Пристрій для гнучкості листових заготівок
Номер патенту: 4534
Опубліковано: 28.12.1994
Автори: Мороз Гарислав Васильович, Лєвін Ілля Григорович, Смотрицький Герц Харитонович
Формула / Реферат
Устройство для гибки листовых заготовок по авт. св.№ 1011298, отличающееся тем, что, с целью расширения технологических возможностей и повышения производительности за счет совмещения процессов гибки и сварки листовой заготовки в одном устройстве, оно снабжено сварочным манипулятором, содержащим неподвижные направляющие, смонтированные на плите, закрепленной на опорной плите устройства и боковой рамe, подвижную каретку с консольной плитой, снабженной медной подкладной пластиной и закрепленными на ней планками для обеспечения заданных размеров согнутой листовой заготсаки, установленную с возможностью перемещения по неподвижным направляющим, сварочное устройство, смонтированное на консольной плите подвижной каретки, и привод перемещений подвижной каретки, при этом консольная плита подвижной каретки и планки для обеспечения заданных размеров согнутой листовой заготовки снабжены заходными скосами.
Текст
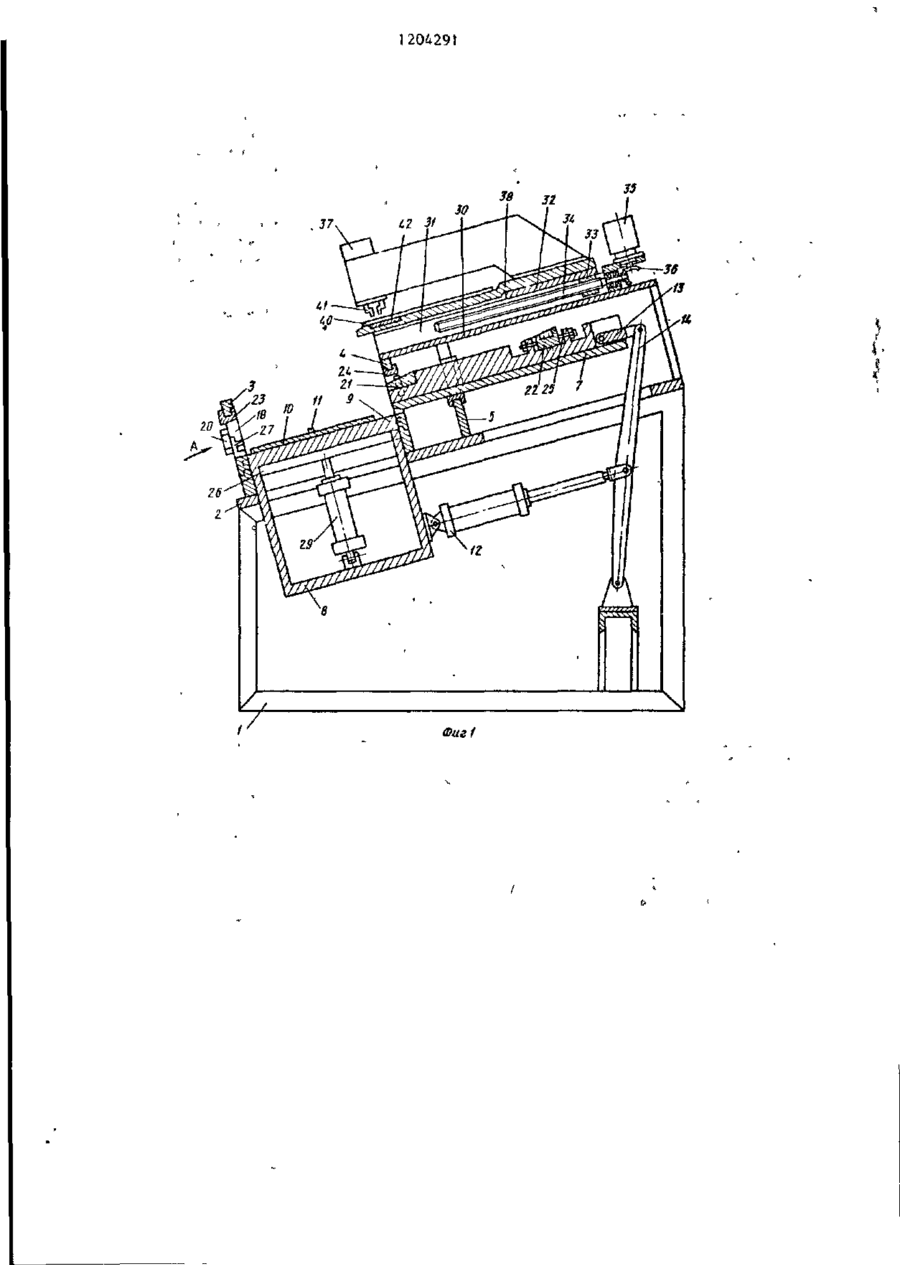
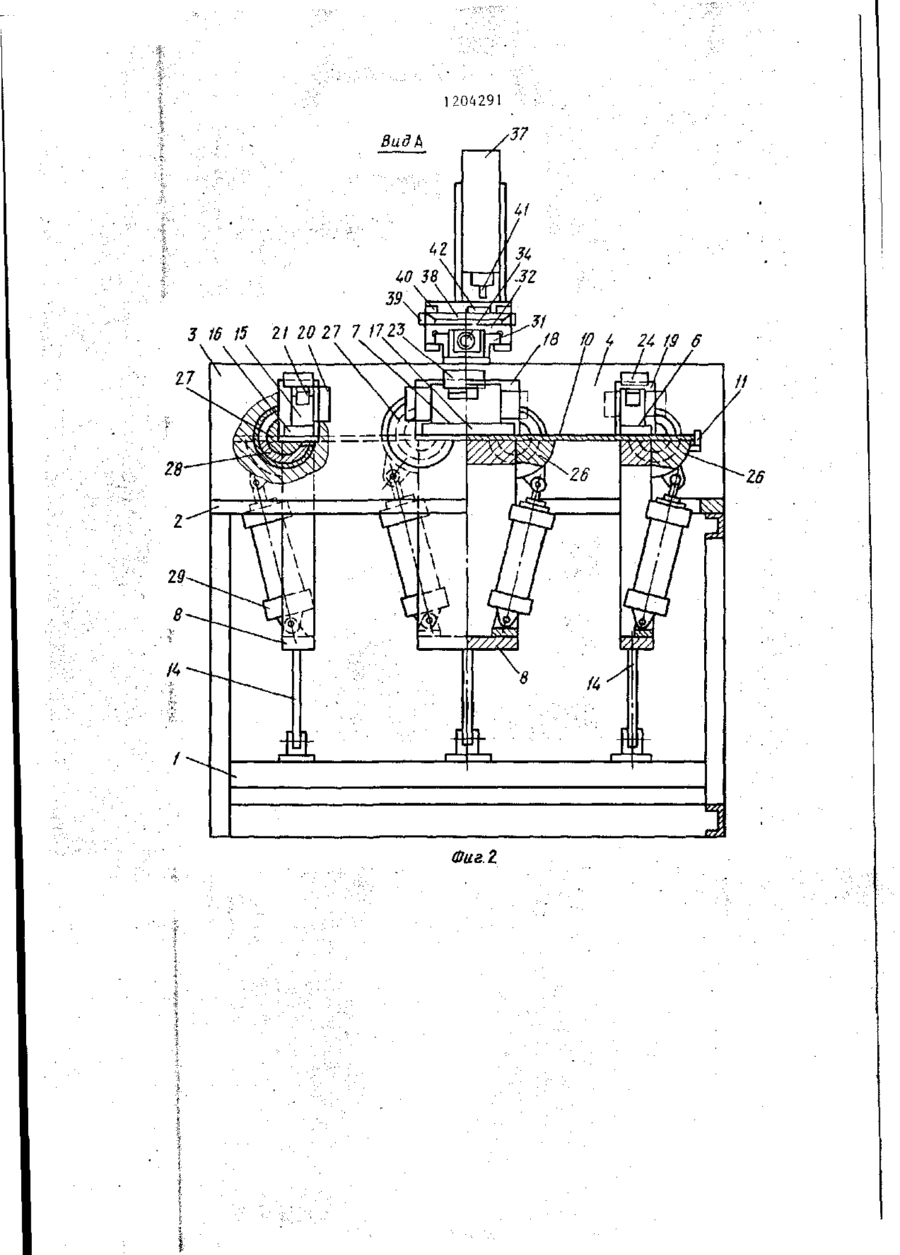
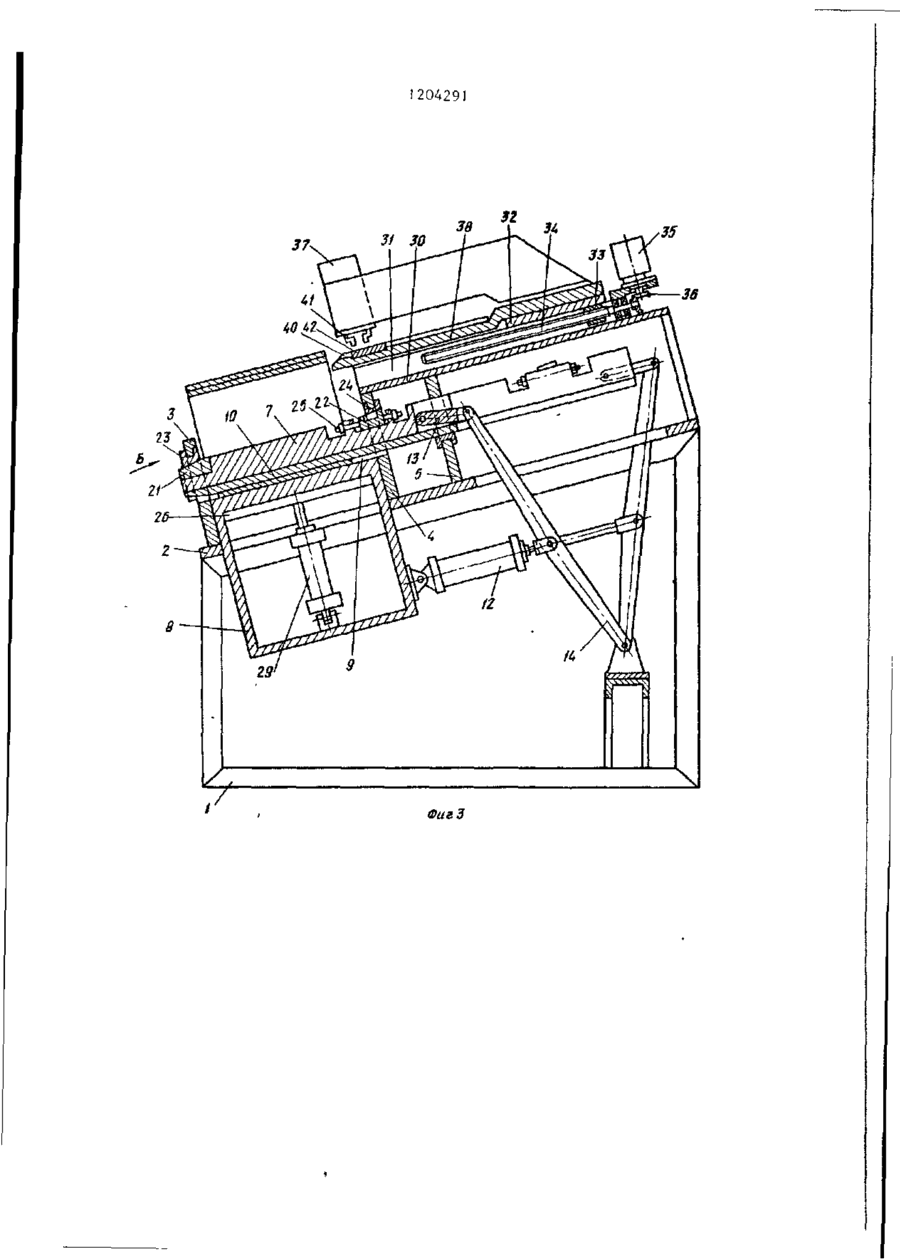
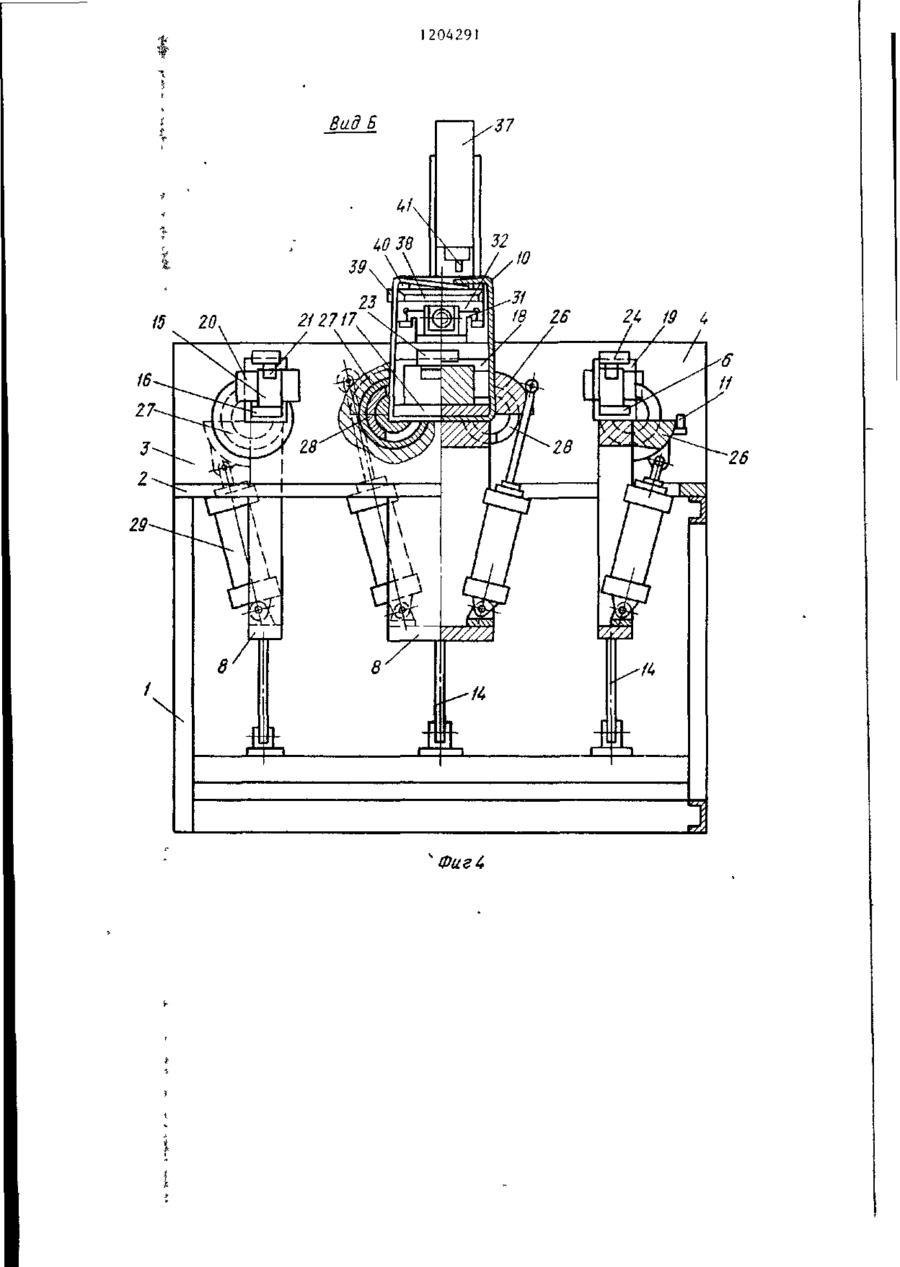
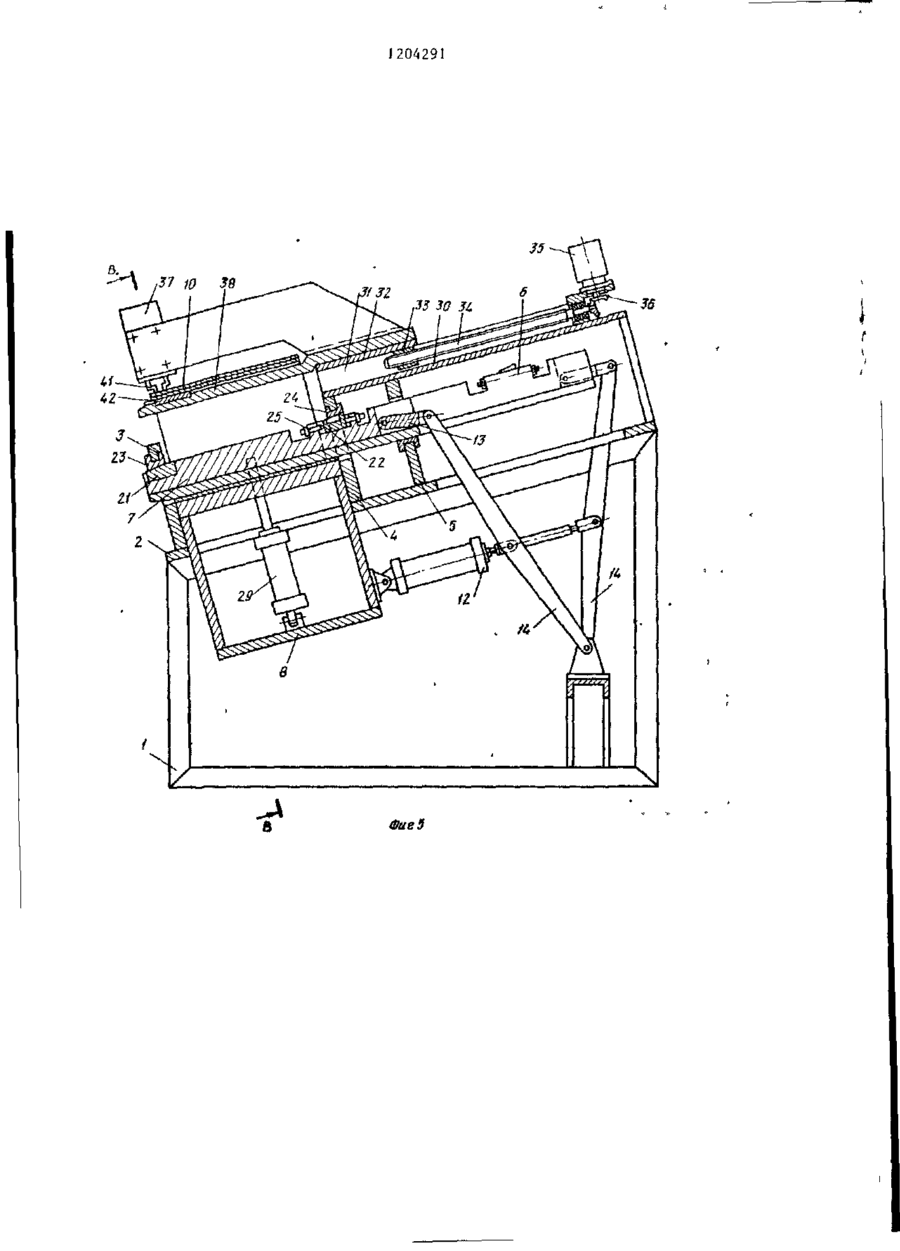
УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВЫХ ЗАГОТОВОК по авт.св. № 1011298, о т л и ч а ю щ е е с я тем, что, с целью расширения технологических возможностей и повышения производительности за счет совмещения процессов гибки и сварки листовой заготовки в одном устройстве, оно снабжено сварочным манипулятором, содержа щим неподвижные направляющие, смонтированные на плите, закрепленной на опорной плите устройства и боковой раме, подвижную каретку