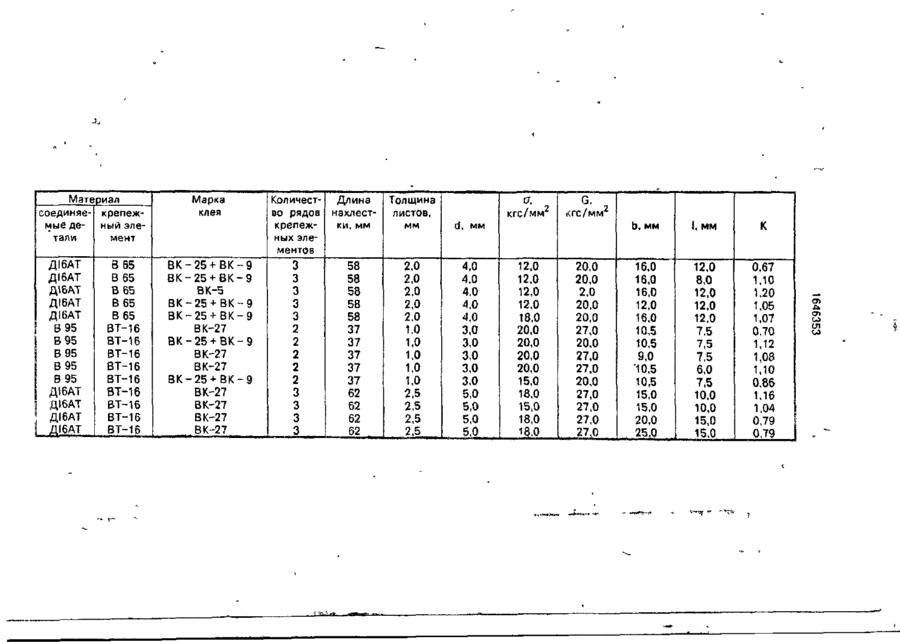
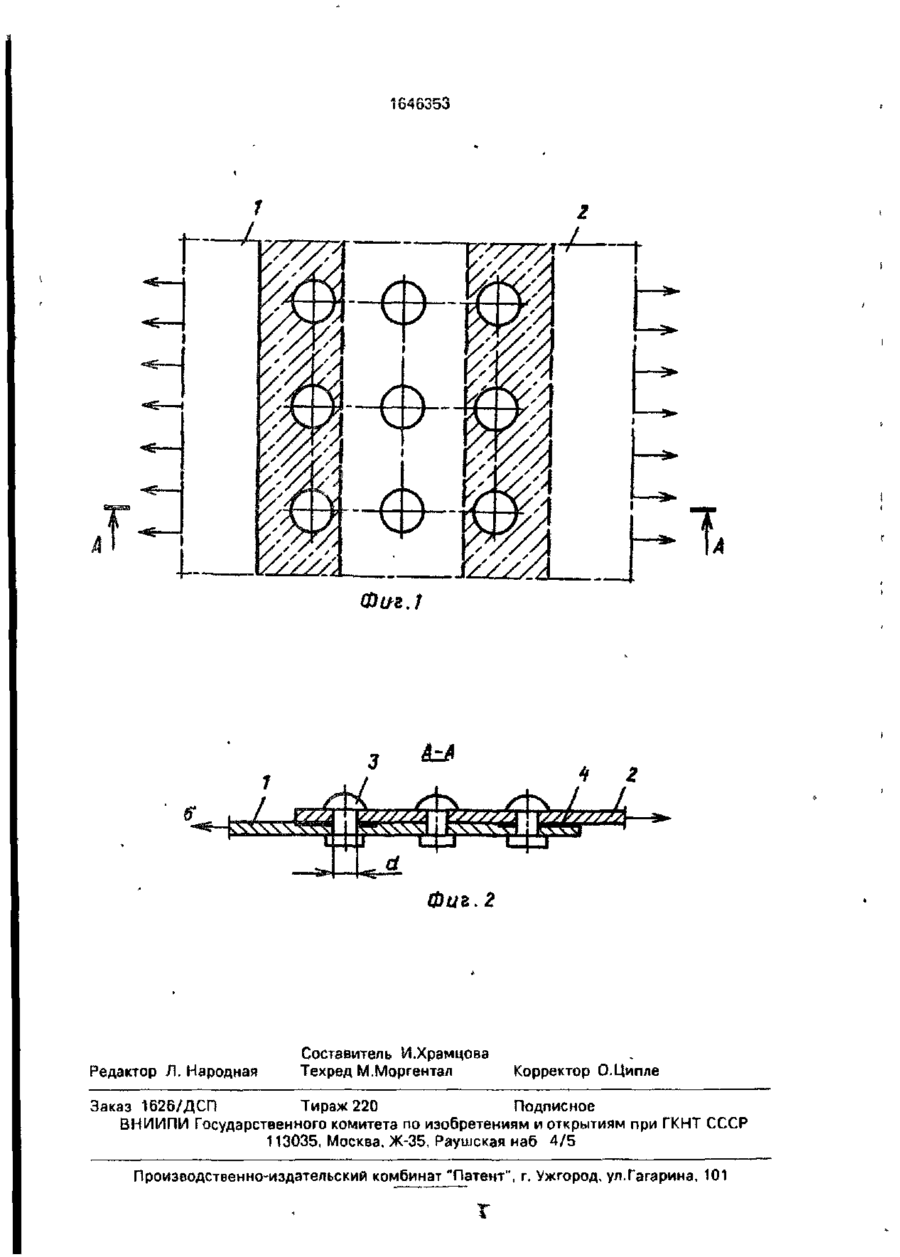
Изобретение относится к машиностроению и самолетостроение, в частности к способам соединения" неразъемных конструкций. Целью изобретения является повышение срока службы и качества соединения. Изобретение относится к машиностроению и самолетостроению, в частности к способам соединения неразъемных конструкций. Цель изобретения - повышение срока службы и качества соединения. На фиг. 1 изображено клеемеханическое соединение деталей, план; на фиг. 2 - разрез А-А на фиг. 1. Способ соединения деталей состоит в следующем. Соединяемые детали 1, 2 устанавливают друг на друга внахлест и выполняют в них сквозные отверстия 3 под крепежные элементы на расстоянии (2,5 - 3,0) d от краев деталей, где d - диаметр отверстий. • Затем разъединяют эти детали и наносят на их соединяемые поверхности в зоне внешних рядов сквозных отверстий клеевые полосы 4. Ширина полос равна (3,5 ~ 4,0) d, где d - диаметр отверстий под крепежный 16-91 Способ соединения листовых деталей состоит в том, что в установленных друг на друге внахлест деталях 1,2 выполняют отверстия 3 под крепежные элементы на расстоянии /2,5 - 3,0/ d от краев деталей, где d - диаметр отверстий. Клей выбирают с модулем сдвига, равным 15+0,130, где а расчетная величина напряжения в соединении, наносят его полосами 4 в зоне внешних рядов сквозных отверстий с шириной полосы /3,5 - 4,0/ d. Кроме того, один из краев клеевых полос совмещают с краями соединяемых деталей. Способ позволит повысить усталостную прочность конструкции за счет улучшения качественных характеристик соединения. 2 ил, 1 табл. элемент. Причем один из краев клеевых полос совмещают с краями соединяемых деталей. .Определение параметров клеемеханического соединения осуществлялось следующим образом. Используя известные зависимости для расчета на статическую прочность, определяли параметры механического соединений деталей. Далее, используя заявленное соотношение, определяли величину модуля сдвига клея 15+ 0,13 а , который необходимо ввести в соединение для его эффективной работы в условиях повторно-статического нагружения, ширину клеевых полос (3,5 - 4,0) d и расстояние от края деталей до оси внешних рядов крепежных элементов (2,5 - 3,0) d. Была изготовлена партия образцов клеемеханических