Пристрій для навивання профільних гвинтових заготовок
Номер патенту: 11367
Опубліковано: 15.12.2005
Автори: Ляшук Олег Леонтійович, Солодкий Ігор Зіновійович, Драган Андрій Петрович, Гевко Іван Богданович, Ковбашин Ірина Василівна

Формула / Реферат
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним отвором жорстко встановлено на осі оправки з можливістю кругового обертання, формувальний ролик з циліндричним диском встановлені під кутом до осі оправки, остання жорстко закріплена до кронштейна, який жорстко закріплено до супорта верстата з можливістю осьового переміщення, а у формувальному ролику зі сторони верхнього вільного торця виконано виїмку, глибиною, меншою ширини стрічкової заготовки, під кутом що дорівнює куту нахилу витка заготовки, а притискний ролик встановлено зверху над оправкою на вертикальній оправці з можливістю кутового обертання, причому твірна притискного ролика виконана під кутом, що дорівнює куту нахилу стрічкової заготовки, торцевий виступ ступінчастої оправки виконано під кутом, що дорівнює куту нахилу гвинтової заготовки, а вісь обертання ступінчастої оправки зміщена відносно осі формувального ролика на величину ексцентриситету, і вони розміщені в одній горизонтальній площині, причому величину ексцентриситету ε визначають з залежності:
![]() ,
,
де k - коефіцієнт, який залежить від кута нахилу формувального ролика, і він дорівнює k = 1,05....1,2;
Dp - діаметр ролика;
gз - кут підйому витків спіралі по зовнішніх кромках;
gв - кут підйому витків спіралі по внутрішніх кромках;
d - величина, що враховує зміну товщини стрічкової заготовки по внутрішній і зовнішній кромках.
Текст
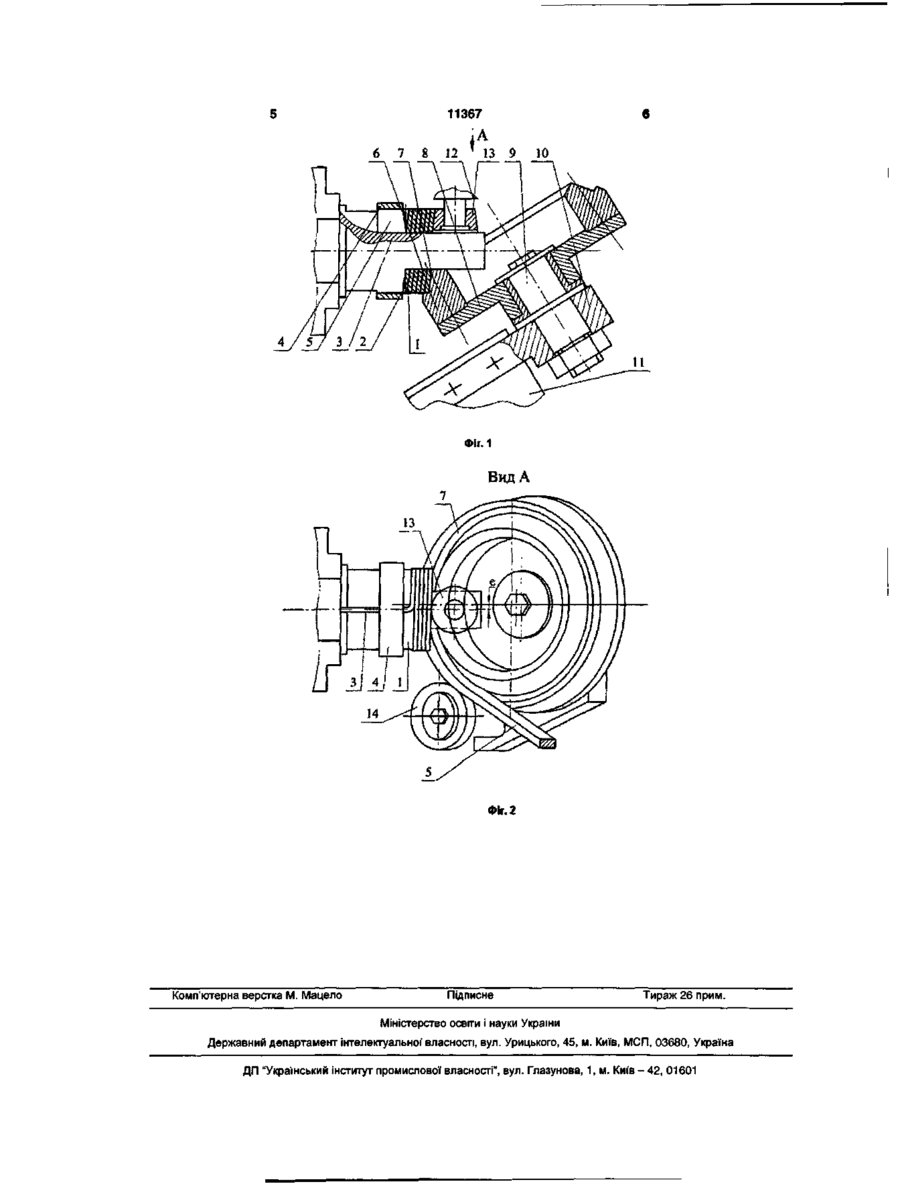