с консольной плитой, снабженной медной подкладной пластиной и закрепленными на ней планками для обеспечения заданных размеров согнутой листовой заготовки, установленную с возможностью перемещения по неподвижным направляющим, сварочное устройство, смонтированное на консольной плите подвижной каретки^ и привод перемещений подвижной каретки, при этом консольная плита подвижной каретки и планки для обеспечения заданных размеров согнутой листовой заготовки снабжены заходными скосами. в 8 С о СО 2 * 1 204291 Изобретение относится к устройстприжимные траверсы 6 и 7 имеют отвам, используемым при обработке носительную свободу перемещения. металлов давлением, в частности к Каждая прижимная траверса снабустройствам для изготовления корпужена клиновыми вставками 21 и 22, сов в автоматических гибочных маши5 которые расположены между собой на нах, и является усовершенствованием расстоянии, равном расстоянию межизвестного устройства, описанного в ду боковыми рамами 3 и 4, а в верхавт.св.№ 10П298. ней части окон 18 и 19 боковых рам Целью изобретения является расши3 и 4 закреплены неподвижные напрение технологических возможностей '0 равляющие 23 и 24 клиновых зажимов. и повышение производительности за Передняя клиновая вставка 21 каждой счет совмещения процессов гибки и прижимной траверсы закреплена неподсварки замкнутого контура в одном вижно, задняя при помощи упорных устройстве. винтов 25 перемещается в такое полоУстройство позволяет сократить 15 жение, что заклинивание происходит в производственные площади. обеих рамах 3 и 4. Передняя часть сменных вставок На фиг.I представлено устройстшаблонов 16 и 17 прижимных траверс во, исходное положение; на фиг,2 срезана под углом, что позволяет вид А на фиг.1; на фиг.