соединений, величины параметров которых находились в пределах заявленных соотношений и отличались от них. Об эффективности соединений с точки 1646353 зрения качества судили по результатам поляризационно-оптических исследований образцов, которые позволили определить величину коэффициента концентрации напряжения К на кромке отверстий под кре- I пежные элементы при нагружеиии образцов эксплуатационными нагрузка ми о. Результаты испытаний образцов представлены в таблице. 10 Из таблицы видно, что эффективными соединениями, обеспечивающими величину коэффициента концентрации напряжений К < 1,0, являются те, параметры которых определены в соответствии с заявленными 15 соотношениями. Использование данного технического решения обеспечивает повышение в 1,5 - 2,0 раза усталостной прочности конструкций, снижение массы погонного метра 20 шва на 3 - 6%. Это позволяет за период эксплуатации одного изделия среднего класса, параметры стыковых швов панелей фюзеляжа которого определены на основании изобретения, получить экономический 25 эффект 14,0- 16,0 тыс. руб. Экономический эффект обусловлен увеличением аморти зационного срока службы планера и коммерческой загрузки при прежней взлетной массе, а также за счет уменьшения амортизационных отчислений на летный час. Формула изобретения Способ клеемеханического соединения листовых деталей внахлест, включающий установку соединяемых деталей друг на друга, выполнение в них сквозных отверстий под клепежные элементы, разъединение деталей и нанесение на их соединяемые поверхности клея, установку деталей друг на друга с совмещением сквозных отверстий под крепежные элементы, их установку и отверждениеклея.отл и ч а ю щи йсятем, что, с целью повышения срока службы и качества соединения, сквозные отверстия выполняют на расстоянии (2,5 - 3,0) d от краев соединяемых деталей, где б - диаметр отверстий, клей выбирают с модулем сдвига, равным 15+ 0,13 а , где о - расчетная величина напряжения в соединении, наносят его полосами в зоне внешних рядов сквозных отверстий с шириной полосы (3,54,0) d, при этом совмещают один из краев клеевых полос с краями соединяемых деталей. Материал соединяе- крепежмые де- ный элетали мент | і 1 | ! ! І ДІ6АТ ДІ6АТ Д16АТ ДІ6АТ ДІ6АТ В 95 В 95 В 95 В 95 В 95 ДІЄАТ ДІ6АТ ДІ6АТ ДІ6АТ В 65 В 65 В 65 В 65 В 65 ВТ-16 ВТ-16 