Пристрій для навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і напрямного роликів, які жорстко закріплені до супорта верстата, який відрізняється тим, що формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск, який центральним отвором жорстко встановлено на осі оправки з можливістю кругового обертання, формувальний ролик з циліндричним диском встановлені під кутом до осі оправки, остання жорстко закріплена до кронштейна, який жорстко закріплено до супорта верстата з можливістю осьового переміщення, а у формувальному ролику зі сторони верхнього вільного торця виконано ви їмку, глибиною, меншою ширини стрічкової заготовки, під кутом що дорівнює куту нахилу витка заготовки, а притискний ролик встановлено зверху над оправкою на вертикальній оправці з можливістю кутового обертання, причому твірна притискного ролика виконана під кутом, що дорівнює куту нахилу стрічкової заготовки, торцевий виступ ступінчастої оправки виконано під кутом, що дорівнює куту нахилу гвинтової заготовки, а вісь обертання ступінчастої оправки зміщена відносно осі формувального ролика на величину ексцентриситету, і вони розміщені в одній горизонтальній площині, причому величину ексцентриситету £ визначають з залежності: де k - коефіцієнт, який залежить від кута нахилу формувального ролика, і він дорівнює k = 1,05....1,2; DP - діаметр ролика; з - кут підйому витків спіралі по зовнішніх кромках; в - кут підйому витків спіралі по внутрішніх кромках; - величина, що враховує зміну товщини стрічкової заготовки по внутрішній і зовнішній кромках. 1 CD CO Корисна модель відноситься до галузі машинобудування і може широко використовуватися для навивання профільних гвинтових заготовок різних типорозмірів. Відомий пристрій для виготовлення навивання профільних гвинтових заготовок, який виконано у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для затиску переднього кінця стрічки, привода формувального і направляючого роликів, які жорстко закріпленого до супорта верстата [Патент України №38108. «Пристрій для виготовлення спіралей шнеків.» Автори Пилипець М. І., Гевко Іг. Б, Геник І. С , Комар Р. В., Бюл. №4,2001 p.]