З - устройство в момент окончания гибки; 20 прижимным траверсам наползать на на фиг.4 - вид Б на фиг.З, на заготовку различной толщины. фиг.5 - устройство в момент начала При осевом перемещении прижимные сварки, на фиг.6 - разрез В-В на траверсы 6 и 7 двигаются непосредстфиг.5, венно по заготовке 10 до заклинива25 ния в обеих боковых рамах 3 и 4, и тем самым зажимают заготовку перед Устройство для гибки листовых • гибкой. заготовок содержит станину 1 с опорВ боковых рамах 3 и 4 закреплены ной плитой 2, на крторую опираются гибочные траверсы 26 с возможностью боковые рамы 3 и 4 и вспомогатель30 поворота в специальных цилиндричесная рама 5, которая поддерживает и ких вставках 27, у которых вырезан направляет две боковые 6 и одну центсектор в 90tf и линии среза совпада- • ральную 7 прижимные траверсы в исходют с одной боковой и нижней стенками ном положении. Боковые рамы 3 и 4 окон 18 и 19, а которых движутся скреплены неподвижными траверсами 8 35 прижимные траверсы. рамной конструкции, на опорную поКаждый конец гибочных траверс верхность 9 которых устанавливаетвыполнен в виде вала 28 с внутренней ся заготовка 10 до упора 11. Прижимвыточкой и срезан до сектора в 180 ные траверсы 6 и 7 выполнены с возили меньше в зависимости от угла можностью перемещения в осевом нап40 гибки. равлении при помощи гидроцилиндров В исходном положении гибочной 12, соединенных с траверсами 6 и 7 траверсы срез вала 28 совпадает с системой рычагов 13 и 14. нижней стороны окна 18 и 19 в бокоПрижимные траверсы 6 и 7 состоят вых рамах, после гибки совпадает с из направляющей части 15 и сменных 45 боковой стенкой окна. В этом и в вставок шаблонов 16, причем центдругом случае он не мешает движению ральная траверса 7 снабжена двустоприжимных траверс. ронней вставкой шаблоном 17 для Поворот гибочных траверс осуизгиба заготовки