ВТ-16 ВТ-16 ВТ-16 ВТ-16 ВТ-16 ВТ-16 8Т-16 Марка клея ВК-25 + ВК-9 ВК-25 + ВК-9 ВК-5 ВК-25 + ВК-9 ВК-25 + ВК-9 ВК-27 ВК-25 + ВК-9 ВК-27 ВК-27 ВК-25+ВК-9 ВК-27 ВК-27 ВК-27 ВК-27 Количест- Длина Толщина во рядов нахлест- листов. мм крепежки, мм ных элементов 3 2,0 58 3 2.0 58 3 2.0 58 3 58 2.0 3 58 2,0 2 37 1,0 2 37 1,0 2 37 1,0 2 37 1.0 2 37 1.0 3 2.5 62 3 62 2,5 3 62 2,5 62 . 2,5 3 о, кгс/мм G. кгс/мм 2 d, мм 4.0 4.0 4,0 4.0 4.0 3,0 3,0 3,0 3,0 3,0 5,0 5,0 5,0 5.0 Ь, мм 12.0 12,0 12,0 12.0 18,0 20.0 20,0 20,0 20.0 15,0 18,0 15,0 18,0 18,0 20,0 20,0 2,0 20,0 20,0 27,0 20,0 27,0 27.0 20,0 27,0 27,0 27,0 27,0 I, мм К 16.0 16,0 16,0 12,0 16,0 10,5 10.5 9,0 '10,5 10,5 15,0 15,0 20,0 25,0 12,0 8,0 12,0 12,0 12,0 7,5 7,5 7,5 6,0 7,5 10.0 10,0 15,0 15,0 0,67 1,10 1.20 1.05 1,07 0,70 1,12 1,08 1,10 0,86 1,16 1,04 0,79 ел Фіїг.! ч 1 •'' г 'ц№° Фиг. 2 Редактор Л. Народная Составитель И.Храмцова Техред М.Моргентал Корректор О.Ципле Заказ 1626/ДСП Тираж 220 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул.Гагарина, 101 Г
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for glue-mechanical connection of sheet parts with lap
Автори англійськоюMatviienko Valerii Andriiovych
Назва патенту російськоюСпособ клеемеханического соединения листовых деталей внахлест
Автори російськоюМатвиенко Валерий Андреевич
МПК / Мітки
МПК: F16B 11/00, F16B 5/00
Мітки: з'єднання, клеємеханічного, листових, спосіб, внахлест, деталів
Код посилання
<a href="https://ua.patents.su/4-11345-sposib-kleehmekhanichnogo-zehdnannya-listovikh-detaliv-vnakhlest.html" target="_blank" rel="follow" title="База патентів України">Спосіб клеємеханічного з’єднання листових деталів внахлест</a>
Пружне болтове з’єднання

Номер патенту: 2536
Опубліковано: 26.12.1994
Автор: Рахманов Микола Миколайович
МПК: F16B 39/24
Мітки: болтове, пружне, з'єднання
Формула / Реферат:
Упругое болтовое соединение, содержащее установленный с зазором в отверстиях соединяемых деталей болт с навинченной на него гайкой и размещенные под гайкой и головкой болта на стержне пружинные шайбы с радиальными прорезями, отличающееся тем, что шайбы выполнены в виде конусных колпаков, установленных в отверстиях соединяемых деталей вершинами конусов навстречу друг другу в контакте конусной наружной боковой поверхности со стенками отверстий...