. Основний недолік пристрою обмежені технологічні можливості і мала продуктивність праці В основу корисної моделі покладено задачу розширення технологічних можливостей і підвищення продуктивності праці пристрою для навивання профільних гвинтових заготовок шляхом його виконання у вигляді ступінчастої оправки з торцевим виступом, осьовим пазом і стопорним кільцем для фіксації переднього кінця стрічки, приводу формувального і направляючого роликів, які жорстко закріплені до супорта верстата, причому формувальний ролик виконано у вигляді пустотілого кільця, до нижнього торця якого жорстко закріплено циліндричний диск який центральним отвором жорстко встановлено на осі оправки з можливістю кругового обертання, формувальний ролик з циліндричним диском встановлені під кутом до осі оправки, остання жорстко закріплена до кронштейна, який жорстко закріплено до супорта верстату з можливістю осьового переміщення, а у о> 11367 формувальному ролику зі сторони верхнього вільного торця виконано виїмку глибиною меншою ширини стрічкової заготовки під кутом дорівнює куту нахилу витка заготовки, а притискний ролик встановлено зверху над оправкою на вертикальній оправці з можливістю кутового обертання, причому твірна притискного ролика виконана під кутом дорівнює куту нахилу стрічкової заготовки, торцевий виступ ступінчатої оправи виконано під кутом дорівнює куту нахилу гвинтової заготовки, а вісь обертання ступінчатої оправки зміщена відносно осі формувального ролика на величину ексцентриситету і вони розміщені в одній горизонтальній площині, причому величину ексцентриситету визначають з залежності: де k - коефіцієнт, який залежить від