по двум сторонам ществляется гидроцилиндрами 29. траверсы. Прижимные траверсы 6 и 7 50 На опорной плите 2 и боковой перемещаются через окна 18 и 19, раме 4 закреплена плита 30, на корасположенные в боковых рамах 3 и торой установлен сварочный манипуля4 и вспомогательной раме 5. тор, состоящий из неподвижных напДля точного направления движения равляющих 31, по которым перемеприжимных траверс 6 и 7 в плоскости, параллельной заготовке, на 55 щается подвижная каретка 32 посредбоковых сторонах окон 18 и 19 закрепством винтовой пары, состоящей лены направляющие планки 20. В плосиз гайки 33 и ходового,винта 34, > кости, перпендикулярной заготовке, получающего вращение от гидродви Г 204291 'гателя 35 через пару конических зубчатых колес 36. На подвижной каретке 32 консольно закреплено сварочное устройство 37 и плита 38, на которой расположены конструктивные элементы (например, планки) 39, фиксирующие внутренний размер по ширине согнутого контура, и планки 40, фиксирующие размер согнутого контура по высоте, причем консольный конец плиты 38 вместе с планками 39 и 40 выполнены со скосом, как в горизонтальной так и в вертикальной плоскостях для гарантированного попадания плиты 38 во внутрь согнутого контура. Сварочное устройство может быть іприменено•любого типа. В данном случае сварочное устройство представляет собой установку для односторонней двухточечной контактной сварки. Перемещение сварочных электродов 41 устройства осуществляется пневмоцилиндром ( не показан/. На плите 38 под электродами закреплена медная пластинка 42. Управление устройством происходит командоаппаратом, состоящим из кулачкового вала, воздействующего своими кулачками на гидрораспределитель каждого цилиндра (не пс• казаны) и включение сварочного манипулятора, имеющего свою