Спосіб вимірювання діелектричної проникливості листових матеріалів
Номер патенту: 7407
Опубліковано: 29.09.1995
Автори: Замарашкіна Віроніка Миколаївна, Скрипник Юрій Олексійович, Головко Дмитро Богданович, Яненко Олексій Пилипович
МПК: G01N 27/00, G01R 27/26
Мітки: листових, спосіб, матеріалів, діелектричної, вимірювання, проникливості
Формула / Реферат:
Способ измерения диэлектрической проницаемости листовых материалов на СВЧ, заключающийся в разделении СВЧ-сигнала на опорный и измерительный сигналы, облучении, измерительным сигналом, смещенным по частоте низкочастотным сигналом исследуемого материала, формирование смешанного сигнала путем смешения опорного и прошедшего через исследуемый материал сигналов, регулировании частоты низкочастотного сигнала до совпадения фаз сигналов,...
Автоматична поточна лінія для виготовлення металевих листових кузовів
Номер патенту: 8353
Опубліковано: 29.03.1996
Автор: ФАТА ЮРОПІАН ГРУПП С.П.А.
МПК: B23K 37/04
Мітки: поточна, кузовів, виготовлення, автоматична, металевих, листових, лінія
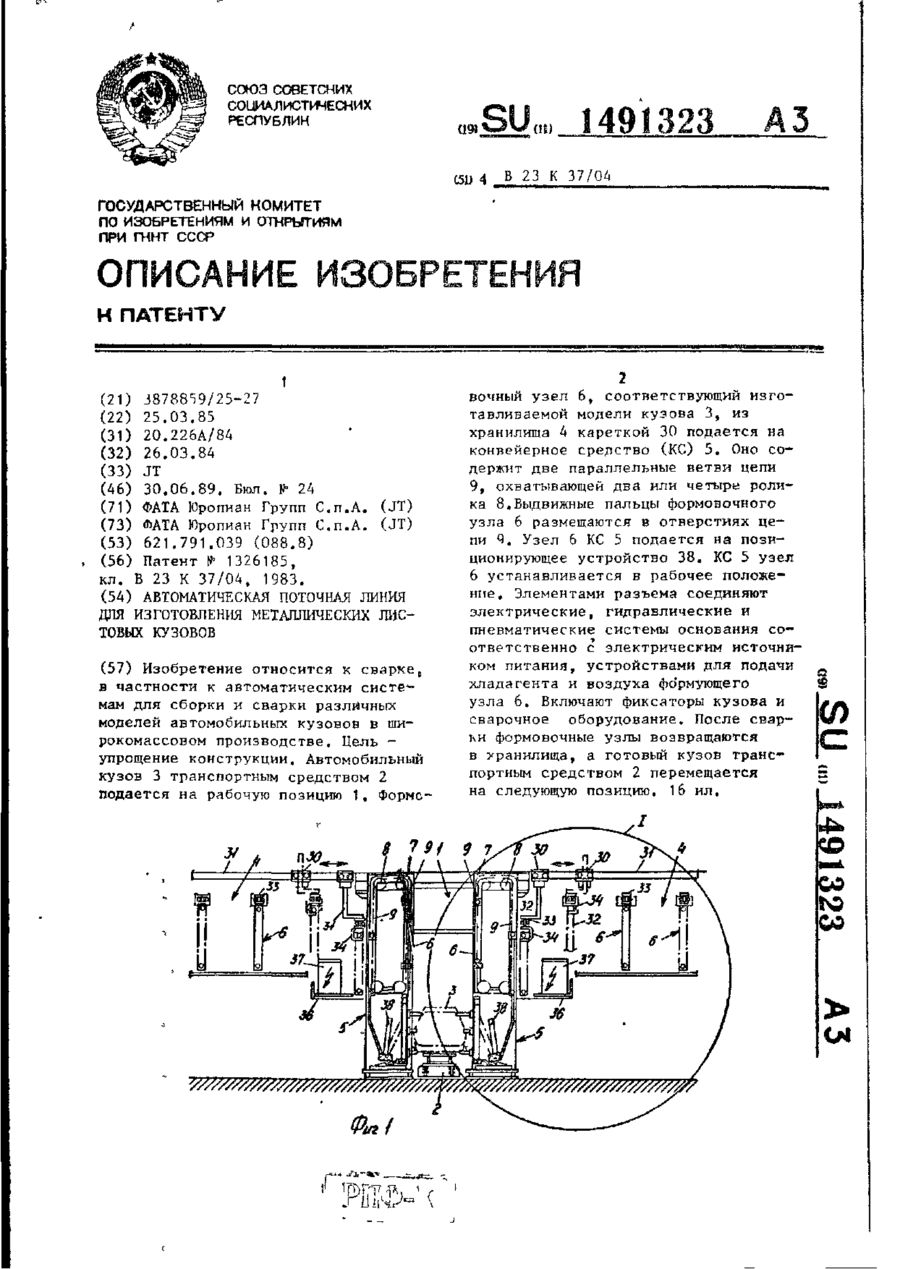
Формула / Реферат:
Автоматическая поточная линия для изготовления металлических листовых кузовов, преимущественно автомобильных, содержащая расположенные на основании рабочую позицию, хранил и та для формовочных узлов, выполненных в иидс рам с фиксаторами для элементов кузовов, двумя выдвижными пальцами и ориентирующими роликами, расположенное между хранилищами и рабочей позицией конвейерное средство для подачи из хранилищ к рабочей позиции с двух се сторон...
Пристрій для гнучкості листових заготівок
Номер патенту: 4534
Опубліковано: 28.12.1994