кута нахилу формувального ролика і він рівний k = 1,05....1,2; DP - діаметр ролика; з - кут підйому витків спіралі по зовнішніх кромках; в - кут підйому витків спіралі по внутрішніх кромках; - величина, що враховує зміну товщини стрічкової заготовки по внутрішній і зовнішній кромках. Пристрій для навивання профільних гвинтових заготовок зображено на Фіг.1 і Фіг.2 - вид по А на Фіг.1. Пристрій для навивання профільних гвинтових заготовок виконано у вигляді ступінчастої оправки 1 з торцевим виступом 2, осьовим пазом 3 і стопорним кільцем 4 для фіксації переднього кінця стрічки 5. Формувальний ролик 6 виконано у вигляді пустотілого кільця, у якому зі сторони верхнього вільного торця виконано виїмку 7 глибиною меншою ширини стрічкової заготовки під кутом дорівнює куту нахилу витка заготовки. До нижнього торця формувального ролика жорстко закріплено циліндричний диск 8, який центральним отвором жорстко встановлено на осі 9 оправки 10 з можливістю кругового обертання. Формувальний ролик 6 з циліндричним диском 8 встановлені під кутом до осі оправки 10, остання жорстко закріплена до кронштейна, який жорстко закріплений до супорта верстата 11 з можливістю осьового переміщення. Зверху над оправкою 10 на вертикальній оправці 12 встановлено притискний ролик 13 з можливістю кутового обертання, причому твірна притискного ролика виконана під кутом дорівнює куту нахилу стрічкової заготовки, торцевий виступ ступінчатої оправи виконано під кутом дорівнює куту нахилу гвинтової заготовки. З лівої сторони формувального ролика 6 встановлено допоміжний направляючий ролик 14, зазор між ними рівний товщині полоси. Вісь обертання ступінчатої оправки зміщена відносно осі формувального ролика на величину ексцентриситету і вони розміщені в одній горизонтальній площині, причому величину ексцентриситету є