программу цикла работы. Устройство работает следующим образом. Заготовку 10 подают до упора 11. По команде управляющего устройства три прижимные траверсы 6 и 7 надвигаются на заготовку 10 и скользят по ней в осевом направлении до замыкания клиновых вставок 21 и 22 с направляющими 23 и 24 клиновых зажимов, укрепленных на боковых рамах 3 и 4, вследствие чего происходит зажим заготовки 10. Затем с помощью с 10 15 20 25 30 35 40 45 4 команкоаппарйта выдвигается шток гидроцилиндров 29, связанных с гибочными траверсами 26, действующими в комплекте с боковыми прижимные траверсами 6,и происходит гибка по двум крайним линиям. По *ювой команде гибочные траверсы занимают первоначальное положение. Боковые прижимные траверсы передвигаются цилиндрами в исходное положение в то время, как заготовка 10 остается зажатой прижимной траверсой. Затем происходит гибка гибочными траверсами, действующими в комплекте с центральной прижимной траверсой 7. Нижняя часть замкнутого контура остается зафиксированной между ними и центральной прижимной траверсой 7. По команде командоаппарата включается сварочный манипулятор. Гидродвигатель 35, вращая ходовой винт 34, перемещает подвижную каретку 32 с плитой 38 и сварочным устройством 37 в крайнее левое положение. Плита 38 с конструктивными элементами (например, планками) 39 и 40 фиксируют верхнюю часть замкнутого контура в пространстве в соответствии с чертежными размерами. Сварочное устройство 37 опускает электроды 41 на контур, происходит сварка двух точек. После этого по команде программного устройства сварочный манипулятор перемещается вправо с заданным интервалом сварки до возвращения в исходное положение. Затем гибочные траверсы 26 и прижимная траверса 7 возвращаются в исходное положение, оставляя на неподвижной траверсе 8 готовый корпус. После этого цикл повторяется. Предлагаемое устройство повышает производительность изготовления корпусов приборов из листовых заготовок за счет совмещения процессов гибки и сварки в одном устройстве. 