Автори: Смотрицький Герц Харитонович, Лєвін Ілля Григорович, Мороз Гарислав Васильович
МПК: B23K 37/04, B21D 5/04
Мітки: пристрій, гнучкості, листових, заготівок
Формула / Реферат:
Устройство для гибки листовых заготовок по авт. св.№ 1011298, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности за счет совмещения процессов гибки и сварки листовой заготовки в одном устройстве, оно снабжено сварочным манипулятором, содержащим неподвижные направляющие, смонтированные на плите, закрепленной на опорной плите устройства и боковой рамe, подвижную каретку с консольной...
Пристрій для іспиту листових та/або рулонних пружисто-пластичних матеріалів
Номер патенту: 7298
Опубліковано: 30.06.1995
Автори: Ягода Людмила Андріївна, Загорний Віктор Семенович, Хмелько Володимир Вікторович, Попова Наталя Володимирівна, Островський Володимир Станіславович
МПК: G01N 3/40, G01N 33/44
Мітки: іспиту, матеріалів, пружисто-пластичних, пристрій, рулонних, листових
Формула / Реферат:
1. Устройство для испытания листовых и/или рулонных упругопластичных материалов по величине прогиба под нагрузкой, состоящее из механизмов прижатия и нагружения испытываемого материала и блока индикации, в котором механизм прижатия испытываемого материала содержит изготовленную в форме скобы станину с выполненными в ней полками, в которых выполнены соосные отверстия, и снабженную струбциной и соединительной планкой для крепления станины к...
Попередній патент: Малогабаритний агрегат для переробки зерна гречки та проса
Наступний патент: Ручний пристрій для протягування з повертанням
Випадковий патент: Система оборотного водопостачання установки вакуумування сталі