визначають з залежності: де k - коефіцієнт, який залежить від кута нахилу формувального ролика і він рівний k = 1,05....1,2; Dp - діаметр ролика; з - кут підйому витків спіралі по зовнішніх кромках; в - кут підйому витків спіралі по внутрішніх кромках; - величина, що враховує зміну товщини стрічкової заготовки по внутрішній і зовнішній кромках. Робота пристрою для навивання профільних заготовок здійснюється наступним чином. Кінець стрічкової заготовки 5 згинають під кутом 90°, вставляють в осьовий паз 3, і на неї одягається стопорне кільце 4, а з лівої сторони формувального ролика 6 заготовка підтискається направляючим роликом 14, а до нижній торець стрічкової заготовки 4 підводять до формувального ролика 6, де він входить в контакт з кільцевою виїмкою 7. Після цього включають привід верстату і навивають один виток після чого верстат зупиняють. Зверху до ступінчастої оправи 1 підводять вертикальну оправку 12 з підтискаючим роликом 13, таким чином, щоб його твірна контактувала з торцем стрічкової заготовки 4, аналогічно знизу заготовка підтискається допоміжним направляючим роликом 14. Після комплексу підготовчих операцій включають верстат і здійснюють навивання профільної гвинтової заготовки. Зупиняють верстат, формувальний ролик 6 і притискний ролик 13 відводять в сторону. Навивну заготовку знімають з ступінчастої оправки 1, а новий технологічний процес здійснюється аналогічно попередньому. До переваг пристрою відноситься розширення технологічних можливостей і підвищення продуктивності праці при виготовлені профільних гвинтових заготовок. 11367 Фіг. 1 Вид А Фіг. 2 Комп'ютерна верстка М. Мацело Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for winding of profile screw billets
Автори англійськоюHevko Ivan Bohdanovych, Liashuk Oleh Leontiiovych, Drahan Andrii Petrovych