1204291 1204291 '37 ВидА / T 42 40 39 З 16 15 \ \ \ 17 2/ 20 27 7 \ \ \ \ N і I J4 try ft Фиг.г 204291 35 37 36 Фиг 3 204291 Вид Б 204291 36 в Фае 5 19к 2Ь 4 /7 7 JO \ Л \ \ ! Редактор Н.Горват Составитель К.Быковец Техред И.Асталош Корректор М.Демчик Заказ 8458/8 Тираж 774 Подписное ВНИИПИ Государственного комитета СССР | по делам изобретений и открытий ?• •' I 13035, Москва, Ж-35, Раушская наб., д.4/5 Филиал ПТІП "Патент",г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюStarwriterdevice for bending sheet billets
Автори англійськоюMoroz Haryslav Vasyliovych, Lievin Illia Hryhorovych, Smotrytskyi Hertz Kharytonovych
Назва патенту російськоюУстройство для гибки листовых заготовок
Автори російськоюМороз Гарислав Васильевич, Левин Илья Григорьевич, Смотрицкий Герц Харитонович
МПК / Мітки
МПК: B21D 5/04, B23K 37/04
Мітки: заготівок, листових, гнучкості, пристрій
Код посилання
<a href="https://ua.patents.su/10-4534-pristrijj-dlya-gnuchkosti-listovikh-zagotivok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для гнучкості листових заготівок</a>
Пристрій для гнучкості листових заготівок
Номер патенту: 4407
Опубліковано: 27.12.1994
Автори: Савєльєв Борис Володимирович, Смотрицький Герц Харитонович, Мороз Гарислав Васильович
МПК: B21D 5/04
Мітки: заготівок, листових, пристрій, гнучкості
Формула / Реферат:
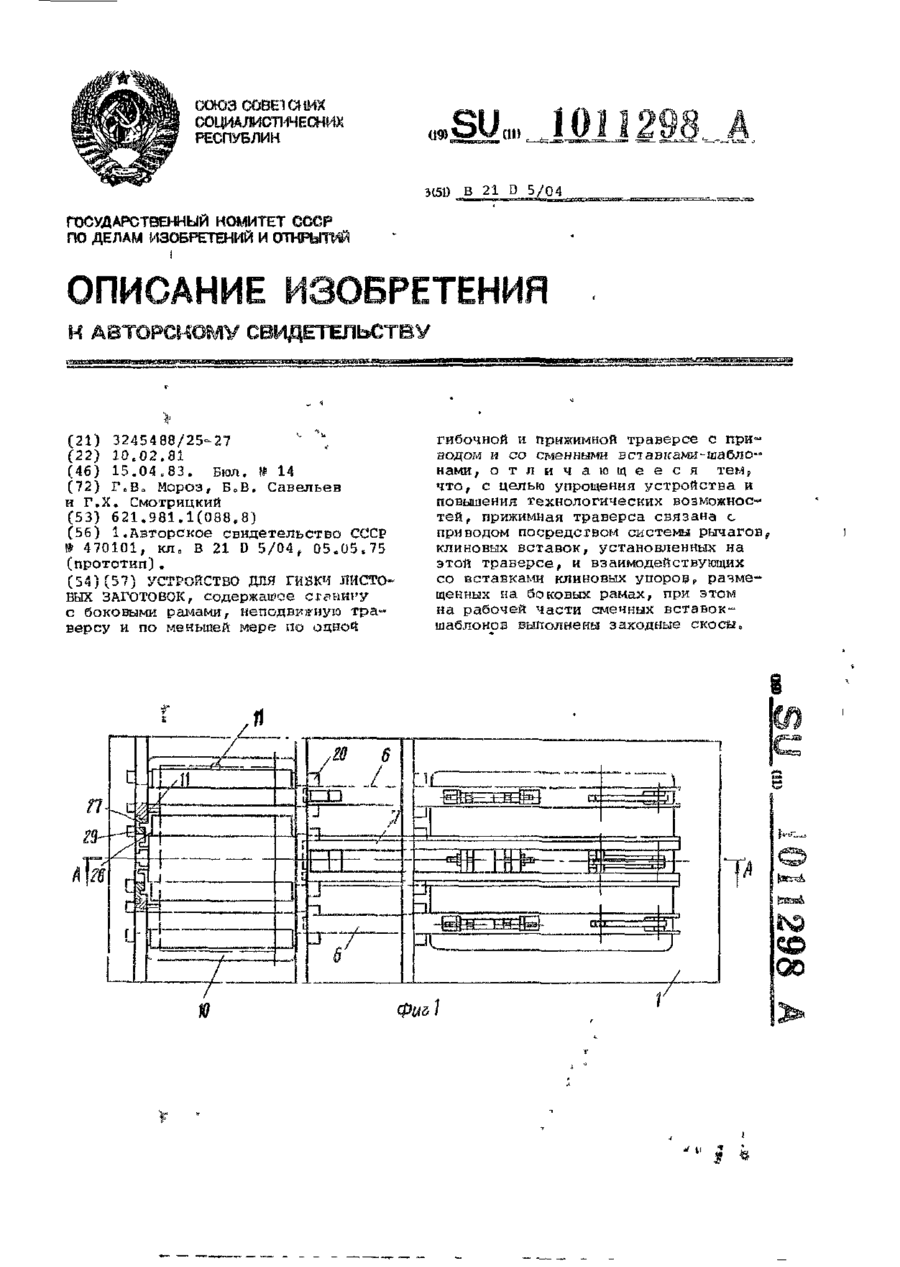
Устройство для гибки листовых заготовок, содержащее станину с боковыми рамами, неподвижную траверсу и по меньшей мере по одной гибочной и прижимной траверсе с приводом и со сменными вставками-шаблонами, отличающееся тем, что, с целью упрощения устройства и повышения технологических возможностей, прижимная траверса связана с приводом посредством системы рычагов, клиновых вставок, установленных на этой траверсе, и взаимодействующих со...
Гибочно-гартовочна установка для виготовлення листових ресор
Номер патенту: 2430
Опубліковано: 26.12.1994
Автори: Вишневецький Микола Іванович, Литвин Олександр Миколайович, Шепеляковський Костянтин Захарович
МПК: C21D 9/46
Мітки: листових, ресор, установка, виготовлення, гибочно-гартовочна
Формула / Реферат:
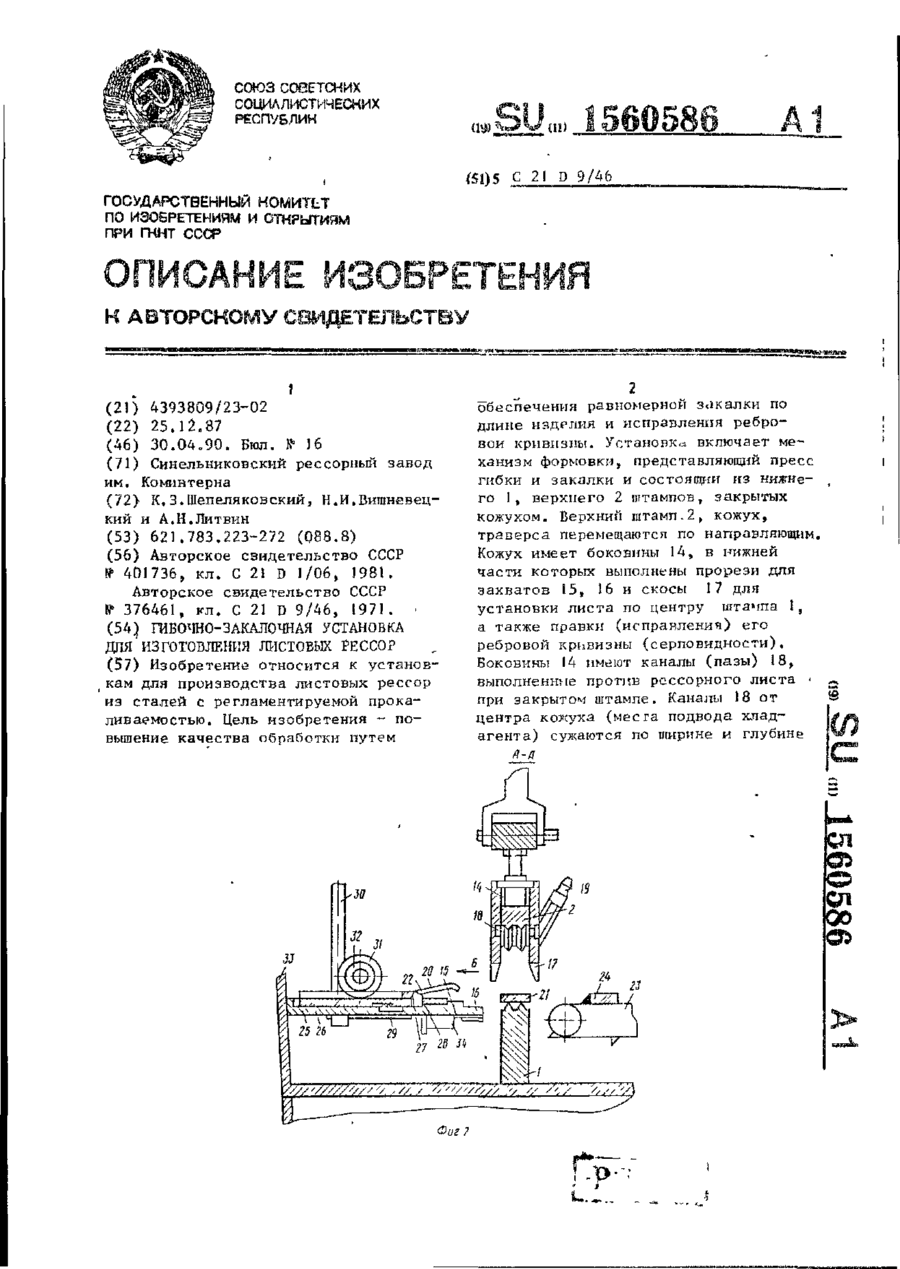
Гибочно-закалочная установка для изготовления листовых рессор, содержащая механизм формовки с верхним и нижним штампами, устройство для исправления ребровой кривизны листов рессор, транспортеры, механизм подачи и выдачи листов, отличающаяся тем, что, с целью повышения качества обработки путем равномерной закалки по длине изделия и исправления ребровое, кривизны, механизм формовки выполнен в виде боковин с прорезями в нижних их частях и...
Прилад для виготовлення упаковочних заготівок з стрічкового матеріалу
Номер патенту: 3576
Опубліковано: 27.12.1994
Автор: Хайнц Фоке
МПК: B65B 61/04
Мітки: прилад, виготовлення, матеріалу, стрічкового, заготівок, упаковочних
Формула / Реферат:
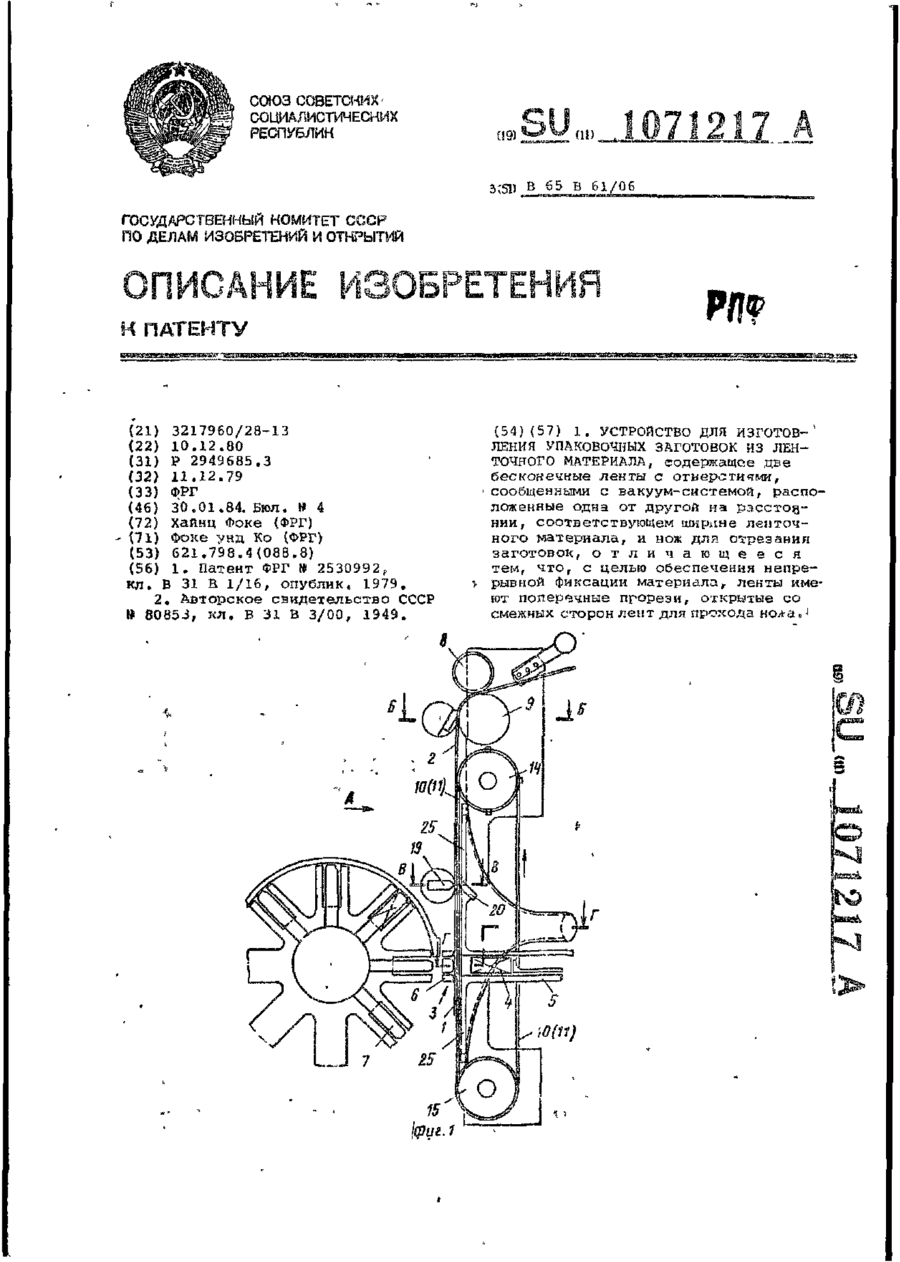
1. Устройство для изготовления упаковочных заготовок из ленточного материала, содержащее две бесконечные ленты с отверстиями, сообщенными с вакуум-системой, расположенные одна от другой на расстоянии, соответствующем ширине ленточного материала, и нож для отрезания заготовок, отличающееся тем, что, с целью обеспечения непрерывной фиксации материала, ленты имеют поперечные прорези, открытые со смежных сторон лент для прохода ножа.2....