Назва патенту російськоюУстройство для навивания профильных винтовых заготовок
Автори російськоюГевко Иван Богданович, Ляшук Олег Леонтьевич, Драган Андрей Петрович
МПК / Мітки
МПК: B21D 11/06
Мітки: навивання, заготовок, гвинтових, профільних, пристрій
Код посилання
<a href="https://ua.patents.su/4-11367-pristrijj-dlya-navivannya-profilnikh-gvintovikh-zagotovok.html" target="_blank" rel="follow" title="База патентів України">Пристрій для навивання профільних гвинтових заготовок</a>
Пристрій для неперервного навивання профільних гвинтових спіралей
Номер патенту: 39649
Опубліковано: 15.06.2001
Автор: Гевко Іван Богданович
МПК: B21D 11/06
Мітки: неперервного, гвинтових, пристрій, профільних, навивання, спіралей
Формула / Реферат:
Пристрій для неперервного навивання профільних гвинтових спіралей, який містить оправку з торцевою гвинтовою-виточкою, пазом для фіксації полоси, направляючий вузол і обтискний ролик, який відрізняється тим, що більшу частину оправки з робочим виступом розміщено в середині формувальної інструментальної головки, виконаної у вигляді П-подібного перерізу з відкритими краями до середини кола, по периферії яких на пальцях рівномірно по...
Спосіб формоутворення профільних гвинтових заготовок та верстат для його реалізації
Номер патенту: 51099
Опубліковано: 15.11.2002
Автори: Пилипець Михайло Ількович, Лясота Оксана Михайлівна, Гевко Ігор Богданович, Гупка Богдан Васильович, Васильків Василь Васильович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, спосіб, реалізації, формоутворення, профільних, верстат
Формула / Реферат:
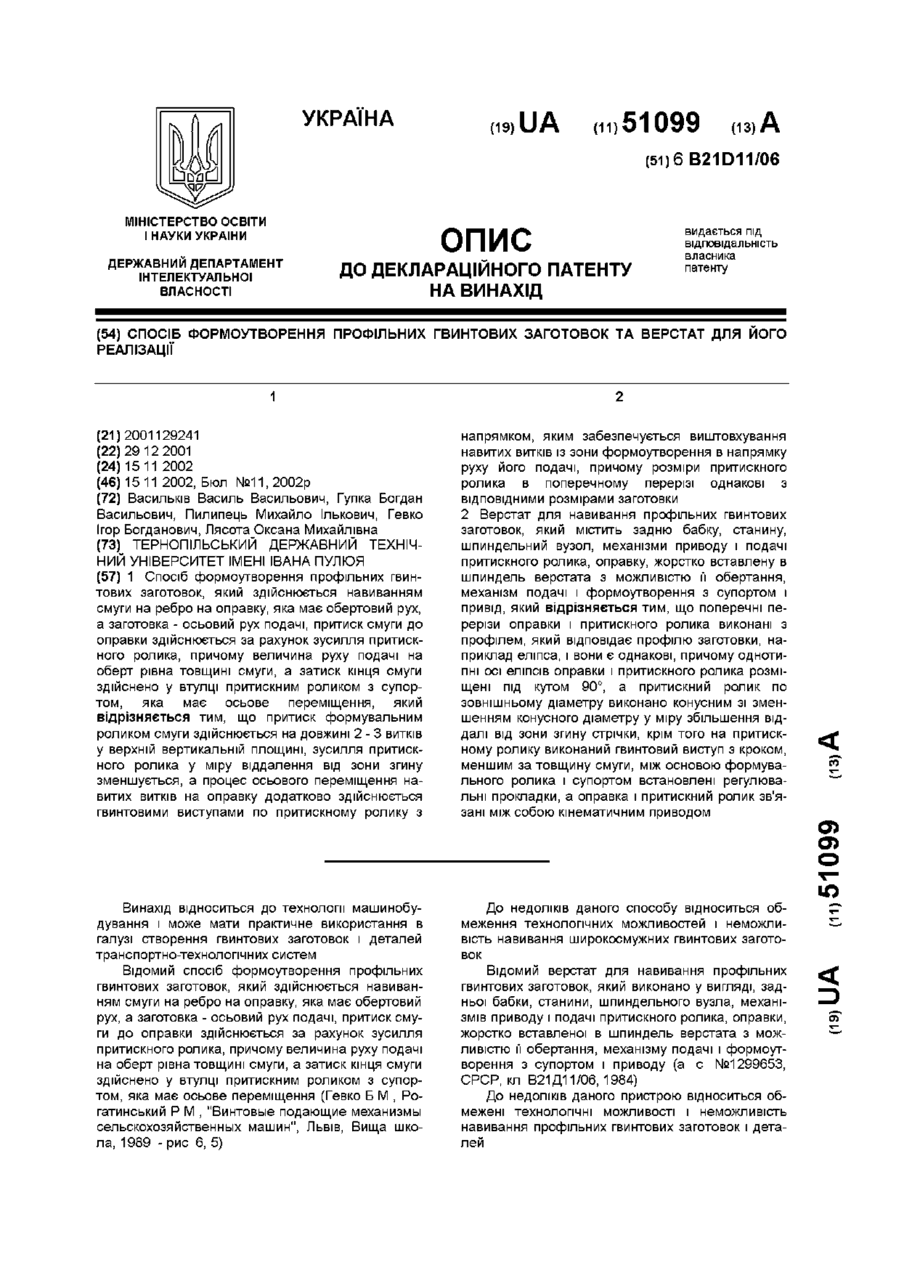