Амортизуючий пристрій
Номер патенту: 2069
Опубліковано: 20.12.1994
Автор: Рахманов Микола Миколайович
МПК: F16F 1/02
Мітки: амортизуючий, пристрій
Формула / Реферат:
Амортизирующее устройство, содержащее корпус, подвижную часть и упругий элемент, установленный в корпусе с возможностью взаимодействия с его внутренней стенкой, отличающееся тем, что оно снабжено осями, одна из которых закреплена в корпусе по оси устройства, другие - в подвижной части, а упругий элемент выполнен в виде листовых рессор Л-образной формы, установленных на осях со встречно-направленными концами с возможностью их...
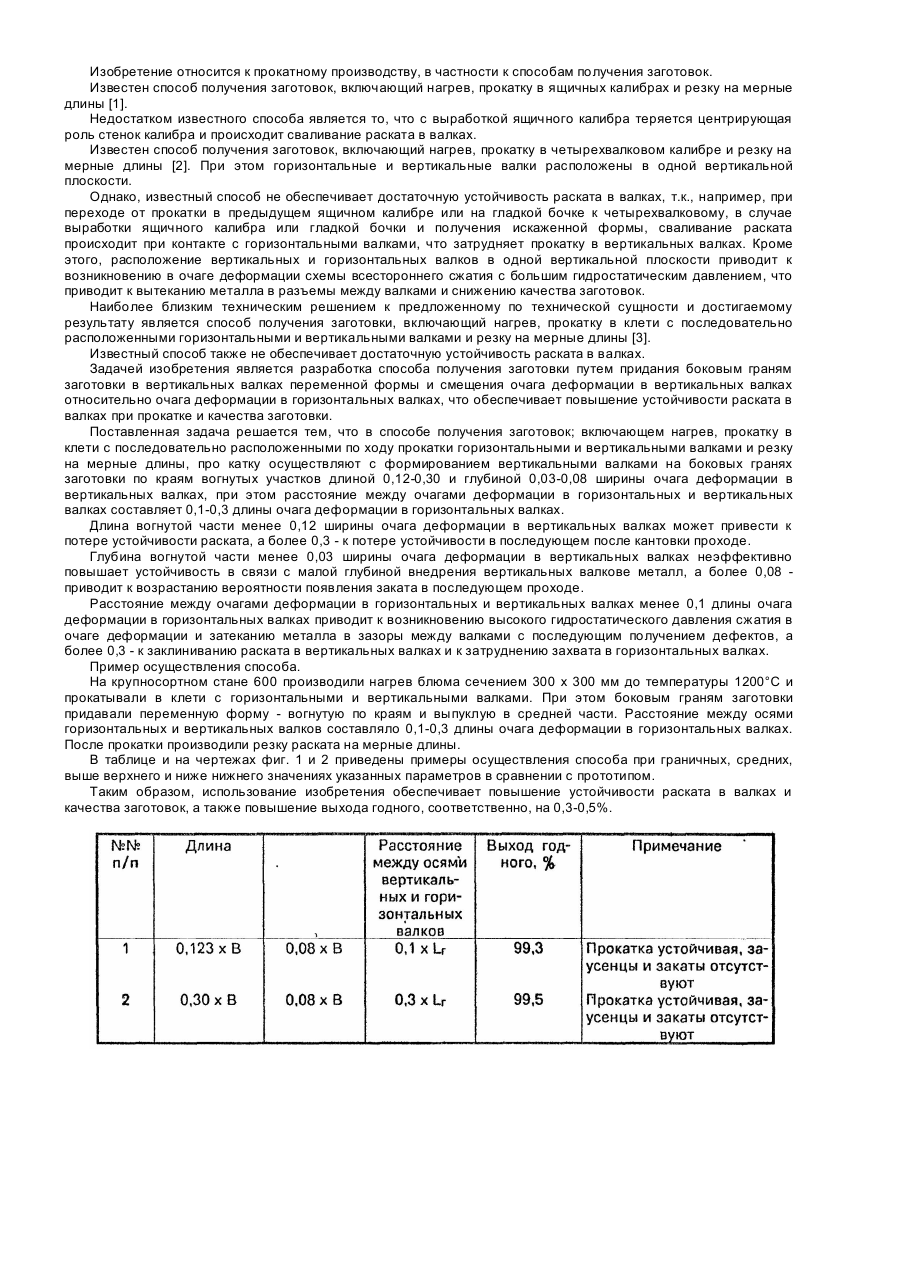
Спосіб виготовлення заготівок
Номер патенту: 1466
Опубліковано: 25.07.1994
Автори: Локтіонов Петро Якович, Чічкан Артур Олексійович, Тарасов Віктор Іванович, Луценко Віктор Олександрович, Дорожко Іван Кирилович, Проценко Юрій Юрійович, Луцький Михайло Борисович, Бондаренко Микола Андрійович
МПК: B21B 1/02
Мітки: спосіб, виготовлення, заготівок
Формула / Реферат:
Способ получения заготовки, включающий нагрев, прокатку в клети с последовательно расположенными по ходу прокатки горизонтальными и вертикальными валками и резку на мерные длины, отличающийся тем, что прокатку осуществляют с формированием вертикальными валками на боковых гранях заготовки по краям вогнутых участков длиной 0,12-0,30 и глубиной 0,03-0,08 ширины очага деформации в вертикальных валках, при этом расстояние между очагами...
Попередній патент: Пристрій для установки на друковані плати радіоелементів, переважно мікросхем
Наступний патент: Магнітний сепаратор
Випадковий патент: Спосіб дослідження кровоносного русла шлунка людини