1. Спосіб формоутворення профільних гвинтових заготовок, який здійснюється навиванням смуги на ребро на оправку, яка має обертовий рух, а заготовка - осьовий рух подачі, притиск смуги до оправки здійснюється за рахунок зусилля притискного ролика, причому величина руху подачі на оберт рівна товщині смуги, а затиск кінця смуги здійснено у втулці притискним роликом з супортом, яка має осьове переміщення, який відрізняється тим, що притиск...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 65124
Опубліковано: 15.03.2004
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гвинтових, гофрованих, заготовок, виготовлення, пристрій
Формула / Реферат:
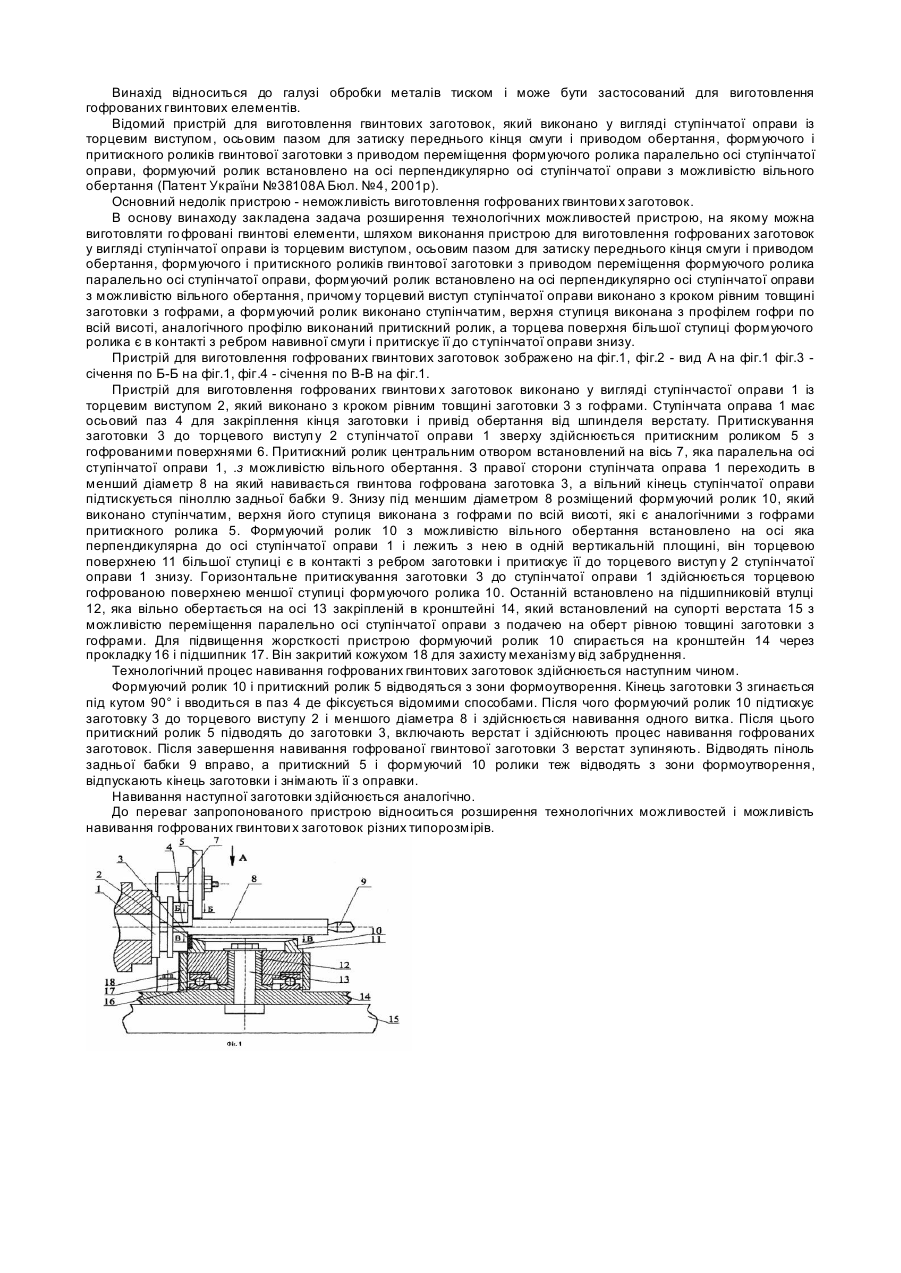
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді ступінчатої оправки із торцевим виступом, осьовим пазом для затиску переднього кінця смуги і приводом обертання, формуючого і притискного роликів гвинтової заготовки з приводом переміщення формуючого ролика паралельно осі ступінчатої оправки, формуючий ролик встановлено на осі перпендикулярно осі ступінчатої оправки з можливістю вільного обертання, який...
Пристрій для навивання різнопрофільних гвинтових елементів транспортно-технологічних систем
Номер патенту: 47173
Опубліковано: 17.06.2002
Автори: Васильків Василь Васильович, Гудь Віктор Зеновійович, Пилипець Михайло Ількович, Харий Юрій Богданович, Гевко Ігор Богданович, Гевко Іван Богданович
МПК: B21D 11/06
Мітки: гвинтових, систем, навивання, пристрій, транспортно-технологічних, елементів, різнопрофільних
Формула / Реферат:
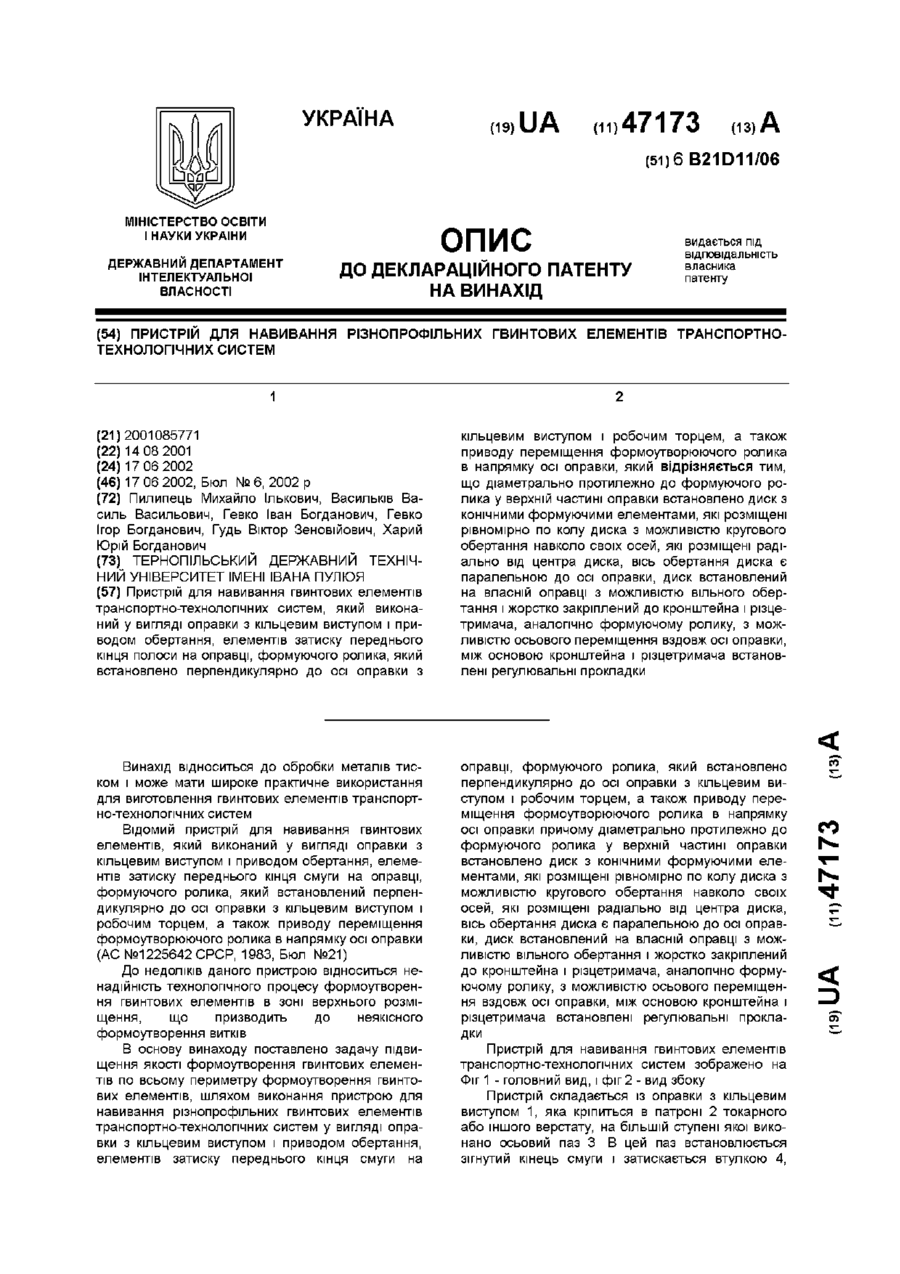
Пристрій для навивання гвинтових елементів транспортно-технологічних систем, який виконаний у вигляді оправки з кільцевим виступом і приводом обертання, елементів затиску переднього кінця полоси на оправці, формуючого ролика, який встановлено перпендикулярно до осі оправки з кільцевим виступом і робочим торцем, а також приводу переміщення формоутворюючого ролика в напрямку осі оправки, який відрізняється тим, що діаметрально протилежно до...
Пристрій для виготовлення гофрованих гвинтових заготовок
Номер патенту: 5430
Опубліковано: 15.03.2005
Автор: Драган Андрій Петрович
МПК: B21D 11/06
Мітки: гвинтових, заготовок, гофрованих, виготовлення, пристрій
Формула / Реферат:
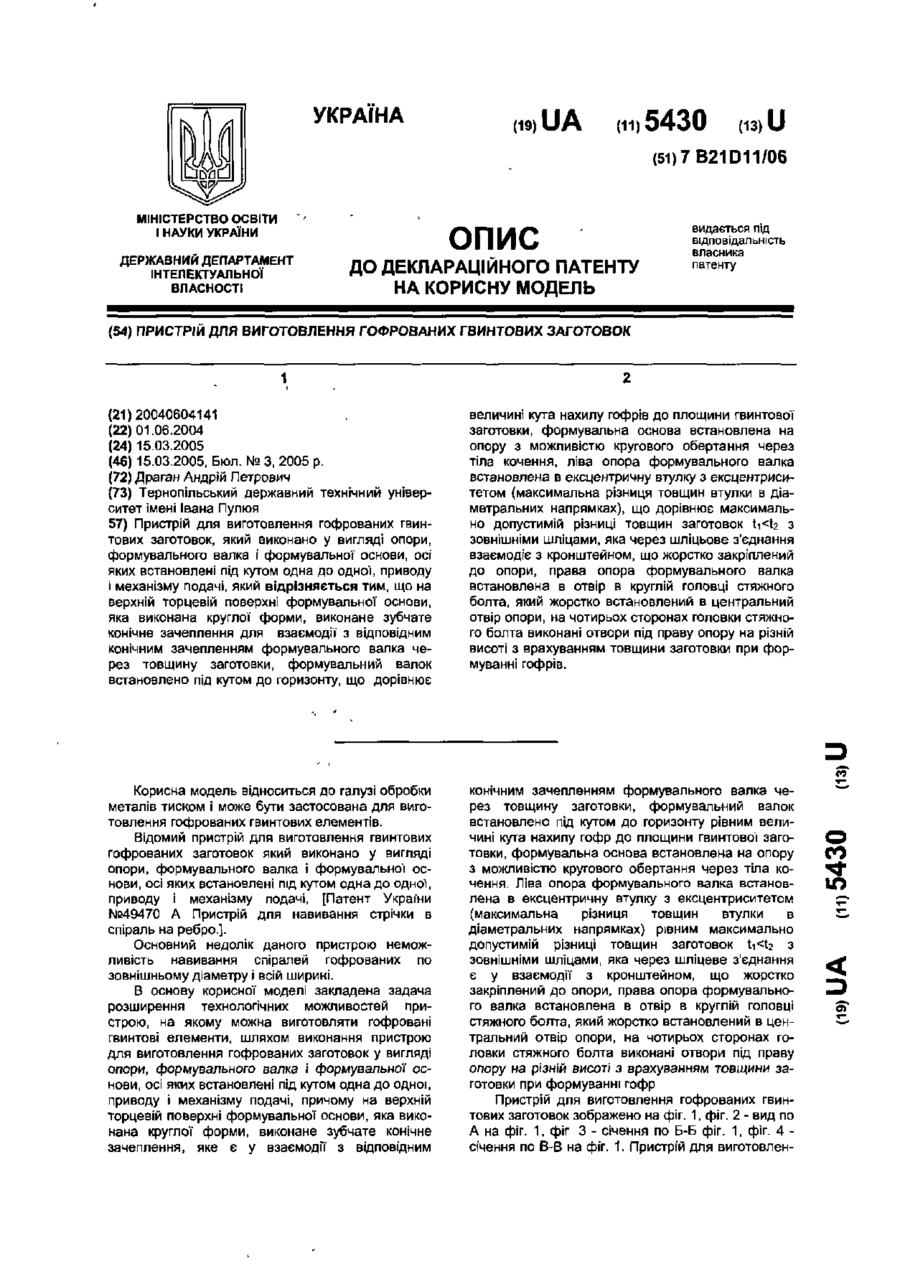
Пристрій для виготовлення гофрованих гвинтових заготовок, який виконано у вигляді опори, формувального валка і формувальної основи, осі яких встановлені під кутом одна до одної, приводу і механізму подачі, який відрізняється тим, що на верхній торцевій поверхні формувальної основи, яка виконана круглої форми, виконане зубчате конічне зачеплення для взаємодії з відповідним конічним зачепленням формувального валка через товщину заготовки,...
Попередній патент: Спосіб культивування молочнокислих бактерій на пророслому зерні пшениці
Наступний патент: Пристрій для визначення твердості кісткового зразка
Випадковий патент: Спосіб отримання дизельного